Настоящее изобретение относится к способу автоматизированной дефектоскопии сварного шва методом термографии согласно ограничительной части пункта 1 формулы изобретения.
В автомобильной промышленности нашли широкое применение лучевые методы соединения деталей, использующие, например, электронное и лазерное излучения, а также методы гибридной лазерной сварки. Количество сварных соединений, в частности сварных швов, значительно увеличилось в последние десятилетия. В соответствии с этим в автомобильной промышленности возникла большая нужда в системах, обеспечивающих автоматизированную дефектоскопию и контроль сварных швов.
При производстве сварных швов могут возникать дефекты самых различных типов. Такими дефектами являются, например, слишком короткий шов, неполноценное проваривание шва, трещина, разрез, дырка, пора или лунка на шве. Надежная дефектоскопия сварных швов предполагает четкую локализацию и распознавание этих дефектов.
Из заявки DE 10004049 A1 известен способ контроля сварного шва, по которому изображение теплового излучения в области сварного шва, регистрируемое с помощью цифровой инфракрасной камеры, компьютерно сличается с предварительно заснятым эталонным изображением. На основании этого сравнения определяется качество сварного шва. Такой способ не может обеспечить надежную дефектоскопию сварного шва, в особенности при наличии дефектов различного типа.
Далее из патента DE 10326377 B3 известен способ автоматизированного не-разрушающего контроля сварного шва, по которому с помощью термографического сенсора, перемещаемого вдоль нагретого сварного шва, считываются значения температуры с каждой контрольной позиции на шве. Эти значения температуры могут быть использованы как показатели качества сварного шва и соответствующим образом представлены в каждой его точке. Но и этот способ контроля не обеспечивает надежную дефектоскопию сварного шва, в особенности при наличии дефектов различного типа.
Целью настоящего изобретения является способ автоматизированной дефектоскопии сварного шва методом термографии, обеспечивающий надежную локализацию и оценку сварного шва по отношению к дефектам различных типов.
Эта цель достигается за счет отличительных признаков изобретения, описанных в пункте 1 формулы изобретения. Согласно настоящему изобретению было выявлено, что дефекты различных типов могут быть лучше всего распознаны в разные моменты времени, соответствующие тому или иному типу дефекта. В соответствии с этим при исследовании сварного шва для распознавания дефектов каждого типа должно использоваться как минимум одно подходящее тепловое изображение, выбранное из всей серии заснятых тепловых изображений, на котором дефект данного типа может быть лучше всего распознан. Таким образом, сварной шов должен быть, в зависимости от типа дефекта, многократно, в подходящий для каждого типа дефекта момент времени локализован и оценен. В качестве эталонов для определения подходящих тепловых изображений из заснятой серии используются характеристические тепловые изображения. Эти характеристические изображения определяются динамически с помощью характеристического вектора, представляющего временное распределение регистрируемого теплового потока сквозь сварной шов. Динамически это означает, что для каждой вновь заснятой серии тепловых изображений одного и того же сварного шва или каждого последующего сварного шва характеристические тепловые изображения определяются каждый раз заново. Характеристический вектор представляет временную зависимость регистрируемого теплового потока. Это означает, что величины теплового потока, представленные в характеристическом векторе, соответствуют каждая своему тепловому изображению заснятой серии. Тепловой поток для каждого отдельного теплового изображения определяется, например, как средняя величина теплового потока, приходящегося на пиксели сенсора инфракрасного излучения внутри определенной тестовой области. Минимумы и максимумы теплового потока, регистрируемого в разные моменты, т.е. на изображениях с разными номерами, находят свое отображение в характеристическом векторе. Наличие этих минимумов и максимумов в тепловом потоке обусловлено тем, что величина общего теплового потока, представленного в характеристическом векторе, слагается из теплового потока, приходящего сквозь сваренный материал, т.е. сквозь исследуемый объект со сварным швом, а также из теплового потока, поступающего непосредственно от источника возбуждения, насколько этот поток присутствовал в регистрируемой серии тепловых изображений. Для определения первого характеристического изображения находится первый локальный минимум характеристического вектора, начиная от которого тепловой поток, проходящий сквозь сваренный материал, начинает расти, а являющийся помехой тепловой поток, поступающий непосредственно от источника возбуждения, уже спал. По этому моменту времени, и тем самым по номеру соответствующего теплового изображения, определяется номер первого характеристического теплового изображения, на котором регистрируется минимальный тепловой поток сквозь объект. Для определения второго характеристического изображения находится абсолютный максимум характеристического вектора, соответствующий одному из тепловых изображений, заснятых после первого характеристического теплового изображения. От этого максимума начинает спадать тепловой поток сквозь материал, тогда как являющийся помехой тепловой поток от источника возбуждения уже спал. Моменту времени, в котором регистрируется этот максимум, соответствует определенный номер изображения, которое и является вторым характеристическим изображением. На нем отображается максимальный тепловой поток сквозь объект. Этим обеспечивается то, что на обоих характеристических изображениях тепловой поток непосредственно от источника возбуждения уже спал, насколько этот поток присутствовал в регистрируемой серии тепловых изображений. Эти характеристические изображения представляют собой надежные эталоны для автоматизированного определения соответствующих тепловых изображений, подходящих для локализации дефектов различных типов. Таким образом, при дефектоскопии сварного шва могут быть надежно распознаны дефекты различных типов, так как для обнаружения дефектов каждого типа используется соответствующее тепловое изображение, на котором дефекты этого типа видны лучше всего.
Способ по предлагаемому изобретению может применяться, например, для исследования объекта, состоящего как минимум из двух сопрягаемых элементов, соединенных друг с другом при помощи одного или нескольких сварных швов. Эти сопрягаемые элементы могут представлять собой, например, листовой металл.
Способ по пункту 2 формулы изобретения обеспечивает надежную локализацию и оценку сварного шва в отношении его геометрических дефектов, в частности его недостаточной длины и/или ширины. Поскольку на втором характеристическом изображении регистрируется максимальный тепловой поток сквозь объект, то на этом тепловом изображении могут быть лучше всего проконтролированы геометрические параметры сварного шва, например его длина и/или ширина.
