Предпосылки изобретения
Область технического применения
Настоящее изобретение относится к резьбовым соединениям для нефтепромыслов, относящимся к типу, содержащему входящие в зацепление упорный торец/уступ. В частности, настоящее изобретение относится к резьбовому соединению для нефтепромыслов, в котором рабочая поверхность профиля резьбы находится под малым отрицательным углом, а упорный торец/уступ находится под близким к нему отрицательным углом. Данное сочетание минимизирует потерю предварительного натяга при возникновении в соединении высокого давления, связанного с захватом резьбовой смазки.
Описание уровня техники
Бурение в открытом море с использованием автоматизированных систем управления и свинчивания приводит к разработке соединений, которые выполняются с резьбовой смазкой на береговой базе или на буровой установке перед натяжкой буровыми лебедками для опускания буровой колонны внутрь скважины. Наряду с тем, что вышеупомянутые способы, желательно, помещают рабочих в безопасные условия, они предотвращают возможность вмешательства «человеческого фактора» для надлежащего нанесения резьбовой смазки. Соответственно, чувствительность соединения к нанесению избыточного количества резьбовой смазки оказывается значительно большей в современных подходах к спуску труб.
Резьбовые соединения с уплотнениями вблизи каждого из концов для внутренней и внешней герметизации склонны захватывать резьбовую смазку между уплотнениями. Желательным является придание уплотнениям свойств, необходимых при случаях инверсии давления. Однако данные уплотнения также непреднамеренно захватывают резьбовую смазку, выходящую из резьбового соединения в ходе свинчивания. Кроме того, выполненные неразъемными расширенные соединения муфтовой части и втулки, которые обычно имеют такую конфигурацию, часто менее надежны, чем разъемные резьбовые соединения, из-за ограниченного количества доступного материала, вследствие ограничений просвета, которые обязательны для их использования.
На рынке представлены конические, двухступенчатые соединения с отрицательной рабочей поверхностью профиля и двойным уплотнением. Одним из примеров является соединение Grant Prideco ANJO, которое имеет форму резьбы с отрицательной рабочей поверхностью профиля, двухступенчатую резьбу, упорный торец/уступ 15° возле осевого центра соединителя, а также внутренние и наружные уплотнения. Еще одним соединением является соединение Hydril SLX, которое также имеет форму резьбы с отрицательной рабочей поверхностью профиля, двухступенчатые резьбы, упорный торец/уступ 15° возле осевого центра соединителя и внутренние и наружные уплотнения. В последнем случае наружное уплотнение также является промежуточным соединителем. Третьим соединением с формой резьбы с отрицательной рабочей поверхностью профиля и двухступенчатыми резьбами является соединение VAM SLIJII, которое содержит упорный торец/уступ возле осевого центра соединителя, в значительной мере, перпендикулярный оси соединения, и также содержит внутреннее и наружное уплотнения.
На рынке также представлены неразъемные конические одноступенчатые соединения с отрицательной рабочей поверхностью профиля и двойным уплотнением. Одним из примеров является Hunting Seal Lock SF, которые имеет форму резьбы с отрицательной рабочей поверхностью профиля, одноступенчатые резьбы, упорный торец/уступ 15° возле наружной лицевой поверхности соединителя, а также внутреннее и наружное уплотнения. Также существуют другие похожие муфтовые части соединения с одинаковым или почти одинаковым наружным диаметром относительно диаметра трубы.
Одним из потенциальных неблагоприятных влияний избытка резьбовой смазки, генерирующей высокие давления внутри соединителя, является потеря предварительного натяга соединения и запасенного крутящего момента при рассеянии давления смазки. Потеря запасенного крутящего момента в особенности относится к применениям, связанным с бурением в открытом море, где соединитель обладает потенциальной способностью к развинчиванию и разъединению в процессе эксплуатации. Свинчивание соединения до величины крутящего момента 30000 фут-фунтов и его развинчивание при 5000 фут-фунтов является особенно дезорганизующим при операциях бурения скважин стоимостью 100 миллионов долларов на глубине 6000 футов под водой. В значительной мере, сохраняя крутящий момент свинчивания и предварительный натяг, можно значительно увеличить надежность соединения.
В патенте США №4753460 раскрывается резьбовое соединение с отрицательной рабочей поверхностью профиля на двухступенчатых резьбах, положительными упорным уступом на ниппельной части соединения и упорным торцом на муфтовой части соединения для вхождения в зацепление с высоким крутящим моментом. В заявке на патент США №2002/0033603 раскрывается резьбовое соединение с традиционными резьбами с закругленными впадинами профиля резьбы и рабочим торцом/уступом между торцом муфтовой части соединения и сопряженной поверхностью на ниппеле. Торцовая поверхность муфтовой части соединения также может входить в зацепление с сопряженной поверхностью на ниппеле.
