Изобретение относится к производству полых керамических изделий, например чашек, кружек и др.
Известны устройства для литья иолых керамических изделий, состоящие из термостатированного бака для суспензии, вакуум-насоса, формы с подставкой и вибратора, не позволяют получать ровного края изделия, не обеспечивают необходимого их качества и требуют дополнительной операции обрубки литников.
Цель изобретения - обеспечение безлитникового литья и слива избытка суспензии. Это достигается тем, что подставка для формы выполнена в виде полой конической камеры с перфорированной внутренней стенкой с направляющей в центральной ее, в которой расположен запорный клапан, и имеющей подводящую и отводящую суспензии трубки, герметично входящие в термостатированный бак. При этом в отводящей трубке смонтирован переливной клапан.
Для того, чтобы обеспечить слив избытка суспензий из гипсовой формы, запорный клапан выполнен в виде источника с коническим отсекателем, осевым отверстием, радиальными и кольцевыми канавками герметично входящим в термостативный бак, а клапан смонтирован с возможностью возвратно-поступательного движения с помощью держателя.
тяги, двуплечего рычага, пружины и электромагнита.
Для удаления из формы воздуха, вытесняе тoгo в процессе литья под дно формы над
подставкой установлен формодержатель, выполненный в виде трубки, имеющей кожух, заполненный гигроскопическим материалом и охватывающий верхнюю часть формы. Верхний конец трубки соединен с вакуум-насосом,
а формодержатель смонтирован с возможностью возвратно-поступательного движения с помощью держателя, тяги, двуплечего рычага, пружины и электромагнита. С целью обеспечения силового замыкания
формы, подставки и формодержателя в процессе литья и слива избытка при воздействии вибрации, подставка для формы, формирователь и вибратор закреплены в траверсах, свободно посаженных на направляющей колонке,
а между траверсами установлены пружины. Чтобы регулировать усилия прижатия формы к подставке, на траверсах подставки и формодержателя З становлепы стопорные кольца, причем траверса вибратора снабжена
фиксатором.
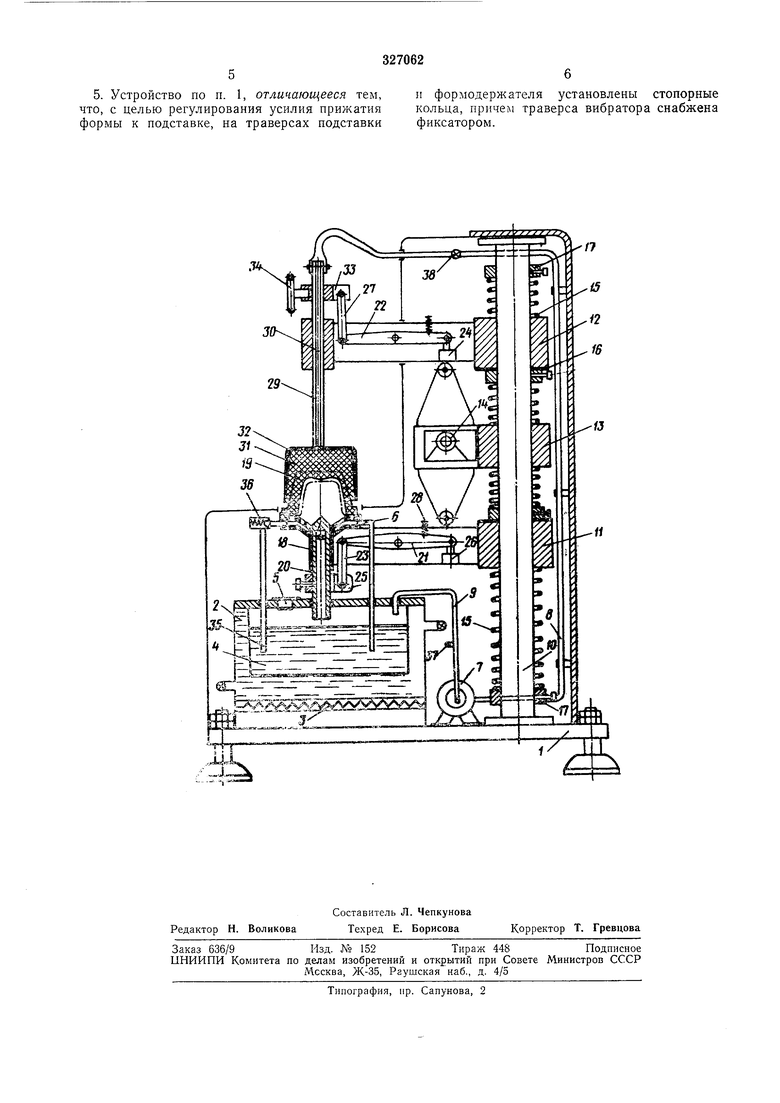
Па чертеже представлено предлагаемое устройство.
телем 3, бак 4 для горячего шликера с загрузочным отверстием 5, литьевая трубка 6 и вакуум-насос 7 с всасывающим 8 м пагпгтающим 9 трубопроводами. Устройство также содержит колонку 10, на которой свободно носажены траверсы // н 12, кронн тейн 13 вибратора 14, пружины 15, уиругне ирокладки 16 и стопорные кольца 17.
В траверсах закреплены подставка 18 под гипсовую форму 19 со шток-клаианом 20, двуплечие рычаги 21 и 22, тяги 23 и 24, де ржатель 25 штока, электромагниты 26 и 27, пружины 28 и 29, формодержатель 29, состоящий из трубки 30 и пористого материала 31, заключенного в кожух 32.
