Группа изобретений относится к области металлургии, а именно к обработке металлов давлением, и касается производства стальных мелющих шаров методом безоблойной штамповки, которые предназначены для использования в угольной, горнорудной, цементной и других отраслях промышленности.
Известны следующие методы производства стальных мелющих шаров:
- винтовая прокатка;
- получение шаров методом литья;
- горячая объемная штамповка с формированием облоя.
При получении стальных мелющих шаров методом винтовой прокатки (С.П.Грановский. Новые процессы и станы для прокатки изделий в винтовых калибрах, Металлургия, 1980) возникает неравномерно напряженная структура шара, вследствие чего шары в шаровых мельницах изнашиваются неравномерно.
Способ получения шаров методом литья а) более энергозатратен, поскольку заготовку необходимо нагревать до температуры 1500°C; б) при данном способе производства шаров не происходит упрочнение стали за счет обжатия, что влияет на качественные характеристики шаров.
Известен (Ковка и объемная штамповка стали, том 2, под ред. М.В.Сторожева, Москва, 1968, стр.56) способ горячей штамповки с образованием облоя. Недостатки известного способа горячей объемной штамповки шаров с формированием облоя заключаются в том, что а) технология включает дополнительную операцию по удалению облоя, б) увеличивается расход металла за счет того, что облой удаляется в отходы; в) шар на месте удаления облоя имеет неравномерно напряженную структуру, поскольку происходит нарушение целостности направления волокон стали при удалении облоя, так как в процессе закалки в местах разрыва волокон возникают множественные микроскопические трещины, которые в результате приводят к разрушению шара в процессе его эксплуатации.
В качестве наиболее близкого аналога для объекта «способ производства стальных мелющих шаров» принят известный (RU, 2167020, С1) способ производства шаров, включающий резку круглой прутковой длинномерной заготовки на мерные длины, подачу разрезанных заготовок в штамповый блок и безоблойную штамповку шаров. С целью увеличения точности получаемого изделия в известном способе круглую прутковую длинномерную заготовку перед предшествующей штамповке резкой обжимают в направлении, перпендикулярном продольной оси, с получением двух плоскостей, затем полученную плоскую заготовку подвергают периодическим пережимам в направлении, параллельном полученным плоскостям и перпендикулярном продольной оси, с образованием в этом направлении выпуклых участков поверхности. Для выполнения операций прокатки и обжатия требуется дополнительное оборудование и технологическое время, что увеличивает себестоимость изделия.
В качестве прототипа для объекта «штамп для безоблойной штамповки стальных мелющих шаров» принят известный (ОХРИМЕНКО Я.М. Технология кузнечно-штамповочного производства. - М.: Машиностроение, 1966, с.345-346, рис.196 (б)) /3/ открытый штамп для безоблойной штамповки стальных мелющих шаров, содержащий подвижную и неподвижную плиты и смонтированные на этих плитах с обеспечением взаимодействия с ними по опорным плоскостям верхнюю и нижнюю вставки с рабочими полостями, образующими сферическую формообразующую поверхность. К недостаткам известного штампа, препятствующим получению нижеуказанного технического результата, относится выполнение рабочих полостей (полусфер) вставок штампа симметричными относительно средней линии межштампового зазора (середина минимального зазора между вставками в их рабочем положении), при этом центр радиуса сферической формообразующей поверхности (R1) верхней и нижней вставок располагается на средней линии межштампового зазора.
При прессовании заготовки в шар скорости течения метала в вертикальных и горизонтальных направлениях различны. Скорость течения металла в горизонтальном направлении выше, следовательно, когда радиус шара в зоне экватора будет равен (R1), на полюсах будет наблюдаться незаполнение полости штампа (вставки штампа), т.е. радиус шара на полюсе будет меньше (R1). Для заполнения всего объема рабочих полостей вставок увеличивают объем закладываемой заготовки, что неизбежно образует облой (заусенец) по линии экватора шара в результате частичного вытеснения металла при деформировании в межштамповый зазор. То есть изготовленный в известной конструкции штампа шар имеет облой (заусенец) по линии экватора.
При горячей штамповке с формированием облоя шар на месте облоя имеет неравномерно напряженную структуру, поскольку происходит нарушение целостности направления волокон стали при последующем удалении облоя, что снижает прочность и ударостойкость шара к расколу. В процессе закалки в местах разрыва волокон возникают множественные микроскопические трещины, которые в результате приводят к разрушению шара в процессе его эксплуатации. Такие шары в шаровых мельницах изнашиваются неравномерно.
