Предлагаемое изобретение относится к области автоматизации управления производством, в частности к автоматизации учета состояния производственного процесса на основе считывания в реальном времени штрихкодов, идентифицирующих выполнение его технологических операций, на автозаводе, и может быть использовано в мелкосерийном производстве коммерческих спецавтомобилей.
Уровень техники, имеющий отношение к автоматизированным системам управления работой предприятия (см., например, заявки на изобретения: №2006115394, G05B 15/00, 2007; №2005100593, G05B 13/00, 2006; №2004104444, G06F 17/60, 2005; патенты РФ на полезные модели: №64795, G06F 17/00, 2007; №64791, G05B 15/00, G06F 12/00, 2007; №44840, G05B 15/00, G11B 5/00, 2005; №43384, G06F 17/60, 2005; №37244, G06F 17/00, G06F 17/60, 2004; №27721, G06F 17/00, G06F 17/60, 2003; №20796, G05B 15/00, G11B 5/00, 2001; №18782, G06F 17/60, 2001), в целом многообразен и характеризуется, кроме современной тенденции отвечать требованиям интенсификации производства, недостаточно высокой эффективностью (практической отдачей) использования средств автоматизации в реальных производственных условиях вследствие отсутствия оптимального при изготовлении изделий конструктивного решения обратной связи: производство → автоматизированное управление.
В условиях мелкосерийного производства коммерческих изделий спрос на продуктивную автоматизированную систему управления на отечественных промышленных предприятиях особенно актуален и неудовлетворен известными приведенными выше разработками.
Анализ указанных выше и других аналогов (см., например, заявку на изобретение №2007109340, G07C 3/00, 2008; или патент РФ на полезную модель №17641, G06F 17/60, 2001) в итоге позволил выбрать из информационных источников способ-прототип, изложенный в статье К.Чилингарова «Technologies v4. Специализированная информационная система для машиностроительного предприятия». САПР и графика, 2006, №1.
Выбор указанного прототипа определился иным содержанием технической задачи автоматизированного управления и средств ее решения в аналогах, отраженных в следующей таблице.
Ознакомление с представленными в таблице аналогами и выбранным прототипом, представляющим собой способ, основанный на генерировании прямого потока задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций в электронном виде с ее последующим размещением на бумажных носителях с помощью технических средств автоматизированной системы учета изготовления коммерческих спецавтомобилей на автозаводе и вводе этой штрихкодовой информации на указанных бумажных носителях по окончании технологических операций в указанную автоматизированную систему с помощью контрольных сканеров при получении обратного потока оперативной информации о состоянии изготовления спецавтомобилей в электронном виде и его доставки на управленческие автоматизированные рабочие места (АРМ), подтверждает новизну технического результата заявляемого изобретения, заключающегося в повышении продуктивности автоматизированного инструментария для учета в интерактивном режиме состояния изготовления коммерческих спецавтомобилей за счет обеспечения оперативной оценки эффективности производственного процесса на автозаводе с большим количеством изделий постоянно меняющегося ассортимента в условиях мелкосерийного производства на одной и той же рабочей площадке производственного участка, а именно в повышении эффективности учета производственного процесса при повышенной ассортиментной динамике на ограниченной площадке производственного участка, оптимизации использования аппаратно-программных ресурсов и расширении технологического арсенала информационных систем, основанных на использовании штрихкодов.
Для этого предлагается способ автоматизированного учета изготовления коммерческих спецавтомобилей на автозаводе, представляющий собой динамичное формирование в реальном времени сквозных в структуре мелкосерийного производства автозавода прямого и обратного потоков носителей информации, соответственно о задании и состоянии производственного процесса, на основе сочетания электронных и бумажных носителей информации, в частности способ, основанный на генерировании прямого потока задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций в электронном виде с ее последующим размещением на бумажных носителях с помощью технических средств автоматизированной системы учета изготовления коммерческих спецавтомобилей на автозаводе и вводе этой штрихкодовой информации на указанных бумажных носителях по окончании технологических операций в указанную автоматизированную систему с помощью контрольных сканеров при получении обратного потока оперативной информации о состоянии изготовления спецавтомобилей в электронном виде и его доставки на управленческие автоматизированные рабочие места (АРМ).