Недостатки на текущем уровне техники преодолеваются настоящим изобретением, ниже раскрывается усовершенствованное трубное соединение для нефтепромыслов.
Краткое описание изобретения
В одном из вариантов осуществления изобретения резьбовое трубное соединение для нефтепромыслов включает муфтовую часть соединения, содержащую внутренние резьбы и упорный торец муфты, и сопряженную ниппельную часть соединения, содержащую наружные резьбы и упорный уступ ниппеля для вхождения в зацепление с упорным торцом муфты в свинченном соединении. Каждая из наружных резьб и внутренних резьб имеет рабочую поверхность профиля резьбы, проходящую под отрицательным углом относительно центральной оси соединения. Упорный торец муфты и упорный уступ ниппеля имеют близкий отрицательный угол. Вариации включают угол упорного уступа/торца, имеющий большую величину, чем угол рабочей поверхности профиля. При захвате избыточного количества смазки между резьбами генерируется давление резьбовой смазки, которое может приводить к некоторому радиальному разделению ниппельной и муфтовой части соединения. В случае рассеяния этого давления разделение уменьшается. Если углы рабочей поверхностей профиля резьбы и упорного уступа/торца, в значительной мере, параллельны, осевая составляющая контактного усилия между ниппельной и муфтовой частью соединения остается постоянной, и запасенный крутящий момент остается, в значительной мере, незатронутым. Если осевое расстояние между рабочей поверхностью профиля и упорным уступом/торцом увеличивается, поскольку радиальное разделение ниппельной и муфтовой части соединения уменьшается по причине неравенства этих углов, осевая составляющая контактного усилия может увеличиваться, поскольку потенциальная энергия давления захваченной смазки переводится в дополнительный механический предварительный натяг, что приводит к дополнительному запасенному крутящему моменту.
В другом варианте осуществления изобретения резьбовое соединение для нефтепромыслов включает муфтовую часть соединения с внутренними резьбами и упорным торцом муфты и ниппельной частью соединения с наружными резьбами и упорным уступом ниппеля. Каждая из наружных резьб и внутренних резьб содержит рабочую поверхность профиля резьбы, которая перпендикулярна или проходит под положительным углом относительно центральной оси соединения, а упорный торец муфты и упорный уступ ниппеля также проходят под близким углом к центральной оси соединения. Вариации включают угол упорного уступа/торца, имеющий меньшую величину, чем угол рабочей поверхности профиля. Максимальное отклонение между углом рабочей поверхности профиля ниппеля и углом упорного уступа ниппеля, или между углом рабочей поверхности профиля муфты и углом упорного торца муфты, должно, в общем, составлять 5° или менее.
Эти и другие особенности и преимущества настоящего изобретения станут более ясны из нижеследующего подробного описания, в котором производится отсылка к фигурам в сопроводительных графических материалах.
Краткое описание графических материалов
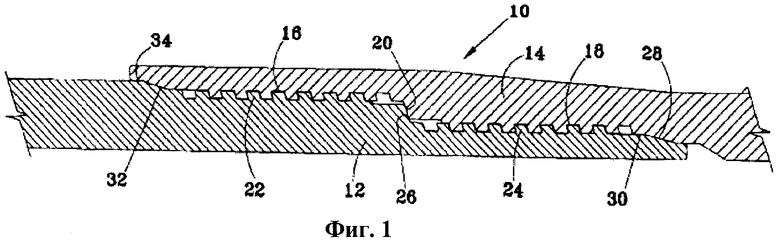
Фигура 1 иллюстрирует один из вариантов осуществления резьбового соединения согласно изобретению.
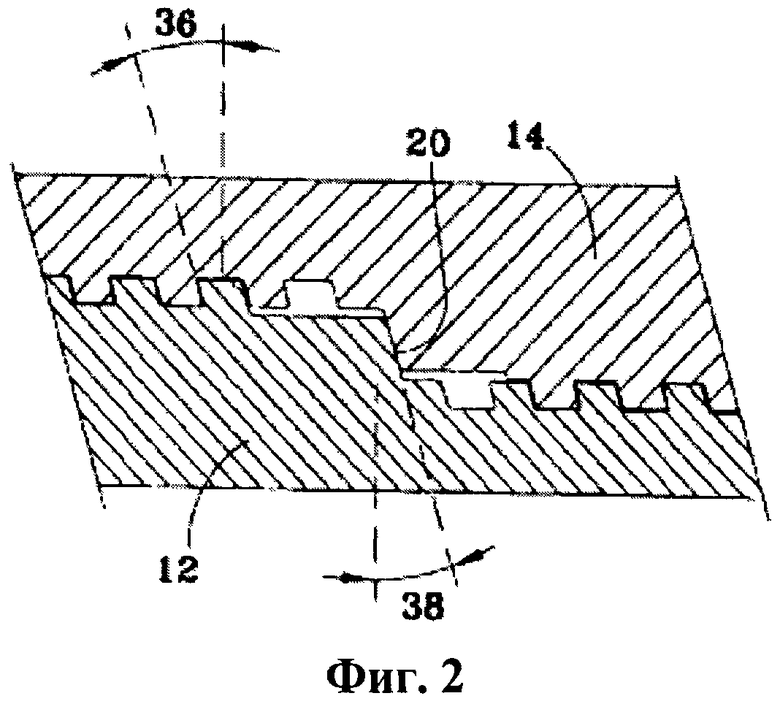
Фигура 2 - увеличенное изображение части резьб и упорных торцов/уступов, показанных на Фигуре 1.
