Настоящее изобретение относится к способу автоматизированного бесконтактного и неразрушающего контроля соединения по меньшей мере двух сопрягаемых частей материалов согласно преамбуле пункта 1 формулы изобретения.
Точечная сварка является важным промышленным способом соединения материалов. Каждая сварная точка обычно представляет собой соединение из двух зон, состоящее из расплавленной и нерасплавленной зоны. Расплавленная зона расположена во внутренней области сварной точки, образуя тем самым так называемое «ядро сварной точки». Нерасплавленная зона окружает ядро сварной точки и называется «местом сварной связки». В нерасплавленной зоне сопрягаемые части не сварены друг с другом. Вследствие этого сопрягаемые части соединены в нерасплавленной зоне недостаточно прочно, а лишь в известной степени сцеплены там друг с другом. Таким образом, качество сварной точки определяется в основном ядром сварной точки.
Известен способ оценки качества сварной точки методом разрушающего контроля. Однако такой метод контроля может быть осуществлен только выборочно. Более высокий - вплоть до 100%-ного - уровень контроля может быть осуществлен лишь посредством неразрушающих методов контроля.
Термография теплового потока зарекомендовала себя в последние годы как один из бесконтактных и неразрушающих методов неразрушающего контроля. Согласно этому методу испытуемый образец подвергают воздействию по меньшей мере одного источника возбуждения с целью генерирования теплового потока. Тепловое излучение, испускаемое испытуемым образцом, регистрируют при помощи по меньшей мере одного детектора инфракрасного излучения в виде последовательности отдельных изображений. Затем в вычислительном устройстве генерируют из этой последовательности изображений результирующее изображение различных видов. Такими результирующими изображениями являются, например, амплитудное или фазовое изображение, которые представляют соответственно амплитуду или время распространения тепловых волн в различных точках соединения материалов. Посредством фазового изображения можно визуализировать локальные различия теплопроводности соединения материалов (Теория и практика инфракрасной технологии неразрушающего контроля, Ксавьер П.В. Малдаг, Джон Уайли и Санз, Инк., 2001) (Theory and Practice of Infrared Technology for Nondestructive Testing, Xavier P.V. Maldague, John Wiley and Sons, Inc., 2001).
Один из способов автоматизированной дефектоскопии сварных точек описан в международной заявке WO 01/50116 А1. С помощью этого способа качество сварной точки оценивают при помощи периода половинного спада теплового потока. Малая величина времени половинного спада теплового потока в отдельных точках изображения указывает на хорошее качество сварного соединения. Недостаток этого способа заключается в том, что выявляемые абсолютные величины половинного спада не обеспечивают получение какой-либо объективной информации, касающейся местонахождения границы между ядром и местом связки сварной точки. Таким образом, с помощью этого способа невозможно осуществить точное определение размера и расположения сварной точки.
В патентной заявке Германии DE 10150633 А1 также описывается способ автоматизированной дефектоскопии сварной точки, посредством которого оценивается качество сварной точки при помощи фазового изображения. Используемое изображение фазы получают при помощи параметров, которые должны быть определены для получения исследуемой последовательности изображений. Качество сварного соединения определяют при этом также с помощью заранее заданных пороговых значений. Недостаток этого способа заключается в том, что в промышленных условиях оцениваемое ядро сварной точки не может быть надежно локализовано с помощью заранее заданных пороговых значений.
Целью настоящего изобретения является создание способа автоматизированного бесконтактного и неразрушающего контроля соединения материалов, который позволяет надежным образом локализовать и оценить расплавленную зону соединения материалов.
Эта цель достигается за счет отличительных признаков изобретения, описанных в пункте 1 формулы изобретения. Согласно настоящему изобретению было выявлено, что граница между расплавленной зоной и нерасплавленной зоной, в которой сопрягаемые части все же сцеплены между собой, создает дополнительное препятствие для теплового потока. На этой границе происходит скачкообразный спад динамики теплового потока. Сразу же за этой границей в нерасплавленной зоне динамика теплового потока снова увеличивается. На результирующем изображении, представляющем динамику теплового потока сквозь соединение материалов как яркость этого изображения, наблюдается в этом месте валик яркости.
