ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к хирургическим иглам и, в частности, к хирургическим иглам из вольфрамового сплава, обладающим желательным сочетанием жесткости, прочности и пластичности. Более конкретно, настоящее изобретение относится к термообработанным хирургическим иглам из вольфрамового сплава, имеющим повышенную изгибную жесткость.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
При выполнении ряда хирургических операций, в частности операций коронарного шунтирования, невозможно обойтись без использования хирургических игл малого диаметра с очень высокими изгибными жесткостью и прочностью. В частности, при операциях такого типа исключительно важно обеспечить точный контроль пути движения хирургической иглы. При излишнем изгибе иглы при вколе в ткань или прокалывании внутренней поверхности, например кровеносного сосуда при выходе из ткани, возможно неконтролируемое смещение иглы и серьезное повреждение ткани и травма пациента. При использовании хирургические иглы испытывают значительные механические нагрузки, поскольку усилие, прикладываемое при прокалывании и перемещении иглы в ткани (например, стенке кровеносного сосуда и т.п.), должно быть достаточным для преодоления сопротивления трения при движении через ткань. Препятствующие перемещению иглы силы обычно оказываются еще более значительными у пациентов с хирургией сердечно-сосудистой системы, имеющих вследствие ишемической болезни обызвествленные и уплотненные ткани. При выполнении подобных процедур хирургическая игла должна проходить не только через кровеносный сосуд, но также и через любые плотные обызвествленные ткани, которые могут находиться вдоль периферии просвета кровеносного сосуда. Недостаточно жесткая игла при проникновении в ткань будет упруго отклоняться, что приведет к потере контроля над местом выхода иглы. Поэтому предпочтительно иметь иглу с относительно большой жесткостью на изгиб, то есть малой склонностью к изгибанию и большой склонностью к сохранению своей формы при приложении деформирующих нагрузок. Таким образом, жесткость на изгиб является важнейшей характеристикой, определяющей качество и удобство работы с хирургическими иглами. Жесткая игла оказывается устойчивой к упругой деформации и поэтому может быть направлена точно в необходимое место с высокой степенью контроля.
Стандарт ASTM F1840-98a (пересмотренный в 2004 году) определяет стандартную терминологию в области хирургических игл, а стандарт ASTM F1874-98 (пересмотренный в 2004 году) определяет метод проведения стандартных испытаний игл на изгиб, применяемый для хирургических игл. Оба упомянутых стандарта ASTM включены в настоящую заявку путем ссылки. Для определения прочности хирургических игл используются две разные меры, а именно: изгибающий момент начала пластической деформации, представляющий собой момент силы, который требуется приложить в ходе испытания на изгиб для инициирования пластической деформации иглы, и максимальный изгибающий момент, представляющий собой максимальный момент силы, прикладываемый к игле в ходе испытания на изгиб. Последняя величина, максимальный изгибающий момент, обычно измеряется в условиях, когда игла уже испытала значительные пластические деформации, и, как правило, оказывается выше, чем изгибающий момент до начала пластической деформации, определяемый по началу пластической деформации иглы. Точка изгиба, при которой начинается пластическая деформация иглы, или, более формально, в соответствии со стандартами ASTM, угол, при котором прикладываемый момент силы равен изгибающему моменту начала пластической деформации, называется углом начала пластической деформации при изгибе.
