Настоящее изобретение касается аппарата и способа для получения хирургических игл, имеющих желаемое окрашивание поверхности. Более конкретно, настоящее изобретение касается аппарата и способа для придания цвета поверхности хирургических игл.
Хирургические иглы часто окрашивают, чтобы помочь хирургу визуально различать иглу и визуально определять место острия иглы в хирургической области, где хирург выполняет операцию. Например, если хирургическая область заполнена текучей средой, хирургу может быть трудно видеть иглу серебряного цвета на фоне текучей среды или на фоне ткани, которая окружена такой текучей средой, как солевой раствор или кровь. Кроме того, яркие лампы, обычно применяемые в хирургии, сильно отражаются от серебряных игл, давая отблеск, который увеличивает трудность наблюдения острия хирургической иглы. Дополнительно некоторые области хирургии, в частности хирургия шунтирования коронарной артерии, обязательно включают в себя применение хирургических игл малого диаметра, которые трудно визуально различать в хирургической области из-за их малого размера. В ответ на необходимость визуально различать хирургическую иглу в хирургической области, стальные хирургические иглы стали окрашивать в черный цвет, используя способы окрашивания, которые могут требовать токсичных хромсодержащих растворов. В добавление к специальным процедурам по обращению с ними, которые необходимо осуществлять при использовании этих хромсодержащих растворов, они также представляют собой опасность для окружающей среды, и при их утилизации нужно использовать особую осторожность.
При использовании хирургических игл, имеющих малые диаметры, желательно, чтобы такие иглы имели очень высокую изгибную жесткость и прочность. В частности, хирургия данного типа требует, чтобы путь хирургической иглы тщательно контролировался. Если игла сильно изгибается, когда она входит в ткань или когда она протыкает внутреннюю поверхность кровеносного сосуда перед повторным появлением, может возникать неправильное расположение иглы и может происходить серьезная травма ткани и пациента. При использовании хирургические иглы могут подвергаться значительным нажимающим нагрузкам, чтобы преодолеть трение прохода сквозь ткань. Эти силы, сопротивляющиеся проникновению иглы, часто возникают у пациентов, подвергающихся сердечно-сосудистой хирургии, которые имеют кальцинированную или упрочненную ткань вследствие болезни коронарной артерии. При этих процедурах хирургическая игла должна быть способна проходить не только через кровеносный сосуд, но также через любую твердую кальцинированную ткань, которая может располагаться вдоль периферии просвета кровеносного сосуда. Излишне податливая игла может упруго отклоняться во время прохождения ткани, и может происходить потеря контроля расположения. Таким образом, предпочтительно, чтобы игла имела относительно высокую изгибную жесткость, то есть низкую тенденцию изгибаться и высокую тенденцию сохранять свою конфигурацию при воздействии деформирующей силы. Поэтому жесткость при изгибе является желательным свойством для исполнения хирургических игл и обращения с ними. Жесткая игла сопротивляется упругому отклонению и, таким образом, может быть направлена, как предусматривается, обеспечивая высокий уровень контроля.
Таким образом, существует необходимость в хирургических иглах, которые демонстрируют прочное поверхностное окрашивание, в особенности для хирургических процедур, которые требуют игл малого диаметра.
В одном аспекте обеспечивается аппарат для термической обработки и окрашивания множества изогнутых хирургических игл. Данный аппарат включает в себя конвейер для переноса множества изогнутых хирургических игл из источника изогнутых хирургических игл в приемник, корпус, расположенный вблизи данного конвейера, где данный корпус имеет первый конец, второй конец и отверстие, идущее от первого конца ко второму концу, где данное отверстие выровнено относительно данного конвейера, позволяя множеству изогнутых хирургических игл проходить сквозь него, источник тепла, расположенный внутри данного корпуса, для нагрева множества изогнутых хирургических игл, когда множество изогнутых хирургических игл переносится конвейером от первого конца корпуса ко второму концу корпуса, и систему для обеспечения газовой смеси, содержащей частичную концентрацию кислорода для окисления и окрашивания поверхностей множества изогнутых хирургических игл, когда множество изогнутых хирургических игл проходит сквозь данный корпус.
В другом аспекте обеспечивается способ термической обработки и окрашивания множества изогнутых хирургических игл для окрашивания и увеличения жесткости и пластического изгибающего момента изогнутых хирургических игл. Данный способ включает в себя этапы переноса множества изогнутых хирургических игл от источника изогнутых хирургических игл к приемнику, нагрева множества изогнутых хирургических игл до температуры ниже температуры рекристаллизации изогнутых хирургических игл, когда множество изогнутых хирургических игл проходит от источника изогнутых хирургических игл к приемнику, обеспечения газовой смеси, содержащей частичную концентрацию кислорода, и окрашивания поверхностей множества изогнутых хирургических игл, когда множество хирургических игл проходит сквозь данную газовую смесь, содержащую частичную концентрацию кислорода, когда множество хирургических игл нагревается.
В одном варианте осуществления система для обеспечения газовой смеси, содержащей частичную концентрацию кислорода, по существу, предотвращает избыточный теплоперенос к конвейеру.
В другом варианте осуществления первая направляющая для позиционирования множества изогнутых хирургических игл обеспечивается, чтобы, по существу, центрировать множество изогнутых хирургических игл, находящихся между корпусом и источником изогнутых хирургических игл.
В еще одном варианте осуществления данный конвейер включает в себя ленту или множество лент, к которым прикреплено множество изогнутых хирургических игл.
В еще одном варианте осуществления множество изогнутых хирургических игл адгезивно прикрепляется к данной ленте или множеству лент.
В дополнительном варианте осуществления множество изогнутых хирургических игл приваривается к данной ленте или множеству лент.
