Предлагаемое изобретение относится к области электрического нагрева и может быть использовано при изготовлении толстопленочных резистивных нагревательных элементов для систем электрического обогрева жилых, общественных и промышленных помещений, а также для использования в бытовых, медицинских, сельскохозяйственных и других технических приборах.
Известен способ изготовления плоского резистивного нагревателя [патент РФ №2058672 Н05В 3/28, 1993 г.], при котором на подложке формируют подслой, диэлектрический и резистивный слои методом плазменного напыления и при этом выполняют взаимное перемещение подложки и плазмотрона с заданной относительной скоростью, формирование резистивного слоя выполняют многократным сканированием с относительной скоростью взаимного перемещения подложки и плазмотрона 200 - 600 м/мин. Данный способ обеспечивает формирование резистивной дорожки толщиной 50-250 мкм со стабильным электросопротивлением.
Известен способ изготовления электронагревателя [патент РФ №2141744 Н05В 3/28, Н05В 3/12, Н05В 3/14, С23С 14/35, 1997 г.], основанный на ионном напылении резистивного материала (тантал, нержавеющая сталь и т.п.) в среде активного и инертного газов в магнитном поле с соблюдением соотношения парциального давления активного газа к парциальному давлению, инертного как 1:10 при плотности ионного тока 200-220 мА/см2. Данным способом получают резистивные пленки толщиной 1-2 мкм и нагревательные приборы площадью от 10 до 2000 кв.см.
Известен способ изготовления толстопленочного резистивного элемента [патент РФ №2054720, Н01С 7/00, 1992 г.]. Способ осуществляется следующим образом. Изготавливают изолирующую, защитную и резистивные пасты. Подготавливают подложку и наносят на нее защитный, резистивный и изолирующий слои методом сеткотрафаретной печати. Нанесенные слои сушат в сушильном шкафу и вжигают при заданной температуре.
Известен способ изготовления пленочного электронагревателя (варианты) [патент РФ №2394398 Н05В 3/16, 2010 г.]. Способ по первому варианту заключается в нанесении на диэлектрическую подложку токопроводящего покрытия толщиной от 10 нм до 10 мкм в виде, по меньшей мере, одной полосы различной формы, с дальнейшим присоединением выводов и нанесением защитного покрытия из диэлектрического материла. Способ по второму варианту заключается в нанесении токопроводящего покрытия толщиной от 10 нм до 10 мкм на диэлектрическую подложку с дальнейшим вырубанием из нее резистивного излучающего элемента различной конфигурации, размещаемого между двух слоев из диэлектрического материала с последующим присоединением выводов и соединением всех слоев. Способ по третьему варианту включает получение резистивного излучающего элемента нанесением токопроводящего покрытия толщиной от 10 нм до 10 мкм на диэлектрическую подложку в виде полосы, при этом вдоль краев подложки оставляют поля без токопроводящего покрытия, выполнением щелевидных отверстий одинаковой формы, выступающих за границу напыленной полосы, нанесением шин питания с выводами на поля ленты с отсутствующим напылением, присоединение с обеих сторон слоев из диэлектрического материала. Варьируя длину и ширину полос резистивного излучающего элемента, можно получить различную мощность излучения пленочного электронагревателя, тем самым увеличить КПД без изменения его габаритных размеров.
Ближайшим аналогом является способ изготовления толстопленочного нагревателя [Заявка РФ №97111887/09(011672), Н05В 3/28, 1999 г.[, включающий подготовку подложки и последующее нанесение на нее изолирующего, резистивного и защитного слоев, причем резистивный слой изготавливают методом сеткотрафаретной печати, а изолирующий и защитный слои изготавливают методом пневмоэлектростатического нанесения.
Недостатком известных способов является: низкая производительность и сложность технологического процесса, который требует специальной подготовки поверхности. Наличие на подложке дефектов в виде «царапин», «углублений» вызывает локальные дефекты в резистивном слое, что значительно снижает надежность работы нагревательного элемента. С помощью ионного напыления формируются тонкие резистивные пленки с низким значением удельной мощности, а при использовании других методов формирование и контроль резистивного слоя в виде толстой пленки происходят за несколько операций, что также усложняет технологический процесс производства.
