Изобретение относится к технологии получения износостойких материалов с помощью энергии взрывчатых веществ (ВВ) и может быть использовано при изготовлении пар трения, тормозных устройств и т.п., предназначенных для эксплуатации в условиях агрессивных сред.
Известен способ одновременного получения износостойких покрытий с регулярной волнообразной поверхностью на поверхностях пластин из титана и стали, при котором осуществляют сварку взрывом пластин титана и стали, а затем проводят высокотемпературную термическую обработку сваренной заготовки для формирования на границах раздела металлов интерметаллидной диффузионной прослойки заданной толщины, сварку осуществляют на режимах, обеспечивающих амплитуду волн в зоне соединения металлов, равную 0,18-0,37 мм, при этом процесс ведут при скорости соударения свариваемых пластин, равной 440-650 м/с, и строго регламентированной скорости детонации взрывчатого вещества, термическую обработку сваренной заготовки осуществляют путем нагрева до температуры 900-950°С и выдерживают при этой температуре в вакуумной печи 10-14 ч до получения в сформированной при сварке взрывом волнообразной зоне соединения титана и стали интерметаллидной диффузионной прослойки толщиной 160-300 мкм, после чего заготовку охлаждают вместе с печью, а затем осуществляют дополнительный нагрев, до температуры 930-950°С, выдержку при этой температуре 3-8 мин и охлаждают заготовку в воде для отделения пластин титана от стали по диффузионной прослойке с формированием при этом на пластинах титана и стали высокотвердых износостойких покрытий с регулярной волнообразной поверхностью (патент РФ №2350442, МПК В23К 20/08; опубл. 27.03.2009, бюл. №9).
Данный способ имеет невысокий технический уровень, что обусловлено наличием в схеме сварки взрывом всего лишь двух разнородных металлических слоев, что приводит к получению в результате сварки взрывом, последующей термообработки, дополнительной термической обработки с последующим ускоренным охлаждением в воде для отделения пластин титана от стали по диффузионной прослойке, износостойких покрытий на пластине из титана толщиной, не превышающей 0,2 мм, а на стали - 0,1 мм, поэтому в парах трения такие слои быстро изнашиваются, величина допускаемого износа в таких материалах не превышает толщины покрытий, то есть не более 0,1-0,2 мм, что весьма ограничивает применение таких материалов в парах трения, предназначенных для длительных сроков эксплуатации, в условиях агрессивных сред.
Наиболее близким по техническому уровню и достигаемому результату является способ получения композиционного материала титан-сталь, обладающего повышенным термическим сопротивлением в поперечном направлении и повышенной теплопроводностью вдоль металлических слоев, а также высокой стойкостью к разрушению в условиях изгибающих нагрузок, который может быть также использован и в качестве износостойкого материала в случае расположения его слоев перпендикулярно или с наклоном относительно трущегося объекта, при этом величина его допускаемого износа велика и может достигать 70-80% его размера в направлении изнашивания.
В этом способе, включающем составление пакета из чередующихся слоев титана и стали, размещение над ним заряда взрывчатого вещества, осуществление сварки взрывом, горячую прокатку и отжиг сваренной заготовки, предварительно составляют трехслойный пакет с размещением между пластинами титана стальной пластины с соотношением толщин слоев 1:(0,33-0,4) при толщине слоя стали 2-4 мм, сварку взрывом осуществляют при отношении удельной массы заряда взрывчатого вещества к сумме удельных масс титанового и стального слоя, равном 1,92-2,29, и скорости детонации заряда взрывчатого вещества 2150-2400 м/с, последующую горячую прокатку сваренного трехслойного пакета проводят с обжатием 64-87% при температуре 680-720°С, производят разделку пакета на мерные трехслойные заготовки, из которых составляют многослойный пакет под сварку взрывом, осуществляют сварку взрывом при отношении удельной массы заряда взрывчатого вещества к сумме удельных масс метаемых слоев многослойного пакета, равном 0,79-1,03, и скорости детонации заряда взрывчатого вещества 2150-3100 м/с, затем производят дополнительную горячую прокатку сваренного многослойного пакета при температуре 680-720°С с обжатием 90-98%, после чего проводят отжиг при температуре 700-800°С в течение 0,1-0,75 ч с последующим охлаждением на воздухе (патент РФ №2293004, МПК В23К 20/08, В32В 7/04, опубл. 10.02.2007, бюл. №4 - прототип).
Данный способ имеет невысокий технический уровень, что обусловлено возможностью получения по этому способу композиционных материалов толщиной до 3 мм с интерметаллидными прослойками, толщина которых не превышает 10 мкм. При использовании таких материалов в парах трения скорость их изнашивания (отношение величины износа ко времени изнашивания) оказывается весьма высокой, а это крайне ограничивает возможные области применения таких материалов в парах трения, предназначенных для длительной эксплуатации в условиях агрессивных сред.
