Изобретение относится к металлургии, в частности к способам получения изделий из жаропрочных деформированных титановых сплавов, и может найти применение в авиационной промышленности, а также энергетическом машиностроении в качестве конструкции «блиск» газотурбинных двигателей (ГТД).
Конструкция «блиск» предусматривает изготовление дисков компрессора высокого давления (КВД) за счет неразъемного соединения диска и лопаток. При производстве изделий конструкции «блиск» из жаропрочных титановых сплавов важнейшими научно-практическими задачами являются получение регламентированной структуры, фазового состава, высокого и стабильного уровня механических и эксплуатационных свойств в различных зонах заготовок. При этом структура диска и лопаток различна. Пластинчатая рекристаллизованная структура диска должна обеспечивать высокие значения вязкости разрушения, а глобулярная или бимодальная структура лопаток - высокую усталостную прочность.
Известен способ получения изделия конструкции «блиск», включающий отдельное изготовление диска и лопаток с оптимальной структурой и последующее их неразъемное соединение методом лазерной сварки, сварки в защитной атмосфере или сварки трением (патенты США №7341431, 5038014, 6095402).
Заготовка, изготовленная по известному способу, не является монолитной, что может привести к разрушению по границе раздела диска и лопатки. Известный способ также требует использования дорогостоящего сварочного оборудования.
Известен способ получения изделия конструкции «блиск» без границ раздела между диском и лопатками. Способ включает получение отдельно деформированных заготовок диска и лопаток с оптимальной структурой и их диффузионную сварку в газостате (горячим изостатическим прессованием) с использованием порошковой присадки из того же материала (патент №ЕР1859889).
Известный способ требует использования уникального оборудования (газостата) и является очень трудоемким в связи с необходимостью изготовления сложнопрофильной капсулы и последующего ее удаления с изделия.
Наиболее близким к предлагаемому изобретению и взятым за прототип является способ получения изделия конструкции «блиск» из жаропрочных титановых сплавов, включающий обработку исходной заготовки деформацией в β-области со степенью деформации 20-40% в открытом штампе или термической обработкой в β-области в течение 1 часа, ускоренное охлаждение, нагрев до температуры (α+β)-области, деформацию периферийной (лопаточной) зоны при температуре (α+β)-области со степенью деформации 20-40% с получением изделия с толщиной лопаточной зоны меньшей или равной толщине дисковой зоны заготовки и термическую обработку изделия (патент США №6110302).
Недостатками способа-прототипа является то, что структура в дисковой и лопаточной зонах изделия «блиск» не является оптимальной. В дисковой зоне формируется очень крупная структура (в случае термической обработки при температурах β-области), что приводит к снижению пластичности материала. При обработке исходной заготовки деформацией в β-области формируется структура с вытянутыми границами зерен, ориентированными в направлении наиболее вероятного распространения трещины, снижающая вязкость разрушения.
Оптимальной структурой для лопаток и лопаточной зоны изделия «блиск» является глобулярная или бимодальная структура, однако в лопаточной зоне формируется в основном пластинчатая структура с небольшой долей глобулярной α-фазы, не обеспечивающая получение необходимой усталостной прочности и пластичности.
Изделия, полученные по способу-прототипу, имеют низкий коэффициент использования металла (КИМ), так как требуют механической обработки с удалением значительной части металла в дисковой зоне.
Технической задачей изобретения является создание способа получения изделия конструкции «блиск» из жаропрочных титановых сплавов, обеспечивающего повышение коэффициента использования металла, формирование в дисковой зоне изделия пластинчатой рекристаллизованной микроструктуры с размером β-зерна 50-150 мкм, а в лопаточной зоне - глобулярно-пластинчатой структуры с долей глобулярной α-фазы не менее 60%, обеспечивающих оптимальный уровень механических свойств.
Для достижения поставленной задачи предложен способ получения изделия конструкции «блиск» из жаропрочных титановых сплавов, имеющих лопаточную и дисковую зоны, включающий обработку исходной заготовки деформацией в β-области, охлаждение, деформацию лопаточной зоны в (α+β)-области и термическую обработку изделия, в котором деформацию в β-области проводят при температуре Тпп+(10÷30)°С в закрытом штампе выдавливанием металла из дисковой зоны в лопаточную со степенью деформации не менее 50%, с получением профилированной заготовки, а деформацию лопаточной зоны в (α+β)-области проводят со степенью деформации не менее 45%.
