ОБЛАСТЬ ТЕХНИКИ
Настоящая заявка относится к трубным соединениям и, более конкретно, к профилю резьбы трубного соединения, имеющему полости для резьбового герметика от вершин к впадинам.
УРОВЕНЬ ТЕХНИКИ
Данный раздел предназначен для представления различных аспектов в рассматриваемой области техники, которые могут быть связаны с различными аспектами предлагаемых технических решений, которые описаны и/или заявлены ниже. Предполагается, что это описание полезно для предоставления основной информации для способствования пониманию различных аспектов настоящего изобретения. Соответственно, должно быть понятно, что эти формулировки следует понимать в этом свете, а не как признание существующего уровня техники. Следующее описание и примеры не следует рассматривать как предшествующий уровень техники по причине включения их в этот раздел.
[0001] Для поиска и добычи углеводородного сырья нефтяная и газовая промышленность выполняет бурение верховых добывающих скважин со все возрастающей глубиной и сложностью. Промышленность обычно использует стальную трубу, которая считается трубной продукцией нефтедобывающих стран (Oil Country Tubular Good, OCTG), для защиты скважины (то есть обсадной трубы) и для управления текучими средами, образующимися внутри трубы (то есть трубопровода). Такие трубы, в том числе обсадные и насосно-компрессорные, изготавливают и транспортируют в виде относительно коротких сегментов, и устанавливают в стволе скважины по одному сегменту за раз, причем каждый сегмент соединяют со следующим. Поскольку поиск нефти и газа вынуждает компании бурить более глубокие скважины, трубы могут подвергаться воздействию сил повышенной сложности и величины на протяжении всего срока службы в скважине. Вследствие этого возросли требования промышленности к обсадной колонне, трубам и соединителям, имеющим повышенную прочность на растяжение и под давлением. Кроме того, развивающаяся отрасль наклонных и горизонтальных скважин усугубила эту тенденцию, дополнительно добавив увеличенные скручивающие нагрузки как еще одно требование к соединителям обсадных и насосно-компрессорных труб.
[0002] Были разработаны соединители с различными конфигурациями резьбы, буртика и уплотнения. Например, две основные конфигурации резьбы соединителя включают в себя резьбовой и сборный соединитель, и неразъемный соединитель. Резьбовой и сборный соединитель содержит ниппель (то есть трубный конец с наружной резьбой), выполненный на относительно длинных стыках трубы и соединенный с муфтой (то есть трубным концом с внутренней резьбой), выполненной на относительно коротком участке соединения. Неразъемный соединитель содержит ниппель с нормальной трубной резьбой, соединенный с муфтой, снабженной нормальной трубной резьбой на другой трубе, и ниппельный и муфтовый концы могут навинчиваться на противоположные стороны каждого сегмента с нормальной трубной резьбой, так что каждый сегмент может быть соединен по длине скважины. Различные конфигурации соединений могут включать в себя нанесение резьбового герметика на резьбу ниппеля и муфты при их соединении друг с другом. Указанный резьбовой герметик, иногда называемый трубной смазкой или резьбовой смазкой для герметизации, может обеспечивать смазывание при соединении или сборке труб, а также заполнять полости между витками резьбы.
[0003] Поскольку в промышленности требуются соединители с все возрастающей прочностью на растяжение, прочностью под давлением и скручивающей нагрузкой и т. п., общие характеристики соединителей могут быть рассчитаны и выполнены в соответствии с показателями производительности скважины. Соединители могут быть, кроме того, выполнены так, что содержат преднамеренно созданные полости для размещения резьбового герметика при соблюдении показателей высокой производительности.
[0004] Ранее были предприняты усилия для разработки соединителей с полостями для размещения резьбового герметика. Например, в патенте США №7717478 раскрыта конструкция с множеством «разрывов», периодически расположенных вдоль профиля резьбы, но (в столбце 10, строка 63 - столбце 11, строка 10) явно не следует из противопоставленного соединителя, содержащего полость для размещения резьбового герметика, которая простирается от одного конца винтовой линии резьбы до другого.
[0005] Аналогичным образом, в патенте США № 7810849 раскрыты «неоднородности», которые создают «локализованные» области с уменьшенным зазором, которые могут служить в качестве полости для размещения резьбового герметика. Однако в этом патенте также раскрыто (в столбце 11, строки 59-62), что «может оказаться нежелательным создание [sic] резьбового соединения с взаимным влиянием или уменьшенным зазором по всему соединению, поскольку такая конструкция может привести к преждевременному выходу из строя соединения».
[0006] Соответственно, существует потребность в соединителе с преднамеренно выполненной полостью для размещения резьбового герметика, при этом полость проходит вдоль всей длины по оси профиля резьбы, чтобы максимизировать объем резьбового герметика, который может вмещаться. Указанная конфигурация помогает избежать гидравлической пробки, которая может возникнуть, когда полость имеет недостаточный объем для размещения всего нанесенного резьбового герметика. Гидравлическая пробка может вызвать проблемы, поскольку может привести к неточным данным крутящего момента, что может помешать как сборке, так и разборке соединителя.
[0007] В качестве альтернативы, увеличенный объем резьбового герметика может размещаться во множестве полостей между каждой соответствующей парой впадин резьбы и вершин резьбы, но не обоих, вдоль всей длины по оси профиля резьбы.
[0008] Протяженность полости вдоль всей длины по оси профиля резьбы может также обеспечить другие преимущества. Например, обычно проще механически обрабатывать эту конфигурацию по сравнению с профилем резьбы, который содержит только полость вдоль части ее длины по оси. Кроме того, если резьбовой герметик наносят неравномерно вдоль длины по оси профиля резьбы, протяженность полости вдоль всей длины по оси обеспечивает большую гибкость для приспосабливания к неравномерному нанесению, чем конфигурация, которая содержит полость только вдоль части ее длины по оси.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0009] Данное изложение сущности изобретения служит для представления выбора принципов, которые дополнительно изложены ниже в подробном описании. Данное изложение сущности изобретения не должно служить для идентификации ключевых или существенных признаков заявленного объекта изобретения и не должно служить для использования с целью ограничении объема заявленного объекта изобретения.
[00010] В одном варианте воплощения соединение содержит первый трубчатый элемент, имеющий первый профиль винтовой резьбы, образованый первым множеством вершин, первым множеством впадин и первым множеством боковых сторон резьбы, при этом каждая боковая сторона резьбы отделяет каждую вершину от каждой впадины резьбы. Первое множество вершин и впадин является по существу аксиальным по отношению к первому трубчатому элементу, тогда как первое множество боковых сторон резьбы является по существу радиальным по отношению к первому трубчатому элементу. Соединение также содержит второй трубчатый элемент, имеющий второй профиль винтовой резьбы, образованный вторым множеством вершин, вторым множеством впадин и вторым множеством боковых сторон резьбы, при этом каждая боковая сторона отделяет каждую вершину от каждой впадины. Второе множество вершин и впадин является по существу аксиальным по отношению ко второму трубчатому элементу, тогда как второе множество боковых сторон резьбы является по существу радиальным по отношению ко второму трубчатому элементу. Первый трубчатый элемент и второй трубчатый элемент выполнены с возможностью соединения, когда первый профиль резьбы сцепляется со вторым профилем резьбы. Разгрузочные пространства для резьбового герметика выполнены между каждым из первого множества вершин и каждым из второго множества впадин вдоль всей длины по оси первого и второго профилей винтовой резьбы. В некоторых вариантах воплощения область контакта образуется между частью первого множества боковых сторон и частью второго множества боковых сторон при соединении первого и второго трубчатых элементов. В некоторых вариантах воплощения разгрузочные пространства для резьбового герметика выполняют, делая высоту по оси первого множества боковых сторон меньшей, чем высоту по оси второго множества боковых сторон.