В связи с этим важнейшей задачей является создание нового способа получения композиционного материала титан-сталь с пониженной скоростью изнашивания, с повышенной величиной допускаемого износа, не изменяющего своих служебных свойств даже после значительного износа рабочей поверхности и длительной эксплуатации в условиях агрессивных сред, на базе нового технологического цикла сварки взрывом пятислойных пакетов из коррозионно-стойкой стали и титана с последующей их сваркой взрывом, горячей прокаткой, поэтапной сваркой взрывом многослойных пакетов из прокатанных заготовок между собой, отжигом полученной заготовки с формированием интерметаллидных прослоек оптимальной толщины с повышенной твердостью и износостойкостью, не склонных к хрупкому разрушению в условиях циклических нагрузок.
Техническим результатом заявленного способа является создание нового технологического цикла, обеспечивающего с помощью поэтапной сварки взрывом многослойных пакетов из коррозионно-стойкой стали и титана, обеспечивающего высокое качество соединения металлов на всех межслойных границах без расслоений и других дефектов, а также в результате силового и термического воздействия на сваренные заготовки с формированием при этом между стальными и титановыми слоями интерметаллидных прослоек оптимальной толщины, получение многослойного композиционного материала титан-сталь с пониженной скоростью изнашивания, обладающего также повышенной величиной допускаемого износа, пригодного для длительной эксплуатации в условиях агрессивных сред.
Указанный технический результат достигается тем, что в способе получения композиционного материала титан-сталь, включающем составление пакета из слоев титана и стали, размещение над ним заряда взрывчатого вещества, осуществление сварки взрывом, горячую прокатку, составление многослойного пакета из прокатанных композиционных заготовок с последующей его сваркой взрывом, отжиг сваренного многослойного пакета для формирования на границах раздела сваренных между собой металлов сплошных интерметаллидных прослоек с охлаждением на воздухе, составляют пятислойные пакеты под сварку взрывом из чередующихся слоев коррозионно-стойкой стали и титана с соотношением толщин слоев стали и титана 1:(0,8-1) при толщине каждого слоя стали 2-3 мм, сварку взрывом каждого пакета осуществляют при скорости детонации ВВ 2400-2750 м/с, при этом высоту заряда ВВ и сварочные зазоры между пластинами в каждом пакете выбирают из условия получения скоростей соударения их между собой в пределах 470-670 м/с, затем производят горячую прокатку сваренных заготовок при температуре 720-740°С с обжатием 75-84%, затем составляют два многослойных пакета под сварку взрывом, содержащих 6-8 прокатанных пятислойных заготовок, которую осуществляют при скорости детонации ВВ 2400-3100 м/с, при этом высоту заряда ВВ и сварочные зазоры между прокатанными пятислойными композиционными заготовками в каждом многослойном пакете выбирают из условия получения скоростей соударения их между собой в пределах 440-610 м/с, после этого полученные многослойные заготовки соединяют сваркой взрывом при скорости детонации ВВ 2400-3100 м/с, при этом высоту заряда ВВ и сварочный зазор между многослойными заготовками выбирают из условия получения скорости соударения их между собой в пределах 370-470 м/с, затем производят отжиг сваренного многослойного пакета при температуре 900-1000°С в течение 1-7 ч.
Новый способ получения композиционного материала титан-сталь имеет существенные отличия по сравнению с прототипом как по строению и свойствам полученного материала, так и по совокупности технологических приемов воздействия на свариваемые пакеты и режимов осуществления способа. Так предложено составлять пятислойные пакеты под сварку взрывом из чередующихся слоев коррозионно-стойкой стали и титана с соотношением толщин слоев стали и титана 1:(0,8-1) при толщине каждого слоя стали 2-3 мм, что облегчает при соблюдении предлагаемых режимов сварки взрывом получение качественных сварных соединений между стальными и титановыми слоями, обеспечивает высокую коррозионную стойкость получаемого материала в агрессивных средах и минимальный расход дорогостоящего титана на единицу массы изделия. Толщина каждого слоя стали более 3 мм и соотношение толщин слоев стали и титана выше верхнего предлагаемого предела приводит к нежелательному повышению объемных долей стали и титана в получаемом материале, что способствует чрезмерному снижению объемной доли интерметаллидных прослоек в расчете на одно изделие, а это, в свою очередь, приводит к повышению скорости его изнашивания. При толщине каждого слоя стали менее 2 мм и соотношении толщин слоев стали и титана ниже нижнего предлагаемого предела в процессе отжига многослойных заготовок возможна диффузия железа и титана на всю толщину металлических слоев, что может привести к существенному повышению хрупкости получаемого материала и к невозможности его использования в парах трения в условиях циклических нагрузок.