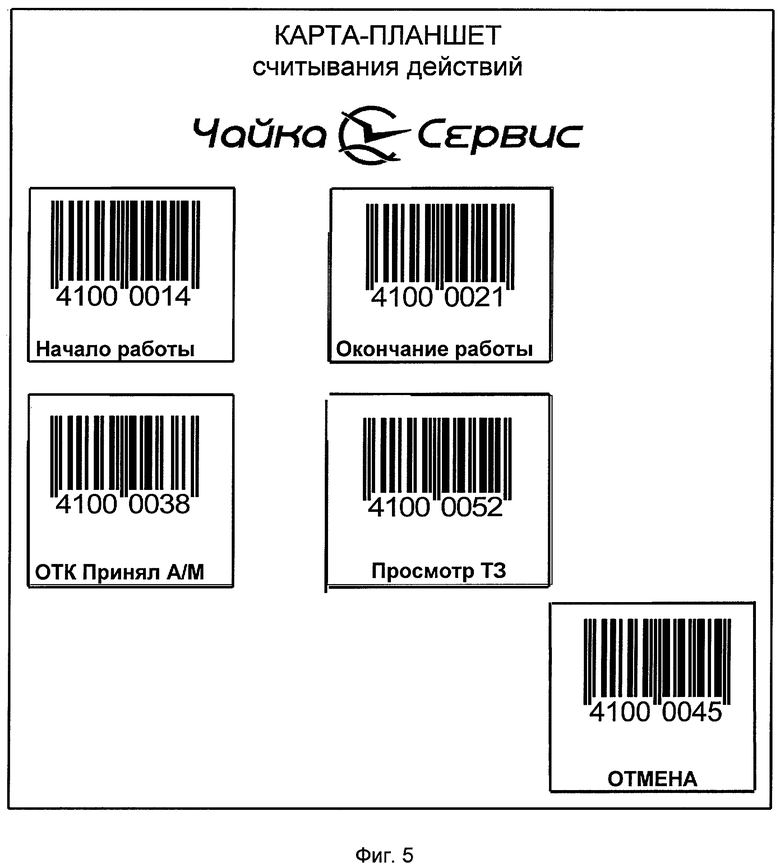
Причем формируют прямой поток бумажных носителей активной информации - карточек учета выполнения технологических операций в виде форм технического задания на изготовление спецавтомобилей на базе закупаемых шасси с набором штрихкодов, идентифицирующих техническое задание, закупленное базовое шасси, основные технологические операции изготовления спецавтомобиля, приемку технического контроля результата выполнения каждой из ответственных технологических операций и общую приемку технического контроля изготовленного спецавтомобиля в целом, и обратный поток цифровых сигналов считывания указанных штрихкодов, а также штрихкодов, нанесенных на карточки исполнителей технологических операций и исполнителей приемки технического контроля и на карты-планшеты производственных участков с соответствием штрихкодов на каждой карте-планшете произведенным действиям: просмотру исполнителями технологических операций технического задания, а также регистрации им начала и окончания выполнения основной технологической операции, с обработкой указанных цифровых сигналов до придания полученной информации учетной и/или отчетной формы, т.е. предлагаемый способ автоматизированного учета осуществляют в следующем порядке:
на этапе генерирования прямого потока задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций в электронном и бумажном виде перед выполнением технологических операций с помощью АРМ оформителя в составе компьютерной сети автозавода на основе электронных заявок менеджеров по закупкам-продажам и электронных технологических карт технологов готовят электронные формы задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций, которые через сервер указанной сети в виде электронных форм технических заданий со штрихкодами, идентифицирующими закупленное базовое шасси, основные технологические операции изготовления спецавтомобиля и приемку качества выполнения ответственных технологических операций и спецавтомобиля направляют на АРМ исполнителей - терминалы производственных участков автозавода, на которых с помощью принтеров выводят для исполнителей на бумажных носителях в виде карточек - технических заданий с указанным набором штрихкодов;
на этапе ввода с помощью контрольных сканеров учетной штрихкодовой информации на упомянутых бумажных носителях в автоматизированную систему учета изготовления коммерческих спецавтомобилей на автозаводе и получения в результате обратного потока оперативной информации о состоянии изготовления спецавтомобилей в электронном виде при выполнении технологических операций с помощью контрольного сканера на АРМ исполнителей - терминале производственного участка автозавода в интерактивном режиме обратной связи считывают штрихкоды карточек идентификации исполнителей основных технологических операций или их приемок, штрихкоды самих карточек - технических заданий и штрихкоды указанных в них основных технологических операций, а также штрихкоды просмотра исполнителем технического задания, начала и окончания основных технологических операций на отдельной карте-планшете производственного участка и после выполнения технологических операций аналогично считывают штрихкоды приемки качества выполнения ответственных технологических операций на карточках - технических заданиях или карте-планшете производственного участка, при этом результаты указанных считываний направляют на управленческие АРМ через сервер компьютерной сети автозавода, снабженный программным продуктом для электронной регистрации в реальном времени перечисленных штрихкодов и представления их в учетной форме.