Задача, решаемая при создании группы изобретений, состоит в разработке экономически эффективного способа производства стальных мелющих шаров повышенной прочности и ударостойкости к расколу, соответствующих по точности требованиям ГОСТа 7524.
Технический результат, который может быть получен при осуществлении заявленной группы изобретений, заключается в реализации указанной задачи.
Указанный технический результат для объекта «способ» достигается за счет того, что способ производства стальных мелющих шаров включает дозированную подачу предварительно нагретой до температуры 1000-1200°C горячекатаной круглой прутковой длинномерной заготовки на пост газовой резки, кислородную резку заготовки на мерные длины, догрев мерных заготовок до температуры 800-1220°C и перемещение их в штамповый блок, штамповку шаров в открытом штампе для безоблойной штамповки, содержащем подвижную и неподвижную плиты и смонтированные на этих плитах с обеспечением взаимодействия с ними по опорным плоскостям верхнюю и нижнюю вставки с рабочими полостями, образующими сферическую формообразующую поверхность, в котором величина смещения S центра радиуса сферической формообразующей поверхности верхней, выполненной со штамповочным уклоном, и нижней вставок по вертикали относительно средней линии межштампового зазора в сторону подвижной плиты однозначно определена зависимостью: S=(1/2А2+S1), где А2 - межштамповый зазор; S1 - расстояние по вертикали от центра сферической формообразующей поверхности до нижнего торца верхней вставки штампа по вертикали, которое определяют из следующей зависимости:
 ,
,
где:
Rmax - максимальный радиус шара с регламентированным допуском на изготовление;
S2 - высота штамповочного уклона;
а - угол штамповочного уклона;
R1 - радиус сферической формообразующей поверхности.
Заявленный способ производства стальных мелющих шаров включает следующие этапы:
1) Предварительный нагрев длинномерной горячекатаной заготовки до оптимальной температуры.
Оптимальной температурой нагрева заготовки для последующей ее резки на мерные части является температура горения стали в кислороде 1000-1200°C - это означает, что затраты при резке, связанные с разогревом заготовки пропаном, будут минимальны, то есть получаем выигрыш во времени и в уменьшении затрат на пропан.
2) Кислородную газовую резку горячекатаного круга на мерные цилиндры, масса каждого из которых должна быть равна массе шара.
Мерной заготовкой для шара является цилиндр, масса которого равна массе готового шара. Диаметр заготовки выбирается из условия d=(2M/ρ·π)1/2, где М - масса шара, ρ - плотность, π - 3,14. Таким образом, выполняется условие минимально допустимого диаметра для длины цилиндра 2d. При минимальном диаметре цилиндра происходит лучшее заполнение ручьев штампов пресса, а при длине цилиндра </=2d не происходит критического (выводящего размеры шара за пределы поля допуска) смещения заготовки относительно оси штампов.
Особенностью газовой резки в заявленном способе является точная дозировка объема металла закладываемого в штампы, что означает, что в конечном итоге отштампованный шар не выйдет за пределы допуска, и достигается за счет автоматического высокоповторяемого процесса подачи длинномерной заготовки на пост резки. При этом, как правило, резку осуществляют только подачей кислорода (снижение себестоимости операции за счет сокращения использования пропана при резке) в зону предполагаемого реза, хотя минимальную подачу пропана оставляют для стабильности процесса.
Допустимо интегрировать в процесс взамен кислородной резки рубку, но осуществление данного способа требует больших капитальных вложений, хотя такой способ более производителен и экономичен в плане экономии металла (сталь не выгорает при резке). Такой вид резки возможно рассматривать как дальнейшее совершенствование технологии.
3) Догрев мерной заготовки до 800-1220°C для выравнивания температуры заготовки по всему объему, что способствует лучшему заполнению ручьев (рабочие полости) открытого штампа для безоблойной штамповки;
4) Безоблойная штамповка шаров (прессование шаров).
5) Закалка шаров, которую, как правило, производят под воздействием охлаждающей среды в закалочном барабане, продолжительность закалки в котором определяется температурой шара на выходе и регулируется частотой вращения барабана.
