Изобретение относится к способу изготовления бетонного изделия согласно ограничительной части пункта 1 формулы изобретения и к установке для изготовления бетонного изделия согласно пункту 5 формулы изобретения.
Известен способ изготовления песчано-цементных черепиц способом ленточного прессования, при котором на нижние опоки, сплошным брусом подаваемые на установку для нанесения покрытий, наносится, а затем с помощью формовочного валика и лощильного станка уплотняется и профилируется слой свежего бетона (DE 35 22 846 А1). Затем уплотненный таким образом слой свежего бетона разрезается на станции резки на отдельные черепицы. Поскольку свежий бетон, используемый для изготовления черепиц, имеет относительно большую крупность песчинок, черепицы имеют шероховатую, пористую поверхность. Поэтому поверхность черепиц для уплотнения и сглаживания снабжается красочным покрытием.
Для дальнейшего улучшения качества поверхности черепицы разрабатываются способы, при которых черепица снабжается мелкозернистым, минеральным покровным слоем. Такой способ описан, например, в DE 39 32 573 C2. При этом сначала из свежеприготовленной крупнозернистой бетонной смеси экструдируется черепица, поверхность которой снабжается затем в профилированном лощильном станке множеством бороздок, проходящих в продольном направлении черепицы. Затем на поверхность черепицы экструзионным напылением наносится слой очень мелкозернистого свежего бетона, благодаря чему черепица приобретает покровный слой с очень гладкой поверхностью. Бороздки сохраняются, поскольку они служат для механического сцепления между черепицей и покрытием. Однако техника производства при известном способе требует больших затрат, поскольку черепица и покровный слой изготавливаются из двух разных свежеприготовленных бетонных смесей с разной мелкозернистостью.
Из US 4666648 А известно профилирование верхней стороны черепицы. Правда профилирование производится здесь с другими целями. Так, например, в US 4666648 А раскрывается способ изготовления черепиц, при котором профиль наносится на верхнюю сторону черепиц посредством иррегулярно профилирующего профилированного устройства. Этот профиль состоит из нескольких рядом расположенных и сориентированных в продольном направлении желобков, имитирующих древесно-волокнистый материал. Затем на эту черепицу наносится коричневая краска, так что черепицы, изготовленные таким образом, имеют внешний вид драни.
Кроме того, описан способ, при котором на верхнюю сторону черепицы желобки наносятся для украшения (JP 2000-328721 А). Сглаживания черепицы после нанесения желобков не производится.
Поэтому задачей настоящего изобретения является создание бетонного изделия, изготовленного из экструдированного свежего бетона, состоящего только из одной бетонной смеси и имеющего очень гладкую поверхность, а также высокое качество поверхности при простом изготовлении.
Эта задача решается согласно признакам пунктов 1-5 формулы изобретения.
Способ согласно изобретению отказывается от изготовления отдельного покрытия из мелкозернистой бетонной смеси в качестве покровного слоя. Для изготовления черепицы используется только одна свежеприготовленная бетонная смесь. Улучшение качества поверхности достигается за счет того, что создается способ изготовления бетонного изделия с плоской верхней стороной. При этом из свежего бетона экструдируется изделие, верхняя сторона которого с помощью профилирующего устройства снабжается желобчатым профилем. С помощью профилирующего устройства и в зависимости от его профиля происходит разделение частиц песка по их размеру, причем крупные частицы песка вытесняются из поверхностной области бетонного изделия в направлении вовнутрь, т.е. внутрь бетонного изделия. При этом профиль могут пройти только мелкие частицы песка, вследствие чего на поверхности бетонного изделия создается желобчатый профиль с выпуклостями. Эти выпуклости желобчатого профиля состоят из мелкозернистого бетона. Затем верхняя сторона бетонного изделия сглаживается посредством выравнивающего устройства. При этом выпуклости расплющиваются, вследствие чего мелкозернистый бетон выпуклостей распределяется с образованием покровного слоя.
Изобретение относится также к установке для изготовления бетонного изделия с такой плоской поверхностью. Установка содержит станцию обработки с экструзионным устройством для экструдирования бетонного изделия из свежего бетона и установленное за ней в направлении экструзии профилирующее устройство для создания желобчатого профиля на верхней стороне бетонного изделия, причем профилирующее устройство имеет профиль с поперечными ребрами, расположенными в направлении экструзии и параллельно друг другу. Расстояние b между поперечными ребрами задает предельную величину для разделения частиц песка в зависимости от размера. Установка содержит выравнивающее устройство для сглаживания профилированной верхней стороны.
В результате разглаживания верхней стороны бетонного изделия мелкозернистый бетон распределяется очень равномерно и возникает гладкий покровный слой, в котором благодаря большой плотности упаковки исключаются включения воздуха, или образование пор. Поэтому по сравнению с бетонными изделиями, известными из DE 35 22 846 А1, бетонные изделия, изготовленные согласно изобретению, имеют явно меньшую шероховатость поверхности. Благодаря меньшей шероховатости поверхности может быть существенно сокращено количество краски в слое.
Из DE 39 32 573 C2 известно, что для получения возможно более гладкой поверхности бетонного изделия должна использоваться бетонная смесь с очень мелкозернистым песком. Использование такого песка имеет тот недостаток, что бетонная смесь имеет склонность к образованию пузырьков и тем самым к увеличению пористости. В то же время с помощью способа согласно изобретению удается обрабатывать бетонные смеси даже с очень мелким песком, поскольку при отделении частиц песка посредством профилирующего устройства эти частицы песка перемещаются, вследствие чего происходит удаление воздуха из бетонной смеси. После сглаживания верхней стороны бетонного изделия получают бетонное изделие с очень гладким, т.е. плоским, покровным слоем.