Способ по пункту 3 формулы изобретения обеспечивает надежную локализацию и оценку сварного шва в отношении его геометрических дефектов, в частности недостаточной длины и/или ширины. Для объектов, которые после сварки еще слишком горячи, локализация и оценка сварного шва в отношении его геометрических дефектов могут быть проведены со значительно большей надежностью на подходящем результирующем изображении. Такое результирующее изображение может быть сформировано с помощью метода определения стартового изображения, исключающего влияние помех. Благодаря такому стартовому изображению, находящемуся между первым и вторым характеристическими изображениями, обеспечивается то, что частичная серия подходящих тепловых изображений, называемая также частичной серией изображений, не содержит тепловой поток непосредственно от источника возбуждения. Для этого определяется разделительный коэффициент, обеспечивающий надежное выделение частичной серии тепловых изображений, не содержащей помех. Стартовое изображение определяется динамически с помощью характеристического вектора. Это означает, что для каждой вновь заснятой серии тепловых изображений стартовое изображение определяется каждый раз заново. Возможны различные типы результирующих изображений, например амплитудное или фазовое изображение. Формирование амплитудного или фазового изображения в принципе известно и описано, например, в книге «Теория и практика инфракрасной технологии неразрушающего контроля», Ксавьер П.В. Малдаг, Джон Уайли и Санз, Инк., 2001 (Theory and Practice of Infrared Technology for Nondestructive Testing, Xavier P.V.Maldague, John Wiley and Sons, Inc., 2001). Для локализации и оценки сварного шва в отношении его геометрических дефектов преимущественно используется его амплитудное результирующее изображение.
Разделительный коэффициент для нахождения стартового изображения по пункту 4 формулы изобретения обеспечивает надежное разделение между шумом и собственно сигналом теплового потока. Соответственно обеспечивается надежный выбор частичной серии тепловых изображений, не содержащих теплового потока непосредственно от источника возбуждения. На практике лучше всего зарекомендовал себя разделительный коэффициент, равный 1/e2≈0.135, где e - число Эйлера.
Установление длины частичной серии по пункту 5 формулы изобретения обеспечивает надежную локализацию и оценку сварного шва при использовании данного результирующего изображения. Поскольку и характеристические тепловые изображения, и стартовое изображение определяются из всей серии тепловых изображений динамически, то и определение длины частичной серии тепловых изображений может быть проведено динамически и автоматизированно. Динамически означает, что для каждой вновь заснятой серии тепловых изображений длина частичной серии определяется каждый раз заново. Например, длина частичной серии может быть определена как двойное расстояние между стартовым изображением и вторым характеристическим тепловым изображением. Длина частичной серии может быть также определена как величина, которая является степенью двух и одновременно впервые превышает расстояние между двумя характеристическими тепловыми изображениями. В любом случае длина частичной серии должна быть определена так, чтобы она не превышала длину всей регистрируемой серии тепловых изображений. Определение длины частичной серии для формирования результирующего изображения описано, например, в книге «Теория и практика инфракрасной технологии неразрушающего контроля», Ксавьер П.В. Малдаг, Джон Уайли и Санз, Инк., 2001 (Theory and Practice of Infrared Technology for Nondestructive Testing, Xavier P.V.Maldague, John Wiley and Sons, Inc., 2001).
Способ по пункту 6 формулы изобретения обеспечивает надежную локализацию и оценку сварного шва в отношении сквозных дефектов, например дырок. Для локализации и оценки дефектов, проходящих сквозь сваренный материал, используется последнее тепловое изображение, заснятое непосредственно перед первым характеристическим тепловым изображением, отображающее максимальный тепловой поток непосредственно от источника возбуждения, насколько он присутствовал в регистрируемой серии тепловых изображений. Именно на этом изображении, так как на нем отображен максимальный тепловой поток непосредственно от источника возбуждения, сквозные дефекты могут быть распознаны лучше всего.
Способ по пункту 7 формулы изобретения обеспечивает надежную локализацию и оценку дефектов, находящихся внутри сварного шва, например пор. С помощью первого коэффициента теплового потока может быть достоверно и надежно выбрано тепловое изображение, находящееся между характеристическими тепловыми изображениями, которое лучше всего пригодно для локализации и оценки дефектов, находящихся внутри сварного шва.
Первый коэффициент теплового потока по пункту 8 формулы изобретения хорошо зарекомендовал себя на практике, так как на дефектах, находящихся внутри сварного шва, ослабляется тепловой поток.
Способ по пункту 9 формулы изобретения обеспечивает надежную локализацию и оценку сварного шва в отношении дефектов поверхности сварного шва, например трещин, разрезов или лунок. С помощью второго коэффициента теплового потока из всей серии тепловых изображений может быть достоверно и надежно выбрано то тепловое изображение, которое находится между характеристическими тепловыми изображениями и лучше всего пригодно для локализации и оценки дефектов поверхности сварного шва.
Второй коэффициент теплового потока по пункту 10 формулы изобретения хорошо зарекомендовал себя на практике, так как за счет утоньшения материала в области дефектов поверхности сварного шва облегчается прохождение сквозь них теплового потока.
Способ по пункту 11 формулы изобретения обеспечивает автоматизированный перевод теплового или какого-либо результирующего изображения, адекватно его содержанию, в обычное 8-битовое изображение, пригодное для методов компьютерной обработки информации. Такое изображение может применяться как для его визуального контроля, так и для дальнейшей его автоматизированной обработки. Благодаря такому способу перевода динамики изображения, не изменяющему его содержания, все отображенные на нем объекты, включая их характеристические особенности, например их границы, структуру, форму и размеры, а также их фон, будут представлены на переведенном изображении без искажений. Объектами изображения могут быть, например, сварной шов и/или дефекты различных типов. Для этого из рассчитанной гистограммы каждого изображения динамически определяются абсолютные граничные величины интенсивностей, ограничивающие информационно-значимые области гистограммы, соответствующие объекту и фону. Динамически это означает, что эти абсолютные граничные величины заново определяются для каждого переводимого изображения. При этом нижние абсолютные граничные величины ограничивают снизу, а верхние - сверху те части площади под кривой гистограммы, которые соответствуют областям интенсивностей объекта или фона. Таким образом фиксируется информационно-значимая база содержания высокодинамического теплового или результирующего изображения, которая и применяется для перевода его динамики в другую шкалу. Отдельные пиксели, обнаруживающие экстремальные значения интенсивности или случайные шумы, лежащие вне данной базы, не оказывают негативного влияния на перевод динамики изучаемого изображения.