Сначала на результирующем изображении должна быть определена величина динамики теплового потока, который проходит в непосредственной близости от исследуемого соединения материалов и создает тем самым фон изображения. Динамика теплового потока фона изображения определяется, например, с помощью гистограммы этого изображения. Значение динамики теплового потока, которое превышает то, которое было определено на фоне изображения, представляет собой минимальное оперативное пороговое значение, которое ограничивает область, в которой могут находиться как расплавленная, так и нерасплавленная зоны соединения материалов. Затем в этой области определяют пиковое значение динамики теплового потока сквозь соединение материалов, который представляет собой максимальное оперативное пороговое значение. Оперативное пороговое значение, которое изменяется в пределах между минимальным и максимальным оперативными пороговыми значениями, определяет последовательность областей результирующего изображения, каждая из которых заключает в себе значения динамики теплового потока, проходящего сквозь соединение материалов, которые превышают соответствующее пороговое значение. Периметр этих областей исследуется. Вследствие наличия валика яркости изображения на границе между расплавленной и нерасплавленной зонами, при пересечении этой границы наблюдается скачкообразное увеличение ее внешнего контура. Периметр этих областей, представляющий собой численную характеристику их внешнего контура, измеряют и представляют в виде характеристического вектора. Скачок в этом векторе указывает на то, что исследуемая область включает в себя как часть и нерасплавленную зону. Этот скачок характеристического вектора может быть обнаружен, например, при помощи стандартных методов сглаживания и исследования функций кривых. Таким образом, граница между расплавленной и нерасплавленной зонами соединения материалов может быть оперативно и объективно локализована. Это обеспечивает надежную локализацию расплавленной зоны. Затем найденная расплавленная зона оценивается по ее положению и размеру.
Если же возбуждение и регистрация теплового потока производятся с одной и той же стороны соединения материалов, на границе между расплавленной зоной и нерасплавленной зоной происходит снижение динамики теплового потока, проходящего сквозь соединение материалов. В этом случае наблюдается скачкообразное уменьшение периметра исследуемых областей при пересечении границы между этими зонами вследствие наличия там валика яркости. При этом в характеристическом векторе будет наблюдаться скачок вниз.
Описанный способ является для всех сопрягаемых частей принципиально одинаковым. В соответствии с этим могут быть подвергнуты контролю соединения сопрягаемых частей как из одинаковых, так и из различных материалов. Кроме того, этот способ позволяет осуществить контроль как сварных, так и паяных соединений. В таких соединениях материалов имеется граница между сваренной и несваренной зонами или же между спаянной и неспаянной зонами. В соответствии с этим на результирующем изображении, представляющем локальные различия теплопроводностей исследуемого соединения материалов, образуется валик яркости. Этот валик яркости может быть обнаружен при помощи стандартных методов компьютерной обработки сигнала и изображения и, тем самым, использован для локализации и оценки сварного или паяного соединений.
Возбуждение соединения материалов и регистрация теплового потока может производиться принципиально с различных сторон или с одной и той же стороны соединения материалов. В соответствии с этим исследуются результирующие изображения различных видов, представляющие проходящие сквозь материал (трансмиссионный) и/или отраженный от поверхности материала (рефлекторный) тепловой поток, детализированный как в пространстве, так и во времени. При этом ни колебания интенсивности источника возбуждения, ни состояние и свойства поверхности материала, как и толщина материала сопрягаемых частей, не должны оказывать значительного влияния на результаты измерения теплового потока. Поэтому должно применяться результирующее изображение, которое представляет не абсолютные значения теплового потока или скорость его прохождения сквозь исследуемое соединение материалов, а локальные разности скоростей теплового потока. Результирующим изображением такого вида может являться, например, фазовое изображение, которое получают с помощью инфракрасной фазовой синхронной термографии (Теория и практика инфракрасной технологии неразрушающего контроля, Ксавьер П.В. Малдаг, Джон Уайли и Санз, Инк., 2001) (Theory and Practice of Infrared Technology for Nondestructive Testing, Xavier P.V. Maldague, John Wiley and Sons, Inc., 2001). Фазовое изображение представляет время распространения тепловых волн сквозь соединение материалов, визуализируя таким образом локальные различия теплопроводностей соединения материалов, соответствующие различным точкам результирующего изображения. Эти локальные различия скоростей теплового потока и будут рассматриваться в дальнейшем как характеризующие динамику теплового потока.
Согласно пункту 2 формулы изобретения минимальное пороговое значение определяют из величины динамики теплового потока области фона изображения.