Ниже пример выполнения изобретения более подробно описан со ссылкой на чертежи, на которых
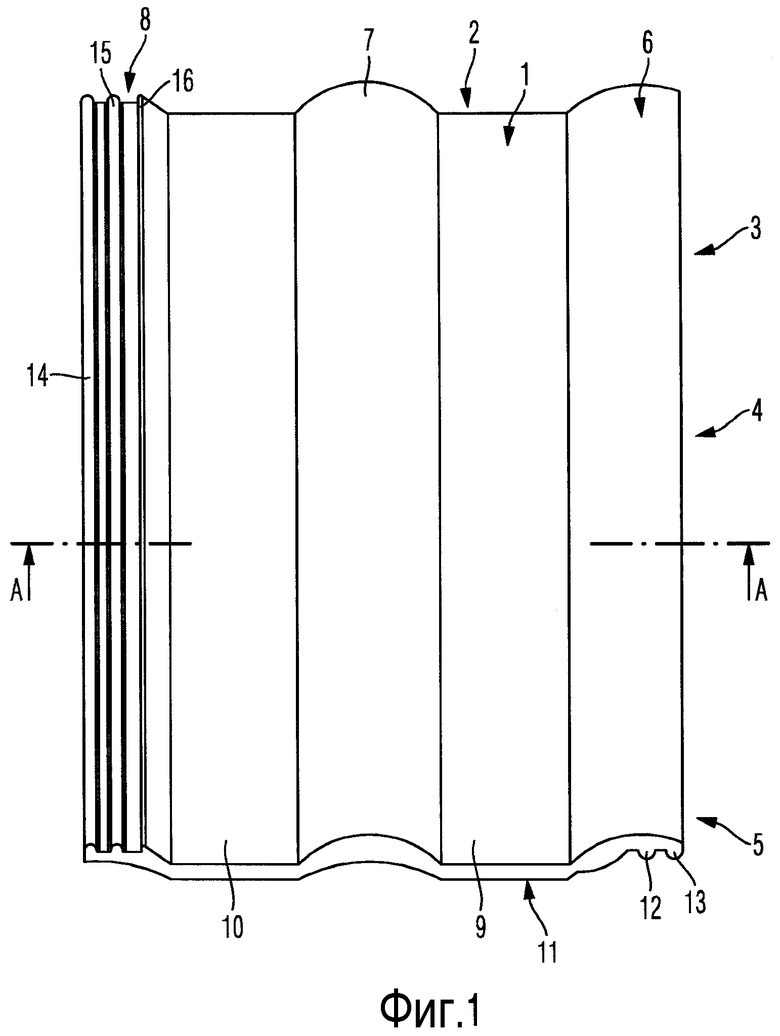
фиг. 1 изображает вид сверху готового бетонного изделия;
фиг. 2 - сечение бетонного изделия по линии А-А на фиг. 1;
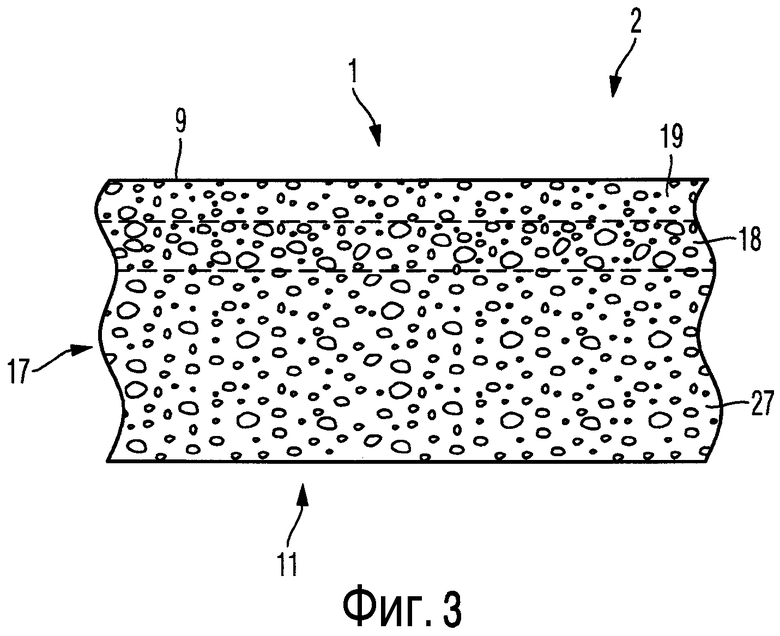
фиг. 3 - частичный вырез показанного на фиг. 2 частичного выреза бетонного изделия в увеличенном виде;
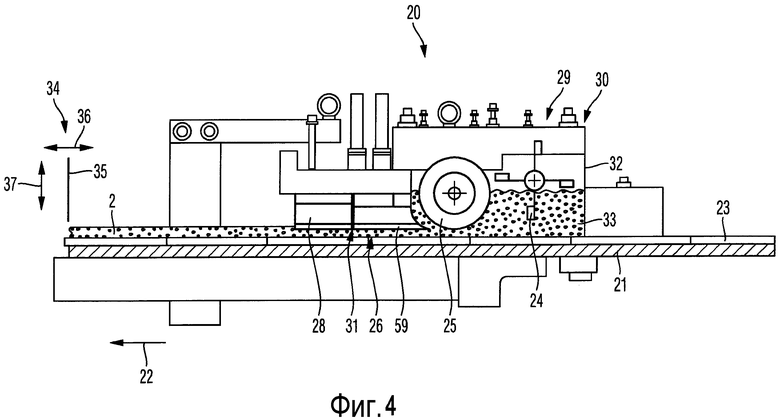
фиг. 4 - вид сбоку части установки для изготовления бетонных изделий;
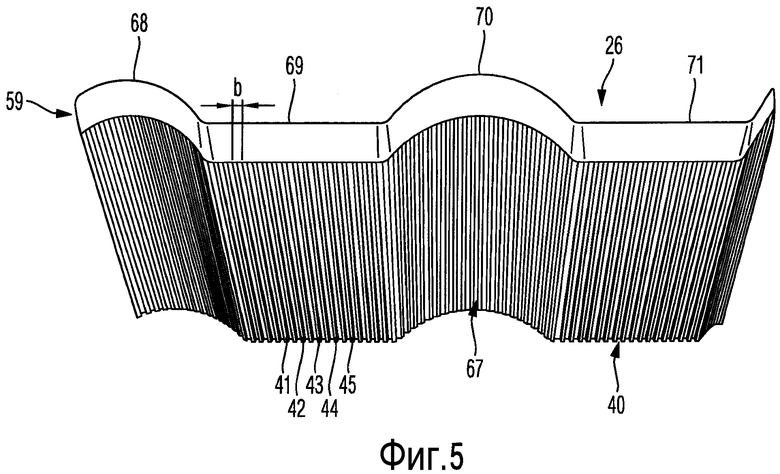
фиг. 5 - нижнюю сторону профилирующего устройства в перспективе;
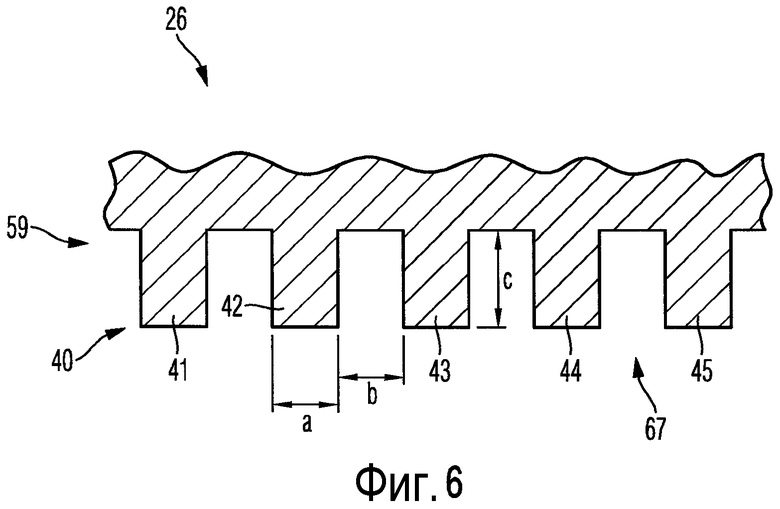
фиг. 6 - частичный вырез профилирующего устройства, показанного на фиг. 5;
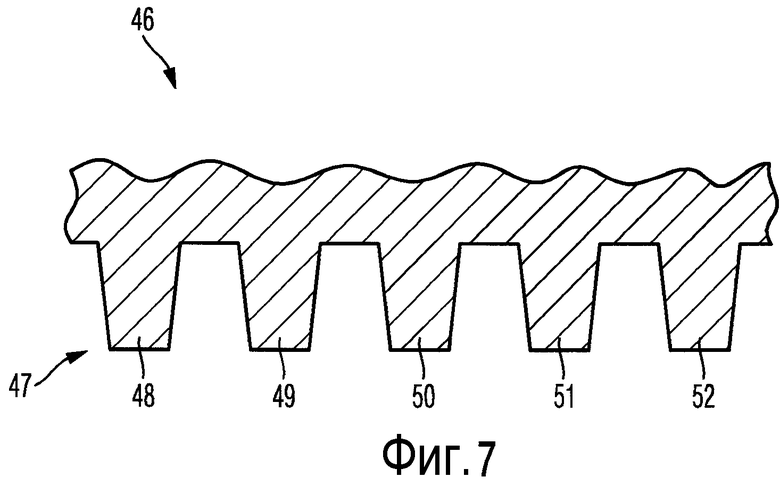
фиг. 7 - частичный вырез варианта профилирующего устройства, показанного на фиг. 5;
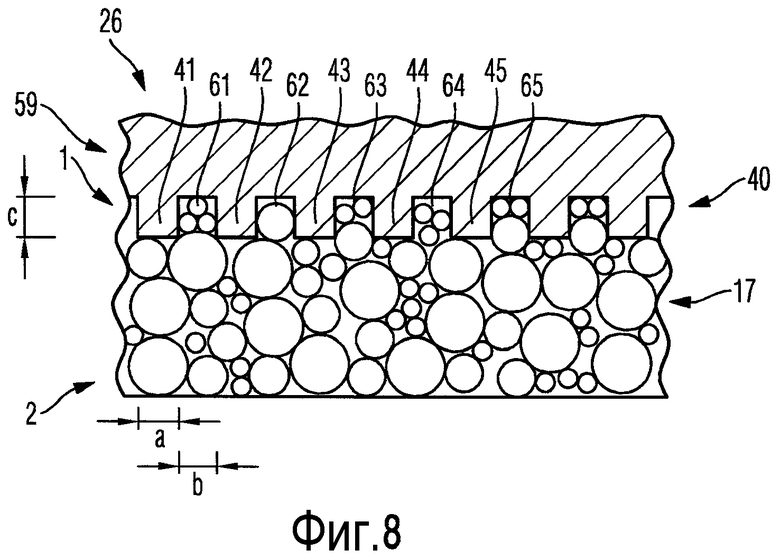
фиг. 8 - нанесение желобчатого профиля на бетонное изделие;
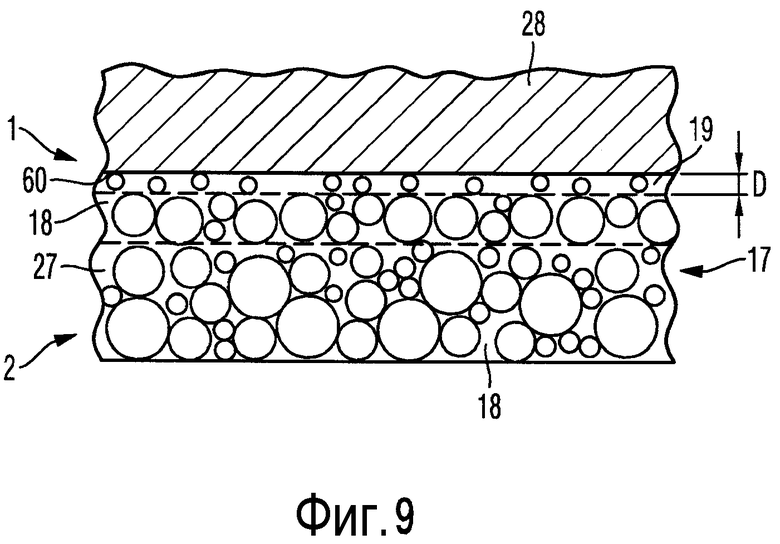
фиг. 9 - выравнивание желобчатого профиля на бетонном изделии по фиг. 8;
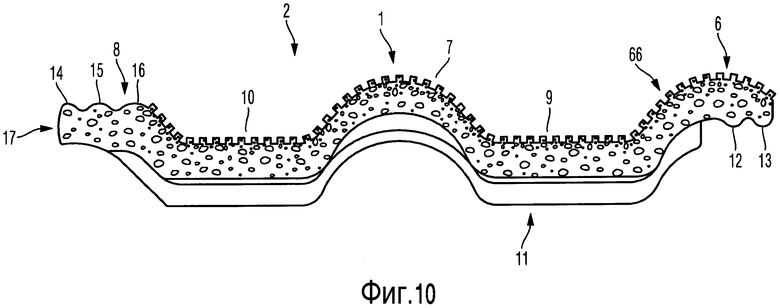
фиг. 10 - бетонное изделие с желобчатым профилем до выравнивания, показанный на фиг. 2.
На фиг. 1 изображен вид сверху верхней стороны 1 готового бетонного изделия 2 с головным участком 3, средним участком 4, а также с концевым участком 5. Это бетонное изделие 2 имеет форму черепицы, например форму франкфуртской черепицы. Бетонное изделие 2 имеет покровный фальц 6, среднюю кромку 7 и водяной фальц 8. Между покровным фальцем 6 и средней кромкой 7, а также между средней кромкой 7 и водяным фальцем 8 расположены соответственно водотоки 9, 10. Как, например, описано в DE 10 2005 011 201 A1, в водотоках 9, 10 может быть установлено водное заграждение. Однако такое водное заграждение на фиг. 1 не показано.