И изгибная прочность, и изгибная жесткость иглы оказывают влияние на характеристики управляемости иглой, а также на качество прокалывания и эффективность хирургической иглы. Важно отметить, что практически при любых обстоятельствах хирургическая игла должна использоваться в условиях, когда изгибающий момент начала пластической деформации не достигнут, поскольку при больших изгибающих моментах начинается пластическая деформация иглы, последняя теряет свою форму и ее больше нельзя использовать необходимым образом. Таким образом понятно, что важным параметром качества хирургической иглы является большая величина изгибающего момента начала пластической деформации, который представляет собой меру изгибной прочности хирургической иглы. При нагрузках ниже момента начала пластической деформации сопротивление хирургической иглы изгибу наиболее полно характеризуется изгибной жесткостью иглы. Изгибная жесткость иглы представляет собой критическую меру сопротивления хирургической иглы упругому или обратимому изгибу до достижения угла начала пластической деформации и может быть рассчитана как отношение момента начала пластической деформации при изгибе к углу начала пластической деформации при изгибе. Если прямая или изогнутая хирургическая игла имеет малую величину изгибной жесткости, величина изгиба при заданном изгибающем моменте окажется весьма значительной, тогда как, если прямая или изогнутая хирургическая игла имеет большую величину изгибной жесткости, величина упругого изгиба при заданном изгибающем моменте окажется относительно небольшой. Хирурги склонны воспринимать значительную степень упругого изгиба иглы как потерю контроля над иглой или ее неудовлетворительные прокалывающие свойства, поскольку перемещение острия иглы при этом не следует непосредственно за движением руки хирурга. Поэтому изгибная жесткость иглы является одной из основополагающих характеристик качества иглы в большинстве случаев применения в хирургии.
Таким образом, желательными изгибными свойствами хирургической иглы являются высокая изгибная жесткость, а также изгибная прочность, проявляющаяся в большой величине момента начала пластической деформации, и пластичность для прохождения через ткани, на которые накладывается шов, без потери формы, упругого изгиба или разлома в ходе хирургической операции.
Игла также не должна быть хрупкой; если любой из участков иглы окажется слишком хрупким, игла в этом месте может сломаться при приложении слишком большого усилия. Вместо этого игла должна быть пластичной, то есть иметь способность изгибаться без ломания. Изогнутые хирургические иглы нередко гнут под углом больше 90 градусов и затем вручную восстанавливают исходную форму иглы для оценки пластичности. Специалистам в области изготовления игл известно, что описанная процедура представляет собой процесс восстановления формы, а также то, что чем большее число циклов восстановления формы игла может выдержать до поломки, тем она пластичнее.
В патенте США 5415707 описаны хирургические иглы из вольфрамового сплава, имеющие высокий предел прочности на разрыв, превышающий 1723,7 МПа (250000 psi), высокий модуль упругости на разрыв или жесткость, превышающий 310,3×106 кПа (45×106 psi), и высокую пластичность. Описанные в указанном патенте иглы предпочтительно содержат от приблизительно 3 до приблизительно 6 весовых процентов рения, родия и/или иридия. Данные, представленные в патенте США 5415707, были получены на прямых неизогнутых иглах.
Как описано в патенте США 5415707, вольфрамовые сплавы имеют исключительно высокую жесткость наряду с другими желательными физическими свойствами. Высокая прочность вольфрамовых сплавов объясняется высокой плотностью дислокаций и естественным сопротивлением деформации, обусловленным взаимодействием дислокация-дислокация при приложении нагрузки. Однако исключительно высокая жесткость подобных вольфрамовых сплавов в форме проволоки и прямой иглы не обязательно означает высокую изгибную жесткость изготавливаемых из таких сплавов изогнутых хирургических игл, поскольку процесс изгибания в ходе технологического цикла изготовления иглы приводит к возникновению напряжений, эффективно снижающих изгибную жесткость изогнутых хирургических игл. Принято считать, что на стадии изгибания в технологическом цикле изготовления иглы имеющиеся в вольфрамовом сплаве дислокации перемещаются в более высокоэнергетические позиции в микроструктуре сплава или позиции с высокой локальной напряженностью поля напряжений в окрестности дислокации. При приложении к подобной изогнутой хирургической игле разгибающей нагрузки умеренной величины находящиеся в высокоэнергетических позициях дислокации легко соскальзывают в позиции с меньшей энергией или меньшим локальным полем напряжений. Подобное соскальзывание дислокаций в позиции с меньшей энергией проявляется как ограниченная пластическая деформация, что приводит к относительно низкой жесткости иглы на изгиб или низкой величине момента начала пластической деформации.