[00011] В некоторых вариантах воплощения первый трубчатый элемент имеет ниппельный конец, а второй трубчатый элемент имеет муфтовый конец, и между вершинами ниппельного конца и впадинами муфтового конца выполнены разгрузочные пространства для резьбового герметика. Разгрузочные пространства для резьбового герметика могут иметь высоту по оси, которая составляет от 5% до 40% от высоты по оси первого множества боковых сторон резьбы, от 5% до 40% от высоты по оси второго множества боковых сторон резьбы или как то, так и другое. В некоторых вариантах воплощения, в которых между вершинами ниппельного конца и впадинами муфтового конца выполнены разгрузочные пространства для резьбового герметика, первое множество боковых сторон резьбы имеет высоту по оси, составляющую от 60% до 95% от высоты по оси второго множества боковых сторон резьбы, и второе множество боковых сторон резьбы имеет высоту по оси, составляющую от 60% до 95% от высоты по оси первого множества боковых сторон, или как то, так и другое.
[00012] В некоторых вариантах воплощения между каждым из первого множества впадин и каждым из второго множества вершин выполнены дополнительные разгрузочные пространства для резьбового герметика по всей длине вдоль оси первого и второго профиля резьбы, так что разгрузочные пространства для резьбового герметика объединены с образованием по существу непрерывной полости между соответствующими впадинами и вершинами по всей длине вдоль оси первого и второго профилей винтовой резьбы. В данных вариантах воплощения разгрузочные пространства для резьбового герметика имеют высоту по оси, которая составляет от 5% до 40% от высоты по оси первого множества боковых сторон резьбы, от 5% до 40% от высоты по оси второго множества боковых сторон резьбы, или как то, так и другое. В некоторых вариантах воплощения, в которых между вершинами ниппельного конца и впадинами муфтового конца, и впадинами ниппельного конца и вершинами муфтового конца выполнены разгрузочные пространства для резьбового герметика, первое множество боковых сторон имеет высоту по оси, составляющую от 60% до 95% от высоты по оси второго множества боковых сторон резьбы, и второе множество боковых сторон имеет высоту по оси, составляющую от 60% до 95% от высоты по оси первого множества боковых сторон резьбы.
[00013] Изобретение также может включать способ формирования трубчатого соединения, подобного описанному выше, при этом способ включает нанесение резьбового герметика на первый профиль винтовой резьбы первого трубчатого элемента и вращение одного из первого трубчатого элемента и второго трубчатого элемента относительно друг друга, так что первый профиль винтовой резьбы сцепляется со вторым профилем винтовой резьбы. Резьбовой герметик также может быть нанесен на второй профиль винтовой резьбы как часть этого способа.
[00014] В другом варианте воплощения способ включает в себя перемещение первого трубчатого элемента относительно второго трубчатого элемента, так что ниппельный конец первого трубчатого элемента входит и перекрывается в осевом направлении с концом муфты второго трубчатого элемента. Способ дополнительно включает в себя вращение первого трубчатого элемента относительно второго трубчатого элемента, так что первая резьба на первом трубчатом элементе сцепляется со второй резьбой на втором трубчатом элементе. Способ, кроме того, включает в себя соединение первого трубчатого элемента со вторым трубчатым элементом, так что участок резьбы муфты на муфтовом конце, по существу, перекрывает участок резьбы ниппеля на ниппельном конце. Резьба ниппеля содержит вершины резьбы ниппеля и впадины резьбы ниппеля, которые являются по существу аксиальными относительно первого трубчатого элемента, причем каждая из вершин резьбы ниппеля и впадин резьбы ниппеля разделена боковыми сторонами резьбы ниппеля, которые являются по существу радиальными относительно первого трубчатого элемента. Резьба муфты содержит вершины резьбы муфты и впадины резьбы муфты, которые являются по существу аксиальными относительно второго трубчатого элемента, причем каждая из вершин резьбы муфты и впадин резьбы муфты разделена боковыми сторонами резьбы муфты, которые являются по существу радиальными относительно второго трубчатого элемента. После соединения первого и второго трубчатых элементов между вершинами резьбы ниппеля и впадинами резьбы муфты образуется разгрузочное пространство для резьбового герметика.
[00015] В некоторых вариантах воплощения способ дополнительно включает нанесение резьбового герметика на один или оба ниппельного конца первого трубчатого элемента и муфтового конца второго трубчатого элемента. Разгрузочное пространство для резьбового герметика подходит для размещения резьбового герметика. Кроме того, в некоторых вариантах воплощения соединение первого трубчатого элемента со вторым трубчатым элементом включает в себя введение в контакт части боковых сторон резьбы ниппеля с частью боковых сторон резьбы муфты. Находящаяся в контакте часть может содержать нежелательный контакт между частью с резьбой на ниппеле и частью с резьбой на муфте. Кроме того, в некоторых вариантах воплощения соединение первого трубчатого элемента со вторым трубчатым элементом включает введение в контакт вершин резьбы ниппеля с впадинами резьбы муфты и введение в контакт вершин резьбы муфты с впадинами резьбы ниппеля только вдоль части длины ниппельного конца и соответствующей длины муфтового конца.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00016] Варианты воплощения настоящего способа описаны со ссылкой на следующие фигуры. На всех фигурах одинаковые номера использованы для ссылки на одинаковые элементы и компоненты. В различных вариантах воплощения могут быть использованы элементы и/или компоненты, отличные от показанных на чертежах, и некоторые элементы и/или компоненты могут не присутствовать в различных вариантах воплощения. Элементы и/или компоненты на фигурах не обязательно изображены в масштабе.