С нижней стороны 11 бетонного изделия 2 расположены два ребра 12, 13 покровного фальца. Эти ребра 12, 13 покровного фальца могут заходить в водяной фальц второго бетонного изделия, если бетонным изделием 2 покрывается крыша. Однако для наглядности на фиг. 1 это не показано. Водяной фальц 8 бетонного изделия 2 содержит несколько ребер 14, 15, 16. В этих ребрах 14, 15, 16 водяного фальца бетонного изделия 2 могут устанавливаться ребра покровного фальца следующего бетонного изделия. Благодаря покровному фальцу 6 и водяному фальцу 8 бетонные изделия при укладке крыши можно точно подгонять друг к другу.
На фиг. 2 изображено сечение бетонного изделия 2 по линии А-А на фиг. 1. Снова видны покровный фальц 6, средняя кромка 7, водяной фальц 8, а также оба водотока 9 и 10.
Бетонное изделие 2 состоит из слоя 17 бетона, разделяющегося на области 18, 19, 27. Область 19 расположена над областью 18 и почти полностью покрывает область 18. Таким образом, верхняя область 19 образует покровный слой бетонного изделия 2. Покровный слой 19, т.е. область 19, не покрывает только водяной фальц 8. Хотя области 18, 19, 27 состоят из одной и той же бетонной смеси, они все же различаются средним размером частиц песка. Таким образом, в области 19 расположены только те частицы песка, размер которых меньше определенной предельной величины, в то время как в областях 18 и 27 располагаются частицы песка размером, большим этой предельной величины. При этом в области 18 расположены частицы песка, средний размер которых больше среднего размера частиц песка областей 19 и 27.