Тестовая область по пункту 3 формулы изобретения обеспечивает простое определение максимального порогового значения. Такая тестовая область может быть расположена, например, в центре области, подвергаемой исследованию. Размер этой области может быть определен экспериментальным путем, с необходимостью соблюдения при этом теоремы Шэннона о выборках (Компьютерная обработка промышленных изображений, Кристиан Демант, Берндт Штрейхер-Абель, Петер Вашкевич, Шпрингер-Верлаг, 1998) (Industrial Image Processing, Christian Demant, Bernd Streicher-Abel, Peter Waszkewittz, Springer-Verlag, 1998). Размер тестовой области может составлять, например, 3×3 пикселя.
Надежное определение максимального порогового значения проводится по пункту 4 формулы изобретения при помощи нескольких областей одинакового размера. Для этого тестовая область заданного размера последовательно смещается вдоль исследуемой области, которая заключает в себе значения динамики теплового потока, превышающие минимальное пороговое значение. Заданный размер тестовых областей может составлять, например, 3×3 пикселя.
Определение величины шага смещения при помощи итеративного процесса по пункту 5 формулы изобретения позволяет получить его оптимальную величину. Поиск оптимальной величины шага смещения можно начинать с величины, которая равняется, например, 1.
Сварная точка по пункту 6 формулы изобретения, которая содержит расплавленную зону, именуемую «ядром сварной точки», а также нерасплавленную зону, в которой сопрягаемые части все же сцеплены между собой, именуемую «местом сварной связки», является соединением материалов, имеющим важное промышленное значение; это делает преимущества способа согласно настоящему изобретению особенно очевидными.
Характеристическая кривая по пункту 7, характерная для каждого исследуемого материала, позволяет однозначное определение остаточной толщины материала в сварной точке и, тем самым, глубину вмятины в месте сварки, оставленной сварочными щипцами. Для контроля каждого сварного соединения материалов необходимо заранее определить характеристическую кривую для исследуемого сочетания материалов сопрягаемых частей. Такая характеристическая кривая представляет нелинейную зависимость пикового значения динамики теплового потока от остаточной толщины материала в сварной точке. Данные, требуемые для определения этой характеристической кривой, получают в различных контрольных сварных точках, находящихся на одинаковых сочетаниях материалов, имеющих различную остаточную толщину материала. Проходящая и рассеиваемая составляющие теплового потока играют различные роли при определении остаточной толщины материала. При малой остаточной толщине материала в сварной точке пиковое значение динамики теплового потока определяется его проходящей компонентой. При увеличении же остаточной толщины материала в сварной точке все большее значение приобретает рассеиваемая составляющая теплового потока. Таким образом, пиковое значение теплового потока, измеренное в области ядра сварной точки, может быть применено для определения остаточной толщины материала. Это пиковое значение динамики теплового потока соответствует максимальному пороговому значению, измеряемому в области ядра сварной точки. Определение остаточной толщины материалов в контрольных сварных точках должно быть произведено с помощью какого-либо независимого метода измерения.
Сравнение с первым предельным значением по пункту 8 формулы изобретения позволяет обнаруживать дырки. Слишком большое значение динамики теплового потока указывает на наличие дырки в сварной точке. Первое предельное значение определяют опытным путем.
Сравнение со вторым предельным значением по пункту 9 формулы изобретения позволяет обнаруживать раковины. Слишком малое значение динамики теплового потока указывает на наличие раковины в ядре сварной точки. Ядро сварной точки этого вида именуется «пережженным ядром сварной точки». Второе предельное значение определяют опытным путем.
Усовершенствование способа по пункту 10 формулы изобретения позволяет осуществлять направленное обнаружение повреждений поверхности в области выявленного ядра сварной точки. Ограничение области поиска дефектов областью ядра сварной точки позволяет предотвратить получение ложных результатов. Следующим исследуемым изображением может быть, например, одно из записанных термоизображений или какое-либо другое результирующее изображение. Таким результирующим изображением может быть, например, амплитудное изображение, полученное с помощью инфракрасной фазовой синхронной термографии. Амплитудное изображение представляет амплитуды тепловых волн, распространяющихся сквозь сварную точку. Обнаруженные дефекты позволяют провести в зависимости от их происхождения, величины и местонахождения, а также их сочетания классификацию и, тем самым, однозначную оценку качества сварной точки. Далее можно определить и отследить причины производства дефектных сварных точек, что позволит произвести статистическую оценку всего сварного процесса как основу контроля качества общего технологического процесса.