Улучшение механических свойств мелющих шаров (дополнительный технический результат) достигается также за счет того, что перед закалкой производят выравнивание температуры шаров и последующее их подстуживание на 150-200°C при скорости охлаждения не более 12 град/сек.
6) Отпуск шаров в таре с термоизоляционным кожухом.
В результате безоблойной штамповки шара достигается равномерно напряженная его структура, что в купе с особенной его термообработкой (выравнивание температуры, плавное подстуживание до закалки; выверенное время закалки, самоотпуск в специальной производственной таре) дает равномерно по всей площади закаленный шар без внутренних трещин с глубиной закалки на 2/3 радиуса.
Для реализации операции безоблойной штамповки в заявленном способе производства стальных мелющих шаров применяется новая конструкция открытого штампа для безоблойной штамповки, содержащего подвижную и неподвижную плиты и смонтированные на этих плитах с обеспечением взаимодействия с ними по опорным плоскостям верхнюю и нижнюю вставки с рабочими полостями, образующими сферическую формообразующую поверхность, в котором величина смещения S центра радиуса сферической формообразующей поверхности верхней, выполненной со штамповочным уклоном, и нижней вставок по вертикали относительно средней линии межштампового зазора в сторону подвижной плиты однозначно определена зависимостью: S=(1/2А2+S1), где А2 - межштамповый зазор; S1 - расстояние по вертикали от центра сферической формообразующей поверхности до нижнего торца верхней вставки штампа по вертикали, которое определяют из следующей зависимости:
,
где:
Rmax - максимальный радиус шара с регламентированным допуском на изготовление;
S2 - высота штамповочного уклона;
а - угол штамповочного уклона;
R1 - радиус сферической формообразующей поверхности.
В заявленной конструкции открытого штампа для безоблойной штамповки выполнение штамповки без облоя обеспечивается за счет смещения положения центра радиуса сферической формообразующей поверхности (R1), составленной из выполненных в форме полусфер рабочих полостей вставок относительно средней линии межштампового зазора по вертикали (по центральной линии открытого штампа для безоблойной штамповки) в сторону подвижной плиты (верхнего полюса сферы) на величину
S=(1/2А2+S1), где
S - смещение положения центра радиуса сферической формообразующей поверхности верхней, выполненной со штамповочным уклоном, и нижней вставок по вертикали относительно средней линии межштампового зазора в сторону подвижной плиты,
А2 - межштамповый зазор,
S1 - расстояние по вертикали от центра сферы (сферической формообразующей поверхности) до нижнего торца верхней вставки открытого штампа для безоблойной штамповки.
При этом определяемая расчетным путем величина (S1) зависит от высоты штамповочного уклона (S2), угла штамповочного уклона (const=7° по ГОСТу 7505-89), радиуса сферической формообразующей поверхности (гравюр открытого штампа для безоблойной штамповки) R1.
Ограничение величины (S1) заключается в том, что чем больше расстояние (S1), тем больше максимальный диаметр фаски штамповочного уклона. В конце концов, при увеличении расстояния S1 наступит такой момент, когда расстояние от центра радиуса сферической формообразующей поверхности до окружности максимального диаметра фаски будет больше максимального радиуса шара регламентированного допуском на изготовление. В этом случае можно говорить, что S1 принимает наибольшее значение. Чем больше расстояние S1, тем лучше заполняемость полюсов штампа.