Область 27 содержит частицы песка со средним размером, соответствующим размеру частиц свежеприготовленной бетонной смеси, используемой для изготовления бетонных изделий.
Таким образом, в области 18 средний размер частиц песка самый большой, в то время как средний размер частиц песка в области 19 наименьший. Поэтому песок в области 19 особенно мелкозернистый.
Хотя на фиг. 2 это не показано, возможно также, чтобы область 19 была расположена на водяном фальце 8. Правда, это не является безусловно необходимым, поскольку водяной фальц 8 в конструкции крыши покрыт покровным фальцем следующего бетонного изделия.
На верхней стороне 1, а также на нижней стороне 11 бетонного изделия 2 могут располагаться еще и другие слои. Так, например, на верхней стороне 1 бетонного изделия 2, т.е. на области 19, или на покровном слое, может располагаться слой краски. Однако на фиг. 2 он не показан.
На фиг. 3 показан в увеличенном виде частичный вырез водотока 9 бетонного изделия 2, изображенного на фиг. 2. Хорошо видно, что слой 17 бетона разделен на три области 18, 19, 27, а именно на верхнюю область 19, образующую покровный слой, среднюю область 18 и нижнюю область 27. В этих областях 18, 19 и 27 расположены частицы песка с разным средним размером частиц. При этом в областях 18 и 27 находятся частицы песка одного размера, которые в области 19 не встречаются. Слой 17 с таким распределением размеров частиц не может быть изготовлен простым сглаживанием, дело в том, что при изготовлении бетонного изделия 2 в области 19, образующей покровный слой, в зависимости от размера частиц песка следует проводить разделение частиц песка. В настоящем изобретении это разделение частиц песка по их размеру производится посредством профилирующего устройства.