В еще одном варианте осуществления вторая направляющая для позиционирования множества изогнутых хирургических игл обеспечивается, чтобы, по существу, центрировать множество изогнутых хирургических игл внутри отверстия корпуса, причем вторая направляющая для позиционирования множества изогнутых хирургических игл расположена между корпусом и приемником.
Эти и другие преимущества, признаки и атрибуты описанного аппарата и способов, и их преимущественные приложения и/или применения будут видны из последующего подробного описания, в особенности, когда его читают вместе с приложенными к нему фигурами.
Фиг.1 представляет собой схематичное изображение аппарата для термической обработки и окрашивания множества изогнутых хирургических игл согласно настоящему изобретению;
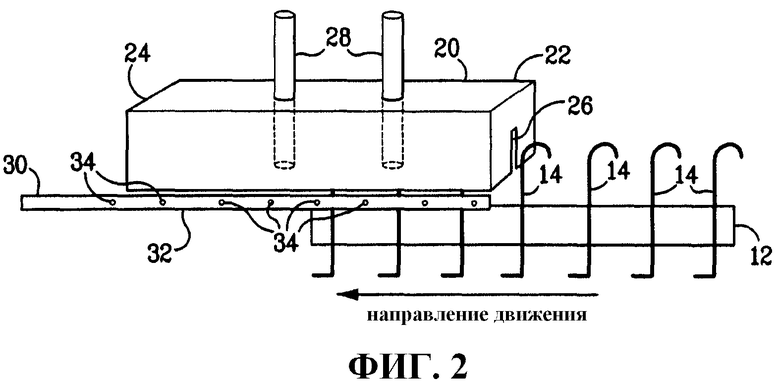
Фиг.2 представляет собой схематичное изображение источника тепла в аппарате для термической обработки и окрашивания множества изогнутых хирургических игл согласно настоящему изобретению;
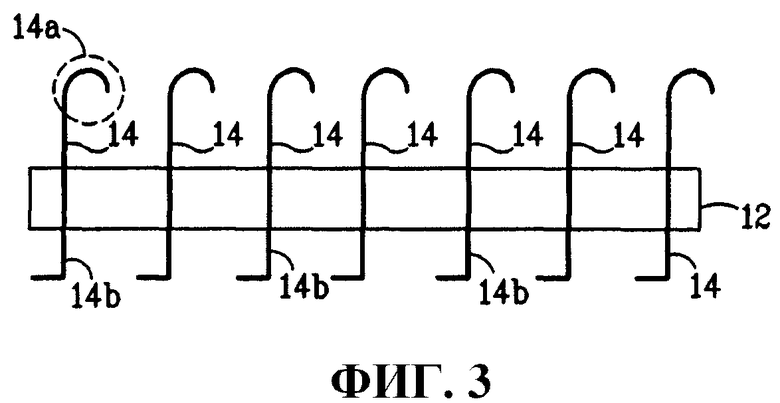
Фиг.3 представляет собой схематичное изображение множества изогнутых хирургических игл, прикрепленных к несущей ленте согласно настоящему изобретению;
Фиг.4 показывает одну форму аппарата для термической обработки и окрашивания множества изогнутых хирургических игл с фокусом на источнике тепла и направляющих средствах согласно настоящему изобретению;
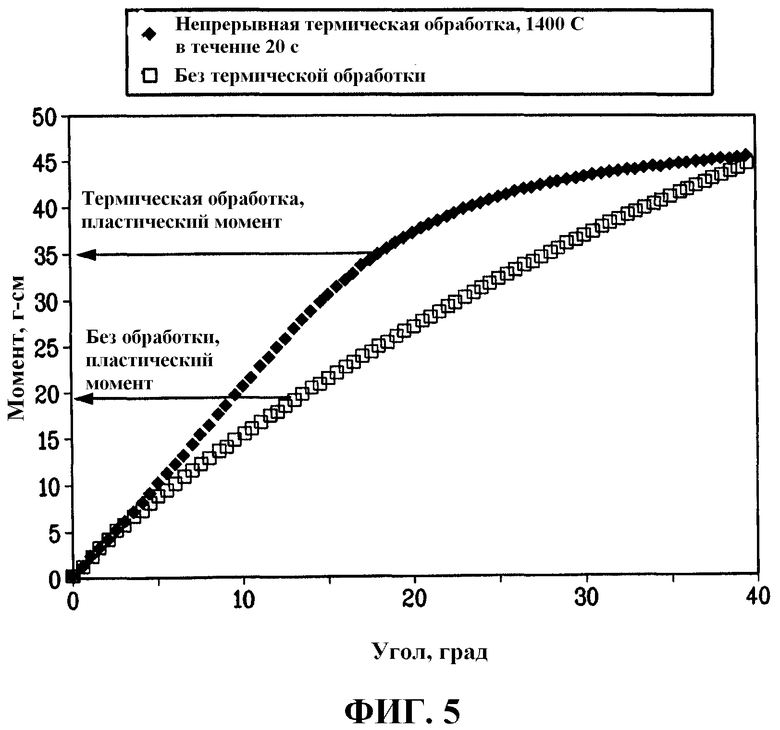
Фиг.5 представляет собой график, сравнивающий изгиб изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из сплава вольфрам с 26% рения, которую подвергали непрерывной быстрой термической обработке при 1400°С в течение 20 секунд, с эквивалентной изогнутой хирургической иглой из сплава вольфрам с 26% рения, которая не получала термической обработки;
Фиг.6 представляет собой график, показывающий влияние температуры и времени на пластический момент и разрушающий момент изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из сплава вольфрам с 26% рения;
Фиг.7А показывает влияние температуры, приложенной на протяжении 20 секунд, на пластический момент и разрушающий момент изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из аустенитной нержавеющей стальной иглы серии 4310;
Фиг.7В показывает сравнение изгиба для нержавеющей стальной иглы сплава серии 4310 с быстрой термической обработкой и без нее;
Фиг.8А показывает влияние температуры, приложенной на протяжении 20 секунд, на пластический момент и разрушающий момент изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из мартенситной состаренной нержавеющей стали;
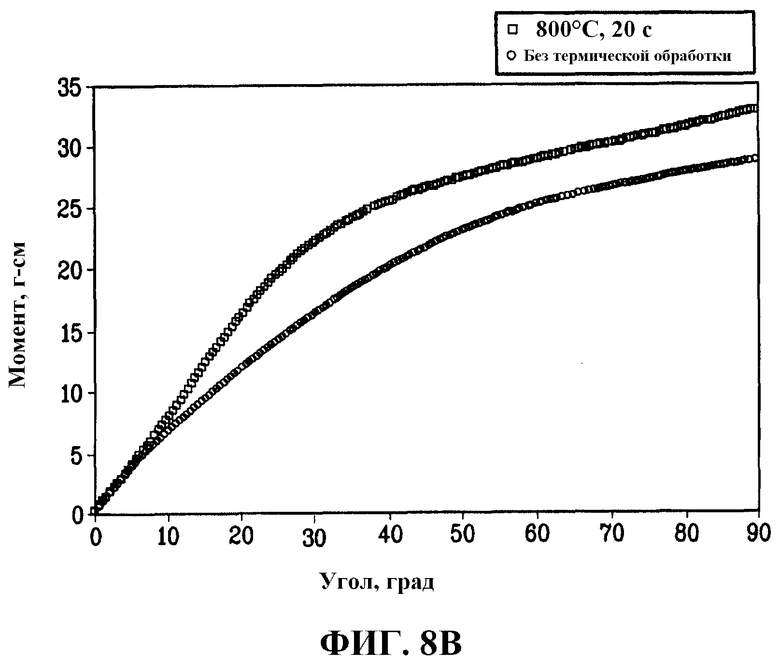
Фиг.8В показывает сравнение изгиба для мартенситной состаренной нержавеющей стальной иглы с быстрой термической обработкой и без нее; и
Фиг.9 показывает ряд изогнутых хирургических игл, обработанных и окрашенных согласно настоящему изобретению.
Определения
Если не определено иное, все технические и научные термины, используемые здесь, предназначены иметь такое же значение, как они обычно понимаются специалистом в данной области техники.
Используемые здесь формы единственного числа включают в себя множественное число, если контекст ясно не диктует иное.
Используемый здесь термин "изгибная жесткость" (жесткость при изгибе) означает сопротивление упругой деформации изогнутой хирургической иглы.
Используемый здесь термин "диаметр" означает квадратный корень из (4А/π), где А представляет собой площадь сечения.