Задачей предлагаемого изобретения является создание способа, позволяющего оптимизировать технологический процесс изготовления резистивного нагревателя с увеличением производительности, при снижении времени технологического процесса и снижении расхода материала повысить надежность, устраняя локальные дефекты на подложке в виде «царапин», «углублений».
Поставленная цель достигается тем, что в известном способе изготовления толстопленочного резистивного нагревателя, включающем подготовку подложки и последующее нанесение на нее изолирующего, резистивного и защитного слоев, защитный слой изготавливают методом пневмоэлектростатического нанесения, изолирующий слой наносят пневноэлектростатическим методом на токопроводящий слой, который нанесен на поверхность подложки методом сеткотрафаретной печати, резистивный слой формируют как минимум из двух слоев, причем первый слой наносят методом сеткотрафаретной печати, а последующие резистивные слои формируют методом пневмоэлектростатического нанесения, которые затем покрывают диэлектрическим защитным слоем, сформированным также методом пневмоэлектростатического нанесения.
Пневмоэлектростатическое нанесение диэлектрических и резистивных слоев на предварительно нанесенный токопроводящий слой изготавливаемый методом сеткотрафаретной печати позволяет сформировать изолирующий, резистивный и защитный слои заданной толщины. Один цикл пневмоэлектростатического нанесения позволяет сформировать слой толщиной от 15 до 300 мкм, а предварительный токопроводящий слой позволяет устранить дефекты подложки в виде «царапин» и «углублений».
Способ осуществляется следующим образом.
На предварительно обработанную в струйно-абразивной камере металлическую поверхность (подложку) методом сеткотрафаретной печати наносят токопроводящий слой.
После цикла нанесения предварительный токопроводящий слой подвергают процессу сушки при температуре 250-270°С в течение 15 мин, а после формирования слоя методом пневмоэлектростатического нанесения слои подвергаются высокотемпературной обработке при температуре 800-850°С.
Для пневмоэлектростатического нанесения диэлектрических слоев используют порошки свинцово-силикатных стекол, ситаллоцементов и т.п. Для нагревательных элементов, использующихся в низкотемпературном интервале, в качестве диэлектрического материала могут использоваться реактопласты (например, эпоксидные смолы или ненасыщенные полиэфирные смолы) и термопласты (например, ПЭ, ПВХ или ПА), при этом режим термообработки определяется техническими условиями на применяемый материал.
Для пневмоэлектростатического нанесения резистивных слоев используют суспензию мелкодисперсных порошков борида никеля (Ni3В) с корректирующими добавками (ZnO, Аl, ТiO2О3) с добавлением от 8 до 10% диэлектрического порошка, применяемого для диэлектрических слоев. Так же можно использовать другие резистивные составы с аналогичными свойствами.
Для изготовления токопроводящих слоев методом сеткотрафаретной печати готовится паста из смеси токопроводящего порошка, который используется для формирования резистивных слоев, и диэлектрического порошка с добавлением от 25 до 30% органического связующего на основе терпинеола, этилцеллюлозы и касторового масла. Причем соотношение диэлектрической составляющей меняется в зависимости от того, какой слой будет на нем формироваться: диэлектрический или резистивный. При формировании диэлектрического слоя: токопроводящий порошок - 90%, диэлектрический порошок - 10%. При формировании резиставного слоя: токопроводящий порошок - 60%, диэлектрический порошок - 40%.
Пример.
На Фиг.1 представлено устройство, в котором формируются изолирующие, резистивные и защитные слои методом пневмоэлектростатического нанесения.
Устройство состоит из 1 - подложка, цифрами 2 и 3 обозначены дефекты подложки в виде «углублений» и «царапин», на которой методом сеткотрафаретной печати нанесен токопроводящий слой 4; 5 - ролик с токоподводящим контактом; 6 - резервуар-смеситель; 7 - штуцер для подачи воздуха; 8 - соединительный шланг пистолета-распылителя; 9 - пистолет-распылитель; 10 - токоподводящий контакт пистолета-распылителя; 11 - распылительное сопло; 12 - высоковольтный прибор; 13 - регулятор величины потенциала; 14 - высоковольтные провода; 15 - пистолет-рекуператор; 16 - штуцер для отведения воздуха; 17 - шланг пистолета-рекуператора; 18 - устройство для сбора порошка; 19 - пластина для нейтрализации порошка; 20 - болты заземления; 21 - контур заземления; 22 - наносимый слой; 23 - бункер; 24 - люк.