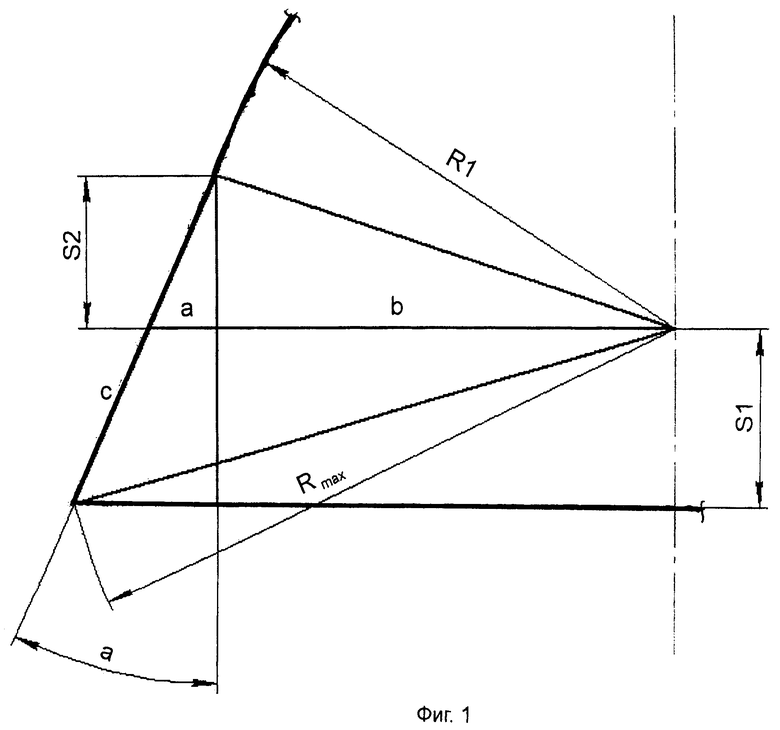
Наибольшее расстояние S1 вычисляется геометрически (см. фиг.1) из следующей зависимости:
,
где:
S2 - высота штамповочного уклона,
R1 - радиус сферической формообразующей поверхности (гравюр штампа),
Rmax - максимальный радиус шара с регламентированным допуском на изготовление.
а - угол штамповочного уклона,
S1 - расстояние по вертикали от центра сферической формообразующей поверхности до нижнего торца верхней вставки открытого штампа для безоблойной штамповки.
Смещение положения центра радиуса сферической формообразующей поверхности осуществляется в сторону подвижной плиты открытого штампа для безоблойной штамповки, так как в противном случае шар из нижнего «глубокого» штампа необходимо будет извлекать толкателем, встроенным в штамп, что повлияет на усложнение реализации схемы. При смещении положения центра радиуса сферической формообразующей поверхности (R1) со средней линии межштампового зазора в сторону подвижной плиты рабочие полости вставок открытого штампа для безоблойной штамповки несимметричны относительно средней линии межштампового зазора, а экватор шара смещается в верхнюю вставку открытого штампа для безоблойной штамповки. Заготовка штампуется в шар постепенно, изменяя форму в процессе штампования, при этом радиус шара на экваторе формообразующей сферической поверхности увеличивается с радиуса заготовки до радиуса, близкого R1. В момент, когда радиус заготовки будет равен величине R1, в зоне экватора сферической формообразующей поверхности образуется «подпор», т.к. металл заготовки соприкасается со штампом в зоне экватора, в результате чего скорость течения металла в горизонтальном направлении значительно уменьшится, и движение металла будет происходить к полюсам шара. То есть не будет происходить образование облоя в зоне межштампового зазора.
Таким образом, при помощи открытого штампа для безоблойной штамповки заявленной конструкции возможно получение шаров без облоя с равномерной структурой, соответствующих требованиям ГОСТа 7524. Такие шары обладают повышенной прочностью и ударостойкостью, что гарантирует последующее использование их без риска раскола и увеличивает, соответственно, производительность и срок службы мельниц.
Производство таких шаров позволяет значительно сократить расходы металла за счет более долгого срока службы шаров. Механические свойства шаров, полученных методом безоблойной штамповки, позволяют использовать их в мельницах без риска раскола, что значительно увеличивает производительность мельниц и срок их службы. Еще одна отличительная особенность шаров, изготовленных методом безоблойной штамповки - равномерный их износ по всей площади (увеличение долговечности), в результате чего возможно дальнейшее применение этих шаров в мельницах, использующих шары меньшего диаметра.
Кроме того, следует отметить, что при безоблойной штамповке уменьшается расход материала, а также снижается себестоимость самого технологического процесса вследствие исключения из производственного цикла операции по удалению облоя.
Экономическая эффективность заявленного способа производства стальных мелющих шаров достигается благодаря а) экономичной системе газовой резки, при которой точно дозируется объем закладываемого в штампы металла и сокращается расхода пропана, а также б) безоблойной штамповки шаров с помощью особенной конструкции открытого штампа для безоблойной штамповки.
