Изобретение касается устройства согласно ограничительной части пункта 1 формулы изобретения, а также способа согласно ограничительной части пунктов 22 и 30 формулы изобретения.
При изготовлении бетонной кровельной черепицы экструзионным способом на перемещающуюся с постоянной скоростью цепь из стыкующихся друг с другом поддонов одинаковой длины укладывают слой свежеприготовленного бетона в виде бесконечной ленты, поверхность которой с помощью формовочных инструментов получает обычный для бетонной кровельной черепицы профиль. Непрерывно укладываемый слой свежеприготовленного бетона на этапе резки в конце каждого поддона разрезается посредством режущего инструмента, выполненного в виде ножа, так что на каждом поддоне оказывается отдельное формованное изделие, в данном случае бетонная кровельная черепица-сырец. Затем бетонная кровельная черепица-сырец поступает на поддоне в сушильную камеру на затвердевание, далее на ее поверхность наносится покрытие. Способ и устройство для изготовления такой бетонной кровельной черепицы описаны в DE 3522846 А1 и АТ 400120 В.
Для достижения достаточной герметичности крыш, покрываемых бетонной кровельной черепицей указанного рода, при ливневых дождях необходимо, чтобы листы бетонной кровельной черепицы перекрывали друг друга по линии конька и свеса крыши. Соответствующая длина перекрытия зависит при этом от наклона крыши, т.е. при очень сильном наклоне крыши длина перекрытия может выбираться меньшей, чем при очень небольшом наклоне крыши.
Использование такой бетонной кровельной черепицы для крыш, имеющих скат менее 22° - сюда относятся нежилые постройки хозяйственного назначения - является проблематичным. Поскольку здесь требуется очень большая длина перекрытия черепиц, то между коньком и свесом крыши необходимо уложить очень большое количество параллельных рядов черепицы. Большой расход черепицы и установка дополнительного количества обрешетки значительно увеличивают расходы на материал и оплату труда. Поэтому для покрытия кровли хозяйственных построек гораздо чаще используют более дешевые и легкие материалы, например металлический лист или фиброцементные плиты.
И все же, для того, чтобы использовать бетонную кровельную черепицу для данного типа строений без ограничений, было предложено снабдить верхнюю сторону бетонной кровельной черепицы в области ее края со стороны гребня водоотражателем, который предотвращает протечки кровли при ливневых дождях. Таким образом можно избежать высоких затрат на материалы и оплату труда.
Из DE 1812456 А1 и DE 2508551 А1 известны способы и устройства, которые пригодны для того, чтобы снабжать водоотражателем заготовки бетонной кровельной черепицы, лежащие на поддонах. Согласно обоим способам сначала из отдельно приготовленной свежей бетонной смеси формуется водоотражатель, который затем напрессовывается на верхнюю сторону заготовки бетонной кровельной черепицы в области края со стороны гребня.
Кроме того, известны устройства, на которых можно изготовлять черепицу с поперечно проходящим выступом на одном конце (GB 707172, фиг.13-15, и GB 664010 А, фиг.3-7).
Задачей изобретения является создание способа и устройства для изготовления бетонной кровельной черепицы с водоотражателем, которые пригодны для поточных линий высокой производительности и одновременно обеспечивают улучшенную и долгосрочную функциональность водоотражателя.
Данная задача решается в соответствии с признаками пунктов 1, 18, 22 и 30 формулы изобретения.
Таким образом, изобретение касается устройства и способа изготовления водоотражателей в заготовках бетонной кровельной черепицы. Устройство содержит форму с углублением и пуансон. Форма находится над концом заготовки бетонной кровельной черепицы. Задняя кромка заготовки бетонной кровельной черепицы выдавливается вверх пуансоном полностью или частично. Затем сырая бетонная кровельная черепица поступает в сушку.
Преимущество данного изобретения состоит в том, что, по сравнению с известными из уровня техники техническими решениями, не требуется отдельного приготовления свежей бетонной смеси. Также между бетонной кровельной черепицей и ее водоотражателем не образуется склонного к образованию трещин шва.
Кроме этого, водоотражатели могут формоваться на одной поточной линии при последовательном изготовлении нескольких пластин черепицы с обычной для этой линии производительностью.
Примеры выполнения изобретения представлены на чертежах и далее описываются более подробно.
