Изобретение относится к металлургии, в частности к способам получения изделий из жаропрочных титановых сплавов и никелевых сплавов, и может найти применение в авиационной промышленности, а также в энергетическом машиностроении в качестве метода получения заготовок рабочих ступеней компрессора и неохлаждаемой турбины газотурбинных двигателей (ГТД).
Составные заготовки типа «диск-диск» из жаропрочных титановых сплавов используются для изготовления рабочих ступеней компрессора ГТД конструкции «блиск». Конструкция «блиск» предусматривает изготовление дисков компрессора за счет неразъемного соединения диска и лопаток. При производстве изделий конструкции «блиск» из жаропрочных титановых и никелевых сплавов важнейшими научно-практическими задачами являются получение регламентированной структуры, фазового состава, высокого и стабильного уровня механических и эксплуатационных свойств в различных зонах заготовок. При этом структура диска и лопаток различна. Пластинчатая рекристаллизованная структура диска должна обеспечивать высокие значения вязкости разрушения, а глобулярная или бимодальная структура лопаток - высокую усталостную прочность.
Известен способ получения изделия конструкции «блиск», включающий отдельное изготовление диска и лопаток с оптимальной структурой и последующее их неразъемное соединение методом сварки в защитной атмосфере (патент US 5038014 A, B22F 3/105, 06.08.1991).
Недостатками данного способа является то, что заготовка, изготовленная по известному способу, не является монолитной, что может привести к разрушению по границе раздела диска и лопатки. Известный способ также требует использования дорогостоящего сварочного оборудования.
Известно изделие конструкции «блиск» из жаропрочных титановых сплавов, изготовленное способом, включающим обработку исходной заготовки деформацией в β-области со степенью деформации 20-40% в открытом штампе или термической обработкой в β-области в течение 1 часа, ускоренное охлаждение, нагрев до температура (α+β)-области, деформацию периферийной (лопаточной) зоны при температуре (α+β)-области со степенью деформации 20-40% с получением изделия с толщиной лопаточной зоны меньшей или равной толщине дисковой зоны заготовки и термическую обработку изделия (патент US 6110302 А, B21K 1/36, 29.08.2000).
Недостатками способа является то, что структура в дисковой и лопаточной зонах изделия «блиск» не является оптимальной. В дисковой зоне формируется очень крупная структура (в случае термической обработки при температурах β-области), что приводит к снижению пластичности материала. При обработке исходной заготовки деформацией в β-области формируется структура с вытянутыми границами зерен, ориентированными в направлении наиболее вероятного распространения трещины, снижающая вязкость разрушения.
Наиболее близким к предлагаемому изобретению является способ получения конструкции «блиск» из сплава жаропрочного титанового сплава ВТ25У методом раздельного изготовления дисковой зоны и лопаток и последующее их диффузионное сращивание методом горячего изостатического прессования (ГИП).
Технологический процесс включает:
- получение центральной (дисковой) зоны и лопаток штамповкой и механической обработкой;
- изготовление капсулы и закладных элементов методом точного литья;
- монтирование в капсулу центральной дисковой зоны и закладных элементов
- засыпку гранул в ободную часть диска;
- вибрационное уплотнение гранул, вакуумирование и герметизацию капсулы электронно-лучевой сваркой;
- уплотнение в газостате;
- удаление капсулы и вытравливание закладных элементов.
(«Технология легких сплавов» №.2, ВИЛС, 2010, с. 59-66)
Изготовление конструкции «блиск» по данной технологии позволяет значительно повысить коэффициент использования металла (КИМ). Однако заготовка не является монолитной, что может привести к разрушению по границе раздела. Использование данного способа требует изготовления капсулы, закладных элементов и ее герметизации, что значительно повышает трудоемкость изготовления заготовок. Кроме того, технологический процесс является экологически вредным, так как требует вытравливания закладных элементов в агрессивных средах.