Другие отличительные признаки и преимущества настоящего изобретения будут пояснены в описании одного из примеров осуществления настоящего изобретения со ссылкой на приложенные чертежи, на которых изображены:
на Фиг.1 - поперечное сечение соединения материалов, сваренных в точке;
на Фиг.2 - одномерное распределение динамики теплового потока сквозь сварную точку;
на Фиг.3 - первый характеристический вектор, демонстрирующий зависимость периметра исследуемых областей от величины их пороговой динамики теплового потока;
на Фиг.4 - второй характеристический вектор, демонстрирующий зависимость периметра исследуемых областей от величины их пороговой динамики теплового потока; и
на Фиг.5 - характеристическая кривая для конкретного материала, демонстрирующая зависимость пикового значения динамики теплового потока от остаточной толщины материала.
Испытуемый образец 1 содержит первую сопрягаемую часть 2 и вторую сопрягаемую часть 3, которые соединены между собой при помощи соединения материалов 4. Сопрягаемые части 2, 3 могут быть из одинаковых или различных материалов, имеющих одинаковую или различную толщину. Соединение материалов 4 является сварной точкой. Далее соединение материалов будет именоваться сварной точкой 4.
Сварная точка 4 образует соединение из двух зон, состоящее из расплавленной зоны 5 и нерасплавленной зоны 6, окружающей вышеупомянутую расплавленную зону 5. Между расплавленной зоной 5 и нерасплавленной зоной 6 имеется граница 7, которая ограничивает расплавленную зону 5 и отделяет ее от нерасплавленной зоны 6, в которой сопрягаемые части все же сцеплены между собой. Расплавленная зона именуется в дальнейшем «ядро 5 сварной точки», а нерасплавленная зона именуется в дальнейшем «место сварной связки» 6. Источник возбуждения 8 и детектор инфракрасного излучения 9 размещены на противоположных сторонах испытуемого образца 1.
Образец 1 и исследуемая сварная точка 4 подвергаются импульсному возбуждению от источника возбуждения 8. При этом происходит генерирование теплового потока 10, который состоит из проходящей составляющей 11 и рассеиваемой составляющей 12. Рассеиваемая составляющая 12 также именуется «диссипативная составляющая». Проходящую составляющую 11 теплового потока 10 регистрируют при помощи детектора инфракрасного излучения 9 в виде последовательности отдельных изображений, следующих одно за другим.
В каждой сварной точке 4 сопрягаемых частей 2, 3 остается вмятина 13. Вмятины 13 образуются сварочными щипцами, применяющимися при изготовлении сварочных точек 4. Вмятины 13 определяют остаточную толщину материала М.
Для обработки зарегистрированной последовательности термических изображений предусмотрено вычислительное устройство 14, подсоединенное к источнику возбуждения 8 и детектору инфракрасного излучения 9. Из последовательности термических изображений генерируют результирующие изображения различных видов. Результирующее фазовое изображение представляет динамику W теплового потока, проходящего сквозь сварную точку 4. Динамика теплового потока W описывает локальные разности скоростей теплового потока 10, проходящего сквозь сварную точку 4, и тем самым представляет локальные различия теплопроводности.
Фиг.2 представляет собой одномерное распределение 15 динамики теплового потока W вдоль координаты поперечного сечения X. В принципе, динамика теплового потока W показывает двухмерное распределение. Качественно это отвечает одномерному распределению 15, однако в общем случае двухмерное распределение может иметь несимметричный и нерегулярный характер в соответствии с геометрией сварной точки 4.
Двухмерное распределение динамики теплового потока W определяется в решающей степени геометрией сварной точки 4. Геометрия же сварной точки 4 задается вмятинами 13, образуемыми сварочными щипцами. Ниже приводится более подробное описание одномерного распределения 15 динамики теплового потока W. Однако для более точной локализации ядра сварной точки должно быть учтено именно двухмерное распределение динамики теплового потока W, которое имеет силу для всех последующих выкладок.
В центре сварной точки 4 динамика теплового потока W имеет пиковое значение, при том, что по направлению от центра к периферии сварной точки 4 динамика теплового потока W уменьшается. Согласно настоящему изобретению было установлено, что на границе 7 между ядром сварной точки 5 и местом сварной связки 6 происходит локальное уменьшению динамики теплового потока W, при том, что сразу за этой границей 7 величина динамики теплового потока W снова повышается. Этот эффект приводит к образованию валика яркости 16, показанного на Фиг.2, в виде одномерного распределения 15 динамики теплового потока W. Так как эффект образования валика яркости 16 вокруг ядра сварной точки 5 может быть несимметричным и нерегулярным, то для корректной локализации ядра сварной точки 5 должно применяться двухмерное распределение динамики теплового потока W.