Заявляемое изобретение соответствует требованию критерия патентоспособности: «изобретательский уровень», что подтверждается следующими доводами.
Известная система для управления производством (см. патент РФ на полезную модель №17641, G06F 17/60, 2001), построенная на базе нескольких автоматизированных рабочих мест - персональных ЭВМ, объединенных в локальную вычислительную сеть и работающую с единой базой данных, размещенной на жестком диске файл-сервера, позволяет оперативно создавать и анализировать динамичную картину состояния производства.
Создание картины состояния производства в этой системе на мониторах рабочих мест технолога, диспетчера, исполнителя, кладовщика, экономиста и руководителя в виде журналов записи событий и/или заданий для каждой из пяти стадий - «заявки на производство», «технологического задания», «выполненных операций», «приемки технического контроля» и «склада», характеризуется недостаточно высокой степенью автоматизации поддерживания записей в указанных журналах, отображающих процессы производства в динамике, в связи с необходимостью их генерирования (ручного и интерфейсного) каждым из перечисленных участников управления производством.
Что же касается известного способа электронной регистрации движения ресурсов в организациях с помощью средств автоматизации в виде карточек учета движения ресурсов со штрихкодами, автоматизированного рабочего места для регистрации движения ресурсов - персональной ЭВМ, подключенной к ЭВМ-серверу организации и сканера для считывания штрихкодов карточек учета движения ресурсов (см. заявку на изобретение №2007109340), в нем, несмотря на то что перечисленные средства автоматизации близки по составу заявляемой автоматизированной системе учета, они подобно подсистеме для слежения за состоянием производства в другом аналоге (см. патент РФ на полезную модель №43384) предназначены для учета не изготовления изделий, а движения ресурсов в ходе производства, в связи с чем нет прямого потока активной информации: карточка учета движения ресурсов выполняет пассивную подготовительную функцию для образования в реальном времени по ходу производственного процесса электронного обратного потока учетной информации, который информационно обеднен одним штрихкодом на одной карточке учета.
Таким образом предлагаемое формирование с помощью автоматизированных средств прямого и обратного потоков носителей информации обеспечивает повышение эффективности учета изготовления коммерческих спецавтомобилей на автозаводе за счет предлагаемой новой оптимизации сочетания электронных и бумажных (со штрихкодами) носителей информации, в частности заявляемый способ характеризуется вышеизложенными отличительными признаками, обеспечивающими за счет предлагаемого выигрышного сочетания особенностей генерирования прямого потока задаваемого учетного штрихкодового формата в электронном и бумажном виде, соответственно с помощью удаленного АРМ оформителя и принтера, размещенного непосредственно на терминале производственного участка (возможность оперативной подготовки, корректировки и доставки карточек-заданий), и получения обратного потока оперативной учетной информации на основе использования отдельной стационарной карты-планшета на производственном участке - отличительного интерактивного средства регистрации времени выполнения и приемки основных технологических операций (необходимое условие обеспечения в заявляемом изобретении управления динамикой изменения ассортимента продукции на малой производственной площади): повышение эффективности учета производственного процесса при повышенной ассортиментной динамике на ограниченной площадке производственного участка в результате оптимизации использования аппаратно-программных ресурсов и расширение технологического арсенала информационных систем, основанных на использовании штрихкодов.
