Способ визуального контроля свинчивания извлеченных из скважины нефтепромысловых труб.
Способ визуального контроля свинчивания извлеченных из скважины нефтепромысловых труб относится к нефтедобывающей отрасли и может быть использован на нефтепромыслах в условиях недостаточной освещенности промыслового оборудования.
Известны ГОСТ 632, ГОСТ 633, ГОСТ 53366, API 5 СТ в которых указаны критерии сборки резьбовых соединений обсадных и насосно-компрессорных труб. Основным критерием сборки является положение муфты относительно знаков, меток, конца сбега резьбы, расположенных на ниппельном конце тела трубы. Другим критерием является момент свинчивания, который является расчетным для резьбовых соединений с номинальным натягом соединения при коэффициенте трения - 0,06 для резьбовых соединений по APISpec5B в соответствии с рекомендациями ИСО10405.
Однако значения момента свинчивания следует рассматривать лишь как ориентировочные, ввиду очень больших различий в требованиях к моменту свинчивания, которые могут существовать для конкретного соединения разного типоразмера труб. По этой причине важно соотносить данные значения момента свинчивания с положение муфты относительно знаков, меток, конца сбега резьбы, расположенных на ниппельном конце тела трубы.
В заводских условиях при процессе сборки контролируется как осевое перемещение, так и момент свинчивания.
При этом формируется «поле допуска», ограниченное:
- по горизонтали значениями минимально снизу и максимально сверху допустимого значения момента свинчивания;
- по вертикали значениями допустимого осевого перемещения.
Поскольку наиболее важными критериями являются: положение (взаимное расположение муфты и ниппеля относительно друг-друга) и момент свинчивания, которые напрямую зависит от качества резьбовой смазки, ее количества и равномерности ее распределения по резьбовой поверхности, критерии, установленные в нормативной документации, разработаны с учетом того, что резьбовая смазка равномерно покрывает всю поверхность резьбы.
Выполнение требований по сборке резьбового соединения является залогом сохранения эксплуатационных свойств соединения, таких как, отсутствие повреждения резьбы и сохранение герметичности, при многократном свинчивании-развинчивании.
Известен ГОСТ 632, в котором регламентированы моменты для резьбовых соединений для номинального натяга соединения при коэффициенте трения - 0,06 для резьбовых соединений noAPISpec5B в соответствии с рекомендациями ИСО10405.
Однако, эти значения следует рассматривать лишь как ориентировочные, ввиду очень больших различий в требованиях к крутящему моменту, которые могут существовать для конкретного соединения. По этой причине важно соотносить данные значения крутящих моментов с полученной средней величиной при сборке труб по линейным размерам.
Для уточнения момента свинчивания резьбовых соединений труб, необходимого для обеспечения оптимального свинчивания каждой заводской партии, рекомендуется выполнить достаточное количество свинчиваний с фиксацией оборотов силового свинчивания, после свинчивания соединения до отказа от руки.
Для труб с резьбой «Баттресс» значения крутящего момента следует определять тщательно измеряя момент, требуемый для свинчивания каждого из нескольких соединений до основания треугольного клейма, (сборка по положению).
Полученные таким образом значения крутящего момента применяются при свинчивании остальных труб специфического веса и сортамента, предназначенных для данной колонны.
Но, как и в случае использования рекомендуемых крутящих моментов, так и в случае уточненных, минимальный крутящий момент должен быть не менее 75% от выбранного значения, а максимальный, не более 125%.
Для предотвращения заедания при выполнении свинчивания соединений в промысловых условиях скорость должна быть не более 25 об/мин.
При свинчивании необходимо наблюдать за указателем крутящего момента и положением торца муфты, по отношению к точке последней риски на трубе для труб с треугольной резьбой и ОТТМ, а также к основанию треугольного знака для труб с резьбой Баттресс (сборка по положению)., что невозможно осуществить с извлеченными из скважины трубами, покрытыми добываемой жидкостью.