На чертежах изображено:
фиг.1 - заготовка черепицы с формовочными инструментами перед началом процесса обработки;
фиг.2 - заготовка черепицы с формовочными инструментами по фиг.1 во время обработки;
фиг.3 - устройство для изготовления водоотражателя на заготовке бетонной кровельной черепицы;
фиг.4а - первое транспортное устройство для обрабатываемой черепицы в первой позиции;
фиг.4b - первое транспортное устройство для обрабатываемой черепицы во второй позиции;
фиг.5 - второе транспортное устройство для нескольких обрабатываемых пластин черепицы;
фиг.6 - общий вид сбоку устройства для изготовления водоотражателей, причем данное устройство установлено на несущей конструкции;
фиг.7 - местный вид сверху на устройство, изображенное на фиг.6;
фиг.8 - местный вид устройства, изображенного на фиг.7, но не с левой, а с правой стороны;
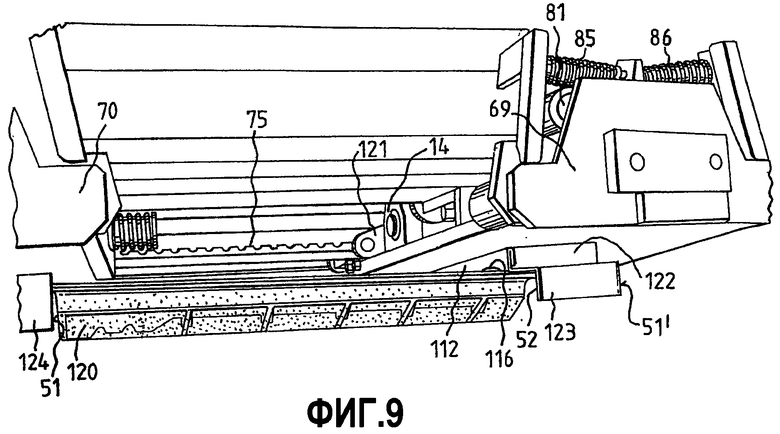
фиг.9 - позиция черепицы в процессе изготовления водоотражателя с помощью устройства согласно изобретению;
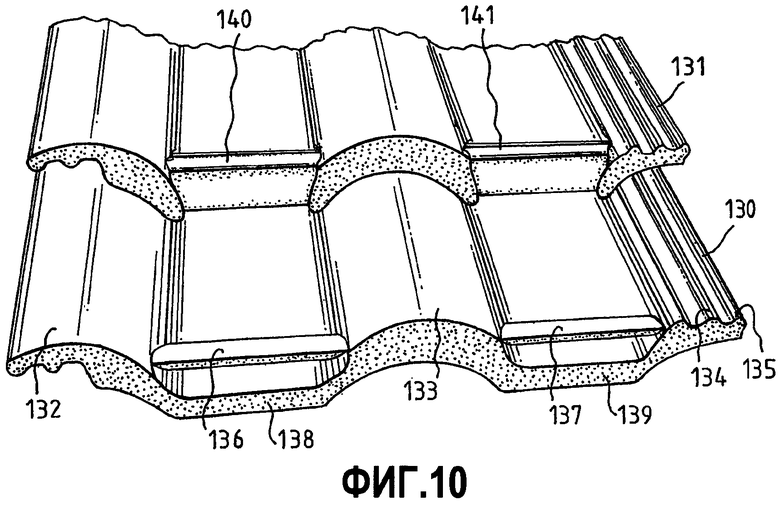
фиг.10 - две пластины черепицы с водоотражателями разной формы.
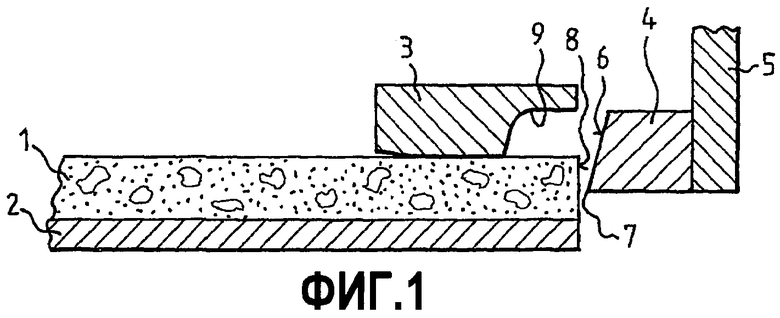
На фиг.1 изображена заготовка 1 кровельной черепицы, изготовленная способом, описанным в АТ 400120 В. Заготовка 1 черепицы должна быть снабжена водоотражателем, что происходит на формовочной позиции, интегрированной в замкнутую поточную линию по изготовлению кровельной черепицы и располагающейся непосредственно за машиной для изготовления черепицы. Заготовка 1 черепицы находится на поддоне 2, выполняющем роль носителя. Над правым концом заготовки 1 черепицы расположена форма 3 и напротив нее пуансон 4. Пуансон закреплен на держателе 5. Крепление держателя 5 не показано.
Заготовка 1 черепицы в процессе ее обработки еще не затвердела, т.е. массу, из которой она состоит, еще можно формовать. В качестве массы предусмотрен, предпочтительно, бетон. Такую заготовку черепицы называют также сырцом.
Когда пуансон 4, имеющий скошенную фронтальную поверхность 6, начинает движение к заготовке 1 черепицы, он своим острием 7 в одной точке соприкасается с фронтальной стороной 8 заготовки 1 черепицы. При дальнейшем движении влево пуансон 4 поднимает верхнюю часть передней области заготовки 1 черепицы вверх и вдавливает эту часть в выемку 9 формы 3.
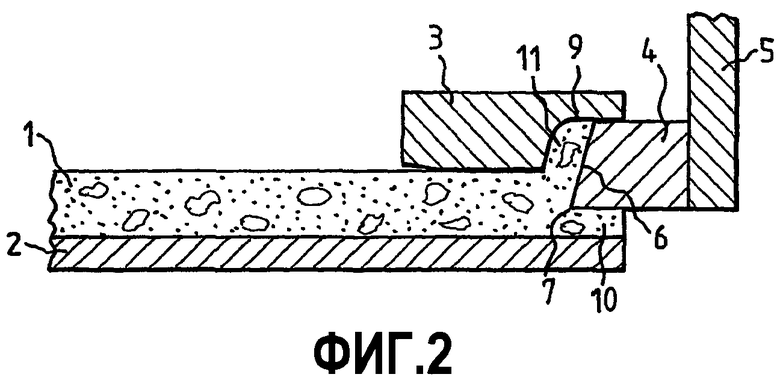
На фиг.2 изображено, в какой позиции находится пуансон 4 в конце процесса обработки. Здесь отчетливо видно, что правый конец заготовки 1 черепицы разделен на две части 10 и 11, из них часть 11 образует водоотражатель. Когда форма 3 и пуансон 4 отходят, получается готовая сырая заготовка 1 черепицы с водоотражателем 11, которая еще только должна затвердеть.