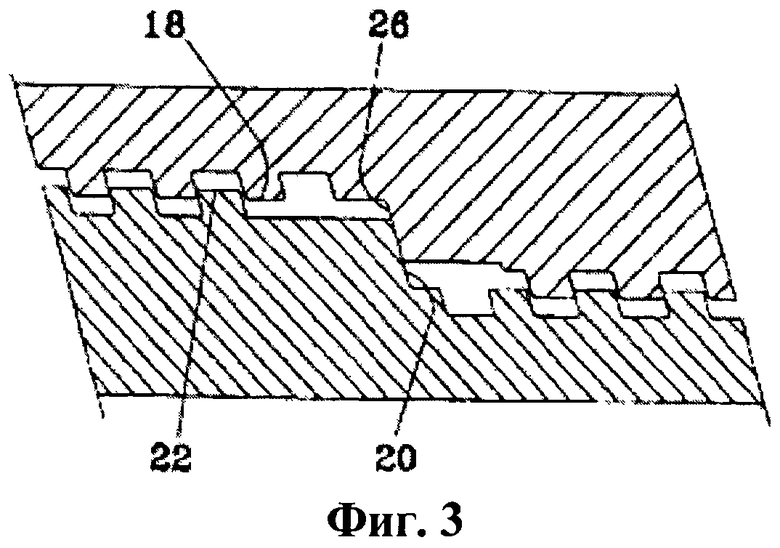
Фигура 3 - увеличенное изображение части резьб и упорных торцов/уступов, показанных на Фигуре 2, где соединение подвергается действию внутреннего давления, удерживаемого между резьбами.
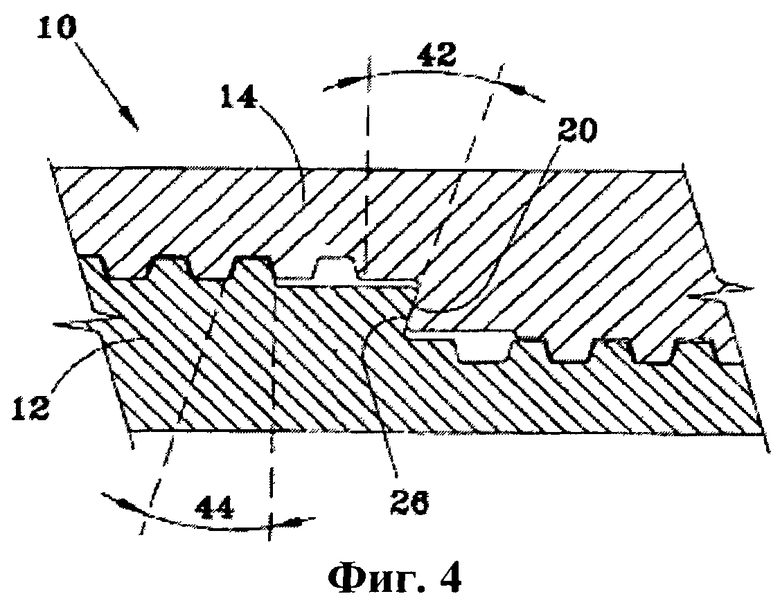
Фигура 4 - вид в частичном поперечном разрезе другого варианта осуществления резьбового соединения согласно настоящему изобретению с положительными рабочими поверхностями профиля резьбы и положительным уступом/торцом.