Используемый здесь термин "температура перехода вязкость-хрупкость" (ТПВХ) означает температуру, выше которой происходит существенное увеличение вязкости сплава. При использовании здесь ТПВХ определяется как температура, при которой сплав демонстрирует, по меньшей мере, 5% удлинение на разрыв в тесте растяжения.
Используемый здесь термин "вязкость" означает способность сплава выдерживать пластическую деформацию без разрушения.
Используемый здесь термин "упругая деформация" означает деформацию, растяжение или смещение, которое является обратимым при удалении приложенной нагрузки.
Используемый здесь термин "растяжение до разрушения" означает измерение процентного растяжения образца в простом тесте растяжения для определения вязкости сплава.
Используемый здесь термин "двутавровое тело иглы" относится к любой разновидности дизайна тела иглы, который включает в себя уплощенные противоположные стороны вместо полностью круглого дизайна.
Используемый здесь термин "свойства материала" означает только свойства материала, полученные путем тестирования таким образом, при котором форма иглы и поверхностные свойства не влияют на результаты. Примеры включают в себя: модуль Юнга, предел прочности при растяжении (когда тестируется в простом растяжении) и микротвердость.
Используемый здесь термин "заготовка иглы" означает удлиненный кусок проволоки, часть которого превращают посредством множества процессов в форму хирургической иглы. Также используемый здесь термин "заготовка иглы" относится к части проволоки, проходящей от ближнего конца хирургической иглы, используемого для движения и расположения хирургической иглы для обработки согласно настоящему изобретению.
Используемый здесь термин "температура рекристаллизации" означает температуру, при которой новые зерна будут формироваться в микроструктуре сплава.
Используемый здесь термин "простое растяжение" означает растяжение, приложенное в одном измерении, когда другие измерения остаются свободными.
Используемый здесь термин "термическое формование" означает пластическое формование, выполненное на нагретой заготовке.
Используемый здесь термин "разрушающий изгибающий момент" означает наибольший момент, приложенный к игле во время тестирования изгиба, выполняемого согласно стандарту ASTM F-1840-98а.
Используемый здесь термин "пластический изгибающий момент" означает величину момента, требуемую, чтобы вызвать пластическую деформацию во время тестирования изгиба, выполняемого согласно стандарту ASTM F-1840-98а.
Теперь делается ссылка на фиг.1-8В, где одинаковые численные обозначения всюду используются для обозначения одинаковых частей.
На фиг.1-4 показан аппарат 10 для термической обработки и окрашивания множества изогнутых хирургических игл 14. Данный аппарат включает в себя конвейер 12 для переноса множества изогнутых хирургических игл 14 от источника 16 изогнутых хирургических игл в приемник 18. Конвейер 12 может быть сформирован из ленты, образованной, по меньшей мере, частично из металла, бумаги или пластика, где механическое крепление может быть достигнуто путем изгиба петли (не показана), соединенной с металлической лентой, вокруг, по меньшей мере, части каждой из множества изогнутых хирургических игл 14, или, альтернативно, самоклеющийся адгезив может быть нанесен на, по меньшей мере, одну поверхность бумажной, пластиковой или металлической несущей ленты, или, альтернативно, по меньшей мере, одна сварка используется, чтобы прикрепить каждую из множества изогнутых хирургических игл 14 к металлической несущей ленте.