[00017] На фиг. 1 представлен схематический вид резьбы, имеющей два сегмента вершин и два сегмента канавок;
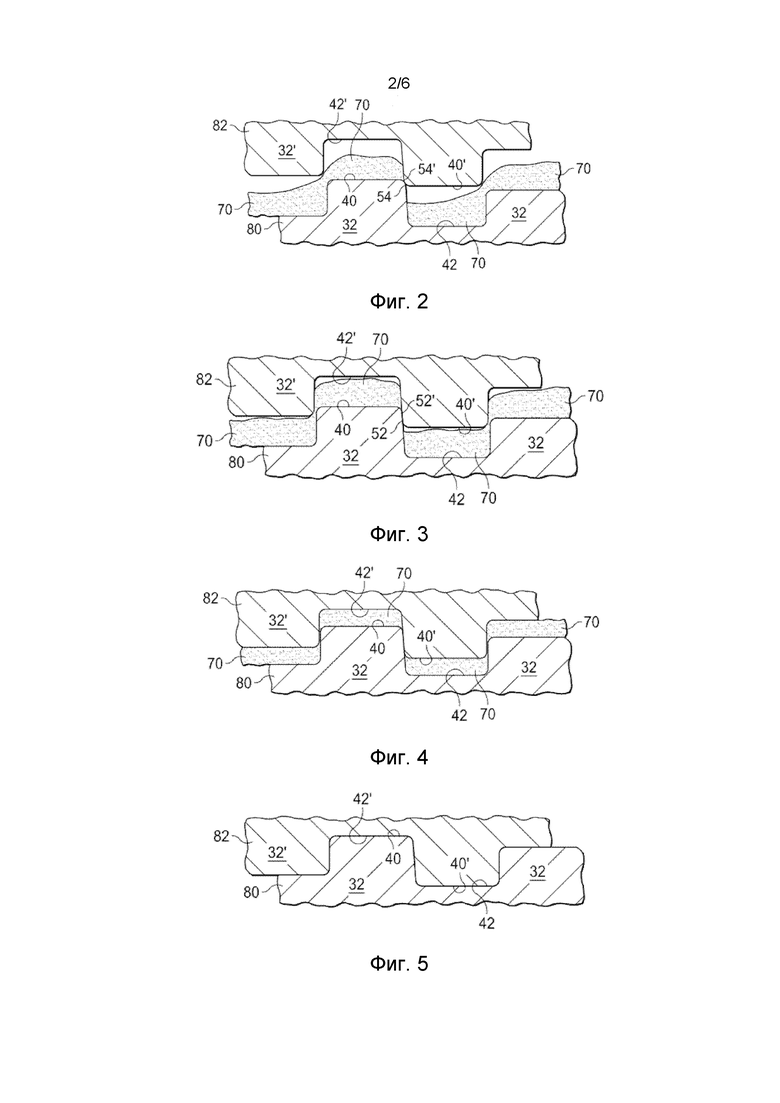
[00018] На фиг. 2-5 приведены схематические виды резьбы во время последовательности свинчивания элементов;
[00019] На фиг. 6 приведен схематический вид закладной стороны витка резьбы в полностью свинченном соединении;
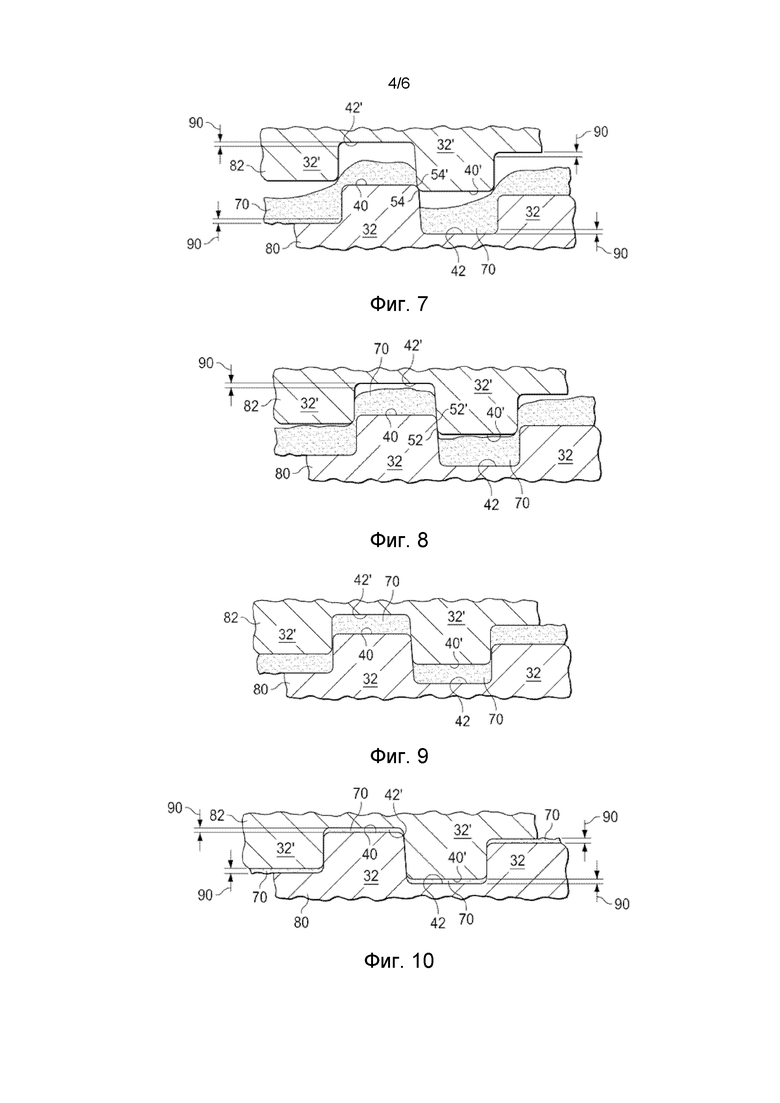
[00020] На фиг. 7-10 приведены схематические виды резьбы во время последовательности свинчивания элементов в соответствии с вариантами воплощения настоящего способа;
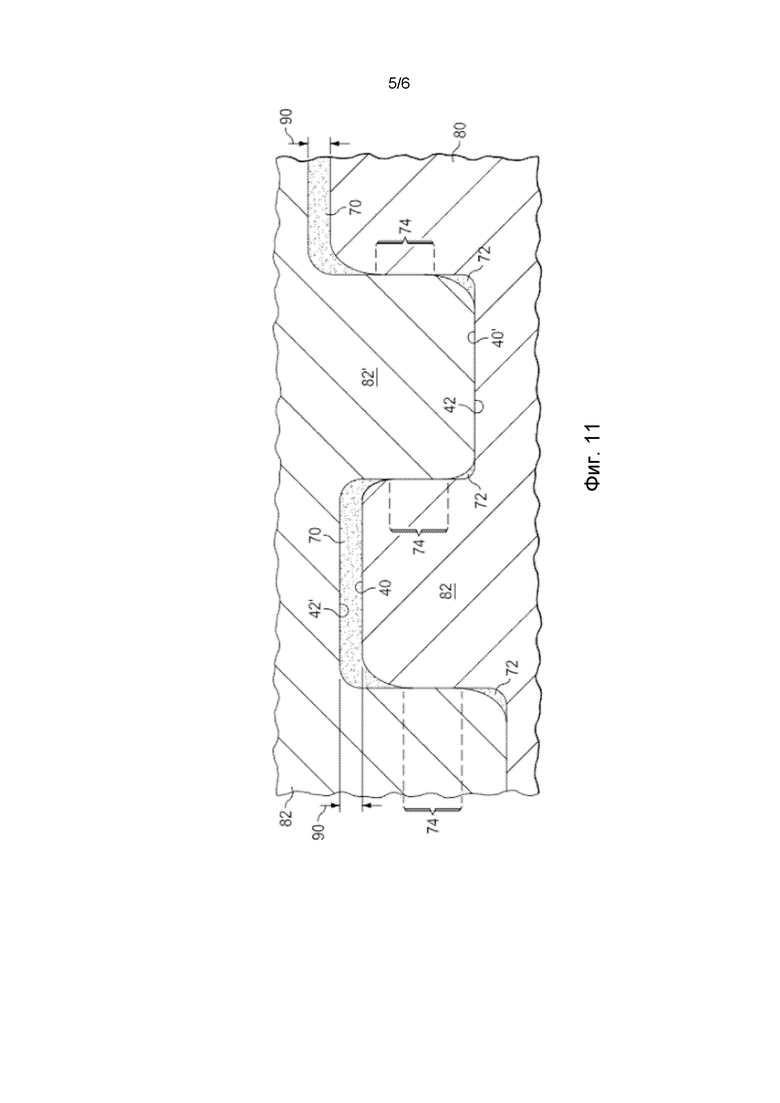
[00021] На фиг. 11 представлен схематический вид одного варианта воплощения профиля резьбы, имеющего рельеф для резьбового герметика между вершиной и впадиной двух соединенных элементов соединения; и
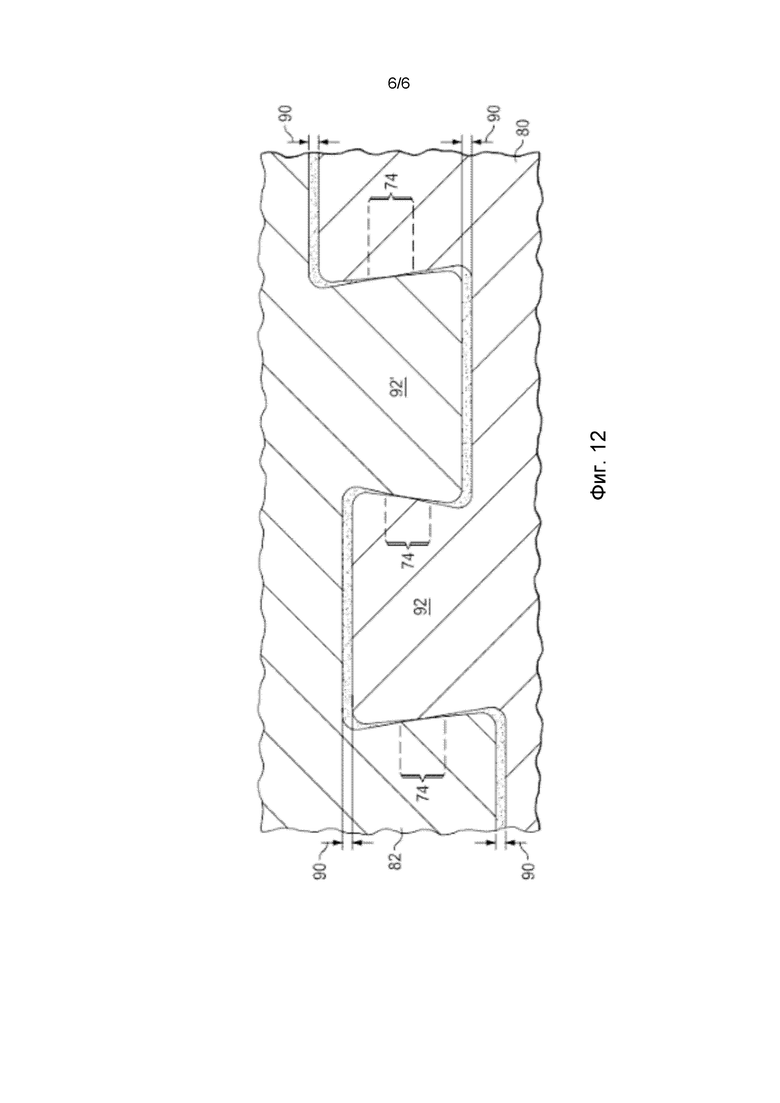
[00022] На фиг. 12 приведен схематический вид одного варианта воплощения изобретения, имеющего клиновидную резьбу.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[00023] Трубчатые соединители обычно содержат трубчатые сегменты, которые соединяются, когда трубчатый сегмент, имеющий ниппельный конец с наружной резьбой, соединяют с другим трубчатым сегментом, имеющим муфтовый конец с внутренней резьбой. Ниппель и муфта выполнены с возможностью соединения друг с другом таким образом, что трубчатые сегменты герметизированы для предотвращения прохождения жидкости или газа через резьбу собранного соединения. Способ соединения ниппеля и муфты друг с другом, иногда называемый свинчиванием, может включать в себя нанесение резьбового герметика на резьбу ниппеля и муфты при подготовке сборки одного трубчатого элемента, имеющего ниппельный конец, с другим трубчатым элементом, имеющим конец сопрягаемой муфты. Резьбовой герметик, иногда называемый трубной смазкой или резьбовой смазкой для герметизации, может обеспечивать смазывание во время свинчивания, а также может заполнять полости между резьбами ниппеля и муфты.