На фиг. 4 изображен вид сбоку частичного выреза установки 20 для изготовления бетонных изделий экструзионным способом. Этот частичный вырез установки 20 содержит станцию 29 обработки с экструзионным устройством 30, устройством 31 обработки поверхности и транспортерной лентой 21 для подачи бесконечного бруса из нижних опок 23, на которых позднее располагается ленточное бетонное изделие из свежего бетона, нанесенное путем экструзии. Устройство 31 обработки поверхности подключено за экструзионным устройством 30 и содержит профилированное профилирующее устройство 26 и выравнивающее устройство 28. Выравнивающее устройство 28 содержит непрофилированную, т.е. гладкую, сторону. Нижние опоки 23, наполняемые свежим бетоном, сначала подводятся транспортерной лентой 21 к экструзионному устройству 30.
Это экструзионное устройство 30 содержит бокс 32 с материалом, в котором хранится свежий бетон 33. Этот свежий бетон 33 содержит частицы песка различных размеров. После того как нижние опоки 23 поступят в бокс 32 с материалом, на эти нижние опоки 23 наносится свежий бетон 33. В боксе 32 с материалом установлены игольчатый валик 24 и профилированный каток 25. При этом игольчатый валик 24 на первом этапе загружает свежий бетон 33 в нижние опоки 33. Затем на втором этапе свежий бетон уплотняется профилированным катком 25 в ленточное бетонное изделие 2, причем последнее одновременно обретает желательный профиль. С помощью показанной здесь установки 20 бетонное изделие 2 обретает поперечный профиль.
Затем ленточное бетонное изделие 2 подается в устройство 31 обработки поверхности, причем бетонное изделие 2 вначале проходит через профилирующее устройство 26. Это профилирующее устройство 26 содержит в нижней области 59 профиль, предпочтительно гребенчатый профиль. Однако этот профиль на фиг. 4 не виден. Посредством профиля профилирующего устройства 26 на верхнюю сторону 1 бетонного изделия 2 во время прохождения бетонного изделия 2 под профилирующим устройством 26 в направлении транспортировки наносится желобчатый профиль. При этом с помощью профиля профилирующего устройства 26 осуществляется разделение частиц песка по их размеру. В результате этого разделения частиц песка крупные частицы песка вытесняются из поверхностной области бетонного изделия 2 внутрь, в то время как мелкие частицы песка могут пройти через профиль профилирующего устройства 26 и таким образом остаться в поверхностной области бетонного изделия 2, т.е. в выпуклостях желобчатого профиля. При этом мелкие частицы песка имеют средний размер частиц, который меньше среднего размера крупных частиц песка.
Таким образом, при прохождении через профилирующее устройство 26 на поверхности 1 бетонного изделия 2 возникают выпуклости желобчатого профиля, состоящие из очень мелкого бетона. При этом одновременно из бетона исчезают воздушные включения. После того как на бетонное изделие 2 посредством профилирующего устройства 26 будет нанесен желобчатый профиль, бетонное изделие 2 перемещается в направлении выравнивающего устройства 28. Это выравнивающее устройство 28 служит для удаления желобчатого профиля, нанесенного на бетонное изделие 2. При этом бетонное изделие 2 перемещается под выравнивающим устройством 28 в направлении транспортировки, причем выравнивающее устройство 28 выравнивает верхнюю сторону 1 бетонного изделия 2. Это выравнивание происходит путем расплющивания выпуклостей желобчатого профиля, вследствие чего очень мелкозернистый бетон выпуклостей желобчатого профиля распределяется в поверхностной области бетонного изделия 2 равномерно и возникает верхняя область 19, образующая покровный слой бетонного изделия 2, изображенный на фиг. 2 и 3. Таким образом, верхняя область 19 может называться также покровным слоем 19. После выравнивания желобчатого профиля поверхности 1 бетонного изделия 2 ленточное бетонное изделие 2 подается в направлении 22 транспортировки на стацию 34 резки, показанную на фиг. 4 лишь схематично. На этой станции 34 резки ленточное бетонное изделие 2 посредством реверсивного (ср. двойную стрелку 36) и движущегося перпендикулярно (ср. двойную стрелку 37) бетонному изделию 2 режущего инструмента 35 разрезается на отдельные черепицы. Затем на верхнюю сторону черепиц может наноситься слой краски. Поскольку эти черепицы имеют очень незначительную шероховатость поверхности, для нанесения достаточно очень небольшого количества краски.
На фиг. 5 изображен вид нижней стороны 67 нижней области 59 профилированного профилирующего устройства 26 в перспективе. На этой нижней стороне 67 профилирующего устройства 26 предусмотрен гребенчатый профиль 40. Этот профиль 40 состоит из нескольких поперечных ребер 41-45, расположенных рядом на расстоянии b относительно друг от друга. Нижняя сторона 67 профилирующего устройства 26 по существу имеет форму бетонного изделия. При этом видны участки 68-71 профиля 40. Участок 68 служит для обеспечения покровного фальца бетонного изделия желобчатым профилем. Участки 69 и 71 служат для обеспечения желобчатым профилем обоих водотоков бетонного изделия. С помощью участка 70 желобчатый профиль наносится на среднюю кромку. Участок, с помощью которого желобчатым профилем может быть снабжен также водяной фальц бетонного изделия, в профилирующем устройстве 26, изображенном на фиг. 5, не предусмотрен. Таким образом, с помощью профилирующего устройства 26 водяной фальц бетонного изделия профилем не обеспечивается.