Показанный на фиг.1 и 2 способ на практике оказывается более сложным, поскольку не является статичным, т.е. заготовка 1 черепицы не располагается неподвижно на одном месте, а движется в процессе обработки справа налево с относительно высокой скоростью. Инструменты 3 и 4 должны определенным образом следовать за движущейся заготовкой черепицы.
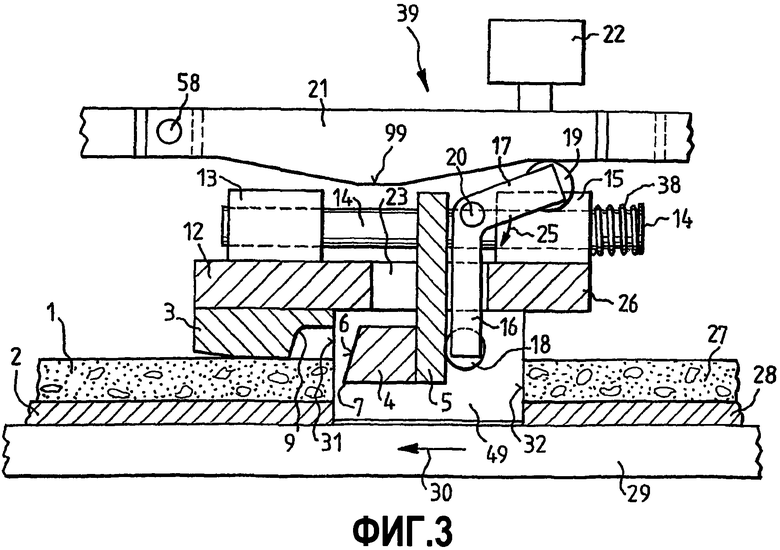
На фиг.3 в разрезе изображено устройство, с помощью которого заготовка 1 черепицы с водоотражателем 11 может быть изготовлена во время ее перемещения. Данное устройство в дальнейшем будет обозначаться как тележка 39. Здесь снова можно видеть заготовку 1 черепицы, поддон 2, форму 3, пуансон 4 и держатель 5. Форма 3 связана с пластиной 12, в верхней части соединенной с втулкой 13, через которую ходит горизонтальный поршень 14. На пластине 12 с находящимся примерно посередине отверстием 23 в правой ее части 26 имеется еще одна втулка 15, через которую ходит поршень 14. Держатель 5 жестко соединен с этим поршнем 14, так что горизонтальное движение поршня 14 вызывает горизонтальное движение держателя 5 и наоборот.
Вокруг правого конца поршня 14 обвита спиральная пружина 38, опирающаяся на втулку 15 и давящая на поршень 14 вправо. Движение поршня 14 влево может быть осуществлено только против усилия пружины 38.
Справа от держателя 5 находится коромысло с двумя рычагами 16 и 17, расположенными под тупым углом друг к другу. На концах рычагов 16 и 17 имеются по одному ролику 18 и 19, тогда как место соединения обоих рычагов 16, 17 коромысла располагается на поворотной опоре 20. Ролик 18 прилегает к держателю 5. А ролик 19 прилегает к нижней стороне закрепленного неподвижно кулачка 21.
Пуансон 4, форма 3 и рычаги 16, 17 с помощью ленты транспортера или зубчатого ремня движутся справа налево. При этом их скорость соответствует скорости движения справа налево заготовки 1 черепицы, при которой происходит ее обработка. Когда ролик 19 доходит до средней зоны 99 закрепленного неподвижно кулачка 21, который имеет направленную вниз выпуклость, то ролик 19 отжимается вниз.
Вслед за этим оба рычага поворачиваются по часовой стрелке вокруг поворотной оси 20 (см. стрелку 25), и рычаг 18 передвигает держатель 5 влево. Держатель 5, в свою очередь, передвигает влево жестко связанный с ним пуансон 4, который, как было описано выше, вдавливает часть материала заготовки 1 черепицы в выемку 9 формы 3. При этом поршень 14 против усилия пружины 38 смещается влево. Через определенное время ролик 19 достигает выпуклого места кулачка 21, так что пуансон 4 отводится. Отведение пуансона ускоряется пружиной 38 на правом конце поршня 14.
Теперь на обработку поступает следующая заготовка 27 черепицы, находящаяся на тележке, не показанной на фиг.3. Обработка этой второй заготовки 27 черепицы происходит аналогичным образом, как это уже было описано в связи с заготовкой 1 черепицы. Поддоны 2 и 28 расположены на ленте 29 транспортера, которая может двигаться в направлении, показанном стрелкой 30. Цифрами 31 и 32 обозначены упоры, образованные кромками пластины 49, которая расположена за пуансоном 4. Перед пуансоном 4 есть еще одна пластина, не показанная на фиг.3.