Для локализации ядра сварной точки 5 должно быть вначале определено минимальное пороговое значение Wмин. Минимальное пороговое значение Wмин должно превышать динамику теплового потока W фона изображения Н. Минимальное пороговое значение Wмин определяют в контрольной области R динамики теплового потока W фона изображения Н, обеспечив гарантированную принадлежность этой контрольной области R к фону изображения Н.
Далее определяют максимальное пороговое значение Wмакс, которое соответствует пиковому значению динамики теплового потока W, проходящего сквозь сварную точку 4. Максимальное пиковое значение Wмакс определяют в тестовой области Т, расположенной в центре области S, которая заключает в себе пункты изображения, динамика теплового потока W через которые превышает минимальное пороговое значение Wмин. Максимальное пороговое значение Wмакс представляет собой среднее значение динамики теплового потока W, определяемой в тестовой области Т.
Альтернативно, максимальное пороговое значение Wмакс может быть получено из нескольких тестовых областей Т одинакового размера, для чего тестовая область Т заданного размера последовательно смещается вдоль исследуемой области S.
При этом в каждом положении тестовой области Т определяется средняя величина динамики проходящего в нем теплового потока W. Максимальная величина этих средних значений и есть максимальное пороговое значение Wмакс.
Для локализации ядра сварной точки 5 применяют оперативное пороговое значение Wоп, которое варьируют в диапазоне от минимального порогового значения Wмин до максимального порогового значения Wмакс. Варьируемые оперативные пороговые значения именуются в дальнейшем «Wоп, i», при этом i изменяется от 1 до n. Оперативное пороговое значение Wоп изменяют с шагом приращения ΔWоп. Это означает, что два следующие друг за другом оперативные пороговые значения Wоп, i и Wоп, i+1 отличаются друг за друга на величину шага приращения ΔWоп. Оптимальная величина приращения ΔWоп может быть получена методом итерации.
Для каждого оперативного порогового значения Wоп, i определяется соответствующая ему область Bi, которая заключает в себе величины динамики теплового потока W сквозь сварную точку 4, превышающие это оперативное пороговое значение Wоп, i. Каждая такая область Bi обладает периметром Ui, который измеряется и представляется в виде характеристического вектора. В заключение все эти области В исследуют на предмет скачкообразного изменения их периметра ΔU. Если величина оперативного порогового значения Wоп варьируется в диапазоне от максимального порогового значения Wмакс до минимального порогового значения Wмин, и при этом происходит скачкообразное увеличение периметра U, то это означает, что исследуемая область В пересекает границу 7 между ядром сварной точки 5 и местом сварной связки 6. На Фиг.2 представлена как область Bi с периметром Ui, которая еще не пересекла границу 7, так и область Bi+1 с периметром Ui+1, которая уже пересекла границу 7. Тем самым область Bi+1 заключает в себя часть места сварной связки 6. На этой заключенной в область Bi+1 части места сварной связки 6 динамика теплового потока W выше, чем на границе 7. Таким образом, область Bi является самой большой областью, которая еще не пересекла границу 7, и поэтому не содержит в себе еще никакой части места сварной связки 6. Следовательно, область Bi в основном соответствует ядру сварной точки 5. Таким образом, эта область Bi и связанный с ней периметр Ui могут служить основой для оценки местонахождения и размера ядра сварной точки 5.
В зависимости от состояния внешнего контура исследуемых областей В, за скачкообразным изменением их периметра ΔU может произойти как быстрое уменьшение периметра U, как показано на Фиг.4, так и быстрое увеличение периметра U, как показано на Фиг.3. Это является результатом эффекта Пуассона (Физика Гертсена, 23-е издание, стр.130, Шпрингер Ферлаг, 2006) (Gerthsen Physik, 23rd edition, p.130 ff., Springer Verlag, 2006), согласно которому объект, обладающий сильно развитой внешней формой, при увеличении его площади может проявлять тенденцию как к смыканию, так и к развитию имеющихся отклонений его контура от идеальной окружности. Если при увеличении размера объекта эти отклонения смыкаются, то тогда его периметр будет уменьшаться. Если же это отклонение, в основном, развивается, периметр объекта снова будет последовательно увеличиваться.
Скачкообразное изменение периметра ΔU исследуемых областей В может быть обнаружено с помощью стандартных методов компьютерной обработки сигнала и изображения. Таким образом, может быть локализован несимметричный и нерегулярный валик яркости 16 вокруг ядра сварной точки 5. Это гарантирует оперативную, адаптирующуюся к актуальным условиям контроля локализацию ядра сварной точки 5 и обеспечивает, тем самым, возможность автоматизации этого процесса.