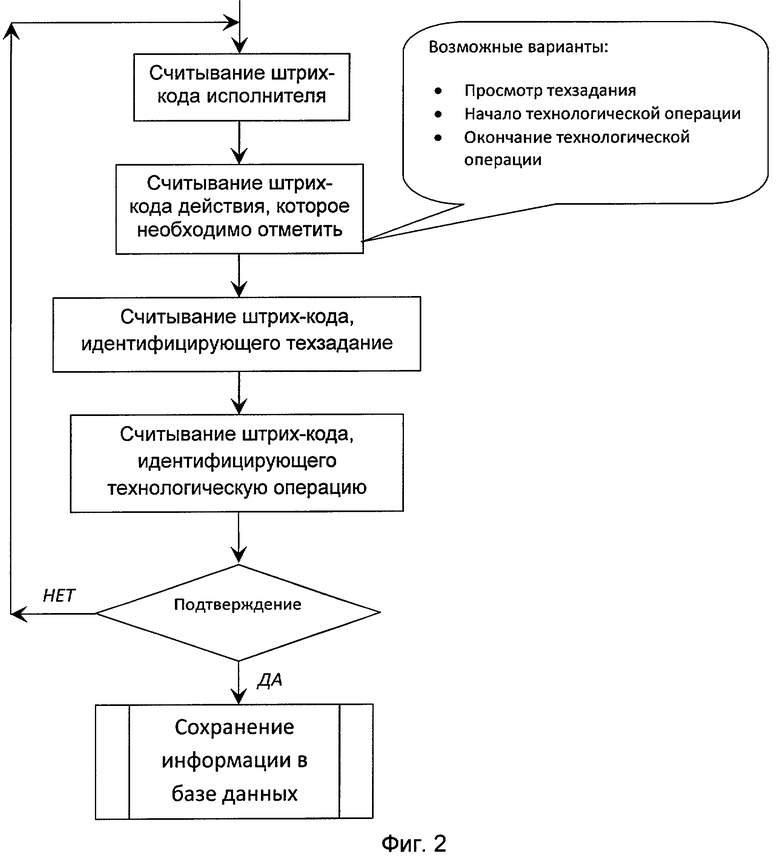
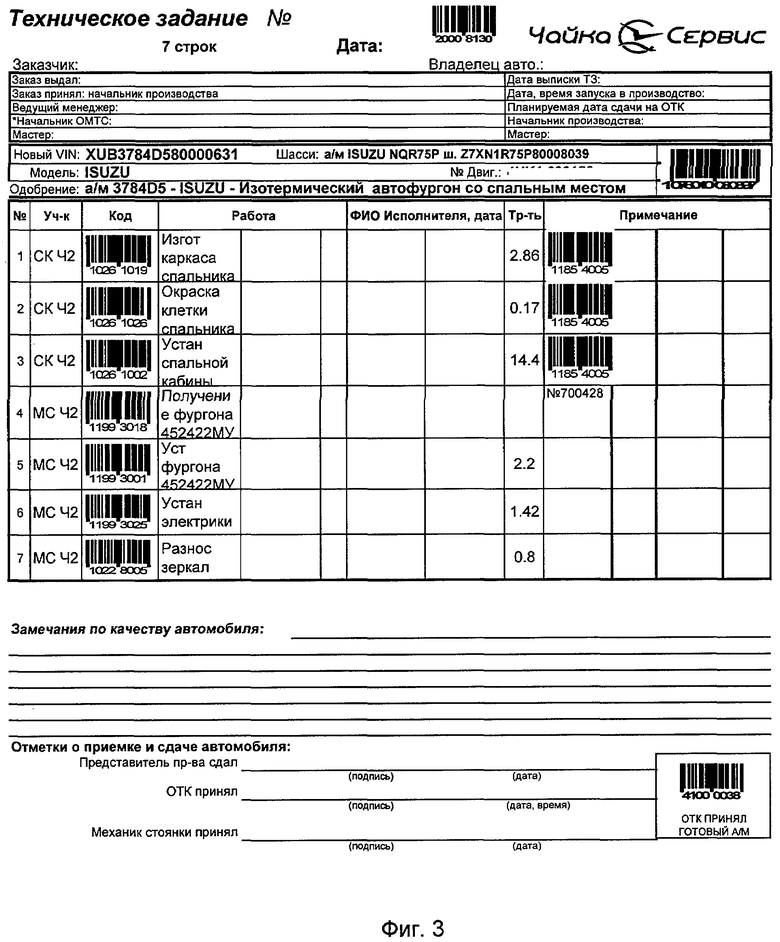
На фиг.1 приведена схема распределения потоков носителей информации при заявляемом автоматизированном учете изготовления коммерческих спецавтомобилей на автозаводе; на фиг.2 - блок-схема алгоритма считывания исполнителем технологических операций штрихкодов на бумажных носителях интерактивной обратной информации на автоматизированном рабочем месте - терминале производственного участка; на фиг.3 - пример реализации карточки учета выполнения технологических операций со штрихкодами в виде технического задания; на фиг.4 - пример реализации карточки идентификации исполнителя технологических операций или приемки технического контроля со штрихкодом; на фиг.5 - пример реализации карты-планшета для считывания исполнителями технологических операций указанных в ней действий в виде штрихкодов на автоматизированном рабочем месте - терминале производственного участка; на фиг.6 и 7 - образцы, соответственно учетной формы для начальника производства и экономиста и отчетной формы для главного менеджера, автоматически подготавливаемых в сервере автозавода данных считывания штрихкодов на бумажных носителях интерактивной обратной информации на автоматизированном рабочем месте - терминале производственного участка.
Автоматизированная система учета изготовления коммерческих спецавтомобилей на автозаводе для осуществления заявляемого способа содержит подключенные к серверу 1 компьютерной сети автозавода, снабженному программным продуктом (на основе программы - 1C: Предприятие. Версия 8.1), автоматизированные рабочие места главного менеджера 2, начальника производства 3, экономиста 4, оформителя техзаданий 5, менеджеров по закупкам-продажам 6 и технологов 7, а также размещенных (по одному) на производственных участках автоматизированных рабочих мест (терминалов) исполнителей технологических операций 8 со сканерами 9 для считывания штрихкодов (см. фиг.1).