Таким образом, имеется потребность в создании хирургических игл из вольфрамового сплава, имеющих высокую изгибную прочность и высокую изгибную жесткость, особенно когда упомянутая хирургическая игла представляет собой изогнутую иглу.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Обнаружено, что обладающие желаемым сочетанием жесткости, прочности и пластичности хирургические иглы могут быть изготовлены из вольфрамового сплава в процессе, включающем в себя этапы: (1) формования заготовок из вольфрамового сплава в хирургические иглы и (2) нагрева упомянутых хирургических игл до некоторой температуры ниже температуры перекристаллизации используемого сплава.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
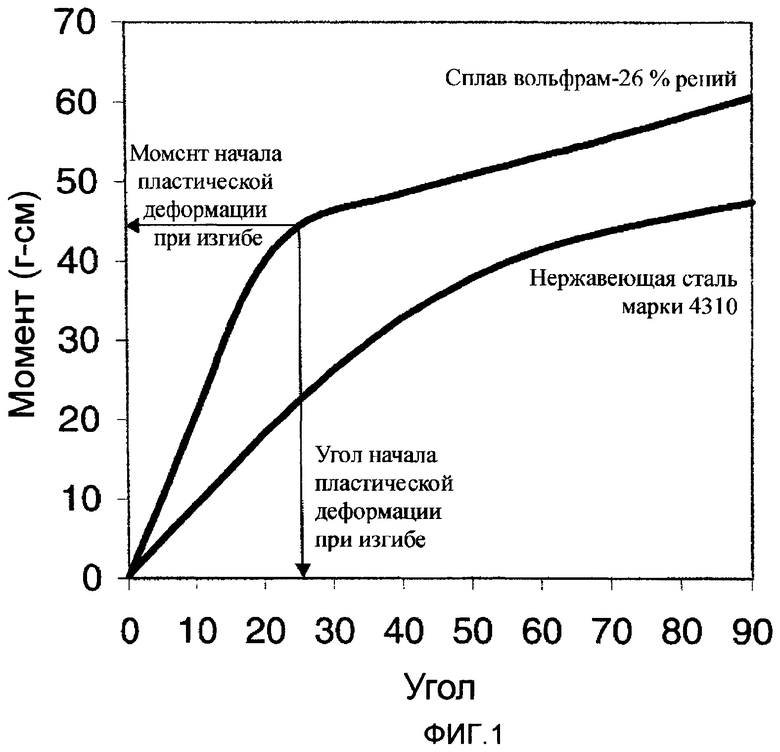
На фиг.1 приведен график со сравнением изгибных характеристик изогнутой хирургической иглы диаметром 0,203 мм (0,008 дюйма), изготовленной из вольфрамового сплава с добавкой 26% рения, и аналогичной изогнутой хирургической иглы, изготовленной из нержавеющей стали марки 4310.
На фиг.2 приведен график изгибных характеристик хирургических игл из сплава вольфрама с 25,75% рения в зависимости от температуры отжига в течение 0,5 часа.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Хирургические иглы, составляющие предмет настоящего изобретения, изготавливаются из вольфрамового сплава. Упомянутый вольфрамовый сплав может содержать один или несколько металлов, выбираемых из группы, включающей в себя рений, осмий, тантал или молибден. Предпочтительно упомянутый сплав является сплавом вольфрам-рений и содержит не более чем следовые количества остальных элементов. Содержание в сплаве отличного от вольфрама металла может составлять до приблизительно 30 весовых процентов и предпочтительно находится в диапазоне от приблизительно 20 до приблизительно 26 весовых процентов.