Пиковое значение динамики теплового потока W, которое было определено как максимальное пороговое значение Wмакс, может применяться для бесконтактного и неразрушающего контроля остаточной толщины материала М в сварной точке 4. Для определения остаточной толщины материала М должна быть заранее определена характеристическая кривая К для подвергаемой контролю комбинации материалов сопрягаемых частей 2, 3. Характеристическую кривую К определяют на контрольных сварных точках, обладающих различной остаточной толщиной материала и соединяющих между собой именно те сопрягаемые части 2, 3, которые позже будут подвергаться контролю. Остаточная толщина материала М в каждой контрольной сварной точке измеряется при помощи какого-либо независимого метода. Далее, в каждой контрольной сварной точке измеряют пиковое значение динамики теплового потока W. Полученная характеристическая кривая К описывает нелинейную зависимость пикового значения динамики теплового потока W от остаточной толщины материала М.
С помощью характеристической кривой К может быть исследована остаточная толщина материала М исследуемой сварной точки 4, а также осуществлен контроль вмятин 13, образуемых сварочными щипцами. Максимальное пороговое значение Wмакс исследуемой сварной точки 4 сравнивается с первым предельным значением G1, тогда как превышение этого предельного значения G1 указывает на наличие дырки в сварной точке 4. Далее, максимальное пороговое значение Wмакс исследуемой сварной точки 4 сравнивают со вторым предельным значением G2, тогда как максимальное пороговое значение Wмакс, меньшее предельного значения G2, указывает на наличие раковины в сварной точке 4. Предельные значения G1, G2 определяют опытным путем.
Кроме того, данный способ позволяет осуществить обнаружение и оценку различных дефектов поверхности сварной точки 4. Обнаружение и оценка дефектов поверхности происходит в локализованной области Вi ядра сварной точки 5. Для обнаружения дефектов поверхности используется иное изображение, расположенное, однако, в той же системе координат, что и результирующее изображение, используемое для локализации ядра сварной точки 5. Таким изображением может служить, например, соответствующее термоизображение или амплитудное изображение, полученное с помощью инфракрасной фазовой синхронной термографии (Теория и практика инфракрасной технологии неразрушающего контроля, Ксавьер П.В. Малдаг, Джон Уайли и Санз, Инк., 2001) (Theory and Practice of Infrared Technology for Nondestructive Testing, Xavier P.V. Maldague, John Wiley and Sons, Inc., 2001). Ограничение поиска дефектов областью Bi ядра сварной точки 5 позволяет избежать получения ложных результатов. Так, например, граница 7 между ядром сварной точки 5 и местом сварной связки 6 в этом случае не будет идентифицирована в качестве дефекта. Оценка и обнаружение дефектов могут быть осуществлены с помощью, например, стандартных методов обработки сигнала и изображения.
Обнаруженные дефекты сварных точек в зависимости от их происхождения, размера и местонахождения, а также их комбинации могут быть использованы для соответствующей классификации сварных точек 4. Это позволяет осуществить однозначную оценку качества исследуемой сварной точки 4.