При этом производственный участок оснащен принтером 10 в составе автоматизированного рабочего места 8 для подготовки в бумажном виде технического задания 11 со штрихкодами (см. фиг.3), а исполнитель технологических операций или приемки технического контроля снабжен карточкой его идентификации 12 со штрихкодом (см. фиг.4). Кроме того, на каждом производственном участке автозавода размещена карта-планшет 13 со штрихкодами (см. фиг.5) для оперативной регистрации начала и окончания выполнения основных технологических операций.
Функционирование предлагаемой автоматизированной системы учета, представляющее собой реализацию заявляемого способа, происходит следующим образом.
Формирование прямого потока бумажных носителей активной информации - карточек учета выполнения технологических операций в виде форм технического задания на изготовление спецавтомобилей на базе закупаемых шасси с набором штрихкодов, включает два этапа.
На первом этапе формирования прямого потока бумажных носителей на автоматизированном рабочем месте оформителя 5 (см. фиг.1) производится подготовка электронной формы технического задания, содержащей сведения о номере и дате самого технического задания и закупленном базовом шасси, и табличные строчки в виде перечня основных технологических операций изготовления спецавтомобиля с выделенными из них ответственными технологическими операциями с необходимой приемкой технического контроля результатов их выполнения, после интеграционной обработки поступающих на автоматизированное рабочее место 5 в электронном виде заявок на изготовление из автоматизированных рабочих мест менеджеров по закупкам-продажам 6 и технологических карт из автоматизированных рабочих мест технологов 7.