Хотя на фиг. 5 это не показано, выравнивающее устройство 28 имеет такую же форму, что и профилирующее устройство 26, причем нижняя сторона выравнивающего устройства 28 является гладкой, это значит, что с нижней стороны выравнивающего устройства 28 никакого профиля не предусмотрено. Участок для выравнивания, т.е. для сглаживания водяного фальца бетонной плиты, в устройстве для выравнивания не предусмотрен тем более, что на водяном фальце с помощью профилирующего устройства 26 также не нанесено никакого желобчатого профиля.
На фиг. 6 изображен частичный вырез показанного на фиг. 5 профилирующего устройства 26, имеющего на своей нижней стороне 67 гребенчатый профиль 40. Этот профиль 40 содержит несколько поперечных ребер 42-45, имеющих прямоугольное строение. При этом поперечные ребра имеют ширину а, а также длину с. Кроме того, отдельные поперечные ребра 41-45 отделены друг от друга расстоянием b. Профиль 40 в отношении размеров а, b и с может принимать следующие значения: 0,5<а<3 мм, 0,5<b<3 мм и 1<с<4 мм. При этом особенно предпочтительными являются диапазоны 0,5<а<2 мм, 0,5<b<2 мм и 1<с<4 мм, в частности а=1 мм, b=1 мм и с=2 мм.
Для поддержания стабильности формы гребенчатого профиля 40 ширина b и длина с поперечных ребер находятся в сбалансированном соотношении между собой. Предпочтительно отношение с/а располагается в диапазоне 1,5-2, это означает 1,5<с/а<2.
Зато в отношении расстояния b задается предельная величина для разделения частиц песка в зависимости от их размера. Если, например, задается размер 1 мм, то крупные частицы песка размером › 1 мм вытесняются из поверхностной области бетонного изделия 2, в то время как мелкие частицы песка размером < 1 мм остаются в поверхностной области и скапливаются в выпуклостях (см. фиг. 8, позиции 61-65) желобчатого профиля таким образом, что покровный слой может образовываться из мелкого бетона.
Выбор песка, пригодного для изготовления свежего бетона, зависит от расстояния b, поскольку линия грохота для песка должна выбираться таким образом, чтобы более 60% частиц песка имели размер меньше b. Только при этом условии профиль 40 наполняется мелкими частицами песка в достаточной степени, а через профиль 40 обеспечивается достаточный поток материала.
На фиг. 7 показан вариант профилирующего устройства 46 с профилем 47. Профиль 47 также имеет гребенчатое строение, причем профиль 47 имеет слегка конически выполненные поперечные ребра 48-52. Благодаря этим конически выполненным поперечным ребрам 48-52 уменьшается опасность закупоривания профиля 47 бетоном.
Разумеется, что выравнивающие устройства, пока с их помощью возможно разделение частиц песка по их размеру, могут выбираться также с другим профилированием.
На фиг. 8 показано изготовление желобчатого профиля на верхней стороне 1 бетонного изделия 2 посредством профилирующего устройства 26. При этом на фиг. 8 показан лишь частичный вырез бетонного изделия 2, а также профилирующего устройства 26. Виден также слой 17 бетона с частицами песка разного размера. Пока бетонное изделие 2 проводится под профилирующим устройством 26, обрабатывается верхняя сторона 1. Благодаря определенному расстоянию b между поперечными ребрами 41-45 через гребенчатый профиль 40 проходят только частицы песка вполне определенного диаметра. Частицы песка с диаметром больше, чем b, не пропускаются через профиль 40. Поэтому в промежутках профилирующего устройства 26 скапливаются лишь те частицы песка, размер которых меньше b. На фиг. 8 можно увидеть также несколько выпуклостей 61-65, расположенных в промежутках гребенчатого профиля 40. Таким образом, в выпуклостях 61-65 находятся в среднем менее крупные частицы песка, чем в областях слоя 17, расположенных под ними.
На фиг. 9 показано выравнивание желобчатого профиля, нанесенного на верхнюю сторону 1 бетонного изделия 2 с помощью выравнивающего устройства 28. Это выравнивающее устройство 28 в отличие от профилирующего устройства 26 не имеет на своей нижней стороне никакого профиля. С помощью этого выравнивающего устройства 28 могут выравниваться выпуклости 61-65, вследствие чего выпуклости 61-65 на верхней стороне 1 бетонного изделия 2 отжимаются вниз. В результате производится расплющивание выпуклостей 61-65 выравнивающим устройством 28. Вследствие этого выравнивания верхняя сторона 1 бетонного изделия 2 сглаживается, благодаря чему образуется верхняя область 19, располагающаяся над областью 18 и образующая покровный слой. При этом в области 19 расположены лишь более мелкие частицы песка, а в области 18 как мелкие, так и крупные частицы песка. В результате сглаживания, т.е. выравнивания желобчатого профиля, более крупные частицы песка из области 19 перемещаются в область 18, так что в области 18 после этого находятся только те частицы песка, средний размер которых является наибольшим. В результате сглаживания не только удаляются выпуклости 61-65, но и одновременно предотвращается возможность скопления воздуха в области 19. Поэтому в бетонной смеси может использоваться даже очень мелкий песок, поскольку благодаря профилированию и последующему сглаживанию верхней стороны 1 бетонного изделия 2 включения воздуха в бетоне исключаются.
Если профиль профилирующего устройства 26 имеет размеры а=1 мм, b=1 мм и с=2 мм, то может использоваться песок с грохота, представленного в следующей таблице.
Как следует из таблицы, только 13,2% частиц песка имеют диаметр более 1 мм. 86,8% частиц песка имеют диаметр меньше b, т.е. диаметр менее 1 мм. Частицы песка размером более 1 мм вытесняются профилирующим устройством 26 в область 18, так что область 19 свободна от частиц песка размером более 1 мм. Таким образом, в области 18 частиц песка размером более 1 мм находится больше, чем в области 27.