Аппарат 10 также включает в себя корпус 20, расположенный возле конвейера 12. Корпус 20 включает в себя первый конец 22, второй конец 24 и отверстие 26, проходящее от первого конца 22 до второго конца 24. Как показано, отверстие 26 выровнено по отношению к конвейеру 12, позволяя множеству изогнутых хирургических игл 14 проходить через корпус 20.
Корпус 20 также включает в себя тепловой источник 28, расположенный внутри корпуса 20, для нагрева множества изогнутых хирургических игл 14, когда множество изогнутых хирургических игл 14 переносится конвейером 12 от первого конца 22 корпуса 20 ко второму концу 24 корпуса 20. Тепловой источник 28 может быть обычным источником тепла и может включать в себя один или более нагревающих электрическим сопротивлением элементов, один или несколько нагревающих индуктивно связанным полем элементов, поток горячего газа или подобное. С помощью использования узкого отверстия 26 для прохода игл 14 избыточный излучательный теплоперенос к конвейеру 12 минимизируется или предотвращается. Чтобы дополнительно усилить способность корпуса 20 минимизировать или предотвращать избыточный излучательный теплоперенос к конвейеру 12, корпус 20 может также использовать изолирующий материал (не показан) в его внутренней области и/или на его внешних поверхностях.
Как показано на фиг.1, 2 и 4, аппарат 10 может дополнительно включать в себя систему для обеспечения газовой смеси 30, которая содержит частичную концентрацию кислорода, для окисления и окрашивания поверхностей множества изогнутых хирургических игл 14, когда множество изогнутых хирургических игл 14 проходит сквозь корпус 20. Система для обеспечения газовой смеси 30 может включать в себя трубку 32 подачи газа, имеющую множество портов 34 для выпуска газовой смеси, содержащей частичную концентрацию кислорода. Система для обеспечения газовой смеси 30 может предпочтительно существенно предотвращать избыточный теплоперенос к конвейеру 12.
Как показано на фиг.1 и 4, аппарат 10 может также включать в себя направляющую 40 для позиционирования множества изогнутых хирургических игл, по существу центрируя множество изогнутых хирургических игл 14 внутри отверстия 26 корпуса 20. В одном варианте осуществления аппарат 10 включает в себя первую направляющую 40 для позиционирования множества изогнутых хирургических игл, по существу центрируя множество изогнутых хирургических игл 14 внутри отверстия 26 корпуса 20. Как показано, первая направляющая 40 для позиционирования множества изогнутых хирургических игл 14 расположена между корпусом 20 и источником 16 изогнутых хирургических игл. В одном варианте осуществления первая направляющая 40 для позиционирования множества изогнутых хирургических игл 14 может включать в себя первую пластину 42 и вторую пластину 44, расположенные параллельно на некотором расстоянии. В другом варианте осуществления аппарат 10 может также включать в себя вторую направляющую 46 для позиционирования множества изогнутых хирургических игл, по существу центрируя множество изогнутых хирургических игл 14, когда они выходят из отверстия 26 корпуса 20. Как показано, вторая направляющая 46 для позиционирования множества изогнутых хирургических игл 14 расположена между корпусом 20 и приемником 18. Вторая направляющая 46 для позиционирования множества изогнутых хирургических игл 14 может включать в себя первую пластину 48 и вторую пластину 50, расположенные параллельно на некотором расстоянии.
Как показано на фиг.1, в одном варианте осуществления источник 16 изогнутых хирургических игл включает в себя подающую катушку. В другом варианте осуществления приемник 19 включает в себя приемную катушку. Как показано на фиг.3, каждая из множества изогнутых хирургических игл 14 может включать в себя часть 14а изогнутой хирургической иглы и заготовку 14b иглы. Заготовка 14b иглы применяется для того, чтобы ее можно было прикреплять к конвейеру 12, как описано выше.
В другом варианте осуществления обеспечивается способ термической обработки и окрашивания множества изогнутых хирургических игл 14 для окрашивания и увеличения жесткости и изгибающего момента изогнутых хирургических игл 14. Данный способ включает в себя этапы переноса множества изогнутых хирургических игл 14 от источника 16 изогнутых хирургических игл к приемнику 18, нагрева множества изогнутых хирургических игл 14 до температуры ниже температуры рекристаллизации изогнутых хирургических игл 14, когда множество изогнутых хирургических игл 14 проходит от источника 16 изогнутых хирургических игл к приемнику 18, и обеспечения газовой смеси, содержащей частичную концентрацию кислорода, и окрашивания поверхностей множества изогнутых хирургических игл 14, когда множество хирургических игл 14 проходит сквозь данную газовую смесь, содержащую частичную концентрацию кислорода, когда множество хирургических игл 14 нагревается.
В одном варианте осуществления изогнутые хирургические иглы 14 нагревают до температуры в диапазоне от приблизительно 350 до приблизительно 900°С в окислительной атмосфере, чтобы придать твердое стойкое черное, синее или желтое оксидное поверхностное покрытие хирургической игле из вольфрамового сплава, описываемой здесь. Время экспозиции может меняться от секунд до нескольких минут в зависимости от температуры, или температуры могут меняться от приблизительно 400 до приблизительно 1000°С в течение от приблизительно 1 секунды до приблизительно 5 минут. Примеры окислительной атмосферы включают в себя богатую кислородом атмосферу, воздух или газовую смесь диоксид углерода/моноксид углерода, которая разлагается или реагирует с поверхностью вольфрамового сплава, образуя оксид, но не ограничиваются ими.
В другом варианте осуществления изогнутые хирургические иглы 14 могут сначала нагреваться до температуры в диапазоне от приблизительно 350 до приблизительно 1900°С в инертной или восстановительной атмосфере с последующим нагревом до температуры в диапазоне от приблизительно 350 до приблизительно 900°С в окислительной атмосфере, чтобы придать улучшенную изгибную жесткость и твердое стойкое черное, синее или желтое поверхностное покрытие хирургическим иглам из вольфрамового сплава.