[00024] Схема, показанная фиг. 1, изображает частичный профиль 30 резьбы, имеющий два сегмента 32 a, 32 b выступов и два сегмента 34 a, 34 b канавки. В профиле резьбы использована квадратная или почти квадратная форма, имеющая закладную сторону 36 витка резьбы и опорную сторону 38 витка резьбы, проходящие между вершиной 40 и впадиной 42. Образующая линия 44 среднего цилиндра резьбы показана в виде пунктира. Резьбовой герметик 70 может быть нанесен на профиль резьбы трубчатого элемента при подготовке к сборке одного трубчатого элемента с другим. Можно рекомендовать нанесение определенного количества резьбового герметика 70; например, производитель соединения может рекомендовать нанесение резьбового герметика 70 таким образом, чтобы он достигал одной трети высоты вершин 32. Однако на практике операторы не всегда могут тщательно контролировать количество нанесенного резьбового герметика 70, и часто могут применять количество, большее рекомендуемого. Количество резьбового герметика 70, изображенное на чертежах настоящего описания, является представительным только для количества резьбового герметика 70, которое может быть нанесено во время работы.
[00025] Как показано на фиг. 2-5, изображена последовательность свинчивания трубчатого соединения для типичного элемента ниппеля 80 и элемента муфты 82, причем оба показаны только в частичном поперечном сечении. Последовательность свинчивания может включать в себя вращение одного элемента, например, элемента ниппеля 80, в направлении другого элемента, например, элемента муфты 82. Последовательность свинчивания может дополнительно включать в себя нанесение резьбового герметика 70, который может сжиматься и/или вытесняться между элементом ниппеля 80 и элементом муфты 82 во время свинчивания. Хотя резьбовой герметик 70 изображен как расположенный поверх элемента ниппеля 80, следует иметь в виду, что резьбовой герметик 70 иногда наносят либо на элемент ниппеля 80, либо на элемент муфты 82, либо на оба, в различных количествах.