При свинчивании обсадных труб с резьбовым соединением ОТТГ производят измерение расстояния от внутреннего упорного до наружного торца муфты с помощью штангенциркуля. Затем на ответной части трубы наносят риску на расстоянии от торца трубы, равной измеренному расстоянию от упорного торца до наружного торца муфты. После силового свинчивания торец муфты должен совпадать с риской, нанесенной на ниппельную часть трубы. По достижению торца трубы упорного торца муфты при силовом свинчивании происходит резкое увеличение крутящего момента. Зафиксированный при этом крутящий момент будет являться оптимальным для данных условий сборки (применяемая смазка, типоразмер труб и так далее). Дальнейшее свинчивание труб производят по установленному среднеарифметическому значению крутящего момента, полученного при проведении свинчивания 10 труб. Скорость силового свинчивания резьбовых соединений ОТТГ не должна превышать 10 об/мин.
Известен способ контроля свинчивания из описания к авторскому свидетельству SU №1625974 «Способ сборки безупорных конических резьбовых соединений обсадных и лифтовых колонн» от 02.01.1985, опубликовано: 07.02.1991. МПК Е21В 17/08, при котором, свинчивание осуществляют до совмещения торца муфты с меткой на трубе, расстояние до которой от торца трубы определяют по формуле L I - (F - Ат) + К + См - Ам, где L - расстояние от торца трубы до метки; I - расстояние от торца трубы до основной плоскости резьбы; F - фактический натяг резьбы трубы; Ат - регламентированный натяг резьбы трубы. К - оптимальный условный натяг; См - регламентированное расстояние от измерительной поверхности резьбового калибра - пробки до основной плоскости резьбы муфты: Ам - фактический натяг муфты.
Но данный способ контроля свинчивания не позволяет производить контроль свинчивания, уже после первого подъема трубы из скважины, так как тело трубы и метки будут «испачканы» содержимым скважины. Контроль затруднен в условиях недостаточного освещения, наличие смазки, ее количество и «свежеть» порции не может быть определены средствами видеоконтроля.
Известен способ визуализации взаимного расположения трубы и муфты при достижении заданного потребителем или нормативной документацией минимального, оптимального и максимального моментов свинчивания по патенту на полезную модель «Соединение труб с конической резьбой и торцевым уплотнением «металл-металл» RU 101484 от 28.07.2010 опубликовано 20.01.2011, МПК Е21В 17/00, при этом, на трубе (ниппеле) имеются 3 метки, одна из которых нанесена вдоль образующей, вторая поперечная, нанесенная по окружности трубы, третья обозначает место нанесения треугольного клейма, при этом первая метка наносится специальным приспособлением, имитирующим полноразмерный элемент резьбы муфтового конца трубы и является показателем положения уплотнительного торца ниппеля относительно ответного элемента в муфте, вторая метка своей шириной, равной шагу нарезанной резьбы, определяет последний шаг свинчивания соединения (аналогичную функцию выполняет основание треугольного клейма), а нанесенная вдоль образующей на муфте нижней неподвижной трубы специальным приспособлением, имитирующим полноразмерный элемент резьбы трубы, метка является визуальным показателем взаимного расположения трубы и муфты при достижении заданного потребителем или нормативной документацией минимального, оптимального и максимального моментов свинчивания.
Но данный способ, не позволяет производить контроль свинчивания, уже после первого подъема трубы из скважины, так как тело трубы и метки будут «испачканы» содержимым скважины. Контроль свинчивания затруднен в условиях недостаточного освещения.