Перед деформацией в β-области проводят предварительную деформацию исходной заготовки в (α+β)-области со скоростью деформации 2,0-4,0 мм/с и степенью деформации не менее 40% с последующим нагревом под деформацию в β-области в течение не более 30 мин.
Деформация в β-области при температуре Тпп+(10÷30)°С в закрытом штампе, выдавливанием металла из дисковой зоны в лопаточную зону заготовки позволяет получить профилированную заготовку с тонкой дисковой зоной и проводить охлаждение на воздухе (без ускоренного охлаждения) с получением микроструктуры с размером β-зерна 50-150 мкм и повысить КИМ по сравнению со способом-прототипом.
Предварительная деформация в (α+β)-области со скоростью деформации 2,0-4,0 мм/с и степенью деформации не менее 40%, позволяет проводить нагрев заготовки в течение не более 30 мин и при последующей деформации в β-области при температуре Тпп+(10÷30)°С со степенью деформации не менее 50% позволяет получить пластинчатую рекристаллизованную структуру с размером β-зерна 50-150 мкм.
Деформация по предлагаемым режимам обеспечивает по сравнению со способом-прототипом получение более мелкой структуры в дисковой зоне изделия и соответственно повышение механических свойств.
Деформация в (α+β)-области лопаточной зоны изделия со степенью деформации не менее 45% позволяет получать глобулярно-пластинчатую структуру с долей глобулярной α-фазы не менее 60%.
Деформация по предлагаемым режимам обеспечивает по сравнению со способом-прототипом увеличение в лопаточной зоне изделия доли глобулярной α-фазы.
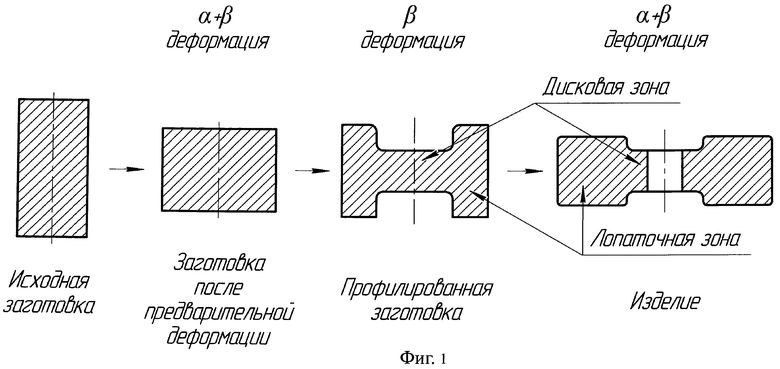
Схема деформации согласно предлагаемому способу представлена на фиг.1.
Примеры осуществления
Пример 1.
Для осуществления способа выбран жаропрочный титановый сплав ВТ18У (Тпп=1020°С), из которого изготовлено изделие конструкции «блиск» диаметром 250 мм.
В качестве исходной заготовки использовали деформированный пруток диаметром 100 мм с размером β-зерна 250 мкм.
Предварительную деформацию в (α+β)-области проводили свободной осадкой при температуре 990°С со скоростью деформации 2,0 мм/с и степенью деформации 40%.
Нагрев заготовки после предварительной деформации до температуры деформации в β-области проводили путем переноса заготовки в печь сразу после предварительной деформации. Время нагрева составило 12 минут.
Деформацию в β-области проводили при температуре 1030°С (Тпп+10°С) в закрытом штампе выдавливанием металла из дисковой зоны в лопаточную зону заготовки с получением профилированной заготовки. Охлаждение заготовки проводили на воздухе.
В образце, вырезанном из дисковой зоны профилированной заготовки, размер зерна составил 100 мкм.
Деформацию лопаточной зоны проводили в (α+β)-области при температуре 990°С (Тпп-30°С) со степенью деформации 45% в кольцевом штампе. В лопаточной зоне изделия была получена глобулярно-пластинчатая структура с долей глобулярной α-фазы 70%.