Как будет описано более подробно ниже, в одном варианте осуществления множество изогнутых хирургических игл 14 содержит вольфрамовый сплав. В другом варианте осуществления множество изогнутых хирургических игл 14 содержит, по меньшей мере, один или более металлов, выбранных из группы, состоящей из рения, тантала или молибдена. В еще одном варианте осуществления множество изогнутых хирургических игл 14 содержит до 30 массовых процентов рения и остальное вольфрам.
В одном варианте осуществления описанный здесь способ представляет собой быстрый непрерывный способ, где механизм для улучшения жесткости и изгибающего момента выбирают из следующих: 1) снятие напряжений, 2) мартенситное превращение и снятие напряжений, 3) дисперсионное упрочнение и снятие напряжений, и 4) отпуск и снятие напряжений. В одном варианте осуществления изогнутые хирургические иглы 14 образованы из вольфрамового сплава, легированной стали или молибденового сплава.
Механизм только снятия напряжений может применяться к вольфрамовым сплавам, молибденовым сплавам и определенным аустенитным легированным сталям, таким как 302 SS, 304 SS, 316 SS, 4310 SS и подобным. Механизм мартенситного превращения плюс снятие напряжений может применяться к определенным мартенситным сталям, таким как сплав 420 SS. Дисперсионное упрочнение плюс снятие напряжений может применяться к мартенситным состаренным нержавеющим сталям, таким как 455 SS, 465 SS. Отпуск плюс снятие напряжений может применяться к мартенситным и некоторым мартенситным состаренным сталям, особенно к 420 SS.
Важно отметить, что определенные нержавеющие стали склонны к охрупчиванию из-за образования карбидов хрома или сигма фазы, когда нагреваются в течение нескольких минут или больше в диапазоне температур от приблизительно 400 до приблизительно 1000°С. Это может быть особенно верно для аустенитных нержавеющих сталей, перечисленных выше. Непрерывные термические обработки, описанные здесь, могут предотвращать образование этих охрупчивающих фаз путем быстрой обработки при более высоких температурах, где эти охрупчивающие фазы термодинамически не образуются, или путем не допущения достаточного времени для образования или роста этих охрупчивающих фаз.
Как указано выше, хирургические иглы могут быть образованы из сплава вольфрама. Вольфрамовый сплав может содержать один или более металлов, выбранных из группы, состоящей из рения, осмия, тантала или молибдена. В одном варианте осуществления данный сплав может быть вольфрам-рениевым сплавом и иметь не более чем следовые количества других присутствующих элементов. Металл, иной чем вольфрам, может присутствовать в количестве до приблизительно 30 массовых процентов сплава или в количестве в диапазоне от приблизительно 20 до приблизительно 26 массовых процентов сплава.
Хирургическая игла может иметь диаметр, эффективный, чтобы позволить удовлетворительное применение в тонкой хирургии. Обычно диаметр будет меньше чем приблизительно 60 мил (тысячных дюйма), или меньше чем приблизительно 15 мил, до приблизительно 1 мил, или от приблизительно 1,4 до приблизительно 12 мил. Будет понятно, что хирургическая игла может иметь круглое сечение тела и что игла может также иметь не круглую форму сечения, такую как треугольная; трапециевидная; прямоугольная; шестиугольная; эллиптическая; или прямоугольная, где противоположные короткие концы прямоугольника закруглены в полукруги. Игла может иметь "ленточную" форму с одним набором противоположных плоских сторон, или прямоугольную или "двутавровую" форму, или с сечением, которое плавно переходит от острия к круглому сечению, к прямоугольному сечению, имеющему закругленные и затем острые углы, как описано в патенте США №4799484, содержание которого включено сюда посредством ссылки во всей своей полноте.
Хирургическая игла может быть прямой или изогнутой, но улучшение изгибной прочности и жесткости, описанное и достигнутое здесь, является особенно выгодным для изогнутых игл. В одном варианте осуществления игла является изогнутой с некоторым радиусом кривизны, который не обязан быть постоянным, но предпочтительно является постоянным. Таким образом, формы игл, описанных здесь, включают в себя секции круга, такие как четверть круга, три восьмых круга, полукруг или пять восьмых круга.
После окончательного вытягивания проволоки из вольфрамового сплава или нержавеющей стали до конечного желаемого диаметра один конец иглы получает острие желаемой формы, причем острие обеспечивают с помощью любой обычной технологии, такой как заточка. Необязательно, данное тело может быть сформировано с помощью операций прессования или заточки во множество форм. Игле затем может быть придана желаемая кривизна, обычно путем свертывания вокруг оправки желаемого радиуса кривизны. Противоположный конец иглы получает отверстие в ее конце или другое средство, с помощью которого конец хирургической нити может быть прикреплен к игле путем обжима или подобного.
Чтобы придать улучшенную изгибную прочность и жесткость хирургической игле, описанной здесь, особенно после придания игле кривизны, изогнутую иглу нагревают до температуры ниже температуры рекристаллизации вольфрамового сплава. В одном варианте осуществления хирургическую иглу нагревают до температуры в диапазоне от приблизительно 350 до приблизительно 1900°С. В другом варианте осуществления хирургическую иглу нагревают до температуры в диапазоне от приблизительно 400 до приблизительно 1650°С в течение от приблизительно 1 секунды до приблизительно 5 минут, чтобы придать изгибную жесткость хирургической игле.
Преимущественно, как описано выше, изогнутые хирургические иглы 14 прикрепляются к материалу конвейера и проходят вблизи теплового источника 28. Таким образом, время экспозиции при повышенной температуре является ограниченным, так как более высокие температуры в течение более коротких периодов являются эффективными для достижения желаемого эффекта жесткости.