Сущность группы изобретений поясняется чертежами, где:
- на фиг.1 показан участок ручья открытого штампа для безоблойной штамповки;
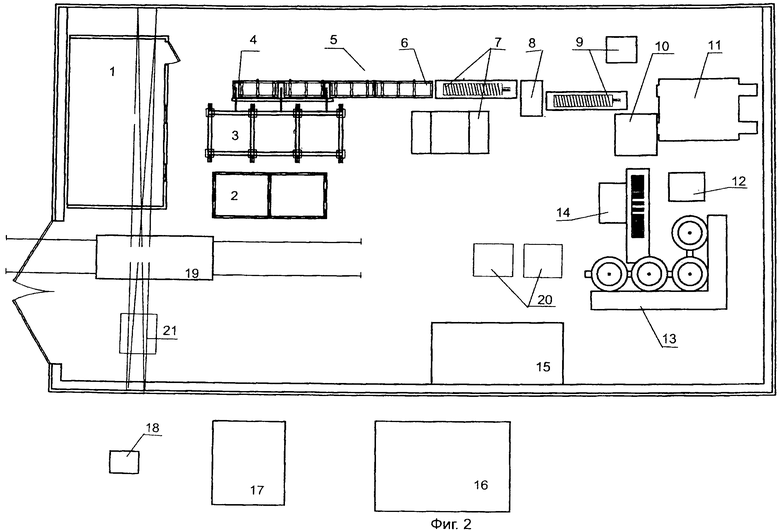
- на фиг.2 приведена схема кузнечно-прессового участка (план размещения оборудования);
- на фиг.3 изображен продольный разрез открытого штампа для безоблойной штамповки заявленной конструкции.
Примером реализации заявленного способа безоблойной штамповки мелющих шаров является кузнечно-прессовый участок (фиг.2), содержащий:
Ниже дано описание поэтапного осуществление способа, осуществляемого на данном участке.
Заготовка в виде горячекатаного (г/к) круга поступает в цех на передаточную телегу 19 в объеме, достаточном для работы одной смены. Стропальщик краном-балкой 21 перегружает г/к круг с телеги 19 на накопитель 2, затем с накопителя в течение смены по мере необходимости стропальщик краном-балкой загружает перекладчик 3. Далее перекладчик, получая команду с главного контроллера управления процессом (ГКУП), устанавливает на рольганг 6 одну штангу г/к круга. Этот процесс возобновляется после удаления штанги из зоны выгрузки на рольганг толкателем 4. Пневматический толкатель (П) 4 получает команду на выполнение своей задачи с (ГКУП) после обработки сигнала с механизма подачи 5 и подает заготовку в механизм подачи 5. Механизм подачи (МП) подает заготовку мерными подачами на УИН 7.
Каждый цикл работы механизма подачи состоит из следующих этапов:
- определение наличия заготовки в МП;
- если заготовка отсутствует, то МП дает команду (П) на подачу заготовки;
- сжатие заготовки гидротисами;
- перемещение гидротисов вместе с заготовкой с помощью поводкового механизма на необходимую длину;
- пауза (МП ожидает пока на посту газовой резки по другую сторону первого УИН 7 не будет отрезана заготовка). Пауза выставляется временным реле;
- разжатие заготовки в гидротисах;
- отход гидротисов в начальную точку с помощью поводкового механизма;
- процесс повторяется.
С УИН 7 заготовка, предварительно нагретая до оптимальной 1000-1200°C температуры, поступает на пост газовой кислородной резки 8, после чего уже мерная (порезанная) заготовка, приводимая в движение следом идущей заготовкой (штанга г/к круга), поступает на догрев до температуры 800-1220°C в УИН 9. Робот 10 выполняет функцию «интеллектуального» перекладчика: оценивая работу пресса 11 УИН 9 и собирая информацию с многочисленных датчиков, робот 10 выбирает оптимальный для максимальной производительности режим своей работы по перемещению разогретой до 1100°C заготовки с УИН 9 и установке ее в вертикальном положении в ручье нижнего штампа (нижней вставки неподвижной плиты) пресса 11. Разжав заготовку, робот удаляется из зоны штампования, а верхний штамп (верхняя вставка подвижной плиты), двигаясь к нижнему штампу, спрессовывает заготовку в шар. После подъема верхнего штампа робот перемещает шар в лоток, транспортирующий шар до элеватора 12. Элеватор работает в постоянном режиме и выполняет функцию подъема заготовки шара на первый модуль спреерной системы 13, откуда шар под действием силы тяжести скатывается в закалочный ротор 14. Из ротора шары после закалки по системе лотков и склизов попадают в специальную тару 20 для самоотпуска. Через достаточное время для самоотпуска проводятся испытания качества выборки шаров в лаборатории 1 и на копре 18. Заключительным этапом технологического цикла является транспортировка стропальщиком шаров в таре 20 из цеха с помощью кран-балки 21 и передаточной телеги 19 с сопроводительным ярлыком.