С левой стороны кулачок 21 установлен с возможностью поворота относительно пальца 58, а с правой стороны соединен с пневмоцилиндром 22, который удерживает кулачок 21 в горизонтальном положении. Если при доформовке заготовки 1 черепицы возникают слишком большие напряжения, поскольку, например, вследствие технологических допусков заготовки 1 черепицы могут иметь небольшие различия по длине, и, следовательно, на доформовку должно поступить больше свежей бетонной смеси, то сила, действующая на кулачок 21, преодолевает силу действия пневмоцилиндра 22, и кулачок 21 для разгрузки может отклониться вверх. Также может быть отогнут целиком весь конец 10, 11 заготовки 1 черепицы, а не только часть 11, если увеличить размеры пуансона 4 и выемки 9 формы.
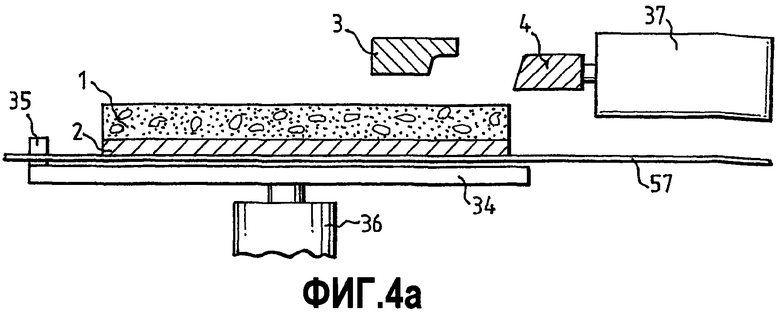
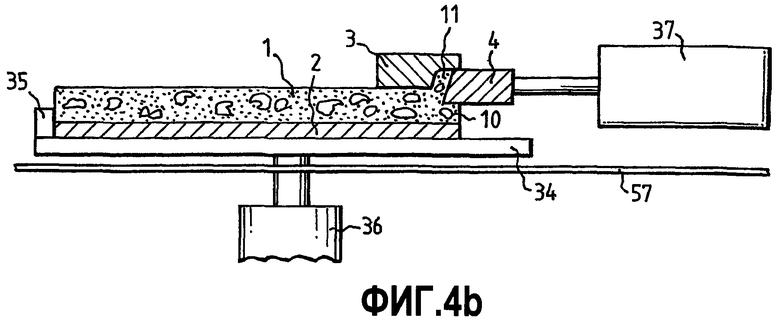
На фиг.4а и 4b изображен принцип действия транспортного устройства, на котором заготовка 1 черепицы на поддоне 2 подается на место обработки. Данное транспортное устройство по принципу действия отличается от транспортного устройства, изображенного на фиг.3. Заготовка 1 черепицы и поддон 2 помещены на носитель, который не изображен на фиг.4а. Этот носитель приводится в движение двумя параллельными линиями транспортера справа налево.
На фиг.4а и 4b показана только одна линия транспортера. Подъемная платформа 34 с упором 35, связанная с пневмоцилиндром 36, подает заготовку 1 черепицы вместе с поддоном 2 вверх в позицию обработки. При этом подъемная платформа проходит между обеими линиями 57 транспортера. Позиция обработки достигается в тот момент, когда заготовка 1 черепицы своей поверхностью упрется в форму 3.
Поддон 2 при его переводе с линий 57 транспортера на подъемную платформу 34, тормозится подъемной платформой за счет трения, так как подъемная платформа 34 приподнимается при заходе на нее поддона 2. Пневмоцилиндром, изображения которого нет на чертеже, поддон 2 перемещается до упора 35. В этой позиции, изображенной на фиг.4b, заготовка 1 черепицы, как это уже было описано, обрабатывается с помощью пуансона 4 и формы 3.
После формования водоотражателя 11 на заготовке 1 черепицы, с помощью подъемной платформы 34 она снова укладывается на транспортное устройство и перемещается влево. Теперь тем же устройством может обрабатываться следующая заготовка черепицы, поступающая справа.
Показанный на фиг.4а и 4b способ изготовления водоотражателя особенно пригоден для изготовления небольшого количества кровельной черепицы, например 15 пластин бетонной кровельной черепицы в минуту.
Поскольку для всех заготовок черепицы, поступающих последовательно, используется одно и то же обрабатывающее устройство, обработка следующей заготовки черепицы может начаться лишь тогда, когда закончилась обработка предыдущей заготовки.
Поэтому подача поддонов 2 к формовочным позициям 40-43 и 45, как правило, должна прерываться во время обработки заготовки 1 черепицы. Однако прерывности цикла можно избежать, если расстояние между заготовками будет достаточным, чтобы как раз хватило времени на обработку и съем одной заготовки до подхода другой.
Во время обработки заготовка 1 черепицы, пуансон 4 и форма 3 не передвигаются влево линией 57 транспортера, поскольку они находятся в фиксированной позиции.
На фиг.5 показан основывающийся на принципе согласно фиг.3 способ изготовления водоотражателя, позволяющий реализовать производственный цикл до 120 штук бетонной кровельной черепицы в минуту. На этой фиг.5 представлен принципиальный вид сбоку устройства, имеющего несколько тележек 39 по фиг.3. На фиг.5 они обозначены цифрами 40-43.
