Изобретение относится к обработке металлов давлением, а именно к устройствам для обработки металлов давлением импульсного магнитного поля, и может найти применение в авиационной, автомобильной и смежных отраслях промышленности.
Известна конструкция одновиткового индуктора, выполненного в виде массивного витка цилиндрической формы, представляющего собой цилиндрическую часть, и имеющего также изоляцию от заготовки, токовыводы и изоляцию токовыводов I.
Однако в данном устройстве токовыводы привариваются к витку, в этом месте образуется ослабленное место, прочность уменьщается, происходят значительные электрические потери и существенно снижается коэффициент полезного действия индуктора, кроме того Б данном устройстве снижается его стойкость из-за плохого охлаждения. При прохождении по индуктору серии мощных импульсов тока, из-за высокой плотности тока, обусловленной толщиной скинслоя, поверхностный слой токопровода индуктора весьма сильно разогревается (вплоть до температуры плавнения). Токовый скин-слой индуктора может охлаждаться остальной массой токопровода. Однако такое одностороннее охлаждение недостаточно эффективно.
Наиболее близким к предлагаемому устройству является индуктор для магнитноимпульсной раздачи трубчатой детали, содержащий плоский виток из токопроводящего материала и токовыводы, выполненные на концах витка перпендикулярно его плоскости 2.
Однако известное устройство характеризуется недостаточной стойкостью. Это объясняется тем, что при разряде импульсного тока большой мощности поверхностный слой индуктора сильно разогревается и достигает температуры плавления. Конвективное охлаждение вследствие неразвитой поверхности индуктора также недостаточно эффективно.
Цель изобретения - повыщение эффективности pa6oTbt индуктора.
Поставленная цель достигается тем, что в индукторе для магнитно-импульсной раздачи трубчатых деталей, содержащем плоский виток из токопроводящего материала и токовыводы, выполненные на концах витка перпендикулярно его плоскости, в теле индуктора со стороны внутренней поверхности выполнены радиальные .пазы равномерно расположенные по окружности.
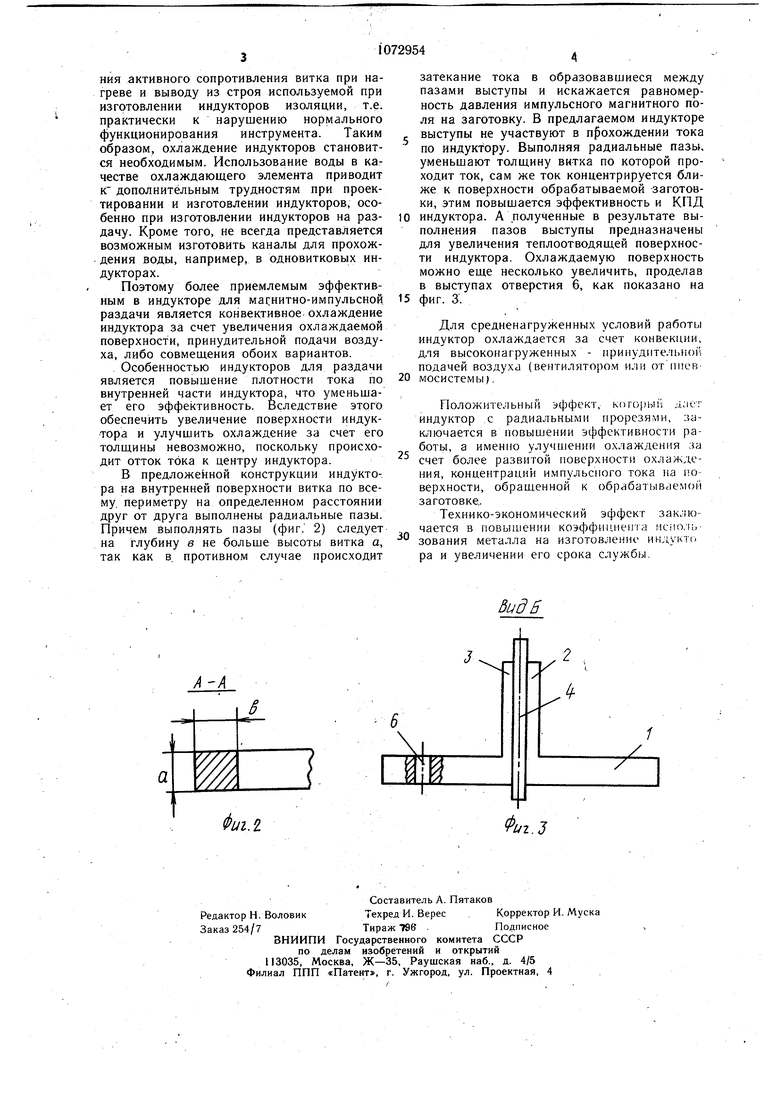
На фиг. 1 изображен индуктор, вид сверху; на фиг. 2 - поперечное сечение то.копроводящей части индуктора в месте паза; на фиг. 3 - индуктор со стороны токовыводов, общий вид.