Описываемая хирургическая игла предпочтительно имеет диаметр, допускающий ее использование в тонкой хирургии. Как правило, диаметр иглы составляет менее приблизительно 1,5 мм (60 мил) (тысячных от 2,54 см (дюйма)), предпочтительно менее чем приблизительно 0,38 мм (15 мил), вплоть до приблизительно 0,025 мм (1 мил), и предпочтительно находится в диапазоне от приблизительно 0,036 мм до приблизительно 0,3 мм (от 1,4 до приблизительно 12 мил). Очевидно, что описываемая хирургическая игла может иметь поперечное сечение как круглое, так и некруглое, например треугольное; трапецеидальное; прямоугольное; шестиугольное; эллиптическое; или прямоугольное, причем противолежащие узкие ребра прямоугольника скруглены до полуокружностей. Под термином "диаметр" в настоящей заявке понимается квадратный корень из (4A/π), где А - площадь поперечного сечения иглы. Игла может иметь "ленточную" форму с одной парой противоположных плоских поверхностей или прямоугольную или "двутавровую" форму либо иметь переменное сечение, плавно переходящее с острия иглы сначала в круглое сечение, затем в прямоугольное сечение с закругленными ребрами и, наконец, прямоугольное сечение с прямым ребрами, как описано в патенте США 4799484.
Описываемая хирургическая игла может иметь прямую или изогнутую форму, но достигаемое улучшение изгибных прочности и жесткости особенно важно для изогнутых игл. Предпочтительно игла изгибается по некоторому радиусу кривизны, который не должен быть постоянным, но предпочтительно постоянен. Таким образом, более предпочтительные формы игл, представляющих собой предмет настоящего изобретения, представляют собой дугу окружности, например четверть окружности, три восьмых окружности, полуокружность или пять восьмых окружности.
После вытягивания проволоки из вольфрамового сплава до требуемого конечного диаметра на одном из концов иглы создается острие требуемой формы, причем острие выполняется с использованием любого стандартного метода, например заточкой. Дополнительно путем прессования или абразивной обработки телу иглы может быть придана различная форма. Затем игла может быть изогнута до требуемой кривизны, как правило, путем прокатки на оправке с требуемым радиусом кривизны. На противоположном конце иглы изготавливается торцевое отверстие, или предусматривается иной способ закрепления нити в игле путем обжима или иным способом.
Для придания повышенной изгибной прочности и жесткости описываемой в данной заявке хирургической игле, особенно после придания игле изогнутой формы, изготовленная изогнутая игла нагревается до некоторой температуры ниже температуры перекристаллизации используемого вольфрамового сплава. Следует отметить, что для целей приводимого описания под температурой перекристаллизации понимается любая температура, при которой микроструктура хирургической иглы из вольфрамового сплава может изменяться путем образования новых зерен. Предпочтительно хирургическая игла нагревается до температуры в диапазоне от приблизительно 700 до приблизительно 1900°C. В одном осуществлении настоящего изобретения обрабатываемая хирургическая игла нагревается до температуры в диапазоне от приблизительно 800 до приблизительно 1150°C в инертной или восстановительной атмосфере в течение приблизительно 0,5 часа для придания игле изгибной жесткости. Иглы могут также быть закреплены на ленте или ином носителе и кратковременно проноситься рядом с источником тепла. Таким образом можно сократить продолжительность воздействия повышенных температур на иглу, поскольку очевидно, что воздействие более высоких температур в течение меньших промежутков времени эффективно приведет к желаемому эффекту упрочнения. Примеры инертной или восстановительной атмосферы включают, среди прочих, вакуум, газообразный аргон, газообразный азот, газообразный водород, а также смесь перечисленных газов.