Предложено сварку взрывом каждого пятислойного пакета осуществлять при скорости детонации взрывчатого вещества (ВВ) 2400-2750 м/с, при этом высоту заряда ВВ и сварочные зазоры между пластинами в каждом пакете выбирать из условия получения скоростей соударения их между собой в пределах 470-670 м/с, что обеспечивает качественную сварку всех разнородных металлических слоев в пакете без нарушений сплошности и неконтролируемых деформаций, снижающих качество получаемых заготовок. При скорости детонации ВВ и скоростях соударения между металлическими слоями в каждом пакете ниже нижних предлагаемых пределов возможно появление непроваров в зонах соединения слоев, а при последующей горячей прокатке сваренных пакетов может происходить их частичное и даже полное расслоение. При скорости детонации ВВ и скоростях соударения между пластинами в каждом пакете выше верхних предлагаемых пределов в зонах соединения слоев возможно появление участков с хрупкими интерметаллидными фазами, что, при последующей горячей прокатке, может приводить к частичным расслоениям в зонах соединения слоев, а это, в свою очередь, приводит к снижению прочностных свойств получаемого материала. Кроме того, при этих режимах сварки возможны неконтролируемые деформации металлических слоев с нарушениями их сплошности, что может привести к невозможности дальнейшего использования сваренных заготовок.
Предложено производить горячую прокатку сваренных пятислойных заготовок при температуре 720-740°С с обжатием 75-84%, что приводит к увеличению их длины и ширины с одновременным уменьшением толщины стальных и титановых слоев до оптимальных размеров. При температуре горячей прокатки ниже 720°С в титановых слоях возможно появление микротрещин, снижающих служебные свойства получаемого материала. Температура прокатки выше 740°С является избыточной, поскольку при этом возрастают непроизводительные энергетические затраты на получение продукции. Обжатие сваренных пятислойных заготовок менее 75% приводит к избыточному повышению объемной доли металлических слоев в получаемом материале, что приводит к повышению скорости его изнашивания в парах трения. Обжатие заготовок более 84% может приводить к повышению хрупкости получаемого материала в условиях циклических нагрузок из-за возможности диффузии железа и титана на всю толщину металлических слоев.
Предложено составлять два многослойных пакета под сварку взрывом, содержащих 6-8 прокатанных композиционных пятислойных заготовок, что создает необходимые условия для получения качественных сварных соединений между всеми свариваемыми заготовками и формирования при отжиге необходимого для повышенной износостойкости количества интерметаллидных прослоек. Благодаря оптимальному расположению стальных слоев в свариваемых пакетах, свариваются между собой на данном этапе лишь однородные стальные слои, что значительно расширяет возможный диапазон режимов сварки взрывом, способствует получению сварных соединений высокого качества. При количестве прокатанных композиционных пятислойных заготовок в многослойных пакетах менее 6 не обеспечивается необходимое количество межслойных границ, что приводит к формированию при отжиге недостаточного количества интерметаллидных прослоек, а это, в свою очередь, приводит к повышению скорости изнашивания получаемого материала в парах трения. При количестве этих заготовок более 8 возможно появление непроваров в зонах соединения стальных слоев при сварке взрывом, а это может привести к разрушению изделий из получаемого материала в процессе их эксплуатации.
Предложено сварку взрывом каждого из двух многослойных пакетов осуществлять при скорости детонации ВВ 2400-3100 м/с, при этом высоту заряда ВВ и сварочные зазоры между прокатанными пятислойными композиционными заготовками в каждом многослойном пакете выбирать из условия получения скоростей соударения их между собой в пределах 440-610 м/с, что обеспечивает получение качественных сварных соединений между всеми свариваемыми металлическими слоями. При скорости детонации ВВ и скоростях соударения ниже нижнего предлагаемого предела возможно появление непроваров в зонах соединения свариваемых заготовок, что снижает качество получаемого материала. Скорость детонации ВВ и скорости соударения заготовок в каждом многослойном пакете выше верхнего предлагаемого предела не способствуют улучшению качества получаемого материала, но может привести к неконтролируемым деформациям получаемой многослойной заготовки и к повышенному расходу ВВ в расчете на одно изделие.
Предложено полученные две многослойные заготовки соединять сваркой взрывом при скорости детонации ВВ 2400-3100 м/с, при этом высоту заряда ВВ и сварочные зазоры между многослойными заготовками выбирать из условия получения скорости соударения их между собой в пределах 370-470 м/с, что обеспечивает качественную сварку заготовок между собой. При скорости детонации ВВ и скорости соударения многослойных заготовок между собой ниже нижних предлагаемых пределов возможно появление непроваров в зоне соединения стальных слоев, что снижает качество получаемого материала. При скорости детонации ВВ и скорости соударения между ними выше верхних предлагаемых пределов возможны неконтролируемые деформации металлических слоев с нарушениями их сплошности.