[00026] Во время первого оборота, как показано на фиг. 2, сцепление закладной стороны витка резьбы происходит между поверхностями 54, 54' зазора двух резьбовых элементов, и резьбовой герметик 70 может быть расположен между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82 и/или между впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82. Опорные стороны витков резьбы могут быть сближены друг с другом, когда резьбу поворачивают до более тесного сцепления. Если резьба элементов имеет кулачковую поверхность 52, 52', как показано, когда резьбовое соединение входит во второй оборот, как показано на фиг. 3, закладная сторона витка резьбы смещается от поверхностей 54, 54' зазора к кулачковым поверхностям 52, 52'. Если это не происходит, соединение во время второго оборота остается на боковой стороне зазора. В этот момент резьбовой герметик 70 может касаться или почти заполнять зазор между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82 и/или между впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82. Вворачивание одного элемента в другой элемент уменьшает зазор между опорными сторонами витков резьбы. В примере, показанном на фиг. 4, в конце второго оборота, зазор почти закрыт. Резьбовой герметик 70 может сжиматься в зазоре между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82 и/или между впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82.
[00027] По мере того как соединение входит в третий оборот, канавка резьбы и опорные стороны витков резьбы вершин резьбы сцепляются или перемещаются ближе друг к другу, как показано на фиг. 5. По мере того, как продолжается сцепление соединения, базовая поверхность закладной стороны и опорная сторона витков резьбы продолжают скользить по соответствующим сопрягаемым поверхностям до тех пор, пока впадина и вершины резьбы не войдут в сцепление по резьбе. Резьбовой герметик 70 может сжиматься в небольших зазорах и полостях между ниппелем 80 и муфтой 82.
[00028] На фиг. 6 приведен вид в увеличенном масштабе закладных сторон витков резьбы по фиг. 5 при полностью собранной резьбе. Как показано на фиг. 6, резьбовой герметик 70 все еще может быть расположен между выступами 32 резьбы ниппеля 80 и выступами 32' резьбы муфты 82. В некоторых соединениях закладные и опорные стороны витков резьбы могут быть выполнены с возможностью контакта или взаимодействия. Резьбовой герметик 70, нанесенный во время свинчивания, может собираться между полостями двух элементов, такими как полости 72, которые образованы между наклонными поверхностями закладных и опорных сторон витков резьбы. Однако вследствие различных параметров, таких как форма профиля резьбы, а также количество, расположение и свойства резьбового герметика 70, резьбовой герметик 70 может оставаться между боковыми поверхностями резьбы, которые выполнены с возможностью контакта или взаимодействия, например, между предполагаемой областью 74 контакта. Контакт или взаимодействие боковых поверхностей резьбы может, предположительно, повышать прочность под давлением свинченного соединения. Однако удержание и/или сжатие резьбового герметика 70 между поверхностями двух сцепляющихся трубчатых элементов вокруг предполагаемой области 74 контакта (иногда называемой захватом смазки) может потенциально изменить или уменьшить прочность под давлением и характеристики сцепленного соединения при определенных условиях.
[00029] В одном или более вариантах воплощения настоящего способа профили резьбы элемента ниппеля 80, элемента муфты 82, или их обоих могут быть выполнены таким образом, что, когда два трубчатых элемента полностью свинчены, между вершинами и впадинами элемента 80 резьбы ниппеля и элемента 82 резьбы муфты остается зазор. Этот зазор, который также может быть описан как полость, карман, углубление, пространство, область и т. п., может обеспечивать разгрузку захваченного резьбового герметика, так как резьбовой герметик может собираться в этом преднамеренно выполненном пространстве зазора, а не оставаться расположенным между поверхностями резьбы, которые выполнены с возможностью контакта или взаимодействия. Настоящие варианты воплощения профилей резьбы, имеющих разгрузочные пространства для резьбового герметика, могут иметь области, выполненные с возможностью содержания большего количества резьбового герметика, чем типичный профиль резьбы. Резьбовой герметик может вытесняться в указанные разгрузочные пространства, тем самым уменьшая количество резьбового герметика, остающегося между поверхностями резьбы, выполненными с возможностью контакта, и увеличивая прочность под давлением и другие рабочие характеристики.
[00030] На фиг. 7-10 изображена последовательность свинчивания трубных соединений, представляющая один или более вариантов воплощения настоящего способа, в котором элемент ниппеля 80 и/или элемент муфты 82 выполнены с разгрузочными пространствами 90 для резьбового герметика между вершинами 40 и впадинами 42 двух элементов 80 и 82. Разгрузочные пространства 90 включают увеличенный зазор между вершинами 40 и впадинами 42 по сравнению с обычным профилем резьбы, и могут относиться к конструкциям профиля резьбы, в которых зазор между вершинами 40 и впадинами 42 должен сохраняться после полного свинчивания ниппеля и переднего элемента. В некоторых вариантах воплощения вершины 40 и впадины 42 могут не соприкасаться, даже когда трубчатые элементы свинчены. В соответствии с настоящими способами трубчатые элементы свинчивают, сцепляют или соединяют, когда все вершины 32 резьбы ниппеля 80 или резьбы муфты 82 расположены в сегментах канавок 34 сопрягаемой муфты 82 или ниппеля 80. Иначе говоря, трубчатые элементы свинчены, когда участок резьбы на ниппеле 80 по существу перекрывает участок резьбы на муфте 82.
[00031] Последовательность свинчивания может включать в себя вращение одного элемента, например, элемента ниппеля 80, в направлении другого элемента, например, элемента муфты 82. Число оборотов или поворотов одного резьбового элемента внутри другого резьбового элемента, создающих последовательность сборки, может изменяться в зависимости от геометрических отношений отдельного профиля резьбы, используемого для элементов. Последовательность свинчивания может дополнительно включать в себя нанесение резьбового герметика 70, который может вытесняться между элементом ниппеля 80 и элементом муфты 82 во время свинчивания. Хотя резьбовой герметик 70 изображен как расположенный поверх элемента ниппеля 80, следует иметь в виду, что резьбовой герметик 70 может быть нанесен на элемент ниппеля 80, элемент муфты 82, либо на оба, в различных количествах.
[00032] Во время первого поворота, как показано на фиг. 7, сцепление закладной стороны витка резьбы происходит между поверхностями 54, 54' зазора двух резьбовых элементов, и резьбовой герметик 70 может быть расположен между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82 и/или между впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82. Опорные стороны витков резьбы могут быть сближены друг с другом, когда резьбу поворачивают до более тесного сцепления. Если резьба элементов имеет кулачковую поверхность 52, 52', как показано, когда резьбовое соединение входит во второй оборот, как показано на фиг. 8, закладная сторона витка резьбы смещается от поверхностей 54, 54' зазора к кулачковым поверхностям 52, 52'. Если это не происходит, соединение во время второго оборота остается на боковой стороне зазора.