Развитие способа по пункту 12 формулы изобретения обеспечивает надежное определение информационно-значимой области интенсивностей объекта. Полученная гистограмма может рассматриваться как комбинация плотностей нормальных распределений Гаусса интенсивностей исследуемого объекта, его фона, а также встречающихся шумов. В соответствии с этим первые характеристические части площади под кривой гистограммы можно сравнить с соответствующими значениями интеграла вероятности нормального распределения Гаусса. Первые характеристические части площади могут составить, например, 2,5% от всей площади области интенсивностей исследуемого объекта. Таким образом, площадь информационно-значимой части области интенсивностей данного объекта составит 95% от всей его площади. В общем случае относительная величина первых характеристических частей площади определяется опытным путем и лежит в пределах между значениями 0 и 0,5, в частности между значениями 0,05 и 0,4.
Развитие способа по пункту 13 формулы изобретения обеспечивает надежное определение информационно-значимой области интенсивностей фона. Полученная гистограмма может рассматриваться как комбинация плотностей нормальных распределений Гаусса интенсивностей исследуемого объекта, его фона, а также встречающихся шумов. В соответствии с этим вторые характеристические части площади под кривой гистограммы можно сравнить с соответствующим значением интеграла вероятности нормального распределения Гаусса. Вторые характеристические части площади могут составить, например, 2,5% от всей площади области интенсивностей фона. Таким образом, площадь информационно-значимой части области интенсивностей фона составит 95% от всей его площади. В общем случае относительная величина вторых характеристических частей площади определяется опытным путем и лежит в пределах между значениями 0 и 0,5, в частности между значениями 0,05 и 0,4.
Способ по пункту 14 формулы изобретения обеспечивает гибкое и надежное определение информационно-значимой базы регистрируемого теплового или результирующего изображения.
Развитие способа по пункту 15 формулы изобретения обеспечивает надежную обработку и оценку характеристического вектора и/или гистограммы. Как характеристический вектор, отображающий временной ход регистрируемого теплового потока, так и гистограмма высокодинамичного теплового или результирующего изображения, представляют собой исследуемые кривые. Применение как минимум одного из морфологических фильтров для обработки этих сильно отягощенных помехами кривых обеспечивает безупречное определение и корректную оценку характеристических точек или их областей на этих кривых. Характеристическими точками являются, например, локальные и/или абсолютные минимумы и максимумы. В качестве морфологического фильтра может быть применен, например, метод трансформации водяных сечений, описанный в книге «Морфологические методы компьютерной обработки изображения», Пьер Солле, Шпрингер, 1998 (Morphologische Bildverarbeitung / Pierre Soille, Springer Verlag, Berlin, 1998).
Другие отличительные признаки, преимущества и подробности настоящего изобретения пояснены в последующем описании одного из примеров осуществления настоящего изобретения со ссылкой на приложенные чертежи, на которых:
на Фиг.1 представлено поперечное сечение сопрягаемых частей, соединенных между собой сварным швом, содержащим дефекты различных типов;
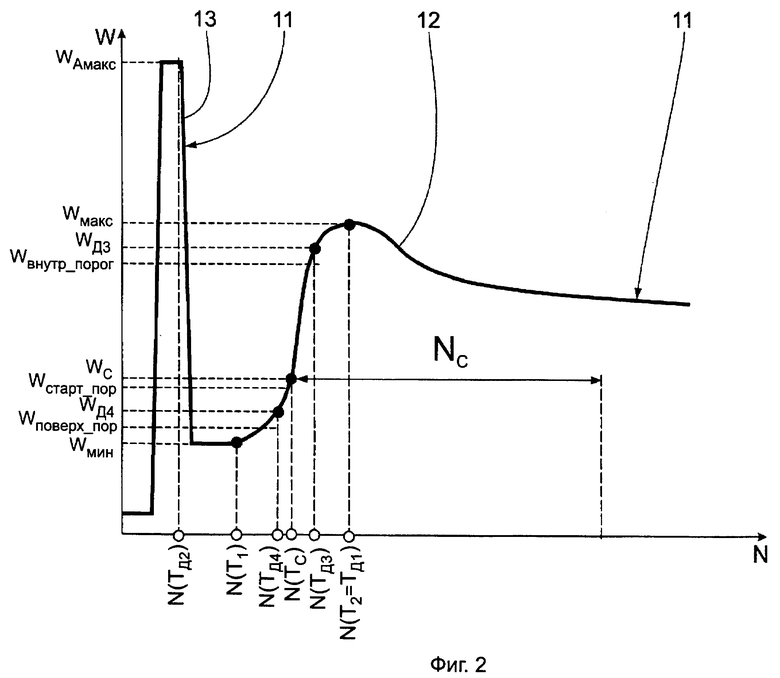
на Фиг.2 представлен схематически один из характеристических векторов, отображающих временную зависимость величины регистрируемого теплового потока;
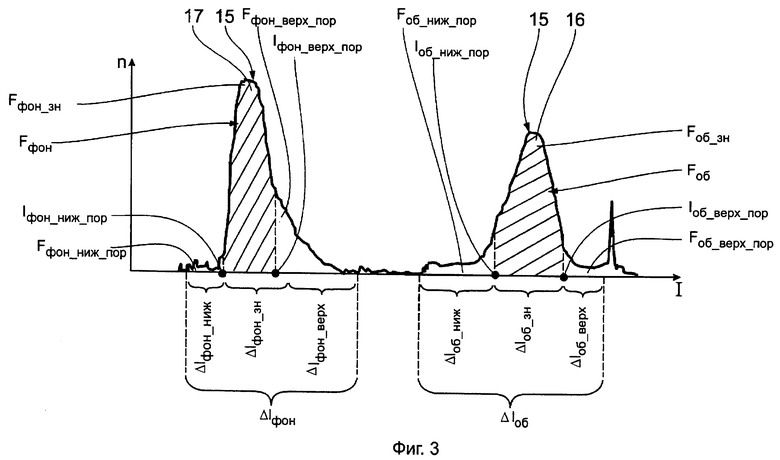
на Фиг.3 представлена гистограмма интенсивностей одного из изображений.