Составные заготовки типа «диск-вал» из жаропрочных никелевых сплавов используются для изготовления заготовок дисков и рабочих колес турбины с развитой ступичной частью (валом). Изготовление монолитных деформированных заготовок типа «диск-вал» из жаропрочных никелевых сплавов является очень энергоемким и трудоемким процессом, требующим деформационного оборудования большой мощности, также отличающееся большим расходом основного материала и штамповой оснастки. Получение составной заготовки типа «диск-вал» путем диффузионного соединения «диска» и «вала» позволит снизить материальные и энергетические затраты.
Известна полезная модель - биметаллическая заготовка для ротора компрессора газотурбинного двигателя, содержащая соединенные между собой горячим изостатическим прессованием части, одна из которых выполнена из сплава на основе никеля, другая часть выполнена из сплава на основе никеля, применимого для сварки, и в виде колец, расположенных на торцевых поверхностях (патент на полезную модель №100439, U1, B22F 5/00, 20.12.2010).
Изготовление конструкции «блиск» данного типа позволяет значительно повысить КИМ. Недостатком данной модели является необходимость изготовления капсулы, закладных элементов и ее герметизации, что значительно повышает трудоемкость изготовления заготовок.
Наиболее близким к предлагаемому изобретению является способ получения изделия конструкции «блиск» из жаропрочных никелевых сплавов, включающий соединение жаропрочных никелевых сплавов с использованием ГИП. Способ основан на том, что основания лопаток соединяются вместе с помощью сварки, образуя непрерывное кольцо, а оставшийся объем диска формируется из металлического порошка с применением ГИП (патент ЕР 1586740 А2, В23Р 15/00, 19.10.2005).
Недостатками данного способа является высокая трудоемкость изготовления заготовок и недостаточная надежность сварных соединений.
Технической задачей предлагаемого изобретения является изготовление составных заготовок типа «диск-диск» и «диск-вал» для рабочих ступеней ротора компрессора конструкции «блиск».
Техническим результатом является повышение КИМ, а также упрощение процесса изготовления за счет снижения времени и энергетических затрат на его проведение.
Технический результат достигается способом получения составной заготовки типа «диск-вал» из жаропрочных никелевых сплавов, включающим изготовление частей составных заготовок с предварительно подготовленной структурой, предварительное соединение составных частей, изотермическую деформацию составной заготовки, горячее изостатическое прессование и термическую обработку составной заготовки, при этом предварительное соединение составных частей осуществляется методом вакуумной пайки, а изотермическая деформация осуществляется на воздухе с суммарной степенью деформации не менее 50%.
Предпочтительно, при изотермической деформации составной заготовки используется выдержка под нагрузкой для более полного протекания диффузионных процессов.
Предпочтительно, перед соединением частей составной заготовки типа «диск-вал» используется предварительное деформационное упрочнение соединяемых поверхностей.
Предпочтительно, поверхности соединения частей составной заготовки имеют выступы и впадины.
Составные заготовки типа «диск-диск» изготавливаются с использованием в качестве материала центральной (дисковой) части жаропрочного титанового сплава марки ВТ8, в качестве материала для периферийной (лопаточной) части - жаропрочного титанового сплава марки ВТ8М-1.
Для формирования требуемой структуры дисковой и лопаточной частей составной заготовки типа «диск-диск» исходные заготовки из сплавов марок ВТ8 и ВТ8М-1 подверглись всесторонней ковке в (α+β)-области при температуре деформации от (Тпп - 30) до (Тпп - 50)°С, где Тпп - температура полиморфного превращения сплава. Суммарная степень деформации при всесторонней ковке в (α+β)-области должна быть не менее 50%, т.к. степень деформации при термомеханической обработке влияет на однородность структуры сплавов после деформации. Получение оптимального типа структуры достигается при степени деформации в интервале 50-80%. Поковки после всесторонней ковки заготовки охлаждаются на воздухе.
Предварительное соединение заготовок пайкой производится в вакуумной печи электросопротивления типа СНВЭ-2.4.2/16. Для пайки составных заготовок типа «диск-диск» из сплавов ВТ8-ВТ8М-1 использовали припой ВПр16. Паяное соединение должно быть сплошным, не иметь непропаев. Качество пайки и наличие непропаев оценивается визуально.