Известен «Способ сборки муфтовых обсадных труб в колонну» по АС SU 1594259 от 04.03.1988, опубликовано: 23.09.1990 МПК5 Е21В 17/08, В23Р 19/06, при котором в заводских условиях муфта свинчивается с трубой вплоть до повышения крутящего момента до минимального допустимого уровня; затем наносят продольную метку в виде полосы, пересекающей муфту и трубу; ширина полосы соответствует диапазону допустимого увеличения величины крутящего момента; при спуске обсадной колонны промысловое резьбовое соединение муфты свинчивают с трубой до тех пор, пока части маркировочной полосы, расположенные на поверхности трубы и муфты со стороны заводского ее конца не начнут смещаться относительно друг друга; нормальным считается соединение, у которого величина смещения не превышает ширину полосы метки.
Но данный способ применим только для сборки заводской резьбовой пары, поскольку после подъема из скважины для очередного многократного развинчивания и последующего свинчивания подобные метки сложно обнаружить.
Наиболее близким является способ визуального контроля свинчивания труб с нанесением меток краской по патенту RU 2297511 от 24.02.2005, опубликовано: 20.04.2007, МПК Е21В 17/00 (2006.01) Е21В 19/16 (2006.01), «Способ нанесения меток для визуализации свинчивания нефтегазопромысловых труб (варианты), способ свинчивания этих труб и способ визуального контроля свинчивания этих труб», при котором сначала на втором приспособлении произвольно вдоль его продольной оси наносится краской полоса, а на первом приспособлении полоса краской наносится в свинченном до смыкания упорных поверхностей положении с вторым приспособлением напротив нанесенной на последнем полосы, затем первое приспособление свинчивают с муфтовым концом трубы, на которой наносят краской метку в виде полосы, являющейся продолжением полосы на первом приспособлении, а второе приспособление свинчивают с ниппельным концом трубы, на которой наносят краской метку в виде полосы, являющейся продолжением полосы на втором приспособлении; осуществляют посадку ниппельного конца одной трубы в муфтовый конец другой трубы, закрепленной от вращения, с последующим завинчиванием ниппельного конца трубы возрастающим крутящим моментом, при контакте упорных поверхностей указанных труб осуществляют вращением ниппельного конца трубы совмещение метки на этой трубе с меткой, нанесенной на муфтовом конце закрепленной от вращения трубы, а затем осуществляют довинчивание ниппельного конца трубы; завинчивание ниппельного конца трубы сначала осуществляют вручную на 4-5 витков, затем осуществляют свинчивание указанных труб до расположения торца муфтового конца трубы на уровне поперечной метки на ниппельном конце трубы или ниже этого уровня, а довинчивание за счет упругой деформации элементов резьбы для достижения заданного натяга в резьбовом соединении, уплотнительных поясках и герметизации в упорных торцах осуществляют плавно с бесскачковым ростом крутящего момента при температуре муфтового конца трубы не выше 80°с до совмещения метки на ниппельном конце трубы с дополнительной меткой, нанесенной на муфтовом конце закрепленной от вращения трубы на расстоянии от первой метки на этой трубе в направлении свинчивания указанных труб с расположением торца муфтового конца трубы на уровне поперечной метки на ниппельном конце трубы или ниже этого уровня не более чем на 0,5 мм
Данный способ не позволяет производить контроль свинчивания, уже после первого подъема трубы из скважины, так как тело трубы и метки будут «испачканы» содержимым скважины. Контроль затруднен в условиях недостаточного освещения, наличие смазки ее количество распределение и «свежеть» порции не может быть определен средствами видеоконтроля.
Задачей предлагаемого технического решения является сохранение эксплуатационных свойств резьбового соединения, таких как, отсутствие повреждения резьбы и сохранение герметичности, после многократного свинчивания-развинчивания нарезных труб нефтяного сортамента.
Задача решена за счет способа визуального контроля свинчивания извлеченных из скважины нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной резьбой, а другая - с муфтовым концом с внутренней резьбой, путем нанесения контрастной метки, при этом в качестве метки используют базовую консистентную смазку, смешанную с красящим пигментом, контрастным относительно цвета поверхности нанесения, а метки наносят равномерно сплошным слоем, распределяя, по наружной резьбе соединения до исчезновения цвета поверхности нанесения по всей резьбовой части трубы, и обеспечивают визуальный контроль свинчивания, до момента исчезновения контрастной метки ниппельного конца под муфтовым концом.