Образец 1, подвергаемый дефектоскопии, содержит первую сопрягаемую часть 2 и вторую сопрягаемую часть 3, соединенные между собой сварным соединением в виде сварного шва 4. Сопрягаемые части 2, 3 представляют собой листовой металл. Сварной шов 4 выполняется с помощью электронно-лучевой, лазерной или гибридно-лазерной сварки. В результате процесса сварки материалы сопрягаемых частей 2, 3 сплавляются между собой в области сварного шва 4. Образец 1 со сварным швом 4 именуется впоследствии сваренным материалом.
Сварной шов 4 может содержать дефекты различных типов. Дефектом первого типа сварного шва 4 является геометрический дефект 5. Геометрический дефект 5 представляет собой отклонение его фактической длины Lфакт от минимально допустимой длины Lмин. Далее сварной шов 4 может содержать в качестве дефекта второго типа сквозной дефект 6, представляющий собой дырку в сварном шве 4. Дефектом третьего типа в сварном шве 4 может быть внутренний дефект 7, представляющий собой пору внутри сварного шва 4. Кроме того, дефектом четвертого типа в сварном шве 4 может быть дефект поверхности 8, представляющий собой разрез поверхности сварного шва 4.
Источник возбуждения 9 и сенсор инфракрасного излучения 10 расположены с противоположных сторон образца 1. Сенсор инфракрасного излучения 10 расположен преимущественно с той стороны образца 1, с которой производится сварка сопрягаемых частей 2, 3, т.е. со стороны лазерного луча, с помощью которого, например, производится сваривание. Образец 1 с подвергаемым дефектоскопии сварным швом 4 возбуждается с помощью источника возбуждения 9. Возникающий при этом тепловой поток 11 регистрируется сенсором инфракрасного излучения 10 в виде серии последовательных тепловых изображений. Регистрируемый тепловой поток 11 состоит из смеси теплового потока 12 сквозь объект 1 с тепловым потоком 13 непосредственно от источника возбуждения 9.
Для обработки заснятой серии тепловых изображений предусмотрен счетный блок 14, соединенный с источником возбуждения 9 и сенсором инфракрасного излучения 10.
Ниже описывается способ автоматизированной дефектоскопии сварного шва 4 методом термографии. Образец 1 со сварным швом 4 возбуждается с помощью источника возбуждения 9, представляющего собой, например, вспышку. Тепловой поток 11, возникающий вследствие этого возбуждения, регистрируется сенсором инфракрасного излучения 10, пересылается на счетный блок 14 и исследуется там.
В счетном блоке 14 составляется характеристический вектор W(N), представляющий временную зависимость величины регистрируемого теплового потока 11. Каждому тепловому изображению из заснятой серии присваивается свой номер N. Для каждого теплового изображения определяется величина теплового потока W. Величина теплового потока W определяется, например, как среднее значение интенсивностей изображения, регистрируемых на пикселях сенсора инфракрасного излучения 10 в определенной тестовой области. Характеристический вектор W(N) составляется таким образом, что для каждого номера теплового изображения N определяется соответствующая величина теплового потока W. Характеристический вектор W(N) представлен на Фиг.2.
Характеристический вектор W(N) представляет временную зависимость величины регистрируемого теплового потока 11. Соответственно с этим в характеристическом векторе W(N) представлен как тепловой поток 12 сквозь объект 1, так и тепловой поток 13 непосредственно от источника возбуждения 9.
Минимумы и максимумы временной зависимости величины теплового потока 11 в характеристическом векторе W(N) регистрируются в различные моменты времени, т.е. на изображениях с разными номерами N. Исследуемый сварной шов 4, а также каждый из дефектов 5, 6, 7, 8 лучше всего различимы в различные моменты регистрации, т.е. на разных тепловых изображениях. Для обеспечения максимально хорошей локализации и оценки сварного шва 4 для каждого из дефектов 5, 6, 7, 8 определяется подходящее для него тепловое изображение из изображений от ТД1 до ТД4. Для этого определяются сначала первое характеристическое тепловое изображение ТД1 и второе характеристическое тепловое изображение Т2. Первое характеристическое тепловое изображение T1 определяется таким образом, что в характеристическом векторе W(N) находится минимум, от которого тепловой поток 12 сквозь сваренный материал начинает расти, в то время как являющийся помехой тепловой поток 13 от источника возбуждения 9 уже спал. Этот минимум соответствует минимальному тепловому потоку Wмин сквозь образец 1, регистрируемому на первом характеристическом изображении T1. Таким образом, первое характеристическое тепловое изображение T1 определяется на основе характеристического вектора W(N) как тепловое изображение с номером N(T1), на котором регистрируется минимальный тепловой поток Wмин.
Далее определяется абсолютный максимум характеристического вектора W(N), регистрируемого на тепловых изображениях серии, заснятых после первого характеристического изображения T1. От этого максимума тепловой поток 12 сквозь сваренный материал начинает спадать. Этим и определяется максимальный тепловой поток Wмин сквозь образец 1, регистрируемый на втором характеристическом тепловом изображении T2. Таким образом, второе характеристическое тепловое изображение T2 определяется на основе характеристического вектора W(N) как тепловое изображение с номером N(T2), на котором регистрируется максимальный тепловой поток Wмакс.
Сварной шов 4 лучше всего может быть локализован и оценен на втором характеристическом тепловом изображении T2, так как тепловой поток 12 сквозь сваренный материал достигает на нем свой абсолютный максимум, в то время как являющий помехой тепловой поток 13 от источника возбуждения 9 уже спал. Геометрический дефект 5, представляющий собой дефект первого типа, может быть лучше всего локализован и оценен на втором характеристическом тепловом изображении T2. Таким образом, второе характеристическое тепловое изображение T2 больше всего подходит на роль теплового изображения ТД1 для дефектов первого типа.