[00033] Как показано на фиг. 8, опорные стороны витков резьбы могут быть сближены друг с другом, когда резьбу поворачивают до более тесного сцепления. Благодаря разгрузочным пространствам 90 резьбовой герметик 70 может иметь больше пространства между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82 и/или между впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82, чем это было бы в соединении, имеющем типичный профиль резьбы. Как показано на фиг. 9, в конце второго оборота, зазор дополнительно уменьшается. Резьбовой герметик 70 может почти заполнять зазор между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82 и/или между впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82. По мере того как соединение входит в третий оборот, канавка резьбы и опорные стороны витков резьбы вершин резьбы сцепляются или перемещаются по существу в положение контакта, как показано на фиг. 10. Резьбовой герметик 70 может быть вытеснен из закладных и опорных сторон витков резьбы резьбовых профилей, и вместо этого может содержаться в разгрузочных областях 90 для резьбового герметика между ниппелем 80 и муфтой 82. Как показано на фиг. 10, разгрузочные области 90 для резьбового герметика могут проходить по всей длине вдоль оси ниппеля 80 и муфты 82. Иначе говоря, разгрузочная область 90 для резьбового герметика может существовать между каждым вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82, а также между каждым вершиной 40' резьбы муфты 82 и впадиной 42 резьбы ниппеля 80. Эта схема фактически образует непрерывную разгрузочную область для резьбового герметика, простирающуюся от одного конца соединения к другому. Таким образом, конструкция варианта воплощения настоящего изобретения обеспечивает существенно больший объем для разгрузки резьбового герметика, чем в конструкциях предшествующего уровня техники.
[00034] На фиг. 11 изображены один или более вариантов воплощения профиля резьбы, имеющего разгрузочные области для резьбового герметика между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82. Как показано на фиг. 11, резьбовой герметик 70 может по существу содержаться в разгрузочных областях для резьбового герметика между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82. В некоторых соединениях закладные и опорные стороны витков резьбы могут быть выполнены с возможностью контакта или взаимодействия. Резьбовой герметик 70, нанесенный во время свинчивания, может вытесняться с боковых сторон резьбы ниппеля 80 и муфты 82 и может собираться между полостями двух элементов, такими как полости 72, выполненные между наклонными поверхностями закладных и опорных сторон витков резьбы. Кроме того, резьбовой герметик 70 может содержаться в разгрузочных областях 90 для резьбового герметика между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82. В соответствии с настоящим способом, величина пространства, доступного для размещения резьбового герметика 70, может быть достаточной, чтобы размещать резьбовой герметик 70 так, чтобы предполагаемые области 74 контакта поверхностей двух сцепляющихся трубчатых элементов могли входить в контакт или взаимодействовать, в соответствии с предназначением.
[00035] Следует принимать во внимание, что разгрузочные области 90 для резьбового герметика, согласно настоящему способу, могут включать в себя любую комбинацию снижения уровня высоты вершины 40 ниппеля 80, увеличения уровня глубины впадины 42 ниппеля 80, уменьшения уровня высоты вершины 40' резьбы муфты 82 и увеличения уровня глубины впадины 42' резьбы муфты 82. Используемый в настоящем документе термин «снижение уровня высоты вершины» относится к уменьшенному уровню высоты вершины, так что между вершиной и впадиной, с которой он сопрягается, остается зазор или пространство, когда трубчатый элемент полностью сцеплен. Аналогично, термин «увеличение уровня глубины впадины» относится к увеличенному уровню глубины впадины, так что между впадиной и вершиной, с которым она сопрягается, остается зазор или пространство, как только трубчатый элемент полностью сцеплен.
[00036] Например, один или более вариантов воплощения, изображенных на фиг. 10, могут включать в себя уменьшение уровня высоты вершины 40 резьбы ниппеля и/или увеличение уровня глубины впадины 42' резьбы муфты 82, а также увеличение уровня глубины впадины 42 резьбы ниппеля и/или уменьшение уровня высоты вершины 40' резьбы муфты 82. Как показано на фиг. 10, свинченные элементы 80 и 82 ниппеля и муфты имеют разгрузочные области 90 для резьбового герметика как между вершиной 40 резьбы ниппеля 80, и впадиной 42' резьбы муфты 82, так и впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82. Однако один или более вариантов воплощения, изображенных на фиг. 11, могут включать в себя только уменьшение уровня высоты вершины 40 резьбы ниппеля и/или увеличение уровня глубины впадины 42' резьбы муфты 82, поскольку свинченные элементы 80 и 82 ниппеля и муфты имеют разгрузочные области 90 для резьбового герметика только между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82. Аналогичным образом, другие варианты воплощения настоящего способа могут включать в себя только увеличение уровня глубины впадины 42 резьбы ниппеля и/или уменьшение уровня высоты вершины 40' резьбы муфты 82, так что свинченные элементы 80 и 82 ниппеля и муфты имеют разгрузочные области 90 для резьбового герметика между впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82.
[00037] Хотя в настоящем описании изображены квадратные или близкие к квадратным профили резьбы, следует отметить, что настоящий способ включения пространства между вершиной и впадиной резьбы соединенных ниппеля и муфты для размещения резьбового герметика могут быть применимы к другому профилю резьбы, включая упорные резьбы, клиновидные резьбы или любые другие резьбы, имеющие соответствующую часть вершины и часть впадины в профиле резьбы. Например, на фиг. 12 представлены один или более вариантов воплощения, имеющих клиновидный профиль резьбы. Как известно специалистам в данной области техники, клиновидная резьба представляет собой профиль резьбы переменной ширины (или переменного шага), так что впадины и вершины каждого трубчатого элемента изменяются по ширине вдоль длины по оси.
[00038] Некоторые элементы различных вариантов воплощения могут комбинироваться в зависимости от формы профиля резьбы. Например, выступы 92 и 92' резьбы ниппеля 80 и резьбы муфты 82, соответственно, могут иметь наклонные закладные и опорные стороны витков резьбы. Эта конфигурация обычно упоминается как профиль резьбы «ласточкин хвост». Соединение, имеющее клиновидную резьбу, может иметь разгрузочные области 90 для резьбового герметика между вершиной 40 резьбы ниппеля 80 и впадиной 42' резьбы муфты 82, а также впадиной 42 резьбы ниппеля 80 и вершиной 40' резьбы муфты 82, в то же время, сохраняя достаточно высокую прочность под давлением, вследствие наклонной конфигурации боковой стороны типа «ласточкин хвост».
[00039] Трубное резьбовое соединение согласно настоящей заявке может быть дополнительно использовано в неразъемном соединении или в сборном соединении для трубчатых элементов. В неразъемном соединении элементы ниппеля и муфты соединены как одно целое с концами трубчатых элементов. В сборном соединении резьбовое соединение соединяет резьбовые концы трубчатых элементов. Резьбовое трубное соединение согласно настоящему изобретению также применимо ко всем типам нефтяных промысловых труб, включая бурильную трубу, обсадную колонну и насосно-компрессорные трубы. Соединение может быть использовано на гладкой концевой трубе, обжатых концах холодтянутой трубы или высаженных в горячем состоянии концах.