На предварительно обработанную в струйно-абразивной камере металлическую поверхность (подложку) 1 методом сеткотрафаретной печати наносят токопроводящий слой 4, который подвергают процессу сушки при температуре 250-270°С в течение 15 мин, данный слой позволяет устранить дефекты подложки в виде «углублений» 2 и «царапин» 3. В качестве подложек использовались жаростойкие нержавеющие стали марок 15Х25Т, 20X13, 08Х17Т и 04X17Т, так же можно использовать и другие с аналогичными свойствами.
Для нанесения изолирующего и защитного слоев подложку токопроводящим слоем перемещают по ролику 5, на который подается отрицательный потенциал. В резервуар-смеситель 6 загружают мелкодисперсный диэлектрический порошок, который просеивают через сито с размером ячейки 40-64 мкм. Через штуцер 7 подводится сжатый воздух, образуется воздушно-порошковая смесь, которая по соединительному шлангу 8 подается в пистолет-распылитель 9. На корпус пистолета-распылителя подается положительный потенциал 10. В виде факела воздушно-порошковая смесь выходит из распылительного сопла 11 и направляется на токопроводящую поверхность подложки. Величина потенциала варьируется в пределах от 5 до 25 кВ высоковольтным прибором 12 с помощью регулятора 13. К прибору подключение осуществляется с помощью высоковольтных проводов 14. В зависимости от величины потенциала формируется слой 22 толщиной от 15 до 300 мкм. Для осуществления процесса напыления не требуется специальной камеры, так как параллельно с пистолетом-распылителем работает пистолет-рекуператор 15, который собирает остатки порошка и по соединительному шлангу 17 подает в устройство 18, где создается разрежение через штуцер 16. Порошок попадает на пластину 19, которая совместно с другими приборами подключена болтами 20 к заземлению 21. Нейтральный порошок ссыпается в бункер 23 и через специальный люк 24 вынимается для повторного использования. После формирования диэлектрического слоя его подвергают высокотемпературной обработке при температуре 800-850°С в течение 30-35 мин.
Нанесение резистивного слоя наносится аналогичным способом, но при смене полярности высоковольтного источника. На ролик 5 подается положительный потенциал, а на пистолет-распылитель отрицательный. Это обусловлено высоким содержанием токопроводящего материала в резистивном порошке. Причем резистивный слой может изготавливаться в виде параллельно или последовательно соединенных дорожек или топологического рисунка, так как формирование слоя происходит только на токопроводящей дорожке, нанесенной методом сеткотрафаретной печати.
Предлагаемый способ по сравнению с известными имеет ряд преимуществ:
- Данный метод может использоваться при производстве низкотемпературных нагревательных элементов, при смене диэлектрического материала.
- Технологический процесс изготовления сократился более чем в два раза и при снижении расхода материала повышается надежность.
- Данный метод позволяет варьировать толщиной резистивного слоя, а соответственно регулировать не только величину сопротивления, но и удельную мощность нагревательного элемента.