Сквозной дефект 6, представляющий собой дефект второго типа, может быть, напротив, лучше всего локализован и оценен на последнем тепловом изображении, расположенном непосредственно перед первым характеристическим тепловым изображением T1. На нем регистрируется максимальный тепловой поток WAмакс непосредственно от источника возбуждения 9. Это тепловое изображение больше всего подходит на роль теплового изображения TД2 для локализации и оценки дефектов второго типа. Таким образом, тепловое изображение TД2 определяется как тепловое изображение с номером N(ТД2), на котором регистрируется максимальный тепловой поток WAмакс от источника возбуждения 9.
Для локализации и оценки внутреннего дефекта 7, представляющего собой дефект третьего типа, применяется тепловое изображение ТД3, находящееся между характеристическими тепловыми изображениями T1, Т2. На нем регистрируется тепловой поток WД3, величина которого впервые превышает пороговое значение теплового потока Wвнутр_порог (внутренний порог) во временной зависимости величины регистрируемого теплового потока 11. Пороговое значение теплового потока Wвнутр_порог определяется по формуле:
Wвнутр_порог=Wмин+(Wмакс-Wмин)·ζ,
где ζ является первым коэффициентом теплового потока, обеспечивающим надежную локализацию внутреннего дефекта 7. Величина первого коэффициента теплового потока ζ определяется опытным путем и лежит в области между 0 и 1, в частности между 0,6 и 0,9. Тепловое изображение ТД3, наиболее подходящее для локализации и оценки дефектов третьего типа, определяется как тепловое изображение с номером N(ТД3), на котором регистрируется тепловой поток WД3.
Для локализации и оценки дефекта поверхности 8, представляющего собой дефект четвертого типа, применяется тепловое изображение ТД4, находящееся между характеристическими тепловыми изображениями T1, T2. На нем регистрируется тепловой поток WД4, величина которого впервые превышает пороговое значение теплового потока Wповерх_порог (поверхностный порог) во временной зависимости величины регистрируемого теплового потока 11. Пороговое значение теплового потока Wповерх_порог определяется по формуле:
Wповерх_порог=Wмин+(Wмакс-Wмин)·δ,
где δ является вторым коэффициентом теплового потока, обеспечивающим надежную локализацию дефекта поверхности 8. Величина второго коэффициента теплового потока δ определяется опытным путем и лежит в области между 0 и 1, в частности между 0,1 и 0,4. Тепловое изображение ТД4, наиболее подходящее для локализации и оценки дефектов четвертого типа, определяется как тепловое изображение с номером N(ТД4), на котором регистрируется тепловой поток WД4.
Для локализации и оценки дефектов различных типов для каждого из них динамически определяется и используется подходящее тепловое изображение из тепловых изображений от ТД1 до ТД4. Характеристические тепловые изображения T1, T2 используются как эталонные изображения для определения каждого подходящего теплового изображения из тепловых изображений от ТД1 до ТД4.
Для локализации и оценки дефектов первого типа альтернативно может быть использовано также подходящее результирующее изображение, полученное из частичной серии тепловых изображений, выбранной из регистрируемой серии тепловых изображений. Частичная серия определяется путем задания номера стартового изображения TС и длины NС. Чтобы обеспечить надежное выделение частичной серии, которая не содержит тепловой поток 13 непосредственно от источника возбуждения 9, необходимо выбрать стартовое изображение TC между характеристическими тепловыми изображениями T1, T2. Стартовое изображение TC определяется как то тепловое изображение, на котором регистрируется тепловой поток WC, величина которого, после минимума, впервые превышает пороговое значение теплового потока Wстарт_порог (стартовый порог) во временной зависимости величины регистрируемого теплового потока 11. Пороговое значение теплового потока Wстарт_порог определяется по формуле:
Wстарт_порог=Wмин+(Wмакс-Wмин)·θ,
где θ является разделительным коэффициентом. Величина разделительного коэффициента θ определяется опытным путем и лежит в области между 0 и 1, в частности между 0 и 0,15.
Для динамического определения длины частичной серии NC используются в качестве эталонных изображений как минимум два из следующих изображений: характеристические тепловые изображения T1, T2 и стартовое изображение ТC.
Длина частичной серии NC может быть выбрана как, например, двойное расстояние между стартовым изображением ТC и вторым характеристическим тепловым изображением T2. Длина частичной серии NС может быть также выбрана как, например, величина, представляющая собой степень числа два, которая впервые превышает расстояние между характеристическими тепловыми изображениями T1, T2. В любом случае длина частичной серии NC должна быть определена так, чтобы ее окончание не переступало конец всей серии заснятых тепловых изображений.
В качестве результирующего изображения может использоваться, например, амплитудное или фазовое изображение. Для дефектов первого типа используется преимущественно амплитудное изображение. Расчет результирующих изображений описан, например, в книге «Теория и практика инфракрасной технологии неразрушающего контроля», Ксавьер П.В.Малдаг, Джон Уайли и Санз, Инк., 2001 (Theory and Practice of Infrared Technology for Nondestructive Testing, Xavier P.V.Maldague, John Wiley and Sons, Inc., 2001).
Исследование кривой характеристического вектора W(N) производится, например, с помощью морфологических фильтров, обеспечивающих безупречное выделение различных ее характеристических точек, например локальных минимумов и максимумов. Таким образом, независимо от общего протекания характеристического вектора W(N) могут быть определены все его локальные минимумы и максимумы. В качестве морфологического фильтра может быть использован, например, метод трансформации водяных сечений, описанный в книге «Морфологические методы компьютерной обработки изображения», Пьер Солле, Шпрингер, 1998 (Morphologische Bildverarbeitung / Pierre Soille, Springer Verlag, Berlin, 1998).