[00040] Кроме того, в различных вариантах воплощения размер разгрузочной области 90 для резьбового герметика может изменяться в зависимости от формы профиля резьбы трубчатого элемента. В некоторых вариантах воплощения высота разгрузочной области 90 для резьбового герметика может составлять приблизительно от 5% до 40 % высоты сегмента канавки, в которой она находится, или в некоторых вариантах воплощения от 5% до 20 % высоты сегмента канавки, в которой она находится. Кроме того, в некоторых вариантах воплощения размер разгрузочной области 90 для резьбового герметика может зависеть от отношения высоты боковых сторон элемента ниппеля 80 к высоте боковых сторон элемента муфты 82. Например, в некоторых вариантах воплощения боковые стороны элемента ниппеля 80 могут иметь высоту, которая составляет от 60% до 95% высоты боковых сторон элемента муфты 82, или боковые стороны элемента муфты 82 могут иметь высоту, составляющую от 60% до 95 % высоты боковых сторон элемента ниппеля 80, или как то, так и другое. Кроме того, размер разгрузочных областей 90 для резьбового герметика может изменяться по всей длине резьбы на элементе ниппеля 80 и элементе муфты 82.
[00041] В некоторых вариантах воплощения трубчатое соединение обычно входит в широкую группу, обозначаемую как тонкие, высокоэффективные соединения. Соединение может быть использовано в различных вариантах воплощения, таких как неразъемное гладкопроходное соединение, с опрессованными секциями или без них, с неразъемными обжимными секциями или без них, с высаженными в горячем состоянии одном или обоих элементами, или сборное с опрессованными концами ниппелей или без них. Для неразборного или сборного соединения предполагается, что профили резьбы могут быть использованы в сочетании с другими обычными соединительными элементами высшего качества, такими как, без ограничения, одно или более металлических уплотнений (как внутренних, так и внешних), один или более заплечиков для передачи крутящего момента для упора в фиксированном положении (внутри, снаружи или по центру) и резьбы c заходом/выбегом.
[00042] Многие изменения и другие варианты реализации, изложенные в настоящем документе, будут очевидны, обладая преимуществом идей, представленных в предшествующем описании и прилагаемых чертежах. Таким образом, следует понимать, что системы и способы, описанные в настоящем документе, не должны ограничиваться конкретными раскрытыми вариантами реализации, и что изменения и другие варианты реализации должны быть включены в объем прилагаемой формулы изобретения. Хотя в настоящем документе использованы конкретные термины, они использованы в общем и описательном смысле, а не в целях ограничения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| Резьбовое соединение бурильной колонны | 2022 |
|
RU2796709C1 |
| ЗАЩИТНОЕ СРЕДСТВО ДЛЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ | 2009 |
|
RU2482371C1 |
| Резьбовое соединение трубных изделий нефтяного сортамента | 2023 |
|
RU2818433C1 |
| ТРУБНОЕ СОЕДИНЕНИЕ СО СПИРАЛЬНО ПРОХОДЯЩИМ ВЫСТУПОМ ПЕРЕДАЧИ МОМЕНТА | 2016 |
|
RU2716096C2 |
| СПОСОБ КОНТРОЛЯ СУММАРНОЙ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270978C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2018 |
|
RU2721075C1 |
| ТРУБЧАТОЕ СОЕДИНЕНИЕ СО СПИРАЛЬНО ПРОХОДЯЩИМ ВЫСТУПОМ ПЕРЕДАЧИ МОМЕНТА | 2013 |
|
RU2659291C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2009 |
|
RU2477453C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |


Изобретение относится к соединению, которое содержит первый трубчатый элемент, имеющий первый профиль винтовой резьбы, образованный первым множеством вершин, впадин и боковых сторон резьбы, при этом каждая боковая сторона резьбы отделяет каждую вершину резьбы от каждой впадины резьбы. Соединение также содержит второй трубчатый элемент, имеющий второй профиль винтовой резьбы, образованный вторым множеством вершин, впадин и боковых сторон резьбы, при этом каждая боковая сторона резьбы отделяет каждую вершину резьбы от каждой впадины резьбы. Вершины и впадины резьбы являются по существу аксиальными относительно трубчатых элементов, а боковые стороны резьбы являются по существу радиальными относительно трубчатых элементов. Первый трубчатый элемент и второй трубчатый элемент выполнены с возможностью соединения, когда первый профиль резьбы сцепляется со вторым профилем резьбы. При соединении первого и второго трубчатых элементов между первым множеством вершин резьбы и вторым множеством впадин резьбы, и между вторым множеством вершин резьбы и первым множеством впадин резьбы образуются разгрузочные пространства для резьбового герметика. Изобретение обеспечивает существенно больший объем для разгрузки резьбового герметика. 3 н. и 22 з.п. ф-лы, 12 ил.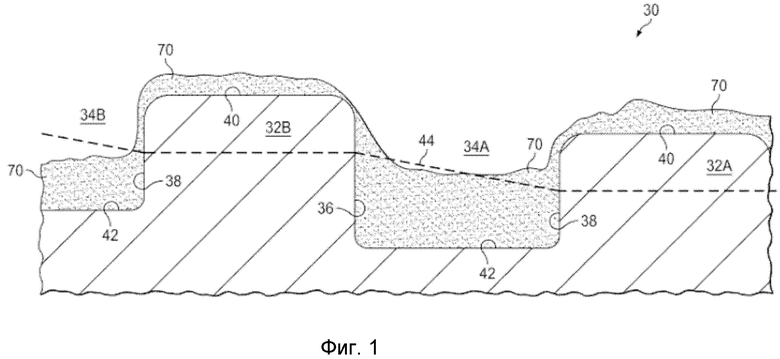
1. Соединение трубное с клиновидной резьбой, содержащее: первый трубчатый элемент, содержащий первый профиль винтовой резьбы, образованный первым множеством вершин, первым множеством впадин и первым множеством боковых сторон, при этом каждая боковая сторона отделяет каждую вершину от каждой впадины, и при этом первое множество вершин и впадин является по существу аксиальным по отношению к первому трубчатому элементу, и первое множество боковых сторон является по существу радиальным по отношению к первому трубчатому элементу; и второй трубчатый элемент, содержащий второй профиль винтовой резьбы, образованный вторым множеством вершин, вторым множеством впадин и вторым множеством боковых сторон, при этом каждая боковая сторона отделяет каждую вершину от каждой впадины, и при этом второе множество вершин и впадин является по существу аксиальным по отношению ко второму трубчатому элементу, и второе множество боковых сторон является по существу радиальным по отношению ко второму трубчатому элементу; при этом первый трубчатый элемент и второй трубчатый элемент выполнены с возможностью соединения, когда первый профиль резьбы сцепляется со вторым профилем резьбы; при этом первое множество разгрузочных пространств для резьбового герметика выполнено между каждой из первого множества вершин и каждой из второго множества впадин вдоль всей длины по оси первого и второго профилей винтовой резьбы; и при этом каждый из первого профиля винтовой резьбы и второго профиля винтовой резьбы имеет форму клиновидной резьбы.
2. Соединение по п. 1, отличающееся тем, что первый трубчатый элемент содержит ниппельный конец, а второй трубчатый элемент содержит муфтовый конец, и между вершинами ниппельного конца и впадинами муфтового конца выполнены разгрузочные пространства для резьбового герметика.
3. Соединение по п. 1, отличающееся тем, что первое множество впадин и второе множество вершин вступают в непосредственный контакт, когда первый и второй трубчатые элементы соединены.