При этом форма 3-3”' закреплена неподвижно, а пуансон 4-4”' - подвижно на соответствующих тележках 40-43, которые движутся по замкнутой траектории 45 по часовой стрелке и приводятся в движение зубчатым ремнем. Для гашения сил, возникающих при формовке заготовки 47 черепицы, находящийся на носителе 44 поддон 53 направляется и дополнительно фиксируется упором 51 первой тележки 43 и толкателем 52 следующей, второй тележки 42. Упор 51 и толкатель 52 образованы при этом передней и задней кромками пластин 49, 49', 49” и 49”'. На каждой из тележек 40-43 имеется по одной такой пластине.
Поскольку для формовки водоотражателя на заготовке 47 черепицы необходимо определенное время, то для обработки других заготовок 46 и 48 черепицы на замкнутой траектории 45 нужны несколько тележек 40-43, которые во время обработки должны двигаться параллельно носителю 44. Итак, применительно к фиг.5 обработка производится не посредством верхних тележек 40 и 41, а на тележках 42 и 43, которые движутся внизу.
Для предотвращения любого относительного движения между формой 3-3”', расположенной на тележках 40-43, и собственно заготовкой 1 черепицы тележка в позиции обработки, например тележка 42, посредством толкателя 52 со встроенной центровкой обеспечивает во время формовки и дальнейшее передвижение в транспортном устройстве. Если, например, заготовка 46 черепицы передвигается подающим устройством 50 на носитель 44 в момент занятия тележкой 42 позиции тележки 41, то передвижение останавливается, поскольку нарушается контакт между заготовкой 46 черепицы и подающим устройством. Теперь тележка 42 со своим толкателем 52 движется к правому концу заготовки 46, соответственно, к ее поддону 55 и передвигает поддон 55 влево до упора 51 тележки 43. Упор 51 и толкатель 52 имеются на каждой из пластин 49, 49', 49” и 49”' тележек 40-43.
Находящиеся на замкнутой траектории 45 тележки 40-43 соединены между собой таким образом, что расстояние d между упором 51 тележки 43 и толкателем 52 тележки 42 соответствует длине d заготовки 47 черепицы с поддоном 53.
Зубчатые ремни и тележки 40-43 соединены шарниром 59 (фиг.8) таким образом, что тележка, например тележка 42, при приеме может выравниваться по положению заготовки 47 с поддоном 53, и форма 3” прилегает в нужном месте.
После обработки заготовка 47 черепицы подается на отводящий транспортер 56 и уже как заготовка 48 черепицы транспортируется дальше. Отводящий транспортер 56 и подающий транспортер 50 встроены при этом в замкнутую поточную линию изготовления черепицы, в которой работает также и машина для изготовления черепицы, изображенная на фиг.1 публикации АТ 400120 В.
Скорость подающего транспортера 50 выбрана таким образом, чтобы между заготовками 46 и 47 черепицы было расстояние f, которое больше расстояния между упором 51 и толкателем 52 той же пластины 49” той же тележки 42.
Тележки 40-43 движутся с большей, чем этого требует производственный ритм, скоростью. Под производственным ритмом здесь следует понимать количество заготовок черепицы, обрабатываемых в минуту. Таким способом исключается подача большего количества заготовок черепицы, чем может быть обработано.
Понижением скорости циркуляции тележек 40-43 достигается положение, когда заготовка 46 бетонной кровельной черепицы с поддоном 55 доходит до упора 51 тележки 42. При этом степень понижения скорости циркуляции тележек зависит от фактической величины расстояния f между заготовками 46 и 47 бетонной кровельной черепицы с их поддонами 55 и 53. Когда заготовка 46 черепицы с ее поддоном 55 доходит до упора 51 тележки 42, скорость циркуляции тележек 40-43 снова увеличивается. Следующая тележка, как это было уже упомянуто, передвигает заготовку черепицы дальше. Вариациями скоростного режима достигается согласование рабочего ритма устройства, изображенного на фиг.5, с производственным ритмом машины для изготовления черепицы, изображенной на фиг.1 публикации АТ 400120 В. После формовки водоотражателя заготовка 47 черепицы на поддоне 53 передвигается на отводящий транспортер 56. Скорость движения отводящего транспортера 56 несколько ниже скорости циркуляции тележек 40-43. Только после отхода формы 3” от заготовки 47 черепицы повышается скорость движения отводящего транспортера 56, и происходит съем заготовки 48 черепицы с ее поддоном 54.
Таким образом, вначале от машины для изготовления черепицы подающим транспортером 50 к формовочной позиции 40-43 и 45 доставляются поддоны 53, 54, 55 с лежащими на них заготовками 46, 47, 48 черепицы. Здесь доставленный поддон 53 прижимается толкателем 52 первой тележки 42 к упору 51 второй тележки 43. При этом происходит движение тележки 42 вдоль кулачка 21, пуансон 4 с помощью механизма из рычагов 16, 17 формует водоотражатель на заготовке 47 черепицы. Далее упор 51 отходит от поддона 53, и толкатель 52 передвигает поддон 53 на отводящий транспортер 56.