Штампование шара может происходить за несколько ходов пресса, причем после каждого хода пресса заготовка поворачивается в штампе - это позволяет добиться более правильной формы шара, но уменьшает производительность.
Применяемый в заявленном способе открытый штамп для безоблойной штамповки (фиг.3) с плоскостью разъема, перпендикулярной направлению штамповки, содержит нижнюю 22 и верхнюю 23 вставки, которые являются рабочими элементами открытого штампа для безоблойной штамповки. Нижняя вставка 22 за счет центрирования по диаметру D и зажима клином базируется в плите 24 открытого штампа для безоблойной штамповки, закрепленной на неподвижной части пресса. Верхняя вставка 23 за счет центрирования штифтом и зажима двумя клиньями базируется в плите 25 открытого штампа для безоблойной штамповки, которая закреплена на подвижной части пресса. Для установки вставок открытого штампа для безоблойной штамповки с помощью приспособления в их конструкции выполнены отверстия диаметром D1. Для свободного извлечения шара из верхней вставки открытого штампа для безоблойной штамповки в ее конструкции предусмотрен штамповочный уклон 7° (участок конической поверхности) и отверстия для отвода газов для исключения противодействия штампованию газами, собирающимися в штампе между полюсом шара и ручьем штампа.
При работе открытого штампа для безоблойной штамповки расстояние между вставками 22 и 23 изменяется от величины (А1), достаточной для перемещения заготовки в рабочие полости (ручьи, гравюры) вставок открытого штампа для безоблойной штамповки, до величины (А2), равной 2-3 мм, так называемого, межштампового зазора, который необходим для гарантированного исключения соударения верхней и нижней вставок открытого штампа для безоблойной штамповки и для возможности выхода металла в облой в случае закладывания заготовки большего объема, чем установлено, что предохранит пресс от перегруза. Во вставках открытого штампа для безоблойной штамповки выполнены рабочие полости, образующие при минимальной величине межштампового зазора сферическую формообразующую поверхность (полость) радиусом (R1). При этом в данной конструкции открытого штампа для безоблойной штамповки положение центра радиуса сферической формообразующей поверхности (R1) смещено со средней линии межштампового зазора в сторону подвижной плиты 25 по вертикали на расстояние: S=S1+1/2 А2, где
S - смещение положения центра радиуса сферической формообразующей поверхности верхней и нижней вставок по вертикали относительно средней линии межштампового зазора в сторону подвижной плиты,
А2 - межштамповый зазор,
S1 - расстояние по вертикали от центра сферической формообразующей поверхности до нижнего торца верхней вставки открытого штампа для безоблойной штамповки.
При прессовании заготовки в шар рабочие полости вставок в процессе деформирования заготовки заполняются металлом, при этом заготовка в местах соприкосновения с формообразующими поверхностями рабочих полостей вставок копирует поверхность сферы радиусом (R1), слагаемую из рабочих полостей вставок. Радиус сферической формообразующей поверхности (R1) равен радиусу сферы поковки.
Заготовкой для штамповки мелющих шаров являются круглые прутковые заготовки, порезанные на мерные длины, равные по объему штампуемому шару.
Процесс штамповки шара происходит в следующей последовательности:
Разогретую до 800-1200°C мерную заготовку размещают в вертикальном положении в ручье нижнего штампа (нижняя, неподвижная вставка открытого штампа для безоблойной штамповки). Верхний штамп (верхняя, подвижная вставка открытого штампа для безоблойной штамповки), двигаясь к нижнему штампу, спрессовывает мерную заготовку в шар. После подъема верхнего штампа шар перемещают в транспортировочный лоток.
Штампование шара может происходить за несколько ходов пресса, причем после каждого хода пресса заготовка поворачивается в штампе - это позволяет добиться более правильной формы шара, но уменьшает производительность.
Ниже дается пример расчета основного параметра применяемого открытого штампа для безоблойной штамповки - величину смещения центра радиуса сферической формообразующей поверхности от средней линии межштампового зазора.