Индуктор для магнитно-импульсной раздачи трубчатой детали (фиг. 1) состоит из витка 1, изготовленного из токопроводящего материала, токовыводов 2 и 3, образованных на его концах перпендикулярно плоскости витка индуктора, изоляции 4, расположенной между токовыводами 2 и 3. На
внутренней поверхности витка 1 по всему периметру на определенном расстоянии друг от друга выполнены радиальные- (вдоль направления радиусов) пазь 5. Для придания индуктору жесткости образовавшиеся между пазами 5 выступы могут опираться на оправку, которая вставляется во внутреннюю часть индуктора (не показана). Индуктор становится монолитным, лучше воспринимает динамические усилия, возникающие при разряде, а для конвективного охлаждения используются пазы 5.
Токовыводы индуктора 2 и 3 закрепляются в токовыводах магнитно-импульсной установки, при включении последней на разряд на один из них поступает ток, например на токовывод 2, а с другого 3 - сни0 мается. Импульсный ток, пройдя по токовыводу 2, попадает на рабочий виток индуктора 1 и проходит по нему. Чтобы не произошло короткое замыкание токовыводов 2 и 3, между ними располагают изоляцию 4, преимущественно из текстолита или стек5 лотекстолита. Проходя по витку индуктора, ток нйводит вокруг него импульсное поле, которое вызывает появление вихревых токов в заготовке и наведение вокруг нее также импульсного магнитного поля. Взаимодействие этих магнитных полей при водит к возникновению сил, деформирующих заготовку. Для создания равномерного давления на заготовку по всей длине ее окружности в индукторе данной конструкции рекомендуется использовать расстояние между его токовыводами 2 и 3 не больше
5 0,5.10.. м, в этом случае снижение импульсного магнитного поля в зоне изоляции токовыводов не превышает 5-7 %, что вполне приемлемо и удовлетворяет технологическим требованиям обработки металлов.
Q При прохождении импульсного тока по индуктору последний нагревается незави симо от того, из какого металла он изготовлен: медь, бронза или сталь. Требования прочности диктуют необходимость изготовления индукторов именно из стальных
5 сплавов, однако они обладают низкой электропроводностькХ и в процессе прохождения импульсного тока быстронагреваются (до 150°С за один разряд). Особенно чувствительным становится влияние нагрева на прочность индукторов при создании зна0 чительных (до 30-35 кг/мм ) давлений ц заготовку, так как в этом случае возрастает плотность тока, протекающего по витку. Индуктор не успевает охладиться конвективным путем и при его использовании в режимах серийного и массового производ5ства, т.е. при частом повторении разрядов. Перегрев индукторов приводит к снижению его эффективности за счет возрастания активного сопротивления витка при нагреве и выводу из строя используемой при изготовлении индукторов изоляции, т.е. практически к нарушению нормального функционирования инструмента. Таким образом, охлаждение индукторов становится необходимым. Использование воды в качестве охлаждающего элемента приводит к дополнительным трудностям при проектировании и изготовлении индукторов, особенно при изготовлении индукторов на раздачу. Кроме того, не всегда представляется возможным изготовить каналы для прохождения воды, например, в одновитковых индукторах.