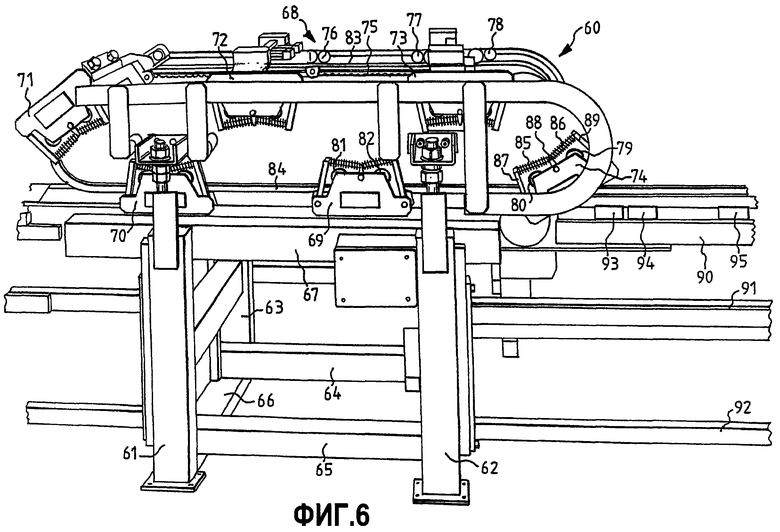
На фиг.6 с большей деталировкой в изометрической проекции представлено устройство, принцип работы которого был изображен на фиг.5.
Устройство 60 по фиг.6 имеет несущую раму, состоящую из нескольких вертикальных и горизонтальных стоек и балок 61-67, на раме имеется транспортное устройство 68 с шестью тележками 69-74. Эти тележки 69-74 передвигаются зубчатым ремнем 75 вблизи транспортного устройства 68. Передвижение тележек 69-74 осуществляется с помощью колес 76-82, которые ходят по направляющим ребрам 83 и 84, предусмотренным внутри и снаружи транспортного устройства 68. Кроме того, ясно видны пружины 85 и 86 на стойках 87, 88, 89, расположенные напротив колес 79 и 80. Эти пружины 85, 86 нужны для постоянного плотного прижимания колес 79, 80 к направляющим ребрам. Это, в частности, нужно, когда колеса 79, 80 находятся на закругленных участках направляющих ребер, и расстояние между колесами другое по сравнению с прямыми участками.
Часть подающего транспортного устройства 50 для черепицы по фиг.5 изображена в виде горизонтальных балок 90, 91 и 92. На верхней кромке подающего транспортного устройства расположены оптические сенсоры 93, 94, 95, которые распознают начало и конец поступающей справа черепицы и определяют начало и остановку определенных операций. Например, сенсор 93 следит за расстоянием между двумя заготовками черепицы, а сенсор 94 нужен для синхронизации. Сенсор 95 необходим для включения и отключения установки, изображенной на фиг.6.
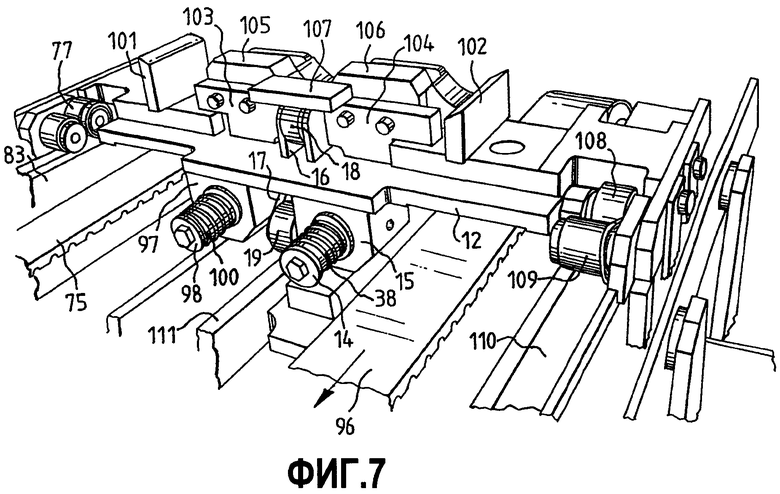
На фиг.7 изображен вид справа налево на тележку 73 с фиг.6. По сравнению с изображением на фиг.3 тележка 73 повернута на 180 градусов, поскольку она находится наверху, т.е. в позиции, где обработка не производится. Здесь видно, что напротив показанного на фиг.6 зубчатого ремня 75 имеется второй зубчатый ремень 96.
Ролики 18 и 19 на рычагах 16 и 17 располагаются между двумя втулками 15 и 97, в которых ходят поршни 14 и 98. Вокруг выступающих из втулок 15 и 97 концов имеются пружины 38 и 100, которые возвращают поршни 14 и 98 назад после того, как рычаги 16 и 17 завершили качательное движение, описанное в связи с изображенным на фиг.3. На пластине 12 находятся элементы 101, 102, 103, 104, пуансоны 105, 106 и деталь 107. Цифрами 77, 108 и 109 обозначены направляющие ролики, катящиеся по ребрам 110 и 83. По направляющей планке 111 ходит ролик 19 коромысла. На нижней стороне тележки 73 направляющая шина 111 функционально соответствует кулачку 21, показанному на фиг.3.