расстояние от центра сферической формообразующей поверхности до торца
По ГОСТу 7524-89 для шара диаметром 120 мм верхнее поле допуска диаметра равно 130 (125+5) мм, соответственно, верхнее поле допуска радиуса равно 65 мм. Смещение положения центра радиуса сферической формообразующей поверхности R1 равно:
S=S1+0,5·А2 - смещение положения центра радиуса сферической формообразующей поверхности от средней линии межштампового зазора верхней и нижней вставок по вертикали в сторону подвижной плиты - величина, выводящая радиус шара за верхнее поле допуска.
Наибольшее расстояние S1 вычисляем из выше указанной математической формулы, где:
S2 - 2 мм
R1 -127.2=63,5 мм
а=7°
Rmax=65 мм
По результатам вычислений получаем:
S1=7,21 мм
S=7,21+1=8,21 мм
S=8,21 - максимальное значение смещения.
Таким образом, смещение положения центра радиуса сферической формообразующей поверхности верхней и нижней вставок от средней линии межштампового зазора по вертикали в сторону подвижной плиты: 1 мм<S<8,21 мм.
Ход пресса (А1) зависит от модели пресса. Например, у пресса PKZe-800 ход 400 мм. Следовательно, ползун опускается (поднимается) от 0 до 400 мм, конечная точка опускания верхнего штампа - это расстояние 2-3 мм до нижней вставки, поэтому конечная точка подъема верхнего штампа - расстояние 2…3 мм + ход (400) мм до нижней вставки. Угол штамповочного уклона - величина постоянная, равная 7 град.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ПРОИЗВОДСТВА ШАРОВ | 1999 |
|
RU2167020C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для штамповки деталей | 1979 |
|
SU841767A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
Изобретения относятся к обработке металлов давлением и могут быть использованы при производстве стальных мелющих шаров методом безоблойной штамповки. Прутковую заготовку, нагретую до температуры 1000-1200°C, разрезают на мерные заготовки. Полученные мерные заготовки догревают до температуры 800-1220°C и перемещают в штамповый блок. Производят штамповку мелющих шаров в открытом штампе для безоблойной штамповки. Штамп содержит подвижную и неподвижную плиты и взаимодействующие с ними по опорным плоскостям верхнюю и нижнюю вставки. Вставки выполнены с рабочими полостями, образующими сферическую формообразующую поверхность. Центр радиуса сферической поверхности смещен от средней линии межштампового зазора по вертикали в сторону подвижной плиты на расстояние, величину которого определяют из приведенных зависимостей. Полученные мелющие шары, не имеющие облоя, обладают повышенной прочностью и ударостойкостью. 2 н. и 3 з.п. ф-лы, 3 ил., 1 пр.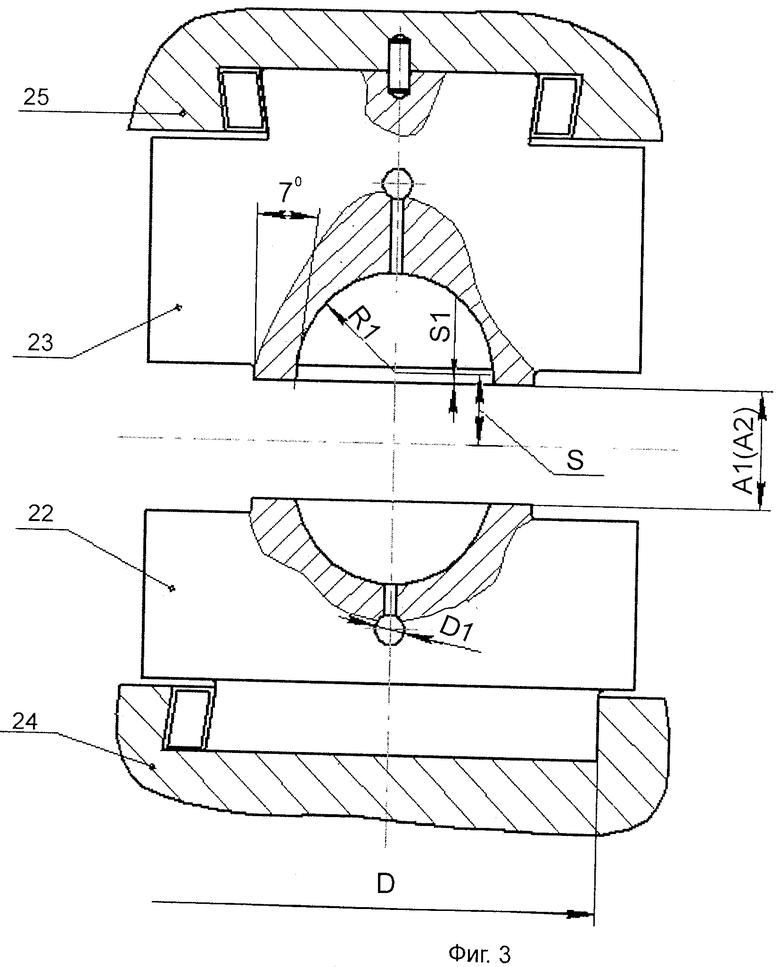