Подробное описание изобретения и предпочтительного варианта его осуществления
Резьбовое трубное соединение для нефтепромыслов 10 (Фигура 1) включает муфтовую часть соединения 14, содержащую внутренние, конические, двухступенчатые резьбы 16, 18 и упорный торец 20. Сопряженная ниппельная часть соединения 12 содержит наружные, конические, двухступенчатые резьбы 22, 24 и упорный уступ 26 для стыковки с упорным торцом 20. Упорный торец в муфтовой части соединения и упорный уступ в ниппельной части соединения предусматриваются проходящими по оси между ступенями резьбы, которые предпочтительно предусматриваются на конусе с небольшим углом раствора и имеют значительный радиальный зазор между двумя ступенями резьбы. Фигура 1 также раскрывает уплотняющую поверхность 28 в форме усеченного конуса на муфтовой части соединения 14, которая образует уплотнение «металл-металл» с сопряженной поверхностью 30 на ниппельной части соединения 12, таким образом, предотвращая выход внутреннего давления к резьбам 18, 24. Ниппельная часть соединения 12 имеет сходную поверхность 32 в форме усеченного конуса, которая стыкуется с поверхностью 34 муфтовой части соединения 14 для того, чтобы сходным образом изолировать резьбы 16, 22 от внешней текучей среды. Когда соединение 10 свинчено, внутренние и наружные уплотнения удерживают давление жидкости между уплотнениями и, таким образом, между резьбами. Когда эта удерживаемая полость заполнена смазочным материалом, или резьбовой смазкой, также называемой трубной смазкой, давление возрастает, поскольку полость уменьшается в ходе конечного этапа свинчивания, что приводит к радиальному разделению резьб.
Таким образом, согласно Фигуре 1, следует понимать, что, когда, вследствие гидравлических свойств захваченной резьбовой смазки внутри соединения возникает высокое давление, при снижении указанного гидравлического давления может возникать значительная потеря предварительного натяга. Используя раскрываемые в данном описании особенности, конечный предварительный натяг можно, в значительной мере, поддерживать неизменным, когда давление жидкости, связанное с «избыточным смазыванием», рассеивается. Эти особенности особенно благоприятны для соединений, включающих в качестве неограничивающего примера неразъемное, коническое, двухступенчатое соединение, где упорный торец/уступ расположен на определенном расстоянии между двумя ступенями резьб как для муфтовой части соединения, так и для ниппельной части соединения, и которое включает форму резьбы с отрицательной рабочей поверхностью профиля. Как раскрывается впоследствии, ключевая особенность заключается в том, что отрицательный упорный торец/уступ и отрицательный угол рабочей поверхности профиля резьбы параллельны или обладают небольшим неравенством углов, что препятствует потере предварительного натяга и, таким образом, эффективно поддерживает, в значительное мере, исходный высокий предварительный натяг, в то время как радиальное разделение ниппеля и муфты, связанное с высоким давлением резьбовой смазки, при рассеянии давления смазки преобразуется во взаимодействие упорного торца и упорного уступа. Кроме того, во избежание осевого расцепления при радиальном отклонении, как показано на Фигуре 4 и будет обсуждаться ниже, можно управлять относительным углом между положительной рабочей поверхностью профиля и упорным торцом/уступом.
Каждая из двухступенчатых резьб на ниппельной и муфтовой части соединения имеет отрицательный угол рабочей поверхности профиля 36, который, предпочтительно, может изменяться по величине в пределах от 1° до 15°. Резьба с отрицательной поверхностью профиля, или Г-образная резьба, минимизирует радиальное разделение ниппеля и муфты при натяжении и сжимающем усилии способом, который хорошо известен для входящих в зацепление соединителей. Входящие в зацепление между ниппелем и муфтой упорный уступ и упорный торец сходным образом имеют отрицательный угол, показанный на Фигуре 2 как угол 38. Угол 38 упорного уступа/торца, предпочтительно, может изменяться по величине в пределах от, около, 1° до, около, 20° в зависимости от величины угла рабочей поверхности профиля. Небольшое различие между этими углами позволяет соединению накапливать усилие в осевом направлении вследствие противодействия сил уступа и торца, накапливающих усилие при увеличении осевого расстояния между рабочей поверхностью профиля и упорным уступом/торцом за счет уменьшения радиального разделения в ответ на снижение давления жидкости (смазки) между ниппельной и муфтовой частью соединения. Для многих вариантов осуществления изобретения разность между отрицательным углом рабочей поверхности профиля резьб и отрицательными углами упорного торца муфты и упорного уступа ниппеля будет менее 5°, и, в большинстве случаев, отрицательный угол упорного торца/уступа, в значительной мере, равен или несколько превышает по величине отрицательный угол рабочей поверхности профиля резьб, что может обеспечивать большее осевое перекрывание на поверхности упорного торца/уступа после снижения давления смазки, и, таким образом, крутящий момент развинчивания может по желанию быть увеличен. Предпочтительно, упорный торец муфты и упорный уступ ниппеля имеют отрицательный угол в пределах 1° относительно отрицательных рабочих поверхностей профиля резьбы муфтовой и ниппельной части соединения. Рабочие поверхности профиля резьбы муфтовой и ниппельной части соединения для многих вариантов осуществления изобретения имеют отрицательный угол величиной примерно от 3° до 12°, а упорный торец муфты и упорный уступ ниппеля имеют отрицательный угол примерно от 3° до 13°, и, таким образом, неравенство углов между упорным торцом/уступом и рабочими поверхностями профиля, в значительной мере, равно 1°. Каждая посадочная поверхность профиля внутренних резьб и наружных резьб, предпочтительно, проходит под положительным углом, но, согласно изобретению, могут использоваться различные желаемые углы посадочной поверхности профиля. Согласно настоящему изобретению углы посадочной поверхности профиля могут быть положительными, отрицательными или нейтральными.