Исследования микроструктуры образцов, изготовленных из зоны соединения составной заготовки типа «диск-диск», показали, что в зоне соединения была сформирована дифференцированная структура. В дисковой части сформирована структура с полностью рекристаллизованной β-фазой и пластинчатой морфологией выделений низкотемпературной α-фазы, обеспечивающая повышенные значения вязкости разрушения, сопротивления малоцикловой усталости и ползучести, в лопаточной части составной заготовки (сплав ВТ8М-1) сформирована структура с глобулярно-пластинчатой морфологией выделений α-фазы, обеспечивающая повышенные значения многоцикловой усталости и сопротивления ползучести. Таким образом, предложенный способ получения заготовок «блисков» позволяет получить заготовки с оптимизированной структурой в дисковой и лопаточной зонах заготовки.
Составные заготовки типа «диск-вал» изготавливаются из жаропрочных никелевых сплавов ЭП742-ИД и ЭП975-ИД путем соединения составных частей из одноименных сплавов.
Для формирования требуемой структуры вала и диска составной заготовки типа «диск-вал» исходные заготовки из сплавов марки ЭП742-ИД и ЭП975-ИД подвергаются всесторонней ковке со степенью деформации не менее 50% при температуре ниже температуры полного растворения γ' фазы.
Предварительное соединение заготовок пайкой производится в вакуумной печи электросопротивления типа СНВЭ-2.4.2/16. Для пайки составных заготовок типа «диск-вал» использовали припой ВПр27, а для заготовок из сплава ЭП742-ИД припой ВПр56. Паяное соединение должно быть сплошным, не иметь непропаев. Качество пайки и наличие непропаев оценивается визуально.
Деформация составных заготовок производится на гидравлических прессах типа ПА2638 и ПА2642 в закрытом контейнере. Высота и диаметр контейнера должны обеспечивать деформацию составных заготовок по высоте со степенью деформации не менее 50%. Для защиты материалов от окисления в процессе нагрева и деформации на поверхность составных заготовок наносится защитное технологическое покрытие (ЗТП) на основе стеклоэмали. В процессе деформации составной заготовки металл должен доходить до боковых стенок закрытого контейнера. Составные заготовки после деформации охлаждаются на воздухе.
Для окончательного диффузионного соединения составных заготовок типа «диск-диск» из жаропрочных титановых сплавов и заготовок типа «диск-вал» из жаропрочных никелевых сплавов после изотермической штамповки составных заготовок проводится горячее изостатическое прессование заготовок.
Перед горячим изостатическим прессованием проводится пескоструйная обработка составных заготовок. Пескоструйная обработка должна обеспечить полное удаление остатков ЗТП с поверхности заготовок. Наличие остатков ЗТП на поверхности составных заготовок после пескоструйной обработки определяется визуально.
Пескоструйная обработка проводится с целью не загрязнить газостат для горячего изостатического прессования и поэтому не является принципиально важной технологической операцией.
Для протекания диффузионных процессов и снижения вероятности роста зерна проводили диффузионную сварку методом ГИП. Протекание основных диффузионных процессов при диффузионном соединении однородных и разнородных материалов осуществляется в течение 2-3 часов.
Из полотна штамповки изготовлены образцы для исследования микроструктуры и механических свойств в зоне соединения.
Исследование микроструктуры зон соединения составных заготовок типа «диск-вал» из сплавов ЭП742-ИД и ЭП975-ИД после термической обработки показали, что в дисковой части и валу сформирована регламентированная структура с размером зерна, соответствующим 3-4 баллу со значительным количеством у' фазы. Структура материалов в зонах соединения соответствует типичной структуре сплавов ЭП742-ИД и ЭП975-ИД для заготовок дисков ГТД.
Результаты испытаний образцов из зоны соединения частей составной заготовки типа «диск-диск» показали, что кратковременная прочность зоны соединения соответствует кратковременной прочности сплавов ВТ8 и ВТ8М-1, разрушение образцов происходило вне зоны соединения по участку сплава ВТ8М-1.