4. Соединение по п. 2, отличающееся тем, что разгрузочные пространства для резьбового герметика имеют высоту по оси, которая составляет от 5 до 40 % от высоты по оси первого множества боковых сторон.
5. Соединение по п. 2, отличающееся тем, что разгрузочные пространства для резьбового герметика имеют высоту по оси, которая составляет от 5 до 40% от высоты по оси второго множества боковых сторон.
6. Соединение по п. 2, отличающееся тем, что первое множество боковых сторон имеет высоту по оси, которая составляет от 60 до 95% от высоты по оси второго множества боковых сторон.
7. Соединение по п. 2, отличающееся тем, что второе множество боковых сторон имеет высоту по оси, которая составляет от 60 до 95% от высоты по оси первого множества боковых сторон.
8. Соединение по п. 1, отличающееся тем, что второе множество разгрузочных пространств для резьбового герметика выполнено между каждой из второго множества вершин и каждой из первого множества впадин вдоль всей длины по оси первого и второго профилей резьбы, так что первое множество разгрузочных пространств для резьбового герметика и вторые разгрузочные пространства для герметика объединены, образуя по существу непрерывную полость между соответствующими впадинами и вершинами по всей длине вдоль оси первого и второго профилей винтовой резьбы.
9. Соединение по п. 8, отличающееся тем, что разгрузочные пространства для резьбового герметика имеют высоту по оси, которая составляет от 5 до 40% от высоты по оси первого множества боковых сторон, от 5 до 40% от высоты по оси второго множества боковых сторон или как то, так и другое.
10. Соединение по п. 8, отличающееся тем, что первое множество боковых сторон имеет высоту по оси, составляющую от 60 до 95% высоты по оси второго множества боковых сторон, или второе множество боковых сторон имеет высоту по оси, составляющую от 60 до 95 % от высоты по оси первого множества боковых сторон.
11. Соединение по п. 1, отличающееся тем, что область контакта образована между частью первого множества боковых сторон и частью второго множества боковых сторон при соединении первого и второго трубчатых элементов.
12. Способ формирования трубчатого соединения с использованием соединения по п. 1, включающий: нанесение резьбового герметика на первый профиль винтовой резьбы первого трубчатого элемента, и вращение одного из первого трубчатого элемента и второго трубчатого элемента относительно друг друга, так что первый профиль винтовой резьбы сцепляется со вторым профилем винтовой резьбы.
13. Способ по п. 12, отличающийся тем, что дополнительно включает нанесение резьбового герметика на второй профиль винтовой резьбы второго трубчатого элемента.
14. Соединение по п. 1, отличающееся тем, что первое множество разгрузочных пространств для резьбового герметика сформировано путем выполнения высоты по оси первого множества боковых сторон меньшей, чем высота по оси второго множества боковых сторон.
15. Способ соединения трубных элементов с клиновидной резьбой, включающий в себя: перемещение первого трубчатого элемента относительно второго трубчатого элемента, так что ниппельный конец первого трубчатого элемента входит и перекрывается в осевом направлении с концом муфты второго трубчатого элемента; вращение первого трубчатого элемента относительно второго трубчатого элемента, так что первая резьба на первом трубчатом элементе сцепляется со второй резьбой на втором трубчатом элементе; и соединение первого трубчатого элемента со вторым трубчатым элементом, так что участок резьбы муфты на муфтовом конце, по существу, перекрывает участок резьбы ниппеля на ниппельном конце; при этом резьба ниппеля содержит вершины резьбы ниппеля и впадины резьбы ниппеля, по существу аксиальные по отношению к первому трубчатому элементу, каждая из которых разделена боковыми сторонами резьбы ниппеля, по существу радиальными по отношению к первому трубчатому элементу, а резьба муфты содержит вершины резьбы муфты и впадины резьбы муфты, по существу аксиальные по отношению ко второму трубчатому элементу, каждая из которых разделена боковыми стенками резьбы муфты, по существу радиальными по отношению ко второму трубчатому элементу; при этом первое множество разгрузочных пространств для резьбового герметика образуется между каждой из вершин резьбы ниппеля и каждой из впадин резьбы муфты вдоль всей длины по оси первого и второго профилей винтовой резьбы после соединения первого и второго трубчатых элементов; и при этом каждый из первого профиля винтовой резьбы и второго профиля винтовой резьбы имеет форму клиновидной резьбы.
16. Способ по п. 15, отличающийся тем, что впадины резьбы ниппеля и резьбы вершины муфты вступают в непосредственный контакт, когда первый и второй трубчатые элементы соединены.
17. Способ по п. 15, отличающийся тем, что второе множество разгрузочных пространств для резьбового герметика выполнено между каждой из впадин резьбы ниппеля и каждой из вершин резьбы муфты вдоль всей длины по оси первого и второго профилей резьбы, так что первое множество разгрузочных пространств для резьбового герметика и второе множество разгрузочных пространств для герметика объединены, образуя по существу непрерывную полость между соответствующими впадинами и вершинами по всей длине вдоль оси первого и второго профилей винтовой резьбы.
18. Способ по п. 15, отличающийся тем, что дополнительно включает нанесение резьбового герметика на резьбу ниппеля.
19. Способ по п. 15, отличающийся тем, что дополнительно включает нанесение резьбового герметика на резьбу муфты.
20. Способ по п. 15, отличающийся тем, что первое множество разгрузочных пространств для резьбового герметика выполняют, делая высоту по оси боковых сторон резьбы ниппеля меньшей, чем высота по оси боковых сторон резьбы муфты.
21. Способ по п. 15, отличающийся тем, что соединение первого трубчатого элемента со вторым трубчатым элементом включает введение в контакт части боковых сторон резьбы ниппеля с частью боковых сторон резьбы муфты.
22. Способ по п. 15, отличающийся тем, что соединение первого трубчатого элемента со вторым трубчатым элементом включает введение в контакт части боковых сторон резьбы ниппеля с частью боковых сторон резьбы муфты, так что часть резьбы ниппеля взаимодействует с частью резьбы муфты.
23. Способ по п. 15, отличающийся тем, что соединение первого трубчатого элемента со вторым трубчатым элементом включает введение в контакт вершин резьбы ниппеля с впадинами резьбы муфты и введение в контакт вершин резьбы муфты с впадинами резьбы ниппеля только вдоль части длины ниппельного конца и соответствующей длины муфтового конца.
24. Соединение по п. 1, отличающееся тем, что первое множество боковых сторон резьбы и второе множество боковых сторон резьбы располагают под углом относительно радиальной оси первого и второго трубчатых элементов.
25. Способ по п. 15, отличающийся тем, что боковые стороны резьбы ниппеля и боковые стороны резьбы муфты располагают под углом относительно радиальной оси первого и второго трубчатых элементов.
| US 20060145480 A1, 06.07.2006 | |||
| US 20120038147 A1, 16.02.2012 | |||
| US 4600224 A1, 15.07.1986 | |||
| US 20170146160 A1, 25.05.2017 | |||
| RU 2058505 C1, 20.04.1996. |