Согласно некоторым соединениям, известным на текущем уровне техники, между рабочими поверхностями профиля и упорными торцами/уступами эффективно образуется соединение в ласточкин хвост. Это соединение снимает усилие, когда снижается радиальное отклонение, индуцируемое давлением резьбовой смазки. Возрастание этого давления и его последующее падение в соединении в ходе и после свинчивания, согласно измерениям, достигает 10000 фунтов/дюйм2. В условиях «избыточного смазывания» ниппель и муфта радиально разделяются, и когда давление смазки снижается, возникает значительная потеря исходного предварительного натяга. Согласно настоящему изобретению состояние избыточного смазывания также приводит к радиальному разделению ниппельной и муфтовой части соединения, как показано на Фигуре 3. Однако в данном случае, когда давление жидкости ослабляется, радиальное разделение уменьшается, и соединение возвращается обратно к упорным уступам/торцам и рабочим поверхностям профиля, в результате чего соединитель имеет равный или больший предварительный натяг, в отличие от значительного уменьшения предварительного натяга, возникающего во многих соединениях на текущем уровне техники. Обе рабочие поверхности профиля проходят под углом, в некоторой степени, вниз и выдерживаются в пределах достаточно жесткого допуска менее чем в 1 градус. Кроме того, предпочтительно, чтобы, когда соединение полностью свинчено, каждая из рабочих поверхностей профиля на ниппельной части соединения и рабочих поверхностей профиля на муфтовой части соединения имела контакт, в значительной мере, в плоскости, хотя возможны и незначительные неравенства между углами этих поверхностей профиля, или поверхности профиля на самих резьбах могут иметь несколько отличающуюся длину. Сходным образом, желательно, чтобы контакт между упорным торцом на муфтовой части соединения и упорным уступом на ниппельной части соединения был, в значительной мере, плоским, хотя и в данном случае допускаются небольшие отклонения между этими углами, например, как правило, менее 1 градуса, в соответствии с допусками на обработку. Рабочие торцы/уступы необязательно должны иметь одинаковую радиальную длину.
Если угол упорного торца/уступа имеет большую величину, между рабочей поверхностью профиля и упорным уступом/торцом образуется клин, который может преобразовывать радиальный предварительный натяг давления смазки в дополнительный осевой предварительный натяг на упорном торце/уступе. Если угол упорного торца/уступа имеет меньшую величину, создается конфигурация ласточкиного хвоста, на которую направлено настоящее изобретение. Если угол упорного торца/уступа параллелен или близок параллельному положению относительно рабочей поверхности профиля резьбы, предварительный натяг должен, в значительной степени, сохраняться. При обеспечении особенностей, раскрываемых в данном описании, трубное соединение для нефтепромыслов может сохранять относительно высокий крутящий момент при развинчивании, даже если между резьбами удерживается избыток смазки. Удерживаемая смазка увеличивает окружное напряжение, в результате чего может происходить радиальное разделение соединителей, однако, когда давление избыточной смазки ослабляется, соединение легко возвращается в свою, в значительной мере, исходную форму без значительного снижения исходного предварительного натяга. Это невозможно, если рабочие поверхности профиля на соединении и упорные торцы/уступы на соединении фактически проходят под значительно различающимися углами и эффективно создают соединение в ласточкин хвост. Согласно одному из вариантов осуществления изобретения, углы рабочих поверхностей профиля резьбы и упорных торцов/уступов являются отрицательными, предпочтительно, с небольшой разностью, что позволяет соединению накапливать усилие в осевом направлении, поскольку расстояние между рабочими поверхностями профиля и упорным торцом/уступом возрастает при уменьшении радиального разделения ниппеля и муфты в ответ на уменьшение давления резьбовой смазки.
Другим потенциальным преимуществом конического упорного торца/уступа, которое применимо только к случаю «отрицательного» торца/уступа, является возможность радиального отклонения соединителя при высокой сжимающей осевой нагрузке, что позволяет зазорам посадочной поверхности профиля закрыться. Это, в свою очередь, создает добавочную площадь опоры для несения сжимающей нагрузки и предотвращения текучести торца/уступа. Делая торец/уступ менее жестким, зазоры посадочной поверхности профиля способны закрываться и участвовать в несении сжимающей нагрузки перед тем, как деформируется область опоры упорного торца/уступа. Это радиальное отклонение, допускающее осевое перемещение, становится возможным, благодаря радиальной составляющей силы реакции на упорном торце/уступе. Данное радиальное усилие является результатом прохождения упорного торца/уступа под углом.
В другом варианте осуществления изобретения, как показано на Фигуре 4, резьбовое соединение 10 включает ниппель 14 и муфту 12, где упорный уступ/торец образуется в результате контакта поверхностей 20 ниппеля и поверхности 26 муфты. Соединение, показанное на Фигуре 4, также содержит двухступенчатые конические резьбы, но изобретение по Фигурам 1-3 или по Фигуре 4 также может применяться на одноступенчатой конической резьбе.
На Фигуре 4 показано, что резьбы содержат рабочую поверхность профиля 42, которая является положительной, а упорный уступ/торец, образованный поверхностями 26 и 28, также является положительным. Согласно настоящему изобретению, данные поверхности направлены таким образом, чтобы любое отклонение между рабочей поверхностью профиля на поверхности ниппеля или поверхности муфты и упорным уступом/торцом на том же ниппеле или муфте не превышало 5°, например, угол рабочей поверхности профиля может составлять +10°, а упорный уступ/торец может иметь угол +9°. Каждая их поверхностей 26, 28 в данном варианте осуществления изобретения проходит перпендикулярно или под положительным углом 0-15°, предпочтительно, менее 15°. Фигура 4 показывает упорный уступ/торец, расположенный на определенном расстоянии между двумя ступенчатыми резьбами, однако, в альтернативном варианте, упорный уступ/торец может предусматриваться на любом из концов соединения. Помимо отличий в рабочих поверхностях профиля и упорных уступах/торцах, во всем остальном соединение может быть таким же, как описанный выше вариант осуществления соединения с отрицательными углами. Описанные в данном описании принципы могут применяться к сопряженным резьбовым соединителям, одноступенчатым соединителям или соединителям с одним уплотнением. Давление резьбовой смазки может возникать вследствие внутреннего уплотнения в сочетании с упорным торцом/уступом, или из-за ограничений в резьбах, независящих от наличия внутреннего уплотнения. Другие соединения с внутренними и внешними уплотнениями, подверженные избыточному смазыванию, также могут использовать преимущества настоящего изобретения.
Несмотря на то, что в данном описании подробно описаны некоторые конкретные варианты осуществления изобретения, это сделано единственно с целью объяснения различных аспектов изобретения и не предназначено для ограничения объема изобретения, определяемого нижеприведенной формулой изобретения. Средние специалисты в данной области должны понимать, что приведенный и описанный вариант осуществления изобретения является иллюстративным, и при практическом применении изобретения возможно осуществление различных замен, изменений и модификаций, который в качестве неограничивающих примеров включают альтернативные конструкции, обсуждаемые в данном описании, без отступления от объема изобретения. Несмотря на то, что настоящее изобретение описано в конкретном отношении к приложенным графическим материалам, следует понимать, что, помимо показанных и предлагаемых в данном описании, могут осуществляться другие и дальнейшие модификации, подпадающие под объем и дух настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое замковое коническое соединение бурильных труб и способ увеличения его несущей способности и ресурса работы | 2019 |
|
RU2728105C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2011 |
|
RU2522756C1 |
| РЕЗЬБОВОЕ УПОРНОЕ СОЕДИНЕНИЕ КЛАССА ПРЕМИУМ | 2018 |
|
RU2728642C1 |
| РЕЗЬБОВОЕ УПОРНОЕ СОЕДИНЕНИЕ КЛАССА ПРЕМИУМ | 2018 |
|
RU2753544C2 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| Двухупорное резьбовое соединение бурильных труб | 2020 |
|
RU2744965C1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| ПРОФИЛЬ КЛИНОВИДНОЙ РЕЗЬБЫ, ИМЕЮЩИЙ РАЗГРУЗОЧНЫЕ ОБЛАСТИ ДЛЯ РЕЗЬБОВОГО ГЕРМЕТИКА ОТ ВЕРШИН К ВПАДИНАМ | 2018 |
|
RU2784155C2 |
Группа изобретений относится к резьбовым соединениям. Резьбовое трубное соединение для нефтепромыслов включает муфтовую часть соединения, содержащую внутренние резьбы, и ниппельную часть соединения, содержащую наружные резьбы для сопряжения с внутренними резьбами. Упорный торец муфты и упорный уступ ниппеля могут представлять собой торец/уступ с отрицательным углом, а поверхности профиля резьбы на внутренних и наружных резьбах также могут представлять собой рабочие поверхности профиля с отрицательным углом. Соединитель, в значительной мере, сохраняет требуемый предварительный натяг в случае захватывания смазки между резьбами в ходе свинчивания. Другой вариант осуществления изобретения предусматривает упорный торец/уступ с положительными углами и рабочие поверхности профиля с положительными углами. Технический результат заключается в повышении надежности резьбового соединения. 4 н. и 19 з.п. ф-лы, 4 ил.
1. Резьбовое трубное соединение для нефтепромыслов, включающее:
муфтовую часть соединения, содержащую внутренние резьбы и упорный торец муфты;
ниппельную часть соединения, содержащую наружные резьбы для сопряженного контакта с внутренними резьбами и упорный уступ ниппеля для контакта с упорным торцом муфты в свинченном соединении;
каждая из внутренних и наружных резьб содержит рабочую поверхность профиля резьбы, которая проходит под отрицательным углом относительно центральной оси соединения; и
упорный торец муфты и упорный уступ ниппеля проходят под отрицательным углом относительно центральной оси соединения.
2. Резьбовое трубное соединение для нефтепромыслов по п.1, где муфтовая и ниппельная части соединения включают двухступенчатые конические резьбы, и каждая двухступенчатая коническая резьба содержит отрицательную рабочую поверхность профиля резьбы.
3. Резьбовое трубное соединение для нефтепромыслов по п.2, где упорный торец муфты и упорный уступ ниппеля расположены на определенном осевом расстоянии между двухступенчатыми резьбами на муфтовой и ниппельной частях соединения.
4. Резьбовое трубное соединение для нефтепромыслов по п.1, которое дополнительно включает:
уплотняющую поверхность ниппеля вблизи торца ниппеля ниппельной части соединения для образования уплотняющего контакта с муфтовой частью соединения в свинченном соединении; и
уплотняющую поверхность муфты вблизи торца муфты муфтовой части соединения для образования уплотняющего контакта с ниппельной частью соединения в свинченном соединении.
5. Резьбовое трубное соединение для нефтепромыслов по п.1, где каждая рабочая поверхность профиля резьбы на муфтовой и ниппельной частях соединения, упорном торце муфты и упорном уступе ниппеля проходит под отрицательным углом относительно центральной оси соединения с отклонением не более 5° между рабочей поверхностью профиля и упорным торцом/уступом на соответствующей ниппельной или муфтовой части соединения.
6. Резьбовое трубное соединение для нефтепромыслов по п.5, где поверхности профиля резьб проходят под углом 1-15°, а упорный торец муфты и упорный уступ ниппеля имеют угол 1-20°, каждый угол упорного торца/уступа, в значительной мере, равен углу рабочей поверхности профиля или превышает угол рабочей поверхности профиля.
7. Резьбовое соединение для нефтепромыслов по п.1, где упорный торец муфты и упорный уступ ниппеля имеют отрицательный угол в пределах 5° относительно отрицательной рабочей поверхности профиля резьбы на муфтовой и ниппельной частях соединения.
8. Резьбовое трубное соединение для нефтепромыслов по п.1, где каждая рабочая поверхность профиля резьбы на муфтовой и ниппельной частях соединения имеет отрицательный угол величиной менее 15°, а упорный торец муфты и упорный уступ ниппеля имеют отрицательные углы менее 20°.
9. Резьбовое трубное соединение для нефтепромыслов по п.1, где каждая посадочная поверхность профиля резьбы внутренних резьб и наружных резьб проходит под положительным углом.
10. Резьбовое трубное соединение для нефтепромыслов, которое включает:
муфтовую часть соединения, содержащую внутренние резьбы и упорный торец муфты;
ниппельную часть соединения, содержащую наружные резьбы для сопряженного контакта с внутренними резьбами и упорный уступ ниппеля для контакта с упорным торцом муфты в свинченном соединении;
каждая из наружных и внутренних резьб включает двухступенчатые конические резьбы, содержащие рабочую поверхность профиля резьбы, которая проходит под определенным углом относительно центральной оси соединения;
упорный торец муфты и упорный уступ ниппеля расположены на определенном расстоянии по оси между двухступенчатыми резьбами на муфтовой и ниппельной частях соединения; и
упорный торец муфты и упорный уступ ниппеля проходят под определенным углом относительно центральной оси соединения с отклонением не более 5° между рабочей поверхностью профиля и упорным торцом/уступом на соответствующей ниппельной или муфтовой части соединения.
11. Резьбовое трубное соединение для нефтепромыслов по п.10, которое дополнительно включает:
уплотняющую поверхность ниппеля вблизи торца ниппеля ниппельной части соединения для образования уплотняющего контакта с муфтовой частью соединения в свинченном соединении; и
уплотняющую поверхность муфты вблизи торца муфты муфтовой части соединения для образования уплотняющего контакта с ниппельной частью соединения в свинченном соединении.