Толщина D области 19 зависит от геометрии профилирующего устройства 26. При этом действует следующее соотношение:
D=(c*b)/(a+b)
Преимуществом при выравнивании ранее нанесенного желобчатого профиля является получение распределения размеров частиц, при котором более крупные частицы песка располагаются не на верхней стороне бетонного изделия, в то время как там находятся только частицы песка с меньшим диаметром. В результате не только бетонное изделие обретает очень гладкую поверхность, но и выравнивание выпуклостей также способствует тому, что пор на поверхности меньше, чем у обычных бетонных изделий, т.е. у тех бетонных изделий, у которых отсутствует сглаживание ранее нанесенного желобчатого профиля. Поэтому бетонные изделия, изготовленные таким образом, имеют лучшее качество поверхности.
На фиг. 10 изображено бетонное изделие 2 на фиг. 2 после того, как на его верхнюю сторону 1 с помощью профилирующего устройства 26 согласно фиг. 5 был нанесен желобчатый профиль 66. Благодаря особой форме профилирующего устройства 26 желобчатый профиль 66 нанесен лишь на покровный фальц 6, среднюю кромку 7, а также на оба водотока 9 и 10. Водяной фальц 8, наоборот, не имеет никакого желобчатого профиля. Поскольку водяной фальц 8 перекрывается покровным фальцем следующего бетонного изделия, улучшение качества поверхности водяного фальца 8 с точки зрения внешнего вида не имеет значения.
В общем, изобретение тем самым относится к способу изготовления бетонного изделия 2, экструдированного из свежего бетона 33, отличающемуся следующими последовательными этапами:
- бетонное изделие 2 перемещается к профилирующему устройству 26, имеющему на своей нижней стороне по меньшей мере частично профиль 40, 47, причем профиль 40, 47 имеет такое строение, что с помощью профиля 40, 47 частицы песка в бетонном изделии 2 могут разделяться по своему размеру;
- с помощью профиля 40, 47 профилирующего устройства 26 на верхнюю сторону 1 бетонного изделия 2 наносится желобчатый профиль 66, причем в желобчатом профиле 66 располагаются частицы песка среднего размера, средний размер которых меньше среднего размера частиц свежего бетона 33;
- бетонное изделие 2 с желобчатым профилем 66 перемещается к выравнивающему устройству 28, причем выравнивающее устройство 28 имеет нижнюю сторону, выполненную таким образом, что с помощью нижней стороны выравнивающего устройства 28 выравнивается желобчатый профиль 66 бетонного изделия 2, вследствие чего на верхней стороне 1 возникают покровный слой 19 и расположенная под ним область 18, причем в покровном слое 19 находятся только те частицы песка, которые до выравнивания располагались в желобчатом профиле 66.
Кроме того, изобретение относится к установке для изготовления бетонного изделия 2 с плоской верхней стороной 1, содержащей станцию 29 обработки с экструзионным устройством 30 для экструдирования бетонного изделия 2 из свежего бетона 33, а также с подключенным вслед за экструзионным устройством 30 профилирующим устройством 26, 46, отличающейся тем, что
- профилирующее устройство 26, 46 со своей нижней стороны снабжено профилем 40, 47, выполненным таким образом, что с помощью профиля 40, 47 на верхнюю сторону 1 бетонного изделия 2 может наноситься желобчатый профиль 66, причем в желобчатом профиле 66 расположены частицы песка среднего размера, средний размер которых меньше среднего размера частиц свежего бетона 33;
- предусмотрено выравнивающее устройство 28, подключенное к профилирующему устройству 26, 46, имеющему нижнюю сторону 60 для выравнивания желобчатого профиля 66, причем нижняя сторона выравнивающего устройства 28 выполнена таким образом, что после выравнивания желобчатого профиля 66 верхняя сторона 1 бетонного изделия 2 имеет верхнюю область 19, а также область 18, расположенную под ней, причем верхняя область 19 образует покровный слой, а покровный слой содержит только частицы песка выпуклостей желобчатого профиля 66.
Хотя примеры выполнения изобретения были подробно описаны выше, изобретение не ограничено этими примерами выполнения. Специалист понимает, что изобретение охватывает также различные варианты, с помощью которых достигается тот же результат, что и с помощью описанных здесь примеров выполнения. Поэтому специалисту ясно, что с помощью описанных здесь примеров выполнения объем охраны пунктов формулы изобретения не ограничивается и имеются другие варианты, модификации и альтернативы, входящие в объем охраны пунктов формулы изобретения.