В другом осуществлении настоящего изобретения обрабатываемая хирургическая игла нагревается до температуры в диапазоне от приблизительно 350 до приблизительно 900°C в окислительной атмосфере для создания на описываемой хирургической игле из вольфрамового сплава прочно сцепленного с поверхностью оксидного покрытия черного, синего или желтого цвета. Например, хирургические иглы и/или заготовки для игл могут быть помещены на держатель и помещены в предварительно нагретую печь при температуре в диапазоне от 350 до приблизительно 900°C. Альтернативно обрабатываемые иглы могут быть помещены в печь при комнатной температуре с последующим прогревом печи до заданной температуры и остыванием обратно до комнатной температуры. Иглы могут также быть закреплены на ленте или ином носителе и кратковременно проноситься рядом с источником тепла. Продолжительность обработки может варьироваться от нескольких секунд до нескольких часов в зависимости от используемой температуры. Более предпочтительно температура обработки находится в диапазоне от приблизительно 400 до приблизительно 600°C при продолжительности обработки от приблизительно 0,25 до приблизительно 1 часа. Примеры окислительной обработки включают в себя, среди прочих, атмосферу с повышенным содержанием кислорода, воздух либо смесь диоксида и моноксида углерода, которая разлагается или реагирует с поверхностью вольфрамового сплава с образованием оксидной пленки.
В другом осуществлении настоящего изобретения обрабатываемая хирургическая игла может сначала нагреваться до температуры в диапазоне от приблизительно 700 до приблизительно 1900°C в инертной или восстановительной атмосфере с последующим нагревом при температуре в диапазоне от приблизительно 350 до приблизительно 900°C в окислительной атмосфере для повышения изгибной жесткости и создания на описываемой хирургической игле из вольфрамового сплава прочно сцепленного с поверхностью оксидного покрытия черного, синего или желтого цвета.
При необходимости на иглу также может быть нанесено покрытие, например полимерное, в соответствии с известными методами. Затем игла прикрепляется к нити, упаковывается и стерилизуется снова в соответствии с традиционными способами.
Хирургические нити, составляющие предмет настоящего изобретения, характеризуются желаемым сочетанием изгибных жесткости, прочности и пластичности. Для игл, составляющих предмет настоящего изобретения, предел прочности на разрыв используемой проволоки обычно составляет по меньшей мере приблизительно 1723,7 ГПа (250000 ksi). Высокий предел прочности на разрыв используемой проволоки полезен, поскольку он указывает на способность игл, составляющих предмет настоящего изобретения, выдерживать потенциально деформирующие нагрузки без возникновения постоянных деформаций.
Проволока, из которой изготавливаются иглы, составляющие предмет настоящего изобретения, также имеет уникально высокий модуль упругости Юнга, обычно по меньшей мере приблизительно 400 ГПа. Высокий модуль Юнга желателен, поскольку он отражает потенциально высокую жесткость и способность игл, составляющих предмет настоящего изобретения, выдерживать потенциально деформирующие нагрузки с сохранением формы, без возникновения нежелательных деформаций. Однако на практике, как описано выше, высокий модуль Юнга используемой проволоки сам по себе не гарантирует получения высокой изгибной жесткости изогнутой хирургической иглы. Чтобы полностью реализовать прочность используемого материала, изогнутые хирургические иглы проходят тепловую обработку, как описано выше.
Свойства хирургических игл, составляющих предмет настоящего изобретения, проиллюстрированы приведенными ниже примерами, которые приводятся исключительно с целью иллюстрации и не должны интерпретироваться как ограничивающие общность приводимых далее пунктов формулы изобретения.
Пример 1
На фиг.1 приведен график со сравнением изгибных характеристик прошедшей термообработку изогнутой хирургической иглы диаметром 0,203 мм (0,008 дюйма), изготовленной из вольфрамового сплава с добавкой 26% рения и аналогичной изогнутой хирургической иглы, изготовленной из нержавеющей стали марки 4310, традиционно используемой для изготовления хирургических игл. Все испытания были проведены в соответствии с требованиями стандарта ASTM F1874-98. На фигуре показаны момент начала пластической деформации при изгибе и угол начала пластической деформации при изгибе. Наклон прямой для хирургической иглы из вольфрам-рениевого сплава до момента начала пластической деформации при изгибе представляет собой изгибную жесткость иглы и значительно превышает соответствующий показатель для эквивалентной иглы из нержавеющей стали марки 4310. Отжиг хирургической иглы из вольфрамового сплава проводился в атмосфере аргона с добавкой 2% водорода при температуре 1000°C в течение 0,5 часа.