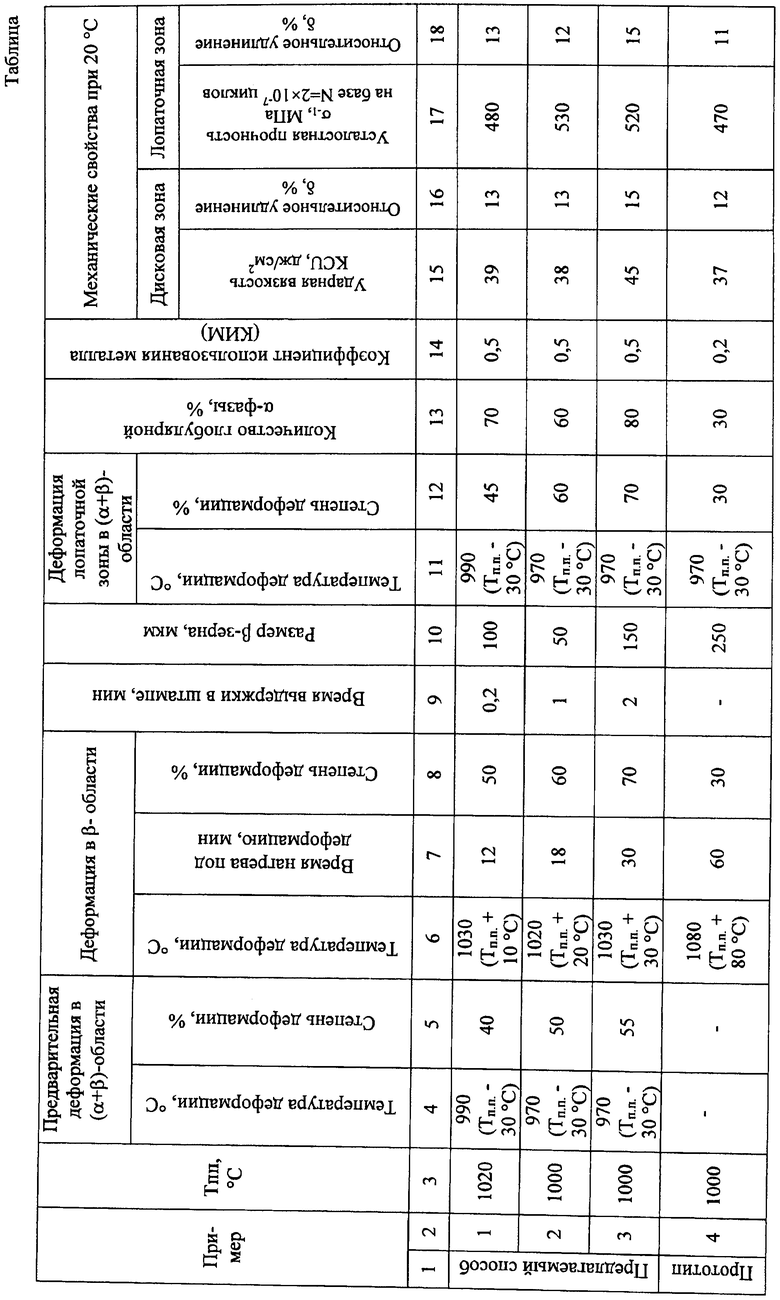
Режимы предлагаемого способа и механические свойства изделий конструкции «блиск» приведены в таблице.
Коэффициент использования металла (КИМ) в полученном изделии составил 0,5 при сохранении оптимального уровня механических свойств.
Примеры 2 и 3 для сплавов ВТ25У и ВТ8-1 соответственно были выполнены аналогично примеру 1 по режимам, приведенным в таблице.
Пример 4 (способ-прототип).
Для осуществления способа-прототипа выбран жаропрочный титановый сплав ВТ8-1 (аналог Ti17) (Тпп=1000°С), из которого изготовлено изделие конструкции «блиск» диаметром 250 мм.
В качестве исходной заготовки использовали деформированный пруток диаметром 120 мм с размером β-зерна 250 мкм.
Нагрев заготовки до температуры 1080°С (Тпп+80°С) проводили в течение 1 часа.