Механические свойства зоны соединения составной заготовки типа «диск-вал» из сплава ЭП742-ИД в целом соответствуют механическим свойствам сплава ЭП742-ИД. Прочность зоны соединения составной заготовки типа «диск-вал» из сплава ЭП975-ИД составляет 80% от прочности сплава ЭП975-ИД. Характеристики пластичности при растяжении образцов из зон соединения составных заготовок из сплавов ЭП742-ИД и ЭП975-ИД меньше характеристик пластичности при растяжении монолитных образцов из сплавов ЭП742-ИД и ЭП975-ИД.
Разработанная технология изготовления составных заготовок типа «диск-диск» и «диск-вал» для рабочих ступеней компрессора и неохлаждаемой турбины обеспечивает снижение трудоемкости изготовления полуфабрикатов на 20-25% и повышение КИМ на 30-50% в зависимости от геометрических размеров заготовок.
Таким образом, предлагаемый способ получения заготовок изделий конструкции «блиск» и дисковых заготовок с развитой ступичной частью - валом позволяет повысить КИМ, а также упростить процесс изготовления, снизив время и энергетические затраты на его проведение.
Примеры использования:
- рабочая ступень компрессора низкого давления ГТД конструкции «блиск»;
- рабочая ступень радиальной неохлаждаемой турбины малогабаритных ГТД и газотурбинных установок (ГТУ).
Примеры осуществления
Пример 1.
Для осуществления способа выбраны жаропрочные титановые сплавы ВТ8 и ВТ8М-1, из которых изготовлена составная заготовка типа «диск-диск» диаметром 220 мм.
В качестве исходной заготовки использовали деформированный пруток из сплава ВТ8 диаметром 150 мм и деформированный пруток из сплава ВТ8М-1 диаметром 150 мм, из которых изготавливались внешняя и внутренняя часть заготовки типа «диск-диск».
Прутки подвергались всесторонней ковке в (α+β)-области, суммарная деформация составляла не менее 50%.
Перед изотермической деформацией проводилось предварительное соединение заготовок вакуумной пайкой с применением припоя марки ВПр16. Изотермическая деформация проводилась на прессе усилием 630 тс, оснащенном нагревательной установкой, обеспечивающей нагрев штамповой оснастки до температуры, соответствующей температуре нагрева составной заготовки. Деформация проводилась в закрытом контейнере со скоростью 0,5-1 мм/сек, усилие 300 тс. Время выдержки под усилием 300 тс - 40 сек. В процессе деформации составной заготовки металл доходил до боковых стенок закрытого контейнера. Составные заготовки после деформации охлаждались на воздухе.
Для окончательного диффузионного соединения составных заготовок типа «диск-диск» проводилось горячее изостатическое прессование заготовок. ГИП проводилось при давлении (120±10) МПа и выдержке при рабочем режиме в течение 3 ч.
В дисковой части сформирована структура с полностью рекристаллизованной β-фазой и пластинчатой морфологией выделений низкотемпературной α-фазы.
В лопаточной части составной заготовки сформирована структура с глобулярно-пластинчатой морфологией выделений α-фазы.
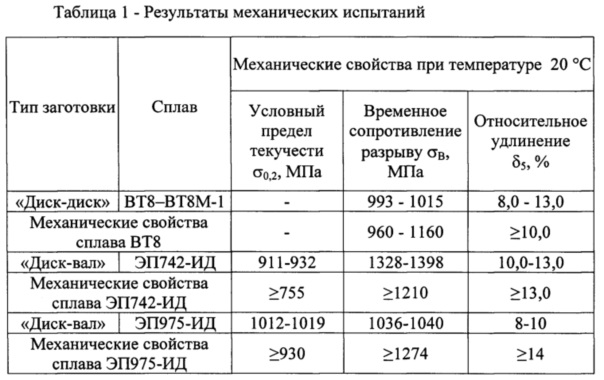
Механические свойства полученной составной заготовки из сплавов ВТ8-ВТ8М-1 после стандартной термической обработки представлены в таблице 1.
Примеры 2 и 3 для составных заготовок типа сплавов ЭП742-ИД и ЭП975-ИД были выполнены по аналогичной технологической схеме, что и в примере 1.
В качестве исходных заготовок использовались прессованные прутки диаметром 150 мм.