Предложено производить отжиг сваренного многослойного пакета при температуре 900-1000°С в течение 1-7 ч. При этом происходит формирование между стальными и титановыми слоями сплошных интерметаллидных прослоек оптимальной толщины, обладающих высокой твердостью и стойкостью к хрупкому разрушению в условиях циклических нагрузок, что обеспечивает пониженную скорость изнашивания получаемого материала и его высокую долговечность в парах трения. При температуре и времени отжига ниже нижнего предлагаемого предела толщина получаемых интерметаллидных прослоек оказывается недостаточной, что снижает долговечность получаемого материала в парах трения. Температура и время отжига выше верхнего предлагаемого предела являются избыточными, поскольку толщина интерметаллидных прослоек становится чрезмерной, при этом повышается вероятность хрупкого разрушения получаемого материала в процессе его дальнейшей эксплуатации в парах трения в условиях циклических нагрузок.
Предлагаемый способ получения композиционного материала титан-сталь осуществляется в следующей последовательности. Очищают от окислов и загрязнений слои коррозионно-стойкой стали и титана, из которых составляют пятислойные пакеты под сварку взрывом из чередующихся слоев коррозионно-стойкой стали и титана с соотношением толщин слоев стали и титана 1:(0,8-1) при толщине каждого слоя стали 2-3 мм. Слои в пакетах располагают параллельно друг другу на расстоянии сварочных технологических зазоров. Укладывают полученные пакеты на плоские основания, размещенные на грунте. На поверхности каждого пакета располагают защитную прослойку из высокоэластичного материала, защищающую поверхность верхнего стального слоя от повреждений продуктами детонации ВВ, а на ее поверхности размещают контейнер с зарядом ВВ со скоростью детонации 2400-2750 м/с и осуществляют сварку взрывом с инициированием процесса детонации в каждом заряде ВВ также, как при последующих операциях сварки взрывом, с помощью электродетонатора и вспомогательного заряда ВВ, формирующего в каждом основном заряде ВВ фронт детонации, близкий к плоскому. При этом высоту заряда ВВ и сварочные зазоры между слоями в каждом пакете выбирают из условия получения скоростей соударения их между собой в пределах 470-670 м/с. Затем сваренные заготовки подвергают горячей прокатке при температуре 720-740°С с обжатием 75-84%, после чего обрезают боковые кромки с краевыми эффектами, очищают свариваемые поверхности от окислов и загрязнений, затем составляют два многослойных пакета под сварку взрывом, содержащих 6-8 прокатанных пятислойных заготовок, при этом пятислойные заготовки в каждом пакете располагают параллельно друг другу на расстоянии сварочных зазоров. Укладывают полученные многослойные пакеты на плоские основания, размещенные на грунте. На поверхности каждого пакета располагают защитную прослойку из высокоэластичного материала и контейнер с зарядом ВВ со скоростью детонации 2400-3100 м/с и осуществляют сварку взрывом, при этом высоту заряда ВВ и сварочные зазоры между прокатанными пятислойными заготовками в каждом пакете выбирают из условия получения скоростей соударения их при сварке взрывом 440-610 м/с. После этого одну из полученных многослойных заготовок располагают на плоском основании, размещенном на грунте, а параллельно ей на расстоянии сварочного зазора устанавливают вторую многослойную заготовку. Предварительно свариваемые поверхности очищают от окислов и загрязнений. На поверхности верхней заготовки располагают защитную прослойку из высокоэластичного материала и контейнер с зарядом ВВ со скоростью детонации 2400-3100 м/с и осуществляют сварку взрывом, при этом высоту заряда ВВ и сварочный зазор между многослойными заготовками выбирают из условия получения скорости соударения их между собой в пределах 370-470 м/с. Затем производят отжиг сваренного многослойного пакета в электропечи при температуре 900-1000°С в течение 1-7 ч для формирования между слоями стали и титана сплошных интерметаллидных прослоек, после чего охлаждают полученный композиционный материал титан-сталь на воздухе.
В результате получают многослойный композиционный материал титан-сталь, содержащий от 36 до 48 слоев коррозионно-стойкой стали, от 24 до 32 слоев титана, от 48 до 64 сплошных интерметаллидных прослоек толщиной 0,2-0,3 мм, расположенных между стальными и титановыми слоями, обладающий повышенной коррозионной стойкостью и величиной допускаемого износа в условиях длительной эксплуатации в условиях агрессивных сред, с пониженной в сравнении с прототипом в 3-8 раз скоростью изнашивания.
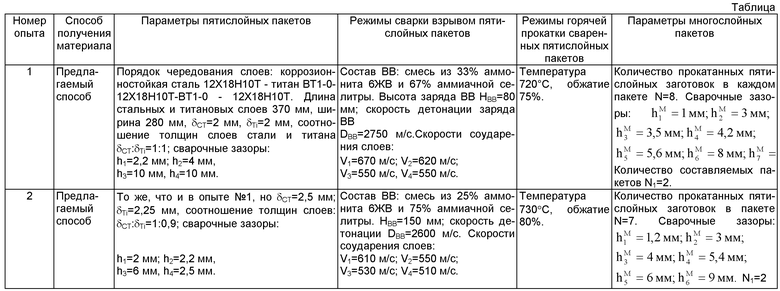
Пример 1 (см. таблицу, опыт 1).