Пример 2
На фиг.2 приведен график со сравнением изгибных характеристик изогнутых хирургических игл диаметром 0,203 мм (0,008 дюйма) из сплава вольфрама с 25,75% рения после отжига в течение 0,5 часа в зависимости от температуры отжига. Отжиг проводился в атмосфере аргона с добавлением 2% водорода для поддержания инертной неокисляющей атмосферы. Все испытания были проведены в соответствии с требованиями стандарта ASTM F1874-98. Отжиг приводит к значительному повышению изгибной жесткости. Максимум изгибной жесткости достигается при отжиге при температуре 1000°C в течение 0,5 часа. При температурах отжига выше и ниже 1000°C наблюдается падение момента начала пластической деформации.
Очевидно, что аналогичные результаты могут быть достигнуты при отжиге меньшей продолжительности при более высоких температурах, при этом оптимальные температуры отжига сдвигаются в сторону более высоких температур. Аналогичным образом более продолжительный отжиг при более низкой температуре также может быть эффективным, при этом оптимальные температуры отжига сдвигаются в сторону более низких температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХИРУРГИЧЕСКИЕ ИГЛЫ ИЗ ВОЛЬФРАМОВОГО СПЛАВА С ОКРАШЕННОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2452409C2 |
| БЫСТРАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ УВЕЛИЧЕНИЯ ИЗГИБНОЙ ЖЕСТКОСТИ И ПЛАСТИЧЕСКОГО ИЗГИБАЮЩЕГО МОМЕНТА ИЗОГНУТЫХ ИГЛ | 2008 |
|
RU2495143C2 |
| БЫСТРАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ ОКРАШИВАНИЯ ХИРУРГИЧЕСКИХ ИГЛ | 2008 |
|
RU2471014C2 |
| ПРОЦЕСС ОБРАБОТКИ ХИРУРГИЧЕСКИХ ИГЛ ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА ДЛЯ ПОВЫШЕНИЯ ЖЕСТКОСТИ НА ИЗГИБ | 2008 |
|
RU2500498C2 |
| ТЕРМИЧЕСКОЕ ФОРМОВАНИЕ ХИРУРГИЧЕСКИХ ИГЛ ИЗ ТУГОПЛАВКИХ СПЛАВОВ И ПРИСПОСОБЛЕНИЕ И УСТРОЙСТВО | 2008 |
|
RU2462325C2 |
| ТЕРМИЧЕСКОЕ ФОРМОВАНИЕ ХИРУРГИЧЕСКИХ ИГЛ ИЗ ТУГОПЛАВКИХ СПЛАВОВ | 2008 |
|
RU2480306C2 |
| ВОЛЬФРАМ-РЕНИЕВЫЕ СПЛАВЫ ДЛЯ ПРИМЕНЕНИЯ В ИЗОГНУТЫХ ХИРУРГИЧЕСКИХ ИГЛАХ | 2013 |
|
RU2649464C2 |
| Способ получения изделий из порошковых конструкционных сталей | 1990 |
|
SU1740108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ФОЛЬГИ ДЛЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2010 |
|
RU2424861C1 |
| УСОВЕРШЕНСТВОВАНИЕ СВЕРХУПРУГИХ ИГЛ | 2016 |
|
RU2709388C2 |

Группа изобретений относится к медицине. Изготовление изогнутых хирургических игл из вольфрамового сплава включает в себя этап нагрева заготовок для изготовления игл из вольфрамового сплава или хирургических игл из вольфрамового сплава. Нагрев производят до некоторой температуры ниже температуры перекристаллизации используемого сплава. В результате хирургические иглы из вольфрамового сплава обладают желаемым сочетанием жесткости, прочности, пластичности и цвета поверхности. 3 н. и 11 з.п. ф-лы, 2 ил.