- Для данного метода не требуется специальных камер и при этом обеспечивается процесс практически полной рекуперации как диэлектрического, так и резистивного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАТЕЛЬ ЭЛЕКТРИЧЕСКИЙ ПЛОСКИЙ СТАЛЬНОЙ | 1997 |
|
RU2140134C1 |
| ТОЛСТОПЛЕНОЧНЫЙ РЕЗИСТИВНЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2054720C1 |
| РЕЗИСТИВНЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2304857C2 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ШИРОКОГО СПЕКТРА ПРИМЕНЕНИЯ | 2018 |
|
RU2713729C1 |
| МНОГОСЛОЙНАЯ КОМБИНИРОВАННАЯ ПЛАТА ГИС И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2629714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ (ВАРИАНТЫ) | 2009 |
|
RU2394398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2014 |
|
RU2552631C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2014 |
|
RU2552626C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОПЛЁНОЧНЫХ РЕЗИСТОРОВ | 2021 |
|
RU2770908C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2020 |
|
RU2755943C1 |
Изобретение относится к области электрического нагрева и может быть использовано при изготовлении толстопленочных резистивных нагревательных элементов для систем электрического обогрева жилых, общественных и промышленных помещений, а также для использования в бытовых, медицинских, сельскохозяйственных и других технических приборах. Технический результат - сокращение процесса изготовления более чем в два раза при снижении расхода материалов и повышении надежности. Способ включает подготовку подложки с последующим нанесением на нее изолирующего, резистивного и защитного слоев, изолирующий слой наносят пневноэлектростатическим методом на токопроводящий слой, который нанесен на поверхность подложки методом сеткотрафаретной печати, резистивный слой формируют как минимум из двух слоев, причем первый слой наносят методом сеткотрафаретной печати, а последующие резистивные слои формируют методом пневмоэлектростатического нанесения, которые затем покрывают диэлектрическим защитным. 1 ил.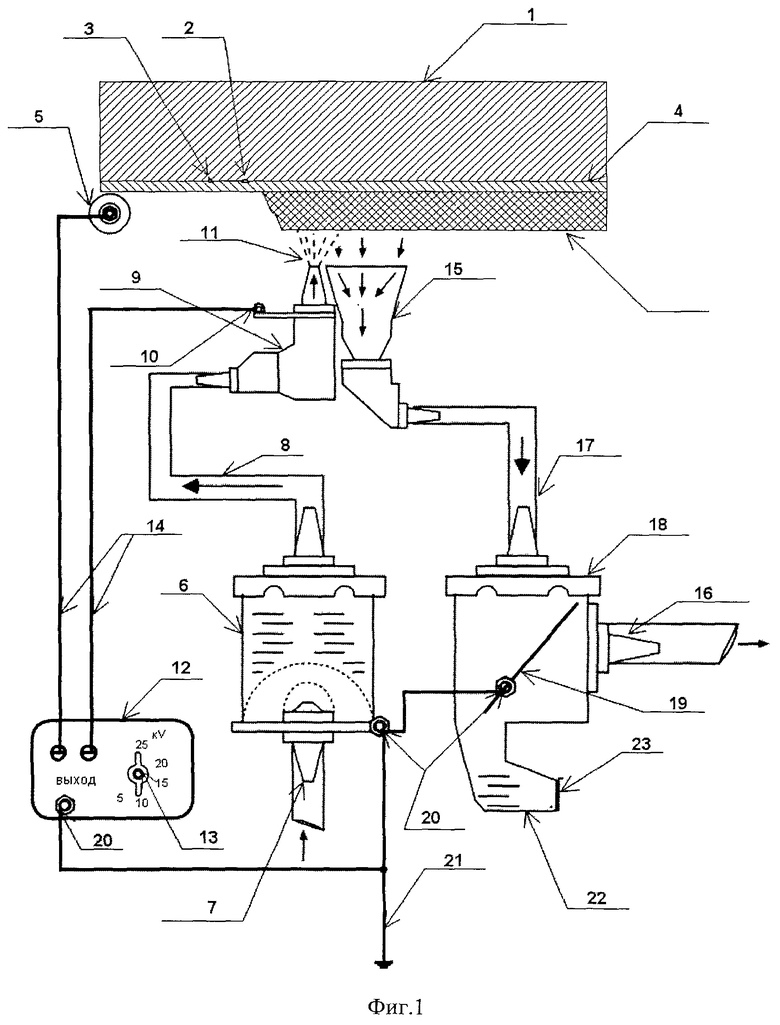
Способ изготовления толстопленочного резистивного нагревателя, включающий подготовку подложки с последующим нанесением на нее изолирующего, резистивного и защитного слоев, причем защитный слой изготавливают методом пневмоэлектростатического нанесения, отличающийся тем, что изолирующий слой наносят пневноэлектростатическим методом на токопроводящий слой, который нанесен на поверхность подложки методом сеткотрафаретной печати, резистивный слой формируют как минимум из двух слоев, причем первый слой наносят методом сеткотрафаретной печати, а последующие резистивные слои формируют методом пневмоэлектростатического нанесения, которые затем покрывают диэлектрическим защитным слоем, сформированным также методом пневмоэлектростатического нанесения.
| RU 97111887 А, 27.05.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ (ВАРИАНТЫ) | 2009 |
|
RU2394398C1 |
| ТОЛСТОПЛЕНОЧНЫЙ РЕЗИСТИВНЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2054720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1997 |
|
RU2141744C1 |
| RU 2058672 С1, 20.04.1996 | |||
| US 4429214 А, 31 01.1984 | |||
| DE 3338766 А1, 09.05.1985 | |||
| DE 3502838 А, 08.08.1985. | |||