Изогнутые хирургические иглы 14, полученные, как описано здесь, также могут быть обеспечены покрытием, например полимерным покрытием, согласно известным технологиям, если желательно. Игла затем прикрепляется к хирургической нити, упаковывается и стерилизуется, опять согласно обычным технологиям.
Изогнутые хирургические иглы 14, полученные, как описано здесь, отличаются желаемой комбинацией изгибной жесткости, прочности и вязкости. Для изогнутых хирургических игл 14, полученных, как описано здесь, предел текучести при растяжении проволоки обычно составляет, по меньшей мере, приблизительно 250000 ksi. Высокий предел текучести при растяжении проволоки является полезным, так как это указывает на способность иглы противостоять потенциальным деформирующим напряжениям без возникновения остаточной деформации.
Проволока, из которой сделаны изогнутые хирургические иглы 14, также демонстрирует очень высокий модуль упругости Юнга, обычно, по меньшей мере, приблизительно 400 ГПа. Высокий модуль Юнга является желательным, так он отражает возможность более высокой жесткости и способность изогнутых хирургических игл 14, полученных как описано здесь, противостоять потенциальным деформирующим напряжениям, сохраняя их форму, без чрезмерного изгиба. Однако на практике, как описано выше, высокий модуль Юнга проволоки сам по себе не переходит прямо в высокую изгибную жесткость изогнутой хирургической иглы 14. В действительности, чтобы реализовать присущую жесткость материала, термическая обработка применяется к изогнутым хирургическим иглам 14, как описано выше.
И изгибная прочность иглы, и изгибная жесткость иглы влияют на параметры обращения с ней, а также осуществление и эффективность проникновения хирургической иглы. Важно отметить, что почти во всех обстоятельствах хирургическая игла должна использоваться в приложениях, где пластический изгибающий момент не превышается, так как выше этой величины игла может пластично изгибаться, может терять свою исходную форму и может не функционировать далее, как предусмотрено. Таким образом, ясно, что желаемой характеристикой хирургической иглы является высокий пластический изгибающий момент, который является проявлением изгибной прочности хирургической иглы. Ниже пластического изгибающего момента сопротивление изгибу хирургической иглы лучше всего характеризуется изгибной жесткостью иглы.
Изгибная жесткость иглы является критической мерой сопротивления упругому или обратимому изгибу хирургической иглы перед тем, как отклонение иглы достигает угла пластического изгиба, и может быть вычислена, как пластический изгибающий момент, деленный на угол пластического изгиба. Если прямая или изогнутая хирургическая игла имеет низкую величину изгибной жесткости, значительный изгиб иглы может происходить для данного изгибающего момента, тогда как, если прямая или изогнутая хирургическая игла демонстрирует высокую величину изгибной жесткости, относительно небольшой упругий изгиб иглы будет происходить для данного изгибающего момента. Хирурги обычно воспринимают высокую степень упругого изгиба как потерю контроля или как плохое выполнение проникновения, так как острие иглы не перемещается непосредственно с движением их рук. Таким образом, изгибная жесткость иглы может рассматриваться как важная мера исполнения иглы в большинстве хирургических приложений.
Следующие примеры приведены в целях иллюстрации и не должны интерпретироваться как ограничивающие каким-либо образом объем приложенной формулы изобретения.
Пример 1
Стандарт ASTM F1840-98а (повторно утвержденный в 2004) обеспечивает стандартную терминологию для изогнутых хирургических игл, а стандарт ASTM F1874-98 (повторно утвержденный в 2004) обеспечивает подробности стандартного способа тестирования игл, используемых в хирургических нитях. Используют две разных меры прочности игл хирургических нитей, а именно пластический изгибающий момент, который представляет собой величину момента, требуемого для начала пластической деформации во время тестирования изгиба, и максимальный изгибающий момент, который представляет собой наибольший момент, приложенный к игле во время тестирования изгиба. Эта последняя величина максимального изгибающего момента обычно измеряется в точке, где игла подверглась значительной пластической деформации, и обычно выше, чем пластический изгибающий момент или точка, в которой начинается пластическая деформация. Точка отклонения, в которой начинается пластическая деформация, или более формально согласно стандартам ASTM угол, при котором происходит пластический изгибающий момент, называется угол пластического изгиба.
График, сравнивающий изгиб термически обработанной, изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из сплава вольфрам с 26% рения, которую подвергали непрерывной быстрой термической обработке при 1400°С в течение 20 секунд, с эквивалентной изогнутой хирургической иглой из сплава вольфрам с 26% рения, которая не получала термической обработки, приведен на фиг.5.
Все тесты проводили согласно стандарту ASTM F1874-98. Пластический изгибающий момент и угол пластического изгиба отмечены на графике. Наклон хирургической иглы из вольфрам-рениевого сплава до пластического изгибающего момента отражает изгибную жесткость и заметно больше, чем получено с помощью эквивалентного, не обработанного сплава вольфрам с 26% рения. Термическую обработку, примененную к хирургической игле из вольфрамового сплава, проводили в атмосфере аргона с 2% водорода при 1400°С в течение 20 секунд.
Пример 2
График, показывающий влияние температуры и времени на пластический момент и разрушающий момент изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из сплава вольфрам с 26% рения, представлен на фиг.6. Быструю термическую обработку проводили при длительности 5 и 20 секунд в широком температурном диапазоне в газообразном аргоне с 2% водорода для поддержания инертной неокислительной атмосферы. Все тесты проводили согласно стандарту ASTM F1874-98. Заметное увеличение изгибной жесткости и пластического момента происходит при применении термической обработки с пластическими моментами свыше 30 г-см по сравнению с более типичными 20 г-см для эквивалентных необработанных игл такого же размера и композиции.