Очищают от окислов и загрязнений слои из стали и титана, из которых составляют пятислойные пакеты под сварку взрывом из чередующихся слоев коррозионно-стойкой стали марки 12Х18Н10Т и титана марки ВТ1-0. Слои в пакетах располагают параллельно друг другу на расстоянии сварочных зазоров. Порядок чередования слоев в пакетах: сталь 12Х18Н10Т-титан ВТ1-0-12Х18Н10Т-ВТ1-0-12Х18Н10Т. Размеры стальных слоев: длина 370 мм, ширина 280 мм, толщина δст=2 мм. У титановых слоев длина и ширина такие же, как у стальных, их толщина δTi=2 мм. Соотношение толщин слоев стали и титана у всех пакетов одинаковое и равно 1:1. Укладывают полученные пакеты на плоские основания из древесно-стружечной плиты длиной 370 мм, шириной 280 мм, толщиной 18 мм, размещенные на грунте. При сборке пакетов предварительно, с помощью компьютерной технологии, определяют величину необходимых сварочных зазоров h1-h4, где h1 - зазор между первым (верхним) и следующим за ним вторым слоем, h2 - между вторым и третьим слоем и т.д. Для сварки взрывом пакетов выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2750 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры. Взрывчатое вещество помещают в контейнеры с обеспечением высоты заряда ВВ НВВ=80 мм, длиной 390 мм, шириной 300 мм и располагают их на поверхности каждого пакета. Предварительно на поверхности каждого пакета располагают защитную прослойку из высокоэластичного материала - резины толщиной 2 мм, защищающую поверхность верхнего стального слоя от повреждений продуктами детонации ВВ, а на ее поверхности размещают контейнер с зарядом ВВ.
Для получения скоростей соударения между собой металлических слоев в пакетах в пределах предлагаемого диапазона, при выбранных параметрах зарядов ВВ, величины сварочных зазоров равны: h1=2,2 мм, h2=4 мм, h3=10 мм, h4=10 мм, что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов: V1=670 м/с, V2=620 м/с, V3=V4=550 м/с, где V1 - скорость соударения первого слоя со вторым, V2 - второго с третьим и т.д.
После обрезки боковых кромок с краевыми эффектами сваренные заготовки подвергают горячей прокатке при температуре 720°С с обжатием 75% с последующей разделкой (резкой) на мерные заготовки длиной 260 мм, шириной 210 мм, толщиной 2,5 мм. После этого составляют два многослойных пакета под сварку взрывом, содержащих 8 прокатанных пятислойных заготовок в каждом. Предварительно свариваемые поверхности очищают от окислов и загрязнений, при этом пятислойные заготовки в каждом пакете располагают параллельно друг другу на расстоянии сварочных зазоров. Укладывают полученные пакеты на плоские основания из древесно-стружечной плиты длиной 260 мм, шириной 210 мм, толщиной 18 мм, размещенные на грунте. При сборке пакетов предварительно, с помощью компьютерной технологии, определяют величину необходимых сварочных зазоров  , где
, где  - зазор между первой (верхней) и следующей за ней второй прокатанной пятислойной заготовкой,
- зазор между первой (верхней) и следующей за ней второй прокатанной пятислойной заготовкой,  - между второй и третьей заготовками и т.д. Для сварки взрывом пакетов выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2400 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры. На каждый пакет укладывают защитную прослойку из резины толщиной 2 мм и размещают контейнер с зарядом ВВ длиной 280 мм, шириной 230 мм. Высота заряда ВВ НВВ=150 мм. Для получения скоростей соударения между собой металлических слоев в пакетах в пределах предлагаемого диапазона, при выбранных параметрах зарядов ВВ, величины сварочных зазоров равны:
- между второй и третьей заготовками и т.д. Для сварки взрывом пакетов выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2400 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры. На каждый пакет укладывают защитную прослойку из резины толщиной 2 мм и размещают контейнер с зарядом ВВ длиной 280 мм, шириной 230 мм. Высота заряда ВВ НВВ=150 мм. Для получения скоростей соударения между собой металлических слоев в пакетах в пределах предлагаемого диапазона, при выбранных параметрах зарядов ВВ, величины сварочных зазоров равны:  что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов:
что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов:  , где
, где  - скорость соударения первой прокатанной пятислойной заготовки со второй,
- скорость соударения первой прокатанной пятислойной заготовки со второй,  - второй с третьей и т.д. Сварку взрывом осуществляют с инициированием процесса детонации в зарядах ВВ с помощью электродетонаторов и вспомогательных зарядов ВВ.
- второй с третьей и т.д. Сварку взрывом осуществляют с инициированием процесса детонации в зарядах ВВ с помощью электродетонаторов и вспомогательных зарядов ВВ.