Способ согласно настоящему изобретению обеспечивает автоматизированную бесконтактную и неразрушающую дефектоскопию сварных точек 4 в промышленных условиях. Этот способ дает возможность всеобъемлющего обнаружения дефектов, обеспечивает однозначную и надежную классификацию исследуемых сварных точек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ДЕФЕКТОСКОПИИ СВАРНОГО ШВА МЕТОДОМ ТЕРМОГРАФИИ | 2008 |
|
RU2464551C2 |
| АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС | 2002 |
|
RU2222865C1 |
| СПОСОБ ГОЛОГРАФИЧЕСКОЙ ВИЗУАЛИЗАЦИИ БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2014 |
|
RU2557374C1 |
| СПОСОБ СЛЕЖЕНИЯ ЗА КАЧЕСТВОМ СВАРКИ ПЛАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113327C1 |
| СПОСОБ МОНИТОРИНГА НАДПОЧВЕННОГО ПОКРОВА ИМПАКТНЫХ РАЙОНОВ АРКТИКИ | 2016 |
|
RU2635823C1 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2016 |
|
RU2685928C2 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| СЛОЖЕННОЕ ИНДИВИДУАЛЬНОЕ ИЗДЕЛИЕ В КРУГЛОЙ УПАКОВКЕ | 2018 |
|
RU2762714C2 |
| СПОСОБ ДИАГНОСТИКИ ФОРМООБРАЗОВАНИЯ ПРИ СВАРКЕ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127177C1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2676542C2 |

Способ автоматизированного бесконтактного и неразрушающего контроля соединения материалов (4), при котором варьируют оперативное пороговое значение (Wоп) в диапазоне между минимальным пороговым значением (Wмин) и максимальным пороговым значением (Wмакс), и при этом определяют те области (В), которые заключают в себе величины динамики теплового потока (W), проходящего сквозь соединение материалов (4), превышающие оперативное пороговое значение (Wоп). Эти области (В) динамики теплового потока исследуют на предмет скачкообразного изменения их периметра. Такое скачкообразное изменение их периметра возникает в том случае, когда происходит пересечение границы (7) между расплавленной зоной (5) и нерасплавленной зоной (6), в которой сопрягаемые части все же сцеплены между собой. 9 з.п. ф-лы, 5 ил.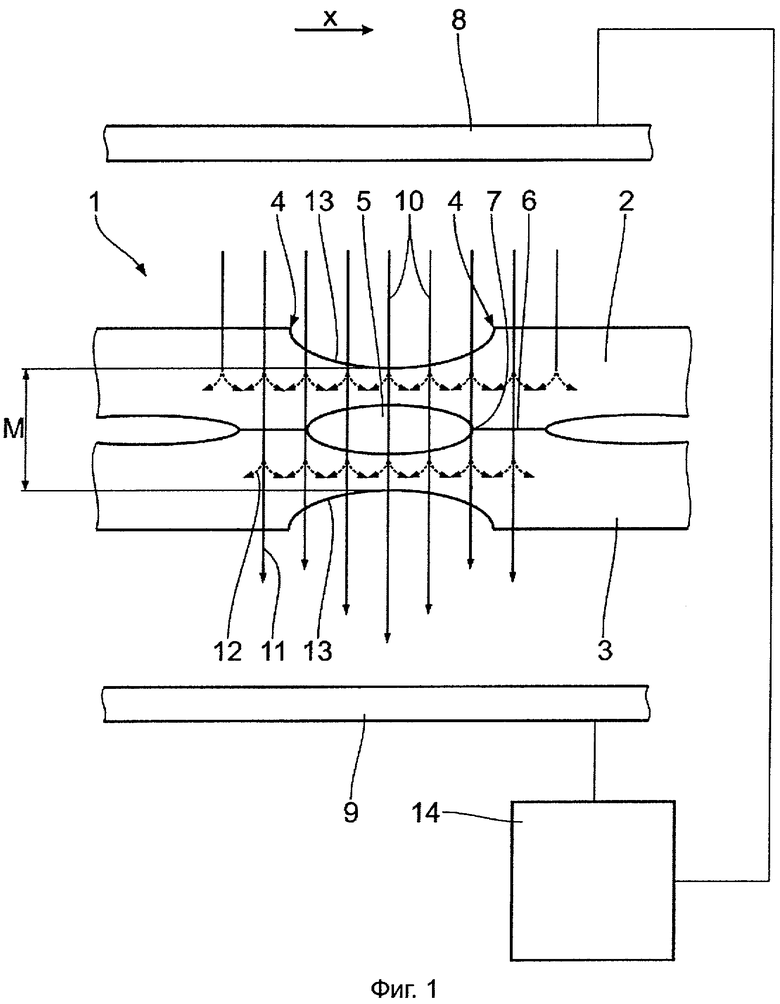
1. Способ автоматизированного бесконтактного и неразрушающего контроля соединения материалов (4), по меньшей мере, из двух сопрягаемых частей (2, 3), включающий
а. соединение материалов (4), представляющее собой соединение из двух зон:
i. расплавленной зоны (5) и
ii. нерасплавленной зоны (6), окружающей указанную расплавленную зону (5),
b. исследование этого соединения материалов, осуществляемое с помощью инфракрасных изображений, при этом
i. по меньшей мере, одним источником возбуждения (8) возбуждают испытуемый образец (1),
ii. по меньшей мере, одним детектором инфракрасного излучения (9) осуществляют регистрацию образующегося теплового потока в виде последовательного ряда термоизображений,
iii. из последовательного ряда термоизображений генерируют результирующие изображения и
iv. термоизображения и результирующие изображения подвергают исследованию,
характеризующийся тем, что
с. расплавленную зону (5) локализуют на результирующем изображении, представляющем динамику теплового потока (W), проходящего сквозь соединение материалов (4), при этом
i. определяют минимальное пороговое значение (Wмин), которое превышает значение динамики теплового потока (W) фона изображения (Н),
ii. определяют пороговое значение (Wмакс), которое соответствует пиковому значению динамики теплового потока (W), проходящего сквозь соединение материалов (4),
iii. варьируют оперативное пороговое значение (Wоп) в диапазоне между минимальным пороговым значением (Wмин) и максимальным пороговым значением (Wмакс),
iv. определяют последовательность тех областей (В) динамики теплового потока (W), проходящего сквозь соединение материалов (4), которые заключают в себе значения динамики теплового потока (W), превышающие оперативное пороговое значение (Wоп),
v. подвергают контролю эти области (В) динамики теплового потока в отношении скачкообразного изменения их периметра (ΔU),
vi. определяют расплавленную зону (5) как область (Bi) из областей (В), в которой наблюдается скачкообразное изменение ее периметра (ΔU), указывающее на то, что произошло пересечение границы (7) между расплавленной зоной (5) и нерасплавленной зоной (6), и
vii. определяют местонахождение и размер расплавленной зоны (5).