Пример 3
Фиг.7А показывает влияние температуры, приложенной на протяжении 20 секунд, на пластический момент и разрушающий момент изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из аустенитной нержавеющей стальной иглы серии 4310. Фиг.7В показывает сравнение выполнения изгиба для нержавеющей стальной иглы сплава серии 4310 с быстрой термической обработкой согласно данному изобретению и без нее. Все тесты проводили согласно стандарту ASTM F1874-98.
Пример 4
Фиг.8А показывает влияние температуры, приложенной на протяжении 20 секунд, на пластический момент и разрушающий момент изогнутой хирургической иглы диаметром 0,008" (0,203 мм), изготовленной из мартенситной состаренной нержавеющей стали. Фиг.8В показывает сравнение выполнения изгиба для мартенситной состаренной нержавеющей стальной иглы с быстрой термической обработкой и без нее. Все тесты проводили, по существу, согласно стандарту ASTM F1874-98. Композиция мартенситной состаренной нержавеющей стали номинально была 12% Cr, 9% Ni, 3% Mo, 2% Ti, остальное Fe и следовые элементы.
Как показано на фиг.9, быстрая непрерывная термическая обработка описанного здесь типа полезна для окрашивания или зачернения хирургических игл из вольфрамового сплава в кислородсодержащей атмосфере путем образования окрашенного поверхностного оксида. Все иглы обрабатывали на воздухе без применения инертных защитных газов в течение полной длительности 20 секунд, используя аппарат, схематично изображенный на фиг.4. Температуры от 750 до 1000°С давали иглы с черной неотражающей поверхностью.
Все патенты, тестовые процедуры и другие документы, цитированные здесь, включая приоритетные документы, полностью включены сюда посредством ссылки в такой степени, что данное описание не является противоречащим, и для всех юрисдикций, в которых такое включение позволено.
Хотя иллюстративные формы, представленные здесь, были подробно описаны, будет понятно, что различные другие модификации будут очевидны специалистам в данной области техники и могут быть легко сделаны ими без отклонения от сущности и объема данного изобретения. Соответственно, не предполагается, что объем приложенной формулы изобретения ограничивается примерами и описаниями, изложенными здесь, а формулу изобретения следует толковать как охватывающую все признаки патентоспособной новизны, которые присутствуют здесь, включая все признаки, которые будут рассматриваться как эквиваленты специалистами в данной области техники, к которым имеет отношение данное изобретение.
Когда приведены вышеуказанные численные нижние пределы и численные верхние пределы, предусмотрены диапазоны от любого нижнего предела до любого верхнего предела.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЫСТРАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ УВЕЛИЧЕНИЯ ИЗГИБНОЙ ЖЕСТКОСТИ И ПЛАСТИЧЕСКОГО ИЗГИБАЮЩЕГО МОМЕНТА ИЗОГНУТЫХ ИГЛ | 2008 |
|
RU2495143C2 |
| ХИРУРГИЧЕСКИЕ ИГЛЫ ИЗ ВОЛЬФРАМОВОГО СПЛАВА | 2008 |
|
RU2463006C2 |
| ХИРУРГИЧЕСКИЕ ИГЛЫ ИЗ ВОЛЬФРАМОВОГО СПЛАВА С ОКРАШЕННОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2452409C2 |
| ТЕРМИЧЕСКОЕ ФОРМОВАНИЕ ХИРУРГИЧЕСКИХ ИГЛ ИЗ ТУГОПЛАВКИХ СПЛАВОВ И ПРИСПОСОБЛЕНИЕ И УСТРОЙСТВО | 2008 |
|
RU2462325C2 |
| ТЕРМИЧЕСКОЕ ФОРМОВАНИЕ ХИРУРГИЧЕСКИХ ИГЛ ИЗ ТУГОПЛАВКИХ СПЛАВОВ | 2008 |
|
RU2480306C2 |
| ПРОЦЕСС ОБРАБОТКИ ХИРУРГИЧЕСКИХ ИГЛ ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА ДЛЯ ПОВЫШЕНИЯ ЖЕСТКОСТИ НА ИЗГИБ | 2008 |
|
RU2500498C2 |
| ВОЛЬФРАМ-РЕНИЕВЫЕ СПЛАВЫ ДЛЯ ПРИМЕНЕНИЯ В ИЗОГНУТЫХ ХИРУРГИЧЕСКИХ ИГЛАХ | 2013 |
|
RU2649464C2 |
| УСОВЕРШЕНСТВОВАНИЕ СВЕРХУПРУГИХ ИГЛ | 2016 |
|
RU2709388C2 |
| ВНУТРИПРОСВЕТНОЕ УСТРОЙСТВО С ПОВЫШЕННОЙ ГИБКОСТЬЮ И ИЗНОСОСТОЙКОСТЬЮ | 2010 |
|
RU2574992C2 |
| УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ МИКРО- И НАНООБЪЕКТАМИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СИСТЕМА УПРАВЛЕНИЯ | 2018 |
|
RU2698570C1 |






Изобретение относится к области металлургии, в частности к аппарату и способу для термической обработки и окрашивания хирургических игл. Аппарат для термической обработки и окрашивания множества изогнутых хирургических игл содержит: конвейер для переноса игл из источника изогнутых хирургических игл в приемник, корпус, расположенный вблизи конвейера, где корпус имеет первый конец, второй конец и отверстие, идущее от первого конца ко второму концу, источник тепла, расположенный внутри корпуса, для нагрева множества игл при их переносе конвейером от первого конца корпуса ко второму концу корпуса, и систему для обеспечения газовой смеси, содержащей частичную концентрацию кислорода для окисления и окрашивания поверхностей игл при их прохождении сквозь корпус. Способ термической обработки и окрашивания игл включает: перенос игл от источника изогнутых хирургических игл к приемнику, нагрев игл до температуры ниже температуры рекристаллизации при их прохождении от источника изогнутых хирургических игл к приемнику, обеспечение газовой смеси, содержащей частичную концентрацию кислорода, и окрашивание поверхности игл во время нагрева при их прохождении сквозь газовую смесь. Иглы имеют окрашенную поверхность, характеризуются увеличением жесткости и пластического изгибающего момента изогнутых хирургических. 2 н. и 17 з.п. ф-лы, 9 ил., 4 пр.