Перечень позиций
1 - верхняя сторона
2 - бетонное изделие
3 - головной участок
4 - средний участок
5 - концевой участок
6 - покровный фальц
7 - средняя кромка
8 - водяной фальц
9 - водоток
10 - водоток
11 - нижняя сторона
12 - ребро покровного фальца
13 - ребро покровного фальца
14 - ребро водяного фальца
15 - ребро водяного фальца
16 - ребро водяного фальца
17 - слой
18 - область
19 - область
20 - установка
21 - транспортерная лента
22 - направление транспортировки
23 - нижние опоки
24 - игольчатый валик
25 - каток
26 - профилирующее устройство
27 - область
28 - выравнивающее устройство
29 - станция обработки
30 - экструзионное устройство
31 - устройство обработки поверхности
32 - бокс с материалом
33 - свежий бетон
34 - станция резки
35 - режущий инструмент
36 - двойная стрелка
37 - двойная стрелка
40 - профиль
41 - поперечное ребро
42 - поперечное ребро
43 - поперечное ребро
44 - поперечное ребро
45 - поперечное ребро
46 - профилирующее устройство
47 - профиль
48 - поперечное ребро
49 - поперечное ребро
50 - поперечное ребро
51 - поперечное ребро
52 - поперечное ребро
59 - нижняя область
60 - нижняя сторона
61 - выпуклость
62 - выпуклость
63 - выпуклость
64 - выпуклость
65 - выпуклость
66 - желобчатый профиль
67 - нижняя сторона
68 - участок
69 - участок
70 - участок
71 - участок
Изобретение относится к области строительства, а именно к способам и установкам для изготовления бетонного изделия. Изобретение позволит улучшить поверхность бетонного изделия, выполненного только из одной бетонной смеси. Способ изготовления бетонного изделия с плоской верхней стороной, путем изготовления изделия экструзией бетонной смеси, верхняя сторона которого формуется с помощью профилирующего устройства, имеющего гребенчатый профиль для разделения частиц песка по размеру и желобчатый профиль. Посредством выравнивающего устройства разглаживают выпуклости, образованные желобчатым профилем с образованием покровного слоя. 2 н. и 11 з.п. ф-лы, 10 ил., 1 табл.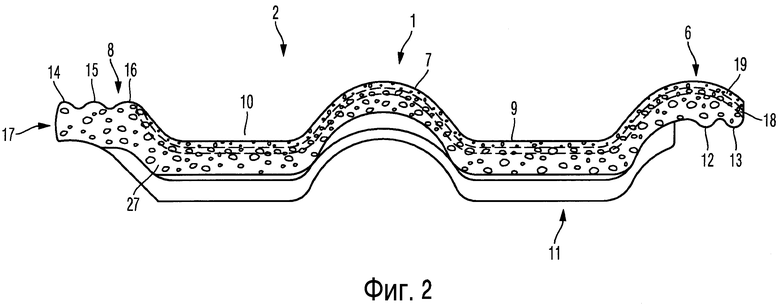
1. Способ изготовления бетонного изделия (2) с плоской верхней стороной (1), причем из свежего бетона (33) экструзией получают бетонное изделие (2), верхнюю сторону (1) которого с помощью профилирующего устройства (26, 46), содержащего гребенчатый профиль (40, 47), снабжают желобчатым профилем (66), отличающийся тем, что
с помощью профилирующего устройства (26, 46) и в зависимости от его гребенчатого профиля (40, 47) производится разделение частиц песка по их размеру,
крупные частицы песка вытесняются из поверхностной области бетонного изделия (2) внутрь,
мелкие частицы песка проходят через профиль (40, 47), вследствие чего образуются выпуклости (61-65) желобчатого профиля (66), состоящие из мелкозернистого бетона, и
верхняя сторона (1) бетонного изделия (2) разглаживается посредством выравнивающего устройства (28), причем мелкозернистый бетон желобчатого профиля (66) распределяется с образованием покровного слоя.
2. Способ по п.1, отличающийся тем, что выпуклости (61-65) желобчатого профиля (66) образуются с помощью установленных параллельно друг другу поперечных ребер (41-45) профиля (40, 47) профилирующего устройства (26, 46), имеющих между собой расстояние b.
3. Способ по п.2, отличающийся тем, что свежий бетон (33) содержит частицы песка, причем по меньшей мере 60% частиц песка меньше, чем расстояние b между поперечными ребрами (41-45) профиля (40-47).
4. Способ по пп.1-3, отличающийся тем, что бетонное изделие (2) на станции (34) резки разрезается на черепицу.
5. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1), содержащая станцию (29) обработки с экструзионным устройством (30) для экструдирования бетонного изделия из свежего бетона и подключенным к нему последовательно в направлении экструзии профилирующим устройством (26, 46) для формирования желобчатого профиля (66) на верхней стороне (1) бетонного изделия (2), причем профилирующее устройство (26, 46) содержит гребенчатый профиль (40, 47) с проходящими параллельно друг другу в направлении экструзии поперечными ребрами (41-45), отличающаяся тем, что
с помощью расстояния b между поперечными ребрами (41-45) задана предельная величина для разделения частиц песка в зависимости от их размера, и
предусмотрено выравнивающее устройство (28) для выравнивания профилированной верхней стороны (1) бетонного изделия (2).
6. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.5, отличающаяся тем, что для нанесения свежего бетона (33) предусмотрены нижние опоки (23), подводимые к экструзионному устройству (30) с помощью транспортерной лены (21) в виде бесконечного бруса.
7. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.5, отличающаяся тем, что профилирующее устройство (26, 46) и выравнивающее устройство (28) образуют устройство (31) обработки поверхности, причем профилирующее устройство (26, 46) установлено в направлении (22) транспортировки перед выравнивающим устройством (28).
8. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.5, отличающаяся тем, что профилирующее устройство (26, 46) и выравнивающее устройство (28), по существу, имеют форму бетонного изделия (2).
9. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.5, отличающаяся тем, что установка (20) содержит станцию (34) резки для разрезания бетонного изделия (2) на черепицы.
10. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.5, отличающаяся тем, что поперечные ребра (41-45, 48-52) профиля (40, 47) имеют длину с и ширину а, причем соотношение с/а располагается в диапазоне 1,5-2.
11. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.10, отличающаяся тем, что профиль (40, 47) имеет геометрию с размерами 0,5<а<3 мм, 0,5<b<3 мм и 1<с<4 мм.
12. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.5, отличающаяся тем, что расстояние b выбрано таким образом, чтобы более 60% частиц песка свежего бетона (33) могли располагаться между поперечными ребрами (41-45, 48-52).
13. Установка для изготовления бетонного изделия (2) с плоской верхней стороной (1) по п.11, отличающаяся тем, что профиль (40, 47) имеет геометрию с размерами a=1 мм, b=1 мм и с=2 мм.
| JP 11058346 А, 02.03.1999 | |||
| Устройство для чрескостного остеосинтеза | 1985 |
|
SU1395303A1 |
| DE 3932573 А1, 11.04.1991 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| Способ работы газогенераторной силовой установки с газогенератором, работающим под давлением | 1928 |
|
SU12898A1 |