1. Способ изготовления хирургической иглы из вольфрамового сплава, включающий в себя этап нагрева заготовок для изготовления игл из вольфрамового сплава или хирургической иглы из вольфрамового сплава до некоторой температуры ниже температуры перекристаллизации используемого сплава, так что микроструктура хирургической иглы из вольфрамового сплава не изменяется.
2. Способ по п.1, где упомянутые заготовки для изготовления игл из вольфрамового сплава или игла нагреваются до температуры в диапазоне от приблизительно 350 до приблизительно 1900°C.
3. Способ по п.2, где упомянутые заготовки для изготовления игл из вольфрамового сплава или игла содержат по меньшей мере один или более металлов, выбранных из группы, содержащей рений, тантал или молибден.
4. Способ по п.3, где упомянутые заготовки для изготовления игл из вольфрамового сплава или игла содержат рений.
5. Способ по п.2, где упомянутые заготовки для изготовления игл из вольфрамового сплава или игла содержат до 30 вес.% рения, остальное - вольфрам.
6. Способ по п.5, где упомянутые заготовки для изготовления игл из вольфрамового сплава или игла содержат от приблизительно 20 до приблизительно 26 вес.% рения, остальное - вольфрам.
7. Способ по п.6, где упомянутые заготовки для изготовления игл из вольфрамового сплава или игла выдерживаются в течение приблизительно 0,5 ч при температуре от 800 до 1150°C.
8. Способ по п.6, где упомянутые хирургические иглы из вольфрамового сплава изгибают перед нагревом.
9. Способ по п.8, где упомянутые изогнутые хирургические иглы нагревают до температуры в диапазоне от приблизительно 700 до приблизительно 1900°C в инертной или восстановительной атмосфере.
10. Способ по п.3, где упомянутые заготовки для изготовления игл из вольфрамового сплава или иглу нагревают до температуры в диапазоне от приблизительно 800 до приблизительно 1150°C в инертной или восстановительной атмосфере.
11. Способ по п.3, где упомянутые заготовки для изготовления игл из вольфрамового сплава или иглу нагревают до температуры в диапазоне от приблизительно 350 до приблизительно 900°C в окислительной атмосфере.
12. Хирургическая игла, полученная в соответствии со способом, включающим в себя этапы (1) формования заготовок из вольфрамового сплава с содержанием вплоть до 30 вес.% рения и остальное - вольфрам в хирургические иглы; и (2) нагрев упомянутых хирургических игл до температуры в диапазоне от приблизительно 700 до приблизительно 1900°C в инертной или восстановительной атмосфере в течение периода от приблизительно 0,01 до 1 ч.
13. Хирургическая игла по п.12, далее обработанная путем нагрева упомянутой иглы при температуре от приблизительно 350 до приблизительно 900°C в окислительной атмосфере в течение периода от приблизительно 0,01 до 1 ч.
14. Хирургическая игла, полученная в соответствии со способом, включающим в себя нагрев заготовок для изготовления игл из вольфрамового сплава или иглы при температуре от приблизительно 350 до приблизительно 900°C в окислительной атмосфере в течение периода от приблизительно 0,01 до 1 ч.
| Устройство для моделирования невесомого сложно-напряженного стержня | 1976 |
|
SU646352A1 |
| US 3637374 A, 25.01.1972 | |||
| US 3236699 A, 02.02.1966 | |||
| US 5415707 A, 16.05.1995 | |||
| ХИРУРГИЧЕСКАЯ ИЛИ АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2036613C1 |
| Способ изготовления игл хирургических из нержавеющих сталей мартенситного класса | 1976 |
|
SU549484A1 |
| САБИТОВ В.Х | |||
| МЕДИЦИНСКИЕ ИНСТРУМЕНТЫ | |||
| - М.: МЕДИЦИНА, 1985, с.123. | |||