Выбор для меток красящего пигмента, контрастного относительно цвета поверхности нанесения, добавляемого в резьбовую базовую консистентную смазку, которую перед каждым свинчиванием, наносят сплошным слоем, равномерно распределяя по наружной резьбе соединения, до исчезновения цвета поверхности нанесения, обеспечивает визуальный контроль свинчивания без превышения момента свинчивания, до момента исчезновения контрастной метки ниппельного конца под муфтовым концом, и одновременно обеспечивает визуализацию наличия, «свежести» порции, сплошности нанесения и распределения резьбовой смазки до конца сбега резьбы перед каждым свинчиванием нефтепромысловых труб, что в совокупности позволяет сохранить эксплуатационные свойства резьбового соединения, таких как, отсутствие повреждения резьбы и сохранение герметичности, после многократного свинчивания-развинчивания нарезных труб нефтяного сортамента.
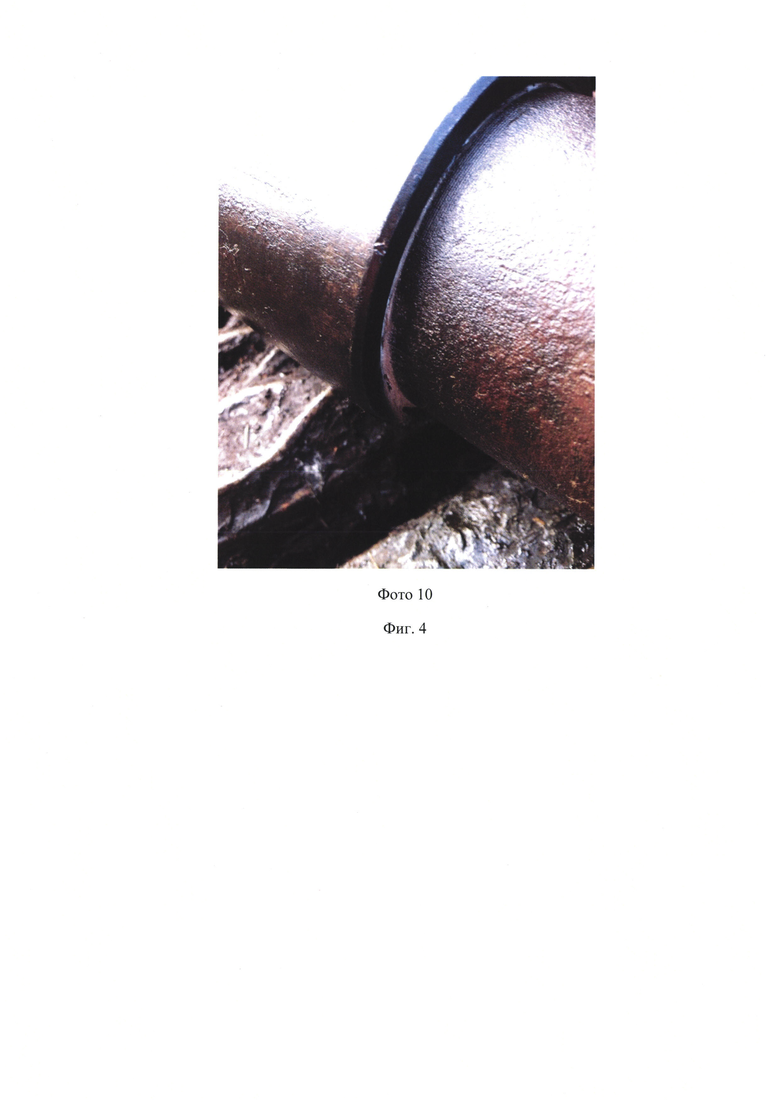
Выводы о существенности заявляемых признаков подтверждены результатами проведенных испытаний, отображенных на фотографиях, где на фиг. 1 показаны смазки смешанные с разными пигментами, на фиг. 2 фото резьбы, с нанесенной пигментированной резьбовой смазкой, на фиг. 3 фото резьбового соединения после развинчивания, на фиг. 4 - фото свинченного резьбового соединения.