1. Аппарат для термической обработки и окрашивания множества изогнутых хирургических игл, содержащий:
a) конвейер для переноса множества изогнутых хирургических игл из источника изогнутых хирургических игл в приемник;
b) корпус, расположенный вблизи упомянутого конвейера, где корпус имеет первый конец, второй конец и отверстие, идущее от первого конца ко второму концу, причем упомянутое отверстие выровнено относительно конвейера, позволяя множеству изогнутых хирургических игл проходить сквозь него;
c) источник тепла, расположенный внутри корпуса, для нагрева множества изогнутых хирургических игл, когда множество изогнутых хирургических игл переносится конвейером от первого конца корпуса ко второму концу корпуса; и
d) систему для обеспечения газовой смеси, содержащей частичную концентрацию кислорода для окисления и окрашивания поверхностей множества изогнутых хирургических игл при прохождении множества изогнутых хирургических игл сквозь корпус.
2. Аппарат по п.1, в котором упомянутая система для обеспечения газовой смеси, содержащей частичную концентрацию кислорода, по существу, предотвращает избыточный теплоперенос к конвейеру.
3. Аппарат по п.1, который дополнительно содержит направляющую для позиционирования множества изогнутых хирургических игл, чтобы, по существу, центрировать множество изогнутых хирургических игл внутри отверстия корпуса.
4. Аппарат по п.1, который дополнительно содержит первую направляющую для позиционирования множества изогнутых хирургических игл, чтобы, по существу, центрировать множество изогнутых хирургических игл внутри отверстия корпуса, где первая направляющая для позиционирования множества изогнутых хирургических игл расположена между корпусом и источником изогнутых хирургических игл.
5. Аппарат по п.1, в котором конвейер содержит ленту или множество лент, к которым прикреплено множество изогнутых хирургических игл.
6. Аппарат по п.5, в котором множество изогнутых хирургических игл адгезивно прикреплено к ленте или множеству лент.
7. Аппарат по п.5, в котором множество изогнутых хирургических игл приварено к ленте или множеству лент.
8. Аппарат по п.1, в котором источник изогнутых хирургических игл содержит подающую катушку.
9. Аппарат по п.1, в котором приемник содержит приемную катушку.
10. Аппарат по п.4, который дополнительно содержит вторую направляющую для позиционирования множества изогнутых хирургических игл, чтобы, по существу, центрировать множество изогнутых хирургических игл внутри отверстия корпуса, где вторая направляющая для позиционирования множества изогнутых хирургических игл расположена между корпусом и приемником.
11. Способ термической обработки и окрашивания множества изогнутых хирургических игл, обеспечивающий окрашивание и увеличение жесткости и пластического изгибающего момента изогнутых хирургических игл, включающий следующие этапы:
а) переносят множество изогнутых хирургических игл от источника изогнутых хирургических игл к приемнику;
b) нагревают множество изогнутых хирургических игл до температуры ниже температуры рекристаллизации изогнутых хирургических игл, при прохождении множества изогнутых хирургических игл от источника изогнутых хирургических игл к приемнику;
c) обеспечивают газовую смесь, содержащую частичную концентрацию кислорода; и
d) окрашивают поверхности множества изогнутых хирургических игл во время нагрева при прохождении множества хирургических игл сквозь данную газовую смесь, содержащую частичную концентрацию кислорода.
12. Способ по п.11, в котором множество изогнутых хирургических игл нагревают до температуры в диапазоне от приблизительно 350 до приблизительно 1900°С в течение от приблизительно 1 с до приблизительно 5 мин.
13. Способ по п.11, в котором множество изогнутых хирургических игл нагревают до температуры в диапазоне от приблизительно 400 до приблизительно 1650°С в течение от приблизительно 2 с до приблизительно 5 мин.
14. Способ по п.11, в котором множество изогнутых хирургических игл выполнено из вольфрамового сплава.
15. Способ по п.14, в котором множество изогнутых хирургических игл выполнено из, по меньшей мере, одного или более металлов, выбранных из группы, состоящей из рения, тантала или молибдена.
16. Способ по п.15, в котором множество изогнутых хирургических игл выполнено из сплава, содержащего до 30 мас.% рения и остальное вольфрам.
17. Способ по п.11, в котором при упомянутом этапе переноса используют конвейер и упомянутый этап нагрева выполняют внутри корпуса, расположенного вблизи конвейера, причем корпус имеет первый конец, второй конец и отверстие, идущее от первого конца ко второму концу, где отверстие выровнено относительно конвейера, позволяя множеству изогнутых хирургических игл проходить сквозь него, и источник тепла расположен внутри данного корпуса для нагрева множества изогнутых хирургических игл, когда множество изогнутых хирургических игл переносят от первого конца корпуса ко второму концу корпуса.
18. Способ по п.17, который дополнительно включает этап направления множества изогнутых хирургических игл так, чтобы, по существу, центрировать множество изогнутых хирургических игл внутри данного отверстия данного корпуса.
19. Способ по п.11, в котором газовая смесь, содержащая частичную концентрацию кислорода для окисления и окрашивания поверхностей множества изогнутых хирургических игл, по существу, предотвращает избыточный теплоперенос к конвейеру.
| US 5630268 А, 20.05.1997 | |||
| СПОСОБ ОБРАБОТКИ ХИРУРГИЧЕСКИХ ИГЛ | 2005 |
|
RU2294970C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| FR 1415939 А, 20.09.1965 | |||
| Воздуховод | 1977 |
|
SU621350A1 |