Трубка формодержателя стопорится в держателе 33 фиксатором 34.
Подставка под форму имеет внутреннюю полость с отверстиями и направляющую под щток-клапан, снабженный кольцевыми канавками, радиальными и осевыми отверстиями. Внутренняя полость подставки соединена отводной трубкой 35 с баком и имеет переливной кланан 36.
Нагнетательный трубопровод насоса снабжен воздушным клапаном 37, а всасывающий трубопровод - воздушным клапаном 38.
Устройство работает следующим образом.
Опрокинутая гипсовая форма устанавливается в гнездо подставки 18. Формодержатель 29 опускается и фиксируется фиксатором 34 вручную. Шток-клапан 20 находится в нижнем положении. Благодаря пружинам 15 и 28 производится силовое замыкагие формодержателя, формы и подставки. Шликер под избыточным давлением, создаваемом в баке 4 посредством вакуум-насоса 7, по трубке 6 подается во внутреннюю полость формы.
Процесс литья сопровождается вибрацией системы форма-подставка-формодержатель при помощи вибратора 14 с одновременным вакуумным отсосом воздуха, вытесняемого под дно фор. через трубку формодержателя, соединенную с трубопроводом 8 вакуум-насоса 7.
При заполиепнн формы щликером н создании в ее внутренней полости определеппого избыточного давления срабатывает клапан 36 и избыток щликера Io трубке 35 иосту;.;1ет в бак 4.
По истечении времени набора черенка стенками гипсовой формы подача шликера прекращается. Открывается воздушиын клапан и при помощи электромагнита 26, рычага 21, тяги 23 и держателя в баке устанавливается атмосферное давление. Шток-клапан ноднимается и через его кольцевые канавки и отверстия избыток шликера вы;1изается з бак. При этом пружина 28 растянута.
Одновременно со сливом щликера из формы срабатывает злоктромагиит 27 и через двуплечий рычаг 22, тягу 2.1 и де)л атель 33 формодержатель с формой поднимается. При этом пружина 29 растянута.
Форма удерживается в формодержателе за счет вакуумного отсоса через трубопровод 8 от вакуум-насоса 7. В это зре.мя происходит окончательный слив остатка щликера и удалеиие натеков с черепка н основания формы за счет впбрации формы с помощью вибратора 14. По ликвидации натека с края черенка формодержатель освобождается от фиксатора, подпимается, и форма вынимается
вручную.
Этому иредшествует срабатывание воздушного клапана, сообш.ающего внутреннюю нолость формодержателя с атмосферой. По извлечеиии формы из формодержателя она передается на сушило, и устройство готово для новторения цикла.
Предмет и з о б р е т е и и я
1. Устройство для литья полых керамических изделий, включающее термостатированный бак для суспензии, вакуум-насос, форму с подставкой и вибратор, отличающееся тем,
что, с целью обеспечения безлитникового :1итья снизу в гипсовые формы, подставка для формы выполнена в виде нолой конусной камеры с перфорированной внутренней стенкой с направляющей в центральной части ее, в
которой расположен запорный клапан, и имеющей иодводящую и отводящую суспензии трубки, герметично входящие в термостатировант 1Й бак, нричем в отводящей трубке смонтирован переливной кланан.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения слива избытка суспензии из гипсовой формы, запорный кланан выполнен в виде штока с коническим отсекателем, осевым отверстием, радиальными и
кольцевыми канавками герметично входящим в термостатированный бак, а кланан смонтирован с возможностью возвратно-поступательного двнження с помощью держателя, гяги, двуплечего рычага, пружины и электромагиита.
3.Устройство ио п. 1, отличающееся тем, что, с целью удаления пз формы воздуха, вытесняемого в процессе литья под дно формы, над подставкой устаповлеи формодержатель,
выполненный в виде трубки, имеющей кожух, занолнеииый гигроскоиическим материалом и охватывающий верхн ою часть формы, верхний коиец трубки соединен с вакуум-насосом, а формодержатель смонтирован с возможностьк возвратно-поступательного движения с помоии ю держателя, тяги, двуплечего рычага, пружипы и электромагнита.
4.Устройство по н. 1, отличающееся тем, что, с целью обеспечения силового замыкания
формы, подставки и формодержателя в процессе литья и слива избытка нри воздействии вибра-И, лодставка для формы, формодержатель и вибрагор закреплены в траверсах, свободно посаженных на направляющей колонке,
5. Устройство по п. 1, отличающееся тем, что, с целью регулирования усилия ирижатия формы к подставке, на траверсах подставки
и формодержателя установлены стопорные кольца, причем траверса вибратора снабжена фиксатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок способом шликерного литья при производстве кварцевых изделий | 1983 |
|
SU1183367A1 |
| УСТРОЙСТВО для ОТСАСЫВАНИЯ ИЗБЫТОЧНОГО ШЛИКЕРА ИЗ ФОРМ ПРИ ЛИТЬЕ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1970 |
|
SU284901A1 |
| Многоструйное устройство для отсоса избыточного шликера при литье тонкокерамических изделий | 1959 |
|
SU136224A1 |
| Рабочая камера для дозировки и нагнетания керамического шликера | 1960 |
|
SU135014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУХОДОННЫХ КВАРЦЕВЫХ СТАКАНОВ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU297486A1 |
| Способ отливки керамических изделий | 1946 |
|
SU69832A1 |
| Устройство для отсоса избыточного шликера из форм при литье керамических изделий | 1954 |
|
SU103036A1 |
| Линия для изготовления полых керамических изделий методом литья | 1986 |
|
SU1418041A1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
/7