На фотографиях на фиг. 2 четко визуализируется качество нанесения смазки на резьбу, золотистая смазка нанесена небрежно, не соблюдено условие «до исчезновения цвета поверхности нанесения по всей резьбовой части труб». На фиг. 3 на фото резьбового соединения после развинчивания тоже четко визуализируется отсутствие смазки.
На фиг. 4, на фото 10 - четко визуализируется исчезновение контрастной метки под муфтовым концом трубы у свинченного резьбового соединения.
Способ визуального контроля свинчивания нефтепромысловых труб осуществляют следующим образом.
Выбирают красящий пигмент, контрастный относительно цвета поверхности нанесения, как компонент резьбовой смазки, руководствуясь свойствами по ГОСТ 19487-74, например:
Неорганический пигмент (Ндп. Минеральный пигмент) : Окрашенное дисперсное неорганическое вещество, нерастворимое в дисперсионных средах и способное образовывать с пленкообразующим защитное, декоративное или декоративно-защитное покрытие
Природный неорганический пигмент (Ндп. Земляной пигмент) : Неорганический пигмент, полученный путем измельчения, обогащения термической обработки горных пород и минералов, (на фиг. 1 - цвет белый)
Синтетический неорганический пигмент: Неорганический пигмент, полученный в результате химических реакций.
Металлический пигмент: Неорганический пигмент, представляющий собой порошок металла или сплава металлов, (на фиг. 1 - цвета серый и золотистый). Противокоррозионный неорганический пигмент: Неорганический пигмент, способствующий уменьшению или предотвращению коррозии.
Противообрастающий неорганический пигмент : Неорганический пигмент, предотвращающий обрастание в воде окрашенной поверхности морскими организмами.
Выбирают красящий пигмент, контрастный относительно цвета поверхности нанесения, как компонент резьбовой смазки руководствуясь свойствами по ГОСТ 19487-74, например:
Неорганический пигмент (Ндп. Минеральный пигмент) : Окрашенное дисперсное неорганическое вещество, нерастворимое в дисперсионных средах и способное образовывать с пленкообразующим защитное, декоративное или декоративно-защитное покрытие
Природный неорганический пигмент (Ндп. Земляной пигмент) : Неорганический пигмент, полученный путем измельчения, обогащения термической обработки горных пород и минералов.
Синтетический неорганический пигмент : Неорганический пигмент, полученный в результате химических реакций.
Металлический пигмент : Неорганический пигмент, представляющий собой порошок металла или сплава металлов.
Противокоррозионный неорганический пигмент: Неорганический пигмент, способствующий уменьшению или предотвращению коррозии.
Противообрастающий неорганический пигмент: Неорганический пигмент, предотвращающий обрастание в воде окрашенной поверхности морскими организмами.
Выбранный красящий пигмент смешанный с противозадирным наполнителем, добавляют в резьбовую базовую консистентную смазку.
Поскольку пигменты являются твердыми наполнителями (компонентами), введение пигментов в резьбовую смазку, например вместо графита, позволяет регулировать цвет (визуализировать), за счет контраста между цветом места нанесения смазки (тела трубы) и смазки.
Кроме этого, за счет применения пигментов возрастает укрывистость (сплошность нанесения) смазки. Форма частиц пигмента может быть любой, например, пластинчатая форма, игольчатая или сферическая.
Введение пигментов повышает эксплуатационные свойства резьбовых смазок за счет: укрывистости, структурирующей способности, атмосферостойкости. При этом добавляются новые свойства резьбовой смазки: красящая способность, с возможностью изменить цвет и интенсивность.