Деформацию в β-области проводили при температуре 1080°С свободной осадкой. Охлаждение заготовки проводили ускоренно при обдувке вентилятором.
В образце, вырезанном из дисковой зоны заготовки, размер зерна составил 250 мкм.
Деформацию лопаточной зоны проводили в (α+β)-области при температуре 970°С (Тпп-30°С) со степенью деформации 40% в кольцевом штампе. В лопаточной зоне изделия сформировалась глобулярно-пластинчатая структура с долей глобулярной α-фазы 30%.
Коэффициент использования металла (КИМ) в полученной заготовке составил 0,2.
Сравнительный анализ предлагаемого способа получения изделия конструкции «блиск» из жаропрочных титановых сплавов со способом-прототипом показал, что предлагаемый способ позволяет повысить КИМ в 2-2,5 раза, а также обеспечивает формирование оптимальной структуры в дисковой и лопаточной зоне изделия, в частности получение пластинчатой рекристаллизованной микроструктуры с размером β-зерна 50-150 мкм материала в дисковой зоне изделия и глобулярно-пластинчатой структуры материала с долей глобулярной α-фазы 60-80% в лопаточной зоне изделия, что позволяет повысить механические свойства изделия по сравнению со способом-прототипом: в дисковой зоне ударная вязкость материала (KCU) увеличилась на 20%, относительное удлинение (δ) увеличилось на 25%, в лопаточной зоне усталостная прочность материала (σ-1) повысилась на 10%, относительное удлинение увеличилось на 35%.
При использовании предлагаемого способа повысятся надежность и ресурс изделий конструкции «блиск» компрессора высокого давления ГТД.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ (АЛЬФА+БЕТА)- ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758044C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2004 |
|
RU2262401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2324762C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2441097C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
Изобретение относится к металлургии, в частности к способам получения изделий из жаропрочных титановых сплавов, и может найти применение в авиационной промышленности, а также энергетическом машиностроении в качестве конструкции «блиск» газотурбинных двигателей ГТД. Заявлен способ получения изделия конструкции «блиск» из жаропрочных титановых сплавов, имеющих лопаточную и дисковую зоны. Способ включает обработку исходной заготовки деформацией в β-области, охлаждение, деформацию лопаточной зоны в (α+β)-области и термическую обработку изделия. Деформацию в β-области проводят при температуре Тпп+(10÷30)°С в закрытом штампе выдавливанием металла из дисковой зоны в лопаточную со степенью деформации не менее 50%, с получением профилированной заготовки. Деформацию лопаточной зоны в (α+β)-области проводят со степенью деформации не менее 45%. Технический результат - получение изделия конструкции «блиск» с высоким коэффициентм использования металла, формирование в дисковой зоне изделия пластинчатой рекристаллизованной микроструктуры с размером β-зерна 50-150 мкм, а в лопаточной зоне - глобулярно-пластинчатой структуры с долей глобулярной α-фазы не менее 60%, обеспечивающих оптимальный уровень механических свойств. 1 з.п. ф-лы, 1 ил., 1 табл., 4 пр.
1. Способ получения изделия конструкции «блиск» из жаропрочных титановых сплавов, имеющих лопаточную и дисковую зоны, включающий обработку исходной заготовки деформацией в β-области, охлаждение, деформацию лопаточной зоны в (α+β)-области, термическую обработку изделия, отличающийся тем, что деформацию в β-области проводят при температуре Тпп+(10÷30)°С в закрытом штампе выдавливанием металла из дисковой зоны в лопаточную со степенью деформации не менее 50%, с получением профилированной заготовки, а деформацию лопаточной зоны в (α+β)-области проводят со степенью деформации не менее 45%.
2. Способ по п.1, отличающийся тем, что перед деформацией в β-области проводят предварительную деформацию исходной заготовки в (α+β)-области со скоростью деформации 2,0-4,0 мм/с и степенью деформации не менее 40% с последующим нагревом под деформацию в β-области в течение не более 30 мин.
| US 6110302 А, 29.08.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
| US 20060045785 А1, 02.03.2006 | |||
| US 20080099465 A1, 01.05.2008. | |||