На втором этапе поступившая на сервер автозавода 1 (см. фиг.1) электронная форма технического задания с помощью указанного специализированного программного продукта доводится до рабочего вида (см. фиг.3) со штрихкодами, идентифицирующими техническое задание, закупленное базовое шасси, основные технологические операции изготовления спецавтомобиля, приемку технического контроля результата выполнения каждой из ответственных технологических операций и общую приемку технического контроля изготовленного спецавтомобиля в целом, после чего направляется на автоматизированное рабочее место - терминал 8 производственного участка автозавода, с которого с помощью принтера 10 выводится на бумажном носителе 11 в рабочем виде для исполнителей технологических операций и исполнителей приемки технического контроля.
Формирование обратного потока цифровых сигналов, полученных в результате считывания штрихкодов и обработанных до придания интерактивной информации учетной формы, включает также два этапа.
На первом этапе формирования обратного потока цифровых сигналов считывания штрихкодов исполнитель технологических операций с помощью сканера 9 (см. фиг.1) считывает в интерактивном режиме обратной связи в соответствии с алгоритмом считывания (см. фиг.2) штрихкод карточки 12 своей идентификации (см. фиг.4), штрихкоды карты-планшета 13 (см. фиг.5) для регистрации просмотра технического задания и начала выполнения данной основной технологической операции с последующей регистрацией окончания ее выполнения и штрихкоды технического задания 11 (см. фиг.3) для идентификации самого задания и данной основной технологической операции, а исполнитель приемки технического контроля также с помощью сканера 9 (см. фиг.1) считывает штрихкод карточки 12 для своей идентификации (см. фиг.4) и штрихкоды технического задания 11 (см. фиг.3) для регистрации приемки технического контроля результата выполнения данной ответственной основной технологической операции или общей приемки изготовленного спецавтомобиля в целом (для расширения оперативных возможностей регистрации общей приемки изготовленного автомобиля штрихкод ее идентификации продублирован на карте-планшете 13 (см. фиг.5)).
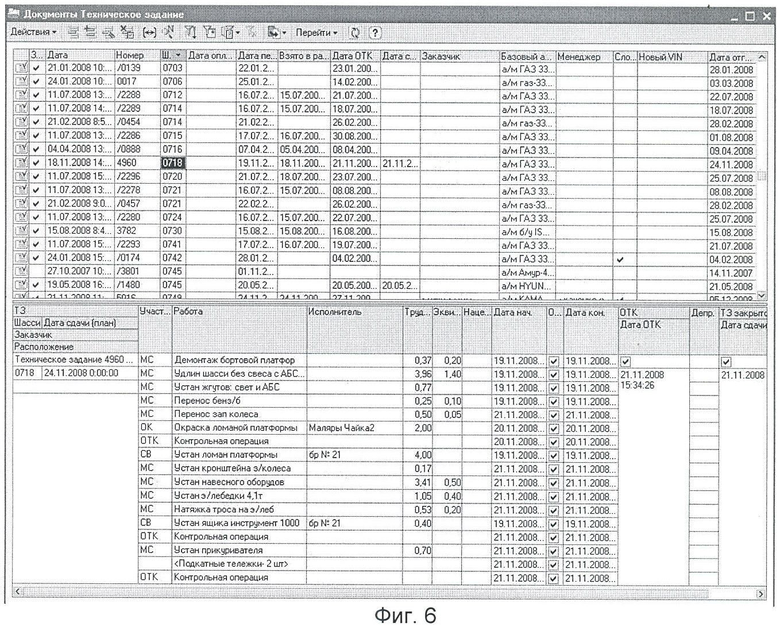
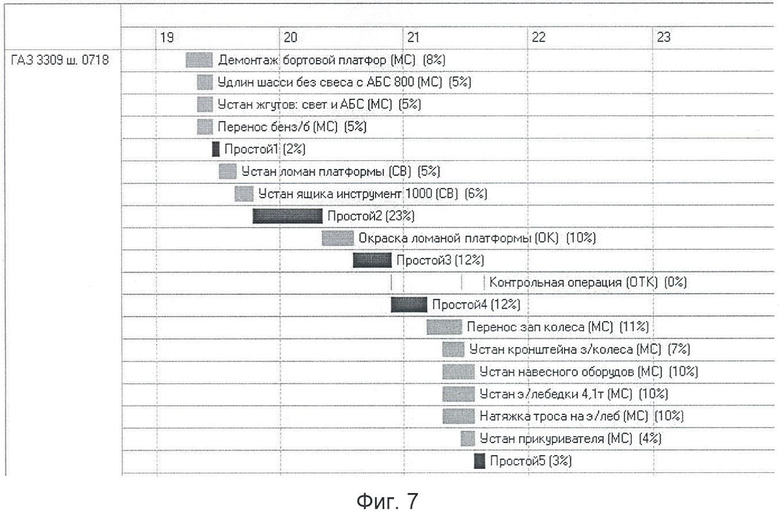
На втором этапе цифровые сигналы считывания указанных штрихкодов с автоматизированного рабочего места 8 поступают на сервер автозавода 1, в котором с помощью программного продукта проходят обработку, приобретая учетную форму (см. фиг.6) для пользователей - начальника производства и экономиста, и отчетную форму (см. фиг.7) для пользователя - главного менеджера автозавода, и поступают на автоматизированные рабочие места указанных пользователей.