Метки в виде базовой консистентной смазки, смешанной с красящим пигментом, контрастным относительно цвета поверхности нанесения, с противозадирным наполнителем, наносят, сплошным слоем, равномерно распределяя, по наружной и внутренней резьбам соединения, до исчезновения цвета поверхности нанесения по всей резьбовой части трубы.
При этом герметизирующие и смазывающие свойства смазки не ухудшаются. Пигмент как компонент резьбовой смазки, придает, цвет, противокоррозионные и другие свойства, присущие определенному компоненту.
Данный способ может применяться при изготовлении меток из смазки любого состава. Для примера возьмем смазку эталонного состава по стандарту APIPR 5 A3.
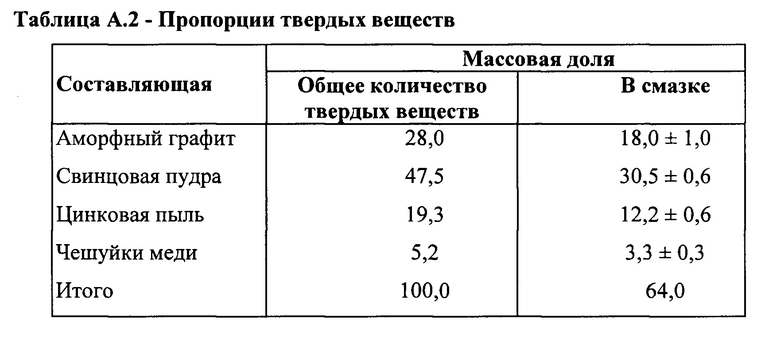
Для получения нужной метки графит заменяем на пигмент и/или смесь пигмента с инертным наполнителем. Например: 18% графита заменили на эквивалентное количество смеси белого пигмента (Диоксид титана) и инертного наполнителя - тальк. Пигмент с инертным наполнителем смешиваются в пропорциях, обеспечивающих требуемую интенсивность окрашивания смазки.
В результате мы получили метку из резьбовой смазки, обладающей требуемыми эксплуатационными свойствами (ИСО 13678) и с дополнительно приобретенными свойствами, позволяющими визуализировать процесс свинчивания и контролировать сплошность нанесения и количество нанесенной смазки при многократном свинчивании-развинчивании.
На извлеченную из скважины трубу, готовую базовую консистентную смазку, смешанную с красящим пигментом, контрастным относительно цвета поверхности нанесения, наносят равномерно сплошным слоем, распределяя, по наружной резьбе соединения до исчезновения цвета поверхности нанесения по всей резьбовой части трубы, и контролируют равномерность и укрывистость покрытия.
Осуществляют посадку ниппельного конца, покрытого базовой консистентной смазкой, смешанной с красящим пигментом, одной трубы в муфтовый конец другой трубы, закрепленной от вращения, с последующим завинчиванием ниппельного конца трубы со скоростью не более 25 об/мин возрастающим крутящим моментом. При свинчивании осуществляют визуальный контроль свинчивания, до момента исчезновения контрастной метки ниппельного конца под муфтовым концом.
Исчезновение пигментированной ниппельной части при свинчивании сигнализирует о том, что выполнен критерий сборки резьбового соединения по положению, (фиг. 4 фото 10)
Выполнение требований по сборке резьбового соединения предлагаемым способом является залогом сохранения эксплуатационных свойств соединения, таких как, отсутствие повреждения резьбы и сохранение герметичности, при многократном свинчивании-развинчивании резьбовых соединений при эксплуатации нефтяных и газовых месторождений.