Для визуального контроля и дальнейшей автоматизированной обработки термических изображений от ТД1 до ТД4, а также результирующих изображений, применяемых для локализации и оценки сварного шва 4, они должны быть автоматизированно переведены в обычные для компьютерной обработки 8-битовые изображения. Используемые изображения представлены в высокой динамике. На Фиг.3 представлена гистограмма n(I), например, одного из высокодинамичных тепловых изображений от ТД1 до ТД4. В этой гистограмме n(I) представлена частота n интенсивностей I. На гистограммной кривой 15 изображения присутствуют многие частотные максимумы, соответствующие исследуемому объекту 16, фону изображения 17, а также шумам, встречающимся на этих изображениях.
Для перевода изображения в иную динамическую шкалу сначала определяется область интенсивностей ΔIоб, соответствующих объекту 16, а также область интенсивностей ΔIфон, соответствующих фону 17 изображения. Для этого могут быть применены, например, морфологические фильтры, обеспечивающие оценку кривой гистограммы 15, независимо от имеющихся на ней помех. Применение морфологических фильтров дает то преимущество, что с их помощью может быть исследована кривая гистограммы 15, представляющая собой не гладкую, а прерывистую кривую. Кроме того, на кривой гистограммы 15 присутствуют минимумы и максимумы, которые могут быть надежно определены с помощью морфологических фильтров. В качестве морфологического фильтра может быть применен, например, метод трансформации водяных сечений. Для области интенсивностей объекта ΔIоб, которая лежит между кривой гистограммы 15 и осью интенсивностей, определяется ее общая площадь Fоб. Соответствующим образом определяется и общая площадь Fфон области интенсивностей фона ΔIфон, которая лежит между кривой гистограммы 15 и осью интенсивностей. Далее в области интенсивностей объекта ΔIоб выявляются нижняя область интенсивностей ΔIоб_ниж и верхняя область интенсивностей ΔIоб_верх, содержащие шумы или случайные помехи. Каждая из этих локальных областей интенсивностей ΔIоб_ниж, ΔIоб_верх обладает соответствующей характеристической частью площади Fоб_ниж_пор или Fоб_верх_пор от общей площади Fоб. Для определения локальных областей интенсивностей ΔIоб_ниж, ΔIоб_верх на кривой гистограммы 15 рассчитывается первая нижняя пороговая величина Iоб_ниж_пор и первая верхняя пороговая величина Iоб_верх_пор, ограничивающие в области интенсивностей ΔIоб ее информационно-значимую часть ΔIоб_зн. Эта информационно-значимая область интенсивностей объекта ΔIоб_зн является информационно-значимой базой объекта 16.
В области интенсивностей фона ΔIфон соответствующим образом определяется нижняя локальная область интенсивностей ΔIфон_ниж и верхняя локальная область интенсивностей ΔIфон_верх, каждая из которых обладает соответствующей второй характеристической частью площади Fфон_ниж_пор или Fфон_верх_пор от общей площади Fфон. Для этого из кривой гистограммы 15 соответствующим образом динамически рассчитывается вторая нижняя пороговая величина Iфон_ниж_пор и вторая верхняя пороговая величина Iфон_верх_пор, ограничивающие в области интенсивностей ΔIфон ее информационно-значимую часть ΔIфон_зн. Эта информационно-значимая область ΔIфон_зн является, таким образом, информационно-значимой базой фона 17.
Каждая из характеристических частей площади Fфон_ниж_пор, Fфон_верх_пор, Fоб_ниж_пор и Fоб_верх_пор может составлять, например, 2,5% соответствующей общей площади Fфон или Fоб. В результате этого каждая из оставшихся площадей Fфон_зн и Fоб_зн будет составлять 95% соответствующей общей площади.
Области интенсивностей ΔIфон_зн и ΔIоб_зн представляют совместно информационно-значимую базу содержания заснятого изображения. Таким способом обеспечивается адаптивный перевод данного изображения в иную динамическую шкалу, независимо от техники регистрации изображения, а также величины регистрируемого объекта 16, или его фона 17, или зарегистрированных шумов. Это происходит благодаря тому, что содержание заснятого изображения представляется адекватно в иной, в частности в 8-битовой динамике. Абсолютные пороговые величины Iфон_ниж_пор, Iфон_верх_пор, Iоб_ниж_пор и Iоб_верх_пор служат в качестве специфических пороговых величин изображения для перевода его динамики в иную шкалу. Перевод исследуемого изображения в 8-битовое изображение может быть проведен на основе полученной информационно-значимой базы содержания этого изображения с помощью различных стандартных методов компьютерной обработки изображения. При этом данный перевод может проводиться линейным, логарифмическим или каким-либо иным методом, специфическим для конкретного применения.