После правки сваренных многослойных пакетов на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами длина каждого из них 240 мм, ширина 190 мм, толщина 20 мм. Полученные многослойные заготовки соединяют сваркой взрывом. Для этого очищают их свариваемые поверхности от окислов и загрязнений, располагают одну из них на плоском основании из древесно-стружечной плиты длиной 240 мм, шириной 190 мм, толщиной 18 мм, размещенном на грунте. Вторую многослойную заголовку устанавливают параллельно первой на расстоянии сварочного зазора, рассчитанного с помощью компьютерной технологии.
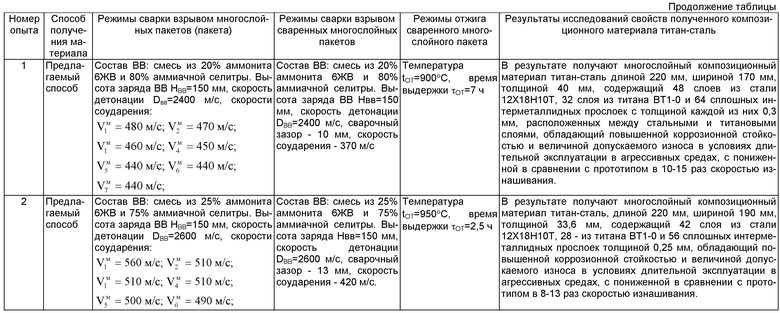
Для сварки взрывом многослойных заготовок выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2400 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры. На поверхности верхней заготовки размещают защитную прослойку из резины толщиной 2 мм и контейнер с зарядом ВВ длиной 260 мм, шириной 210 мм. Высота заряда ВВ НВВ=150 мм. Для получения скорости соударения заготовок между собой в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величина сварочного зазора равна 10 мм, что обеспечивает скорость их соударения при сварке взрывом, равную 370 м/с.
После правки сваренного многослойного пакета на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами на его боковые поверхности наносят удаляемую технологическую обмазку для защиты от воздействия воздушной атмосферы, например смесь жидкого стекла с оксидом хрома, устанавливают многослойный пакет в электропечи и производят отжиг при температуре 900°С в течение 7 ч для формирования между слоями стали и титана сплошных интерметаллидных прослоек, после чего охлаждают полученный композиционный материал титан-сталь на воздухе.
В результате получают многослойный композиционный материал титан-сталь в виде пластины длиной 220 мм, шириной 170 мм, толщиной 40 мм, содержащий 48 слоев из стали 12Х18Н10Т, 32 слоя из титана ВТ1-0 и 64 сплошных интерметаллидных прослоек с толщиной каждой из них 0,3 мм, расположенных между стальными и титановыми слоями, обладающий повышенной коррозионной стойкостью и величиной допускаемого износа в условиях длительной эксплуатации в агрессивных средах, с пониженной в сравнении с прототипом в 10-15 раз скоростью изнашивания.
Пример 2 (см. таблицу, опыт 2). То же, что в примере 1, но внесены следующие изменения. Длина стальных и титановых слоев в пятислойных пакетах 370 мм, ширина 280 мм. Толщина стальных слоев δСТ=2,5 мм, титановых - δTi=2,25 мм. Соотношение толщин слоев стали и титана у всех пятислойных пакетов δСТ:δTi=1:0,9. Для сварки взрывом пятислойных пакетов выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2600 м/с. Состав ВВ: смесь из 25% порошкообразного аммонита 6ЖВ и 75% аммиачной селитры. Высота заряда ВВ НВВ=150 мм, длина 390 мм, ширина 300 мм. Величины сварочных зазоров равны: h1=2 мм, h2=2,2 мм, h3=6 мм, h4=2,5 мм, что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов: V1=610 м/с, V2=550 м/с, V3=530 м/с, V4=510 м/с.
Горячую прокатку сваренных пятислойных пакетов осуществляют при температуре 730°С с обжатием 80%. После прокатки составляют два многослойных пакета под сварку взрывом, содержащих 7 прокатанных пятислойных заготовок в каждом. Длина каждой пятислойной заготовки 260 мм, ширина 230 мм, толщина 2,4 мм.
Для сварки взрывом многослойных пакетов используют ВВ со скоростью детонации DBB=2600 м/с. Состав ВВ: смесь из 25% порошкообразного аммонита 6ЖВ и 75% аммиачной селитры. Высота заряда ВВ НВВ=150 мм, величины сварочных зазоров равны:  , что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов:
, что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов:  После правки сваренных многослойных пакетов на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами длина каждого из них 240 мм, ширина 210 мм, толщина 16,8 мм.
После правки сваренных многослойных пакетов на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами длина каждого из них 240 мм, ширина 210 мм, толщина 16,8 мм.