2. Способ по п.1, характеризующийся тем, что минимальное пороговое значение (Wмин) определяют из контрольной области (R) динамики теплового потока (W) фона изображения (Н).
3. Способ по п.1 или 2, характеризующийся тем, что максимальное пороговое значение (Wмакс) определяют из тестовой области (Т),
а. при этом тестовая область (Т) расположена в центре области (S), заключающей в себе значения динамики теплового потока (W), превышающие минимальное пороговое значения (Wмин), и
b. максимальное пороговое значение (Wмакс) определяют как среднюю величину значений динамики теплового потока (W), определяемых из тестовой области (Т).
4. Способ по п.1 или 2, характеризующийся тем, что максимальное пороговое значение (Wмакс) определяют из нескольких тестовых областей (Т) одинакового размера, при этом
а. тестовые области (Т) расположены в области (S), заключающей в себе значения динамики теплового потока (W), превышающие минимальное пороговое значение (Wмин),
b. для каждой тестовой области (Т) определяют среднее значение динамики протекающего в ней теплового потока (W) и
с. максимальное пороговое значение (Wмакс), являющееся максимальной величиной этих средних значений.
5. Способ по п.1, характеризующийся тем, что оперативное пороговое значение (Wоп) варьируют с шагом приращения (ΔWоп), при этом величину шага приращения (ΔWоп) определяют методом итераций.
6. Способ по п.1, характеризующийся тем, что соединение материалов (4) представляет собой сварную точку с расплавленной зоной (5), именуемой «ядром сварной точки», и с нерасплавленной зоной (6), именуемой «местом сварной связки».
7. Способ по п.6, характеризующийся тем, что сварную точку оценивают при помощи характеристической кривой (К), характерной для исследуемых материалов, причем
а. характеристическую кривую (К) определяют при помощи контрольных сварных точек, имеющих различную остаточную толщину материала (М) и соединяющих между собой, по меньшей мере, две сопрягаемые части (2, 3),
b. остаточную толщину материала (М) измеряют в каждой контрольной сварной точке,
с. пиковое значение динамики теплового потока (W) измеряют в каждой контрольной сварной точке и
d. характеристическую кривую (К) получают из пиковых значений динамики теплового потока (W) и связанных с ними остаточных толщин материала (М).
8. Способ по п.7, характеризующийся тем, что максимальное пороговое значение (Wмакс) сравнивают с первым предельным значением (G1), при этом максимальное пороговое значение (Wмакс), большее предельного значения (G1), указывает на наличие дырки в сварной точке.
9. Способ по п.7, характеризующийся тем, что максимальное пороговое значение (Wмакс) сравнивают со вторым предельным значением (G2), при этом максимальное пороговое значение (Wмакс), меньшее предельного значения (G2), указывает на наличие раковины в сварной точке.
10. Способ по п.6, характеризующийся тем, что для обнаружения дефектов поверхности сварной точки используют иное изображение, при этом
а. это изображение расположено в той же системе координат, что и результирующее изображение, используемое для локализации ядра сварной точки, а
b. обнаружение и оценку дефектов поверхности осуществляют в локализованной области (Bi) ядра сварной точки.
| JP 8122051 А, 17.05.1996 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE 10150633 A1, 30.04.2003 | |||
| Устройство для контроля качества точеной контактной сварки по перемещению электрода сварочной машины | 1977 |
|
SU692707A1 |