Изобретенный способ делает возможным автоматизированную, бесконтактную и неразрушающую дефектоскопию сварного шва 4, при которой сварной шов 4 может быть однозначно локализован и оценен по отношению к дефектам 5, 6, 7 и 8, независимо от их размера, положения и типа, а также зарегистрированных шумов. Кроме того, изобретенный способ может быть применен в промышленных условиях, будучи быстро и легко к ним приспособлен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ДЕФЕКТОСКОПИИ СОЕДИНЕНИЯ МАТЕРИАЛОВ | 2007 |
|
RU2456585C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОЦЕНКИ И РЕГУЛИРОВАНИЯ ПОТРЕБНОЙ МОЩНОСТИ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ГОРОДСКОГО ЭЛЕКТРОТРАНСПОРТА | 2005 |
|
RU2292273C1 |
| СПОСОБ И СИСТЕМА ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ ИЗОБРАЖЕНИЯ ДОКУМЕНТА ДЛЯ ОПТИЧЕСКОГО РАСПОЗНАВАНИЯ СИМВОЛОВ И ДРУГИХ ОПЕРАЦИЙ ПО ОБРАБОТКЕ ИЗОБРАЖЕНИЙ | 2016 |
|
RU2608239C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ЗЕМЛЕТРЯСЕНИЙ | 2004 |
|
RU2262125C1 |
| Способ многоуровневой обработки изображений | 2023 |
|
RU2827980C2 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ЧАСТИЦ КОНДЕНСИРОВАННОЙ ФАЗЫ ДВИЖУЩИХСЯ ГЕТЕРОГЕННЫХ ОБЪЕКТОВ | 1996 |
|
RU2107899C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЕМ ИЗОБРАЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2170449C2 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424510C2 |
| СПОСОБ ВЫЯВЛЕНИЯ ДЕФЕКТОВ В ПРОДУКТЕ ПИТАНИЯ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ | 2010 |
|
RU2509356C2 |
Изобретение относится к неразрушающему контролю (дефектоскопии) и может быть использовано для контроля качества сварочных соединений. Согласно способу составляется характеристический вектор, представляющий временную зависимость регистрируемого теплового потока. С помощью этого характеристического вектора из серии тепловых изображений динамически определяют первое характеристическое тепловое изображение, соответствующее минимальному тепловому потоку сквозь образец, и второе характеристическое тепловое изображение, соответствующее максимальному тепловому потоку сквозь образец. Для локализации и оценки сварного шва в отношении дефектов различных типов для каждого типа дефекта используют подходящее тепловое изображение из серии тепловых изображений, при этом характеристические тепловые изображения служат эталонами для определения соответствующего подходящего теплового изображения. 14 з.п. ф-лы, 3 ил.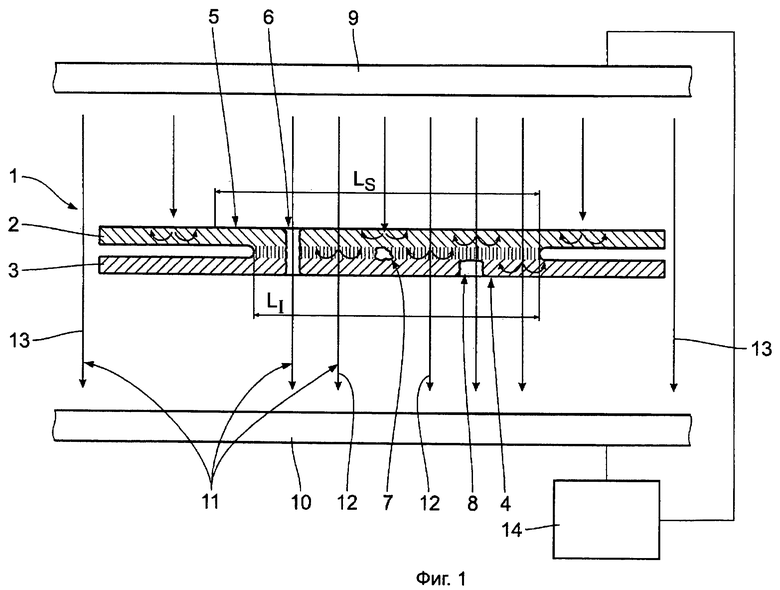
1. Способ автоматизированной дефектоскопии сварного шва методом термографии, при котором
а) обеспечивают изготовленный образец (1) со сварным швом (4),
б) возбуждают образец (1) с помощью, по меньшей мере, одного источника возбуждения (9), и
в) возникающий при этом тепловой поток (11) регистрируют с помощью, по меньшей мере, одного сенсора инфракрасного излучения (10) в виде серии тепловых изображений,
характеризующийся тем, что
г) составляют характеристический вектор (W(N)), представляющий временную зависимость регистрируемого теплового потока (11), при этом
д) с помощью характеристического вектора (W(N)) из серии тепловых изображений динамически определяют первое характеристическое тепловое изображение (T1), соответствующее минимальному тепловому потоку (Wмин) сквозь образец (1),
е) с помощью характеристического вектора (W(N)) из серии тепловых изображений динамически определяют второе характеристическое тепловое изображение (Т2), соответствующее максимальному тепловому потоку (Wмакс) сквозь образец (1),
ж) при этом тепловой поток (13), исходящий непосредственно от по меньшей мере одного источника возбуждения (9), на характеристических тепловых изображениях (T1, T2) уже настолько спал, насколько он присутствовал в серии тепловых изображений, и
з) для локализации и оценки сварного шва (4) в отношении дефектов (5, 6, 7, 8) различных типов, для каждого типа дефекта используют подходящее тепловое изображение (ТД1, ТД2, ТД3, ТД4) из серии тепловых изображений, при этом характеристические тепловые изображения (T1, T2) используют в качестве эталонов для определения соответствующего подходящего теплового изображения (ТД1, ТД2, ТД3, ТД4).
2. Способ по п.1, характеризующийся тем, что для локализации дефектов (5) первого типа в качестве подходящего теплового изображения (TД1) используют второе характеристическое тепловое изображение (T2), при этом к дефектам (5) первого типа относят геометрический дефект сварного шва (4).
3. Способ по п.1, характеризующийся тем, что для локализации дефектов (5) перого типа динамически определяют стартовое изображение (ТС), при этом
а) стартовое изображение (ТС) находится между первым и вторым характеристическим тепловым изображением (T1, T2), и регистрируемый на нем тепловой поток (WC) впервые превышает первое пороговое значение (Wстарт_пор) во временной зависимости теплового потока (11), причем величину первого порогового значения (Wстарт_пор) определяют по формуле:
Wстарт_пор=Wмин+(Wмакс-Wмин)·θ,
где Wстарт_пор - первое пороговое значение;
Wмин - минимальный тепловой поток, соответствующий первому характеристическому тепловому изображению (T1);
Wмакс - максимальный тепловой поток, соответствующий второму характеристическому тепловому изображению (T2), и
θ - разделительный коэффициент,
б) причем с помощью стартового изображения (ТC) и длины серии (NC) из всей заснятой серии определяют частичную серию тепловых изображений,
в) из этой частичной серии рассчитывают результирующее изображение, при этом
г) дефекты (5) первого типа являются геометрическими дефектами сварного шва (4), и для их локализации используют это результирующее изображение.
4. Способ по п.3, характеризующийся тем, что величина разделительного коэффициента (6) лежит в области от 0 до 1, в частности от 0,1 до 0,15.