В результате предлагаемое изобретение позволяет обеспечить оперативную оценку эффективности производственного процесса на автозаводе с большим количеством изделий постоянно меняющегося ассортимента в условиях мелкосерийного производства на одной и той же рабочей площадке производственного участка за счет совершенствования автоматизированного инструментария для учета в интерактивном режиме состояния изготовления коммерческих спецавтомобилей на автозаводе.
Изобретение относится к автоматизации учета состояния производственного процесса на основе считывания в реальном времени штрихкодов, идентифицирующих выполнение технологических операций на автозаводе, и может быть использовано в мелкосерийном производстве коммерческих спецавтомобилей. Технический результат - повышение эффективности учета производственного процесса при повышенной ассортиментной динамике на ограниченной площадке производственного участка, оптимизация использования аппаратно-программных ресурсов и расширение технологического арсенала информационных систем, основанных на использовании штрихкодов. Для достижения технического результата предлагается способ автоматизированного учета изготовления коммерческих спецавтомобилей на автозаводе. Предлагаемый способ заключается в генерировании прямого потока задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций, вводе этой штрихкодовой информации по окончании технологических операций в автоматизированную систему с помощью контрольных сканеров при получении обратного потока оперативной информации и доставки обратного потока на автоматизированные рабочие места. 7 ил.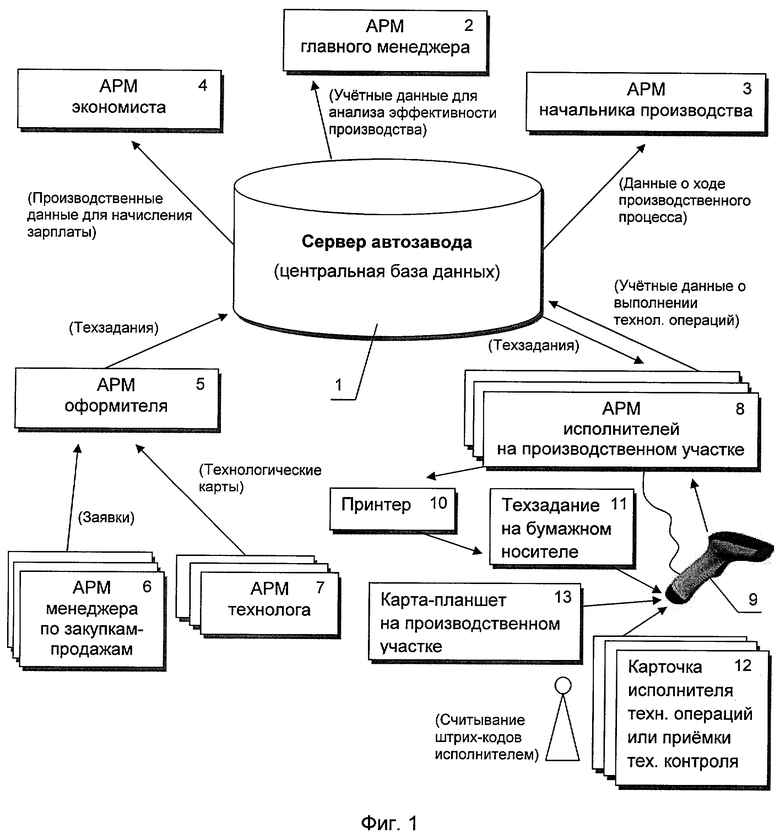
Способ автоматизированного учета изготовления коммерческих спецавтомобилей на автозаводе, основанный на генерировании прямого потока задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций в электронном виде с ее последующим размещением на бумажных носителях с помощью технических средств автоматизированной системы учета изготовления коммерческих спецавтомобилей на автозаводе и вводе этой штрихкодовой информации на указанных бумажных носителях по окончании технологических операций в указанную автоматизированную систему с помощью контрольных сканеров при получении обратного потока оперативной информации о состоянии изготовления спецавтомобилей в электронном виде и его доставки на управленческие автоматизированные рабочие места (АРМ), отличающийся тем, что предлагаемый способ автоматизированного учета осуществляют в следующем порядке:
на этапе генерирования прямого потока задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций в электронном и бумажном виде перед выполнением технологических операций с помощью АРМ оформителя в составе компьютерной сети автозавода на основе электронных заявок менеджеров по закупкам-продажам и электронных технологических карт технологов готовят электронные формы задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций, которые через сервер указанной сети в виде электронных форм технических заданий со штрихкодами, идентифицирующими закупленное базовое шасси, основные технологические операции изготовления спецавтомобиля и приемку качества выполнения ответственных технологических операций и спецавтомобиля направляют на АРМ исполнителей - терминалы производственных участков автозавода, на которых с помощью принтеров выводят для исполнителей на бумажных носителях в виде карточек - технических заданий с указанным набором штрихкодов;
на этапе ввода с помощью контрольных сканеров учетной штрихкодовой информации на упомянутых бумажных носителях в автоматизированную систему учета изготовления коммерческих спецавтомобилей на автозаводе и получения в результате обратного потока оперативной информации о состоянии изготовления спецавтомобилей в электронном виде при выполнении технологических операций с помощью контрольного сканера на АРМ исполнителей - терминале производственного участка автозавода в интерактивном режиме обратной связи считывают штрихкоды карточек идентификации исполнителей основных технологических операций или их приемок, штрихкоды самих карточек - технических заданий и штрихкоды указанных в них основных технологических операций, а также штрихкоды просмотра исполнителем технического задания, начала и окончания основных технологических операций на отдельной карте-планшете производственного участка и после выполнения ответственных технологических операций аналогично считывают штрихкоды приемки качества выполнения ответственных технологических операций на карточках - технических заданиях или карте-планшете производственного участка, при этом результаты указанных считываний направляют на управленческие АРМ через сервер компьютерной сети автозавода, снабженный программным продуктом для электронной регистрации в реальном времени перечисленных штрихкодов и представления их в учетной форме.
| RU 2007109340 А, 20.09.2008 | |||
| СПОСОБ ИДЕНТИФИКАЦИИ И УЧЕТА МАРКИРОВАННЫХ ОБЪЕКТОВ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2216776C2 |
| Обмотка якоря для машины постоянного тока | 1930 |
|
SU43384A1 |
| RU 2004104444 А, 27.07.2005 | |||
| Способ получения вяжущих растворов с высоким удельным весом | 1947 |
|
SU73516A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ПОДЛИННОСТИ КОНТРОЛИРУЕМОГО ОБЪЕКТА | 1998 |
|
RU2132569C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