Полученные многослойные заготовки соединяют сваркой взрывом с использованием ВВ со скоростью детонации DBB=2600 м/с. Состав ВВ: смесь из 25% порошкообразного аммонита 6ЖВ и 75% аммиачной селитры, высота заряда ВВ Нвв=150 мм, длина 260 мм, ширина 230 мм. Величина сварочного зазора равна 13 мм, что обеспечивает скорость их соударения при сварке взрывом, равную 420 м/с. После правки сваренного многослойного пакета на гидравлическом прессе и обрезки боковых кромок с краевыми производят отжиг сваренного многослойного пакета при температуре 950°С в течение 2,5 ч.
В результате получают многослойный композиционный материал титан-сталь, длиной 260 мм, шириной 230 мм, толщиной 33,6 мм, содержащий 42 слоя из стали 12Х18Н10Т, 28 - из титана ВТ1-0 и 56 сплошных интерметаллидных прослоек толщиной 0,25 мм, обладающий повышенной коррозионной стойкостью и величиной допускаемого износа в условиях длительной эксплуатации в агрессивных средах, с пониженной в сравнении с прототипом в 8-13 раз скоростью изнашивания.
Пример 3 (см. таблицу, опыт 3).
То же, что в примере 1, но внесены следующие изменения. Длина стальных и титановых слоев в пятислойных пакетах 370 мм, ширина 280 мм. Толщина стальных слоев δСТ=3 мм, титановых - δTi=2,4 мм. Соотношение толщин слоев стали и титана у всех пакетов δСТ:δTi=1:0,8. Для сварки взрывом пятислойных пакетов выбираем взрывчатое вещество из рекомендуемого диапазона со скоростью детонации DBB=2400 м/с. Состав ВВ: смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры. Высота заряда ВВ НВВ=150 мм, длина 390 мм, ширина 300 мм. Величины сварочных зазоров равны: h1=h2=2,2 мм, h3=11 мм, h4=2,2 мм, что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов: V1=540 м/с, V2=490 м/с, V3=520 м/с, V4=470 м/с.
Горячую прокатку сваренных пятислойных пакетов осуществляют при температуре 740°С с обжатием 84%. После прокатки составляют два многослойных пакета под сварку взрывом, содержащих 6 прокатанных пятислойных заготовок в каждом. Длина каждой пятислойной заготовки 330 мм, ширина 260 мм, толщина 2,2 мм. Для сварки взрывом многослойных пакетов используют ВВ со скоростью детонации DBB=3100 м/с. Состав ВВ: смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры. Высота заряда ВВ НВВ=150 мм, длина 350 мм, ширина 280 мм. Величины сварочных зазоров равны:  что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов:
что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах пакетов:  После правки сваренных многослойных пакетов на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами длина каждого из них 310 мм, ширина 240 мм, толщина 13,2 мм.
После правки сваренных многослойных пакетов на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами длина каждого из них 310 мм, ширина 240 мм, толщина 13,2 мм.
Полученные многослойные заготовки соединяют сваркой взрывом с использованием ВВ со скоростью детонации DBB=3100 м/с. Состав ВВ: смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры, высота заряда ВВ НВВ=150 мм, длина 330 мм, ширина 260 мм, величина сварочного зазора равна 7 мм, что обеспечивает скорость их соударения при сварке взрывом, равную 470 м/с.
После правки сваренного многослойного пакета на гидравлическом прессе и обрезки боковых кромок с краевыми производят отжиг сваренного многослойного пакета при температуре 1000°С в течение 1 ч.
В результате получают многослойный композиционный материал титан-сталь, длиной 290 мм, шириной 220 мм, толщиной 26,4 мм, содержащий 36 слоев из стали 12Х18Н10Т, 24 - из титана ВТ1-0 и 48 сплошных интерметаллидных прослоек толщиной 0,2 мм, обладающий повышенной коррозионной стойкостью и величиной допускаемого износа в условиях длительной эксплуатации в агрессивных средах, с пониженной в сравнении с прототипом в 7-10 раз скоростью изнашивания.