5. Способ по п.3, характеризующийся тем, что для динамического определения длины серии (NC) используют по меньшей мере два изображения в качестве эталонных, выбранных из следующих изображений: первое характеристическое тепловое изображение (T1), второе характеристическое тепловое изображение (Т2) и стартовое изображение (ТC).
6. Способ по п.1, характеризующийся тем, что для локализации дефектов (6) второго типа в качестве подходящего теплового изображения (ТД2) используют тепловое изображение, заснятое непосредственно перед первым характеристическим тепловым изображением (T1), на котором регистрируется максимальный тепловой поток (WАмакс) от источника возбуждения (9), при этом дефекты (6) второго типа являются сквозными дефектами сварного шва (4).
7. Способ по п.1, характеризующийся тем, что для локализации дефектов (7) третьего типа в качестве подходящего теплового изображения (ТД3) используют тепловое изображение, расположенное между первым и вторым характеристическими тепловыми изображениями (T1, T2), на котором регистрируется тепловой поток (WД3), впервые превышающий второе пороговое значение (Wвнутр_пор) во временной зависимости регистрируемого теплового потока (11), при этом величину второго порогового значения (Wвнутр_пор) определяют по формуле:
Wвнутр_пор=Wмин+(Wмакс-Wмин)·ζ,
где Wстарт_пор - второе пороговое значение;
Wмин - минимальный тепловой поток, которому отвечает первое характеристическое изображение (T1);
Wмакс - максимальный тепловой поток, которому отвечает второе характеристическое изображение (T2);
ζ - первый коэффициент теплового потока,
при этом дефекты (7) третьего типа относятся к дефектам, находящимся внутри сварного шва (4).
8. Способ по п.7, характеризующийся тем, что величина первого коэффициента теплового потока (ζ) лежит в области от 0 до 1, в частности от 0,6 до 0,9.
9. Способ по п.1, характеризующийся тем, что для локализации дефектов (8) четвертого типа в качестве подходящего теплового изображения (ТД4) используют тепловое изображение, расположенное между первым и вторым характеристическими тепловыми изображениями (T1, T2), на котором регистрируется тепловой поток (WД4), впервые превышающий третье пороговое значение (Wповерх_пор) во временной зависимости регистрируемого теплового потока (11), при этом величину третьего порогового значения (Wповерх_пор) определяют по формуле:
Wповерх_пор=Wмин+(Wмакс-Wмин)·δ,
где Wстарт_пор - третье пороговое значение;
Wмин - минимальный тепловой поток, которому отвечает первое характеристическое изображение (T1);
Wмакс - максимальный тепловой поток, которому отвечает второе характеристическое изображение (T2);
δ - второй коэффициент теплового потока,
причем дефекты (8) четвертого типа относятся к дефектам поверхности сварного шва (4).
10. Способ по п.9, характеризующийся тем, что величина второго коэффициента теплового потока (δ) лежит в области от 0 до 1, в частности от 0,1 до 0,4.
11. Способ по п.1, характеризующийся тем, что по меньшей мере одно из изображений (ТД1, ТД2, ТД3, ТД4), используемых для локализации и оценки сварного шва (4) в отношении дефектов различного типа, переводят в 8-битовое изображение, при этом
а) составляют гистограмму (n(I)) изображения (ТД1, ТД2, ТД3, ТД4),
б) из этой гистограммы (n(I)) определяют информационно-значимую часть (ΔIоб_зн) первой области интенсивностей (ΔIоб), соответствующей объекту (16) изображения, при этом
i) первую нижнюю пороговую величину (Iоб_ниж_пор) и первую верхнюю пороговую величину (Iоб_верх_пор) определяют динамически,
ii) при этом первые пороговые величины (Iоб_ниж_пор, Iоб_верх_пор) ограничивают первые характеристические части площади (Fоб_ниж_пор, Fоб_верх_пор) от площади (Fоб), соответствующей первой области интенсивностей (ΔIоб) гистограммы (n(I)),
в) из этой гистограммы (n(I)) определяют информационно-значимую часть (ΔIфон_зн) второй области интенсивностей (ΔIфон), отвечающей фону (17) изображения,
i) причем вторую нижнюю пороговую величину (Iфон_ниж_пор) и вторую верхнюю пороговую величину (Iфон_верх_пор) определяют динамически, при этом
ii) вторые пороговые величины (Iфон_ниж_пор, Iфон_верх_пор) ограничивают вторые характеристические части площади (Fфон_ниж_пор, Fфон_верх_пор) от площади (Fфон), соответствующей второй области интенсивностей (ΔIфон) гистограммы (n(I)), и
г) информационно-значимые части (ΔIоб_зн, ΔIфон_зн) используют в качестве базы для перевода исследуемого изображения (ТД1, ТД2, ТД3, ТД4) в 8-битовое изображение.
12. Способ по п.11, характеризующийся тем, что величина отношения каждой из первых характеристических частей площади (Fоб_ниж_пор, Fоб_верх_пор) к общей площади (Fоб) первой области интенсивностей (ΔIоб) лежит в пределах от 0 до 0,5, в частности от 0,05 до 0,4.
13. Способ по п.11, характеризующийся тем, что величина отношения каждой из вторых характеристических частей площади (Fфон_ниж_пор, Fфон_верх_пор) к общей площади (Fфон) второй области интенсивностей (ΔIфон) лежит в пределах от 0 до 0,5, в частности от 0,05 до 0,4.
14. Способ по п.11, характеризующийся тем, что характеристические части площади (Foб_ниж_пор, Foб_верх_пор, Fфон_ниж_пор, Fфон_верх_пор) определяют независимо друг от друга.
15. Способ по п.1, характеризующийся тем, что характеристический вектор (W(N)) и/или гистограмму (n(I)) обрабатывают с помощью морфологических фильтров.
| DE 10150633 А1, 30.04.2003 | |||
| DE 10004049 А1, 03.08.2000 | |||
| US 5631465 A, 20.05.1997 | |||
| US 6840667 B2, 11.01.2005 | |||
| ЖУКОВ Н.П., МАЙНИКОВА Н.Ф | |||
| Многомодельные методы и средства неразрушающего контроля теплофизических свойств материалов и изделий | |||
| - М., 2004, с.10-14. |