Составные заготовки типа «диск-вал» из никелевого сплава ЭП742-ИД и никелевого сплава ЭП975-ИД подвергались всесторонней ковке при температуре ниже температуры полного растворения γ' фазы.
Для вакуумной пайки составных заготовок из сплава ЭП742-ИД использовался припой марки ВПр27, для заготовок из сплава ЭП975-ИД - припой ВПр56. Для соединения заготовок из сплава ЭП975-ИД также использовали метод лазерной сварки в вакууме.
Изотермическую деформацию составных заготовок проводили на прессе усилием 630 тс, оснащенном нагревательной установкой, обеспечивающей нагрев штамповой оснастки до температуры, соответствующей температуре нагрева составной заготовки перед деформацией. Деформация проводилась в закрытом контейнере со скоростью деформации 0,5-1 мм/сек, усилием 430 тс. Время выдержки под усилием 430 тс - 60 сек.
ГИП проводили при давлении (150±10) МПа с выдержкой при рабочем режиме в течение 3 ч.
Была получена структура с размером зерна, соответствующим 3-4 баллу со значительным количеством γ' фазы.
Механические свойства полученных составных заготовок типа «диск-вал» из сплавов ЭП742-ИД и ЭП975-ИД после стандартной термической обработки представлены в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ ПАЙКИ РОТОРА ГТД КОНСТРУКЦИИ "БЛИСК" ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2414350C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ КОНСТРУКЦИИ "БЛИСК" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2465367C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| ПРИПОЙ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ ТИПА "БЛИСК" | 2014 |
|
RU2560483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2015 |
|
RU2608118C1 |
| СПОСОБ ЛИТЬЯ ДИСКОВЫХ И КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ЖАРОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2422244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ ПРЕССОВАННЫХ ЗАГОТОВОК ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2653386C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ЛОПАТОК ПРИ ИЗГОТОВЛЕНИИ ИНТЕГРАЛЬНОГО МОНОКОЛЕСА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2595331C1 |
Изобретение относится к металлургии и может быть использовано при изготовлении изделий из жаропрочных никелевых сплавов, применяемых в авиационной промышленности и в энергетическом машиностроении. Для получения составной заготовки типа «диск-вал» из жаропрочных никелевых сплавов изготавливают части заготовки, имеющие предварительно подготовленную структуру. Производят предварительное соединение упомянутых частей и изотермическую деформацию полученной составной заготовки. Затем составную заготовку подвергают горячему изостатическому прессованию и ее термической обработке. Способ отличается тем, что предварительное соединение частей составной заготовки производят методом вакуумной пайки, а изотермическую деформацию составной заготовки осуществляют на воздухе с суммарной степенью деформации не менее 50%. В результате обеспечивается повышение коэффициента использования металла и сокращение временных и энергетических затрат на изготовление заготовок. 3 з.п. ф-лы, 1 табл., 3 пр.
1. Способ получения составной заготовки типа «диск-вал» из жаропрочных никелевых сплавов, включающий изготовление частей составной заготовки с предварительно подготовленной структурой, предварительное соединение упомянутых частей, изотермическую деформацию составной заготовки, полученной предварительным соединением ее частей, горячее изостатическое прессование составной заготовки и ее термическую обработку, отличающийся тем, что предварительное соединение частей составной заготовки производят методом вакуумной пайки, а изотермическую деформацию составной заготовки осуществляют на воздухе с суммарной степенью деформации не менее 50%.
2. Способ по п. 1, отличающийся тем, что изотермическую деформацию составной заготовки осуществляют с выдержкой под нагрузкой для более полного протекания диффузионных процессов.
3. Способ по п. 1, отличающийся тем, что перед соединением частей составной заготовки осуществляют предварительное деформационное упрочнение их соединяемых поверхностей.
4. Способ по п. 1, отличающийся тем, что на соединяемых поверхностях частей составной заготовки выполняют выступы и впадины.
| Способ получения сорбента для аффинной хроматографии | 1988 |
|
SU1586740A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ ГАЗОВЫХ ТУРБИН | 1986 |
|
SU1533138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |