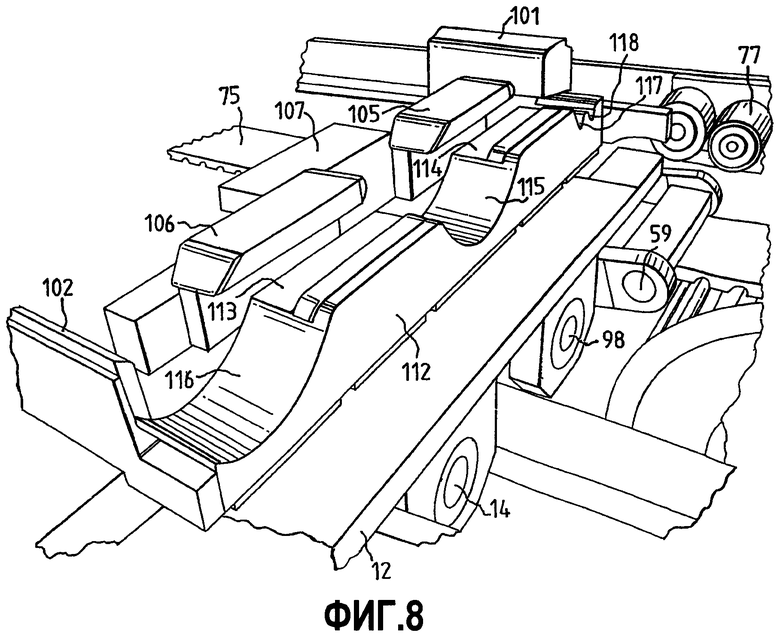
На фиг.8 изображено устройство, показанное на фиг.7, но с правой, а не с левой стороны. Здесь видна форма 112, функционально соответствующая форме 3 на фиг.3. Пуансоны 105 и 106 функционально соответствуют пуансону 4 на фиг.3. Между роликом 77 и поршнем 98 можно видеть сочленение, соединяющее ремень с тележкой.
Цифрами 113 и 114 обозначены выемки, функционально соответствующие выемке 9 на фиг.3. Между этими выемками 113 и 114 находится желоб 115. Другой желоб 116 находится слева от выемки 113. Справа от выемки 114 имеются две канавки 117 и 118. Эти желоба 115, 116 и канавки 117, 118 являются адаптивными элементами применительно к внешним контурам черепицы особого профиля. Эта специальная черепица, в случае примера выполнения изобретения по фиг.6-8, снабжается двумя водоотражателями, располагающимися между уже имеющимися возвышениями черепицы. Такая черепица изображена на фиг.10.
На фиг.9 изображен фрагмент устройства по фиг.6. Черепица 120 находится на нижней стороне, где производится обработка, а именно: между двумя соседними тележками 69 и 70. Здесь видны форма 112, желоб 116 и конец поршня 14. Кроме того, можно видеть пластину 122 с L-образным участком 123. Соответствующая пластина 124 с вертикальной кромкой 51 имеется и на тележке 70. На участке 123 пластины 122 имеется передняя кромка 52 и задняя кромка 51'. Задняя кромка 51' функционально соответствует упору 51 на фиг.5. Кромка 52 участка 123 функционально соответствует толкателю 52 на фиг.5.
На фиг.10 изображена верхняя сторона двух черепиц 130 и 131, при этом черепица 131 лежит на черепице 130. Эти верхние стороны черепиц 130 и 131 соответствуют форме 112 на фиг.8. На нижней черепице 130 между двумя дугообразными возвышениями 132, 133 и канавками 134, 135 видны два водоотражателя 136 и 137, изготовленные способом согласно изобретению, когда они образованы загнутой вверх половиной края черепицы. Водоотражатели 136 и 137 функционально соответствуют части 11 по фиг.2, а участки 138 и 139 - части 10 по фиг.2.
Водоотражатели 140 и 141 на верхней черепице 131 образованы полностью загнутым краем черепицы. На черепице нет части, которая соответствовала бы части 10 на фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЧЕРЕПИЦЫ | 2008 |
|
RU2462354C2 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |

Изобретение относится к области формования. Устройство для изготовления водоотражателя на еще не затвердевшей черепице, причем форма с выемкой расположена над одним концом черепицы, а пуансон, который установлен с возможностью перемещения параллельно поверхности черепицы, расположен напротив торца черепицы. При этом подвижный пуансон соединен с держателем, который установлен с возможностью перемещения с помощью поршня. Способ изготовления водоотражателя на еще не затвердевшей черепице включает следующие этапы: поступающие из машины для изготовления черепицы поддоны с лежащими на них заготовками черепицы с помощью транспортного устройства подают к формовочной позиции; один из поддонов снимают с первого транспортного устройства и перемещают на позицию для обработки, причем заготовка черепицы своей поверхностью прижимается к форме; материал заготовки черепицы для формовки водоотражателя осаживают пуансоном, выполняющим реверсивное движение; поддон с обработанной заготовкой черепицы подают на второе транспортное устройство и отводят. Технический результат заключается в повышении качества изготавливаемых изделий и в повышении производительности линии. 4 н. и 19 з.п. ф-лы, 11 ил.
1. Устройство для изготовления водоотражателя на еще не затвердевшей черепице, причем форма (3) с выемкой (9) расположена над одним концом черепицы (1), а пуансон (4), который установлен с возможностью перемещения параллельно поверхности черепицы (1), расположен напротив торца (8) черепицы (1), отличающееся тем, что подвижный пуансон (4) соединен с держателем (5), который установлен с возможностью перемещения с помощью поршня (14).
2. Устройство по п.1, отличающееся тем, что пуансон (4) установлен с возможностью перемещения горизонтально посредством поворотного рычага (16).
3. Устройство по п.1, отличающееся тем, что поршень (14) опирается в двух втулках (13, 15), расположенных на расстоянии друг от друга.
4. Устройство по п.2, отличающееся тем, что поворотный рычаг (16) соединен с другим поворотным рычагом (17) и проходит под тупым углом к нему, причем место соединения обоих рычагов (16, 17) имеет поворотную опору.
5. Устройство по п.4, отличающееся тем, что другой рычаг (17) на свободном конце имеет ролик (19), который прилегает к нижней стороне кулачка (21).
6. Устройство по п.5, отличающееся тем, что на нижней стороне кулачка (21) имеется направленная вниз выпуклость.
7. Устройство по п.5, отличающееся тем, что кулачок (21) установлен с возможностью перемещения с помощью пневмоцилиндра (22) в вертикальном направлении.
8. Устройство по п.3, отличающееся тем, что форма (3) закреплена на нижней стороне пластины (12), на которой расположены втулки (13, 15).
9. Устройство по п.8, отличающееся тем, что на пластине (12) имеется отверстие (23) для прохождения держателя (5) и рычага (16).
10. Устройство по одному из пп.1-9, отличающееся тем, что форма (3), пластина (12), пуансон (4), рычаги (16, 17), поршень (14) и втулки (13, 15) являются составными частями тележки (39), которая установлена с возможностью перемещения с черепицей (1) горизонтально.
11. Устройство по п.10, отличающееся тем, что несколько тележек (40-42; 69-74) установлены с возможностью перемещения друг за другом по бесконечной траектории (45).
12. Устройство по п.11, отличающееся тем, что перед бесконечной траекторией (45) предусмотрен подводящий транспортер (50), а позади нее - отводящий транспортер (56).
13. Устройство по п.11, отличающееся тем, что каждая тележка (40-42; 69-74) снабжена пластиной (49), передняя кромка (31, 52) которой служит для передвижения заготовки (1) черепицы, а задняя кромка (32, 51) служит упором.
14. Способ изготовления водоотражателя на еще не затвердевшей черепице, отличающийся следующими этапами:
a) поступающие из машины для изготовления черепицы поддоны (2) с лежащими на них заготовками (1) черепицы с помощью транспортного устройства (50) подают к формовочной позиции (40-43, 45);
b) один из поддонов (2, 55) снимают с первого транспортного устройства (50) и перемещают на позицию для обработки, причем заготовка (1) черепицы своей поверхностью прижимается к форме (3);
c) материал заготовки (1) черепицы для формовки водоотражателя (11) осаживают пуансоном (4), выполняющим реверсивное движение;
d) поддон (2) с обработанной заготовкой (1) черепицы подают на второе транспортное устройство (56) и отводят.
15. Способ изготовления водоотражателя на еще не затвердевшей черепице, отличающийся следующими этапами:
a) поступающие из машины для изготовления черепицы поддоны (53, 54, 55) с лежащими на них заготовками (46, 47, 48) черепицы с помощью подающего транспортера (50) подают к формовочной позиции (40-43, 45);
b) доставленный поддон (53) толкателем (52) первой тележки (42) прижимают к упору (51) второй тележки (43);
c) первую тележку (42) направляют вдоль кулачка (21), причем посредством пуансона (4) с помощью механизма из рычагов (16, 17) формуют водоотражатель (11) на заготовке (47) черепицы; а затем
d) упор (51) отводят и поддон (53) толкателем (52) перемещают на отводящий транспортер (56).
16. Способ изготовления водоотражателя на еще не затвердевшей черепице по п.15, отличающийся тем, что подающим транспортером (50) перемещают заготовку (46) черепицы с ее поддоном (55) на накопитель (44), и дальнейшее перемещение поддона осуществляют толкателем (52) тележки (42).
17. Способ изготовления водоотражателя по п.15 или 16, отличающийся тем, что скорость отводящего транспортера (56) при переводе поддона (53) на отводящий транспортер (56) сначала уменьшают, а при отделении толкателя (52) от поддона (53) на короткое время устанавливают выше скорости циркуляции тележек (40-43).
18. Способ изготовления водоотражателя по п.15 или 16, отличающийся тем, что между двумя движущимися друг за другом поддонами (53, 55) создают расстояние (f) так, чтобы при переводе поддона (55) на позицию обработки следующий за ним поддон (55) не создавал препятствий формовке водоотражателя (11) и переводу поддона (53) на отводящий транспортер (56).
19. Способ изготовления водоотражателя по п.15, отличающийся тем, что скорость движения формовочной позиции (40-43, 45) больше скорости движения подающего устройства (50).
20. Способ изготовления водоотражателя на еще не затвердевшей черепице, отличающийся тем, что поддон (2) с сырой черепицей (1) подают на позицию обработки с подъемной платформы (34) посредством толкающего движения, осуществляемого вертикально по отношению к траектории транспортного устройства.
21. Способ изготовления водоотражателя по п.20, отличающийся тем, что сначала расположенную ниже транспортного устройства (57) подъемную платформу (34) перемещают в транспортную траекторию транспортного устройства так, что заходящий на эту платформу поддон (2) при соприкосновении с ее несущей поверхностью тормозится силой трения.
22. Способ изготовления водоотражателя по п.20 или 21, отличающийся тем, что поддон (2) напорным цилиндром перемещают к упору (35) и, таким образом, позиционируют на подъемной платформе (34).
23. Способ изготовления водоотражателя по п.20, отличающийся тем, что подачу поддонов (2) на формовочный агрегат (36, 34, 3, 4) прерывают во время обработки заготовки (1) черепицы.
| JP 57126614 A, 06.08.1982 | |||
| 0 |
|
SU403145A1 | |
| JP 56055216 A, 15.05.1981 | |||
| JP 57163516 A, 07.10.1982. | |||