Поэтому более приемлемым эффективным в индукторе для магнитно-импульсной раздачи является конвективное охлаждение индуктора за счет увеличения охлаждаемой поверхности, принудительной подачи воздуха, либо совмещения обоих вариантов.
Особенностью индукторов для раздачи является повышение плотности тока по внутренней части индуктора, что уменьшает его эффективность. Вследствие этого обеспечить увеличение поверхности индуктора и улучшить охлаждение за счет его толшины невозможно, поскольку происходит отток тока к центру индуктора.
В предложенной конструкции индуктора на внутренней поверхности витка по всему, периметру на определенном расстоянии друг от друга выполнены радиальные пазы. Причем выполнять пазы (фиг. 2) следует на глубину 8 не больше высоты витка а, так как. в. противном случае происходит
затекание тока в образовавшиеся между пазами выступы и искажается равномерность давления импульсного магнитного поля на заготовку. В предлагаемом индукторе выступы не участвуют в прохождении тока по индуктору. Выполняя радиальные пазы, уменьшают толщину витка по которой проходит ток, сам же ток концентрируется ближе к поверхности обрабатываемой заготовки, этим повышается эффективность и КПД
индуктора. А полученные в результате выполнения пазов выступы предназначены для увеличения теплоотводящей поверхности индуктора. Охлаждаемую поверхность можно еще несколько увеличить, проделав в выступах отверстия 6, как показано на
фиг. 3.
Для средненагруженных условий работы
индуктор охлаждается за счет конвекции,
для высоконагруженных - принудите.)й
подачей воздуха (вентилятором или отИпевмосистемы).
Положительный ; ффект, к()ГО). л.-ют индуктор с радиальными прорезями, заключается в повышении эффективности работы, а улучшении охлаждения за счет более развитой поверхности охлаждения, концентрации импульсного тока па по верхности, обращенной к обрабатываемой заготовке..
Технико-экономический эффект заключается в повышении коэффициента ncno/ibзования металла на изготовление индукто ра и увеличении его срока службы.
Buds
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ РАЗДАЧИ ТРУБЧАТЫХ ЗАГОТОВОК | 2013 |
|
RU2542190C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ГИБКОЙ | 2010 |
|
RU2465088C2 |
| Импульсный трансформатор | 1978 |
|
SU792298A1 |
| Одновитковый индуктор сильного аксиального магнитного поля (варианты) | 2020 |
|
RU2746269C1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
| Индуктор для магнитно-импульсной штамповки | 1982 |
|
SU1064722A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК | 2002 |
|
RU2217258C1 |
ИНДУКТОР ДЛЯ МАГНИТНОИМПУЛЬСНОЙ РАЗДАЧИ ТРУБЧАТЫХ ДЕТАЛЕЙ, содержаш.ий плоский виток из токопроводящего материала и токовыводы, выполненные на концах витка перпендикулярно его плоскости, отличающийся тем, что, с целью повышения эффективности работы, в теле индуктора со стороны внутренней поверхности выполнены радиальные пазы, равномерно расположенные по окружности.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Белый И | |||
| В., Фертик С | |||
| М., Хименко Л | |||
| Т | |||
| Справочник по МИОМ | |||
| «Виш.а школа, Харьков, 1977, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Павлов В | |||
| А., Попов Ю | |||
| А | |||
| и др | |||
| Строкоуказатель | 1925 |
|
SU5090A1 |
| Приспособление для постепенного включения и выключения фрикционных муфт в самодвижущихся экипажах и т.п. | 1919 |
|
SU356A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