Техническим эффектом предлагаемого технического решения является обеспечение надежной герметизации резьбовых соединений при многократном свинчивании-развинчивании, за счет способа визуального контроля свинчивания извлеченных из скважины нефтегазопромысловых труб, путем нанесения меток резьбовой базовой консистентной смазкой, смешанной с красящим пигментом, контрастным относительно цвета поверхности нанесения, Метки наносят сплошным слоем, до исчезновения цвета поверхности нанесения по наружной резьбе соединения, и обеспечивают визуальный контроль свинчивания, до момента исчезновения контрастной метки ниппельного конца под муфтовым концом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| Способ повышения герметичности резьбовых соединений обсадных и насосно-компрессорных (лифтовых) колонн | 2017 |
|
RU2667919C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА СВИНЧИВАНИЯ КОЛОНН ОБСАДНЫХ И НАСОСНО-КОМПРЕССОРНЫХ ТРУБ В УСЛОВИЯХ СПУСКА ИХ В НЕФТЯНЫЕ СКВАЖИНЫ | 2022 |
|
RU2809458C1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2007 |
|
RU2355740C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТОК ДЛЯ ВИЗУАЛИЗАЦИИ СВИНЧИВАНИЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ), СПОСОБ СВИНЧИВАНИЯ ЭТИХ ТРУБ И СПОСОБ ВИЗУАЛЬНОГО КОНТРОЛЯ СВИНЧИВАНИЯ ЭТИХ ТРУБ | 2005 |
|
RU2297511C2 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| Резьбовое замковое коническое соединение бурильных труб и способ увеличения его несущей способности и ресурса работы | 2019 |
|
RU2728105C1 |
| Двухупорное резьбовое соединение бурильных труб | 2020 |
|
RU2744965C1 |
| РЕЗЬБОВЫЕ СОЕДИНЕНИЯ ДЛЯ НЕФТЕПРОМЫСЛОВ | 2008 |
|
RU2464475C1 |
| СПОСОБ КОНТРОЛЯ СУММАРНОЙ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270978C1 |

Изобретение относится к нефтедобывающей отрасли. Технический результат – обеспечение надежной герметизации резьбовых соединений при многократном свинчивании-развинчивании. Способ визуального контроля свинчивания извлеченных из скважины нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной резьбой, а другая - с муфтовым концом с внутренней резьбой, путем нанесения контрастной метки. При этом в качестве метки используют базовую консистентную смазку, смешанную с красящим пигментом, контрастным относительно цвета поверхности нанесения. Метки наносят равномерно сплошным слоем, распределяя по наружной резьбе соединения до исчезновения цвета поверхности нанесения по всей резьбовой части трубы и обеспечивают визуальный контроль свинчивания до момента исчезновения контрастной метки ниппельного конца под муфтовым концом. 4 ил., 1 табл.
Способ визуального контроля свинчивания извлеченных из скважины нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной резьбой, а другая - с муфтовым концом с внутренней резьбой, путем нанесения контрастной метки, отличающийся тем, что в качестве метки используют базовую консистентную смазку, смешанную с красящим пигментом, контрастным относительно цвета поверхности нанесения, при этом метки наносят равномерно сплошным слоем, распределяя по наружной резьбе соединения до исчезновения цвета поверхности нанесения по всей резьбовой части трубы и обеспечивают визуальный контроль свинчивания до момента исчезновения контрастной метки ниппельного конца под муфтовым концом.
| РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ОБСАДНЫХ ТРУБ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ТМК UP FMC, РЭ ПС 02-007-2011, редакция 4, 28.04.2016 | |||
| СПОСОБ НАНЕСЕНИЯ МЕТОК ДЛЯ ВИЗУАЛИЗАЦИИ СВИНЧИВАНИЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ), СПОСОБ СВИНЧИВАНИЯ ЭТИХ ТРУБ И СПОСОБ ВИЗУАЛЬНОГО КОНТРОЛЯ СВИНЧИВАНИЯ ЭТИХ ТРУБ | 2005 |
|
RU2297511C2 |
| Приспособление для хранения платья в кинотеатрах | 1929 |
|
SU17703A1 |
| Устройство для ремонта судов | 1929 |
|
SU23140A1 |
| Ацетилсалициловая кислота | 1930 |
|
SU26646A1 |