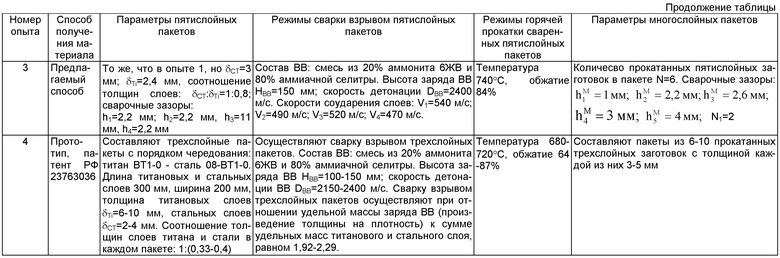
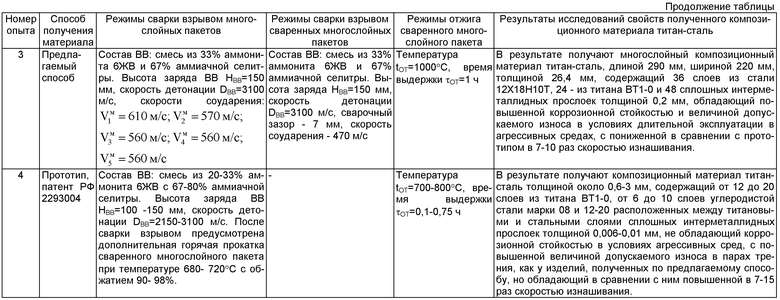
При получении композиционного материала титан-сталь по прототипу (см. таблицу, опыт 4) получают композиционный материал толщиной около 0,6-3мм, содержащий от 12 до 20 слоев из титана ВТ1-0, от 6 до 10 слоев углеродистой стали марки 08 и 12-20 расположенных между титановыми и стальными слоями сплошных интерметаллидных прослоек толщиной 0,006-0,01 мм, не обладающий коррозионной стойкостью в условиях агрессивных сред, с повышенной величиной допускаемого износа в парах трения, как у изделий, полученных по предлагаемому способу, но обладающий в сравнении с ним повышенной в 7-15 раз скоростью изнашивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН-СТАЛЬ | 2011 |
|
RU2463139C1 |
| Способ получения композиционного материала из меди, титана и стали | 2018 |
|
RU2685321C1 |
| Способ получения композиционного материала из меди, титана и стали | 2018 |
|
RU2685314C1 |
| Способ получения композиционного материала из меди, титана и стали | 2018 |
|
RU2682742C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН-АЛЮМИНИЙ | 2011 |
|
RU2463140C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2013 |
|
RU2533508C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ИНТЕРМЕТАЛЛИДНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ПЛАСТИНЫ | 2017 |
|
RU2649921C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2014 |
|
RU2560895C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2014 |
|
RU2560897C1 |
Изобретение может быть использовано при изготовлении с помощью энергии взрывчатых веществ (ВВ) износостойких материалов, в частности пар трения, тормозных устройств и т.п., предназначенных для эксплуатации в условиях агрессивных сред. Получают пятислойные заготовки из чередующихся слоев коррозионно-стойкой стали и титана, размещенных из условия соединения в последующей многослойной заготовке стальных слоев между собой. Производят горячую прокатку сваренных пятислойных заготовок и получают две многослойные заготовки из 6-8 полученных пятислойных заготовок путем сварки взрывом. Составляют многослойный пакет из двух полученных многослойных заготовок, которые соединяют сваркой взрывом. Производят отжиг сваренного многослойного пакета. В результате получают композиционный материал титан-сталь, содержащий до 48 слоев коррозионно-стойкой стали, до 32 слоев титана и до 64 сплошных интерметаллидных прослоек толщиной 0,2-0,3 мм, расположенных между стальными и титановыми слоями. Полученный материал обладает высокой коррозионной стойкостью и величиной допускаемого износа в условиях длительной эксплуатации в агрессивных средах, а также низкой скоростью изнашивания. 1 табл., 3 пр.
Способ получения композиционного материала титан-сталь, включающий получение сваркой взрывом многослойных заготовок из слоев титана и стали, составление многослойного пакета из полученных многослойных заготовок с последующей его сваркой взрывом, отжиг многослойного пакета для формирования на границах раздела сваренных между собой металлов сплошных интерметаллидных прослоек с охлаждением полученного композиционного материала на воздухе, отличающийся тем, что получают пятислойные заготовки из чередующихся слоев коррозионно-стойкой стали и титана, размещенных из условия сварки в последующей многослойной заготовке стальных слоев между собой, с соотношением толщин слоев стали и титана 1:(0,8-1) при толщине каждого слоя стали 2-3 мм путем сварки взрывом каждой из них при скорости детонации взрывчатого вещества (ВВ) 2400-2750 м/с, причем высоту заряда ВВ и сварочные зазоры между слоями при сварке каждой пятислойной заготовки выбирают из условия получения скоростей соударения слоев между собой в пределах 470-670 м/с, после чего производят горячую прокатку сваренных пятислойных заготовок при температуре 720-740°С с обжатием 75-84%, затем получают две многослойные заготовки из 6-8 полученных пятислойных заготовок путем сварки взрывом каждой из них при скорости детонации ВВ 2400-3100 м/с, при этом высоту заряда ВВ и сварочный зазор между пятислойными заготовками при сварке каждой из двух многослойных заготовок выбирают из условия получения скоростей соударения их между собой в пределах 440-610 м/с, а многослойный пакет составляют затем из двух полученных многослойных заготовок, которые соединяют сваркой взрывом при скорости детонации ВВ 2400-3100 м/с, при этом высоту заряда ВВ и сварочный зазор между свариваемыми многослойными заготовками выбирают из условия получения скорости соударения их между собой в пределах 370-470 м/с, а отжиг сваренного многослойного пакета производят при температуре 900-1000°С в течение 1-7 ч.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| RU 2005030 С1, 30.12.1993 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 4391403 А, 05.07.1983. | |||