12. Резьбовое трубное соединение для нефтепромыслов по п.10, где рабочая поверхность профиля резьбы на муфтовой и ниппельной частях соединения, рабочая поверхность профиля муфты, упорный торец муфты и упорный уступ ниппеля проходят под углом с отклонением менее 5° между любыми двумя углами.
13. Резьбовое трубное соединение для нефтепромыслов по п.12, где рабочие поверхности профиля резьбы проходят под отрицательным углом 1-15°, а упорный торец муфты и упорный уступ ниппеля имеют угол 1-20°, каждый угол упорного торца/уступа, в значительной мере, равен углу рабочей поверхности профиля или превышает угол рабочей поверхности профиля.
14. Резьбовое соединение для нефтепромыслов по п.10, где упорный торец муфты и упорный уступ ниппеля имеют отрицательный угол в пределах 5° относительно отрицательной рабочей поверхности профиля резьбы на муфтовой и ниппельной частях соединения.
15. Резьбовое соединение для нефтепромыслов по п.11, где каждая рабочая поверхность профиля резьбы на муфтовой и ниппельной частях соединения имеет положительный угол величиной менее 15°, а упорный торец муфты и упорный уступ ниппеля имеют положительные углы менее 15°.
16. Способ образования соединения для нефтепромыслов, который включает:
обеспечение муфтовой части соединения с внутренними резьбами и упорным торцом муфты;
обеспечение ниппельной части соединения с наружными резьбами для сопряженного контакта с внутренними резьбами и упорным уступом ниппеля для контакта с упорным торцом муфты в свинченном соединении;
формирование каждой наружной резьбы и внутренней резьбы с рабочими поверхностями профиля резьбы, находящимися под углом относительно центральной оси соединения;
формирование упорного торца муфты и упорного уступа ниппеля под отрицательным углом относительно центральной оси соединения; и
свинчивание муфтовой и ниппельной частей соединения с образованием резьбового соединения.
17. Способ по п.16, где муфтовая и ниппельная части соединения формируются с двухступенчатыми коническими резьбами; и упорный торец муфты и упорный уступ ниппеля располагаются на определенном расстоянии по оси между двухступенчатыми резьбами на муфтовой и ниппельной частях соединения.
18. Способ по п.16, который дополнительно включает:
формирование уплотняющей поверхности ниппеля вблизи торца ниппеля ниппельной части соединения для образования уплотняющего контакта с муфтовой частью соединения в свинченном соединении; и формирование уплотняющей поверхности муфты вблизи торца муфты муфтовой части соединения для образования уплотняющего контакта с ниппельной частью соединения в свинченном соединении.
19. Способ по п.16, где рабочая поверхность профиля резьбы на муфтовой и ниппельной частях соединения, упорный торец муфты и упорный уступ ниппеля формируются под углом с разностью менее 5° между рабочей поверхностью профиля и упорным торцом/уступом на соответствующей ниппельной или муфтовой части соединения.
20. Способ по п.16, где рабочие поверхности профиля резьбы проходят под отрицательным углом величиной 1-15°, упорный торец муфты и упорный уступ ниппеля проходят под отрицательным углом 1-15°, и угол упорного торца/уступа, в значительной мере, равен или превышает угол рабочей поверхности профиля.
21. Резьбовое трубное соединение для нефтепромыслов, которое включает:
муфтовую часть соединения, содержащую внутренние резьбы и упорный торец муфты;
ниппельную часть соединения, содержащую наружные резьбы для сопряженного контакта с внутренними резьбами и упорный уступ ниппеля для контакта с упорным торцом муфты в свинченном соединении;
каждая из внутренних и наружных резьб содержит рабочую поверхность профиля резьбы, которая проходит под положительным углом относительно центральной оси соединения;
упорный торец муфты и упорный уступ ниппеля проходят под положительным углом относительно центральной оси соединения; и
каждая рабочая поверхность профиля резьбы на муфтовой и ниппельной частях соединения, упорный торец муфты и упорный уступ ниппеля проходят под положительным углом относительно центральной оси соединения с разностью менее 5° между рабочей поверхностью профиля и упорным торцом/уступом на соответствующей ниппельной или муфтовой части соединения.
22. Резьбовое трубное соединение для нефтепромыслов по п.21, где муфтовая и ниппельная части соединения включают двухступенчатые конические резьбы, и каждая двухступенчатая коническая резьба содержит положительную рабочую поверхность профиля.
23. Резьбовое трубное соединение для нефтепромыслов по п.22, где упорный торец муфты и упорный уступ ниппеля располагаются на определенном расстоянии по оси между двухступенчатыми резьбами на муфтовой и ниппельной частях соединения.
| US 4753460 А, 28.06.1988 | |||
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 5462315 A, 31.10.1995 | |||
| US 6322110 B1, 27.11.2001. | |||