1. Способ производства стальных мелющих шаров, отличающийся тем, что осуществляют дозированную подачу предварительно нагретой до температуры 1000-1200°C горячекатаной круглой прутковой длинномерной заготовки на пост газовой резки, кислородную резку заготовки на мерные длины, догрев заготовок мерной длины до температуры 800-1220°C и перемещение их в штамповый блок, штамповку шаров в открытом штампе для безоблойной штамповки, содержащем подвижную и неподвижную плиты и смонтированные на указанных плитах с обеспечением взаимодействия с ними по опорным плоскостям верхнюю, выполненную со штамповочным уклоном, и нижнюю вставки с рабочими полостями, образующими сферическую формообразующую поверхность, при этом центр радиуса упомянутой сферической формообразующей поверхности смещен по вертикали относительно средней линии межштампового зазора в сторону подвижной плиты на величину смещения S, которую определяют по следующей формуле:
S=(1/2 A2+S1),
где A2 - межштамповый зазор;
S1 - расстояние по вертикали от центра сферической формообразующей поверхности до нижнего торца верхней вставки штампа по вертикали, которое определяют из следующей зависимости:
 ,
,
где Rmax - максимальный радиус шара с регламентированным допуском на изготовление;
S2 - высота штамповочного уклона;
α - угол штамповочного уклона;
R1 - радиус сферической формообразующей поверхности.
2. Способ по п.1, отличающийся тем, что закалку стальных мелющих шаров производят под воздействием охлаждающей среды в закалочном барабане, при этом продолжительность закалки определяют в зависимости от температуры мелющего шара на выходе из барабана и регулируют частотой вращения барабана.
3. Способ по п.1 или 2, отличающийся тем, что перед закалкой производят выравнивание температуры мелющих шаров и последующее их подстуживание на 150-200°C при скорости охлаждения не более 12 град./с.
4. Способ по п.1 или 2, отличающийся тем, что после закалки дополнительно производят отпуск мелющих шаров в таре с термоизоляционным кожухом.
5. Открытый штамп для безоблойной штамповки стальных мелющих шаров, содержащий подвижную и неподвижную плиты и смонтированные на указанных плитах с обеспечением взаимодействия с ними по опорным плоскостям верхнюю и нижнюю вставки с рабочими полостями, образующими сферическую формообразующую поверхность, отличающийся тем, что центр радиуса сферической формообразующей поверхности смещен по вертикали относительно средней линии межштампового зазора в сторону подвижной плиты на величину смещения S, которая определена по следующей формуле:
S=(1/2 A2+S1),
где А2 - межштамповый зазор;
S1 - расстояние по вертикали от центра сферической формообразующей поверхности до нижнего торца верхней вставки штампа по вертикали, которое определяют из следующей зависимости:
,
где Rmax - максимальный радиус шара с регламентированным допуском на изготовление;
S2 - высота штамповочного уклона;
α - угол штамповочного уклона;
R1 - радиус сферической формообразующей поверхности.
| СПОСОБ ПРОИЗВОДСТВА ШАРОВ | 1999 |
|
RU2167020C1 |
| ОХРИМЕНКО Я.М | |||
| Технология кузнечно-штамповочного производства | |||
| - М.: Машиностроение, 1966, с.345-346, рис.196 (б) | |||
| СПОСОБ ПОЛУЧЕНИЯ МЕЛЮЩИХ ТЕЛ | 2010 |
|
RU2422235C1 |
| RU 2008106740 A, 27.08.2009 | |||
| ОБЪЕМНОЙ ШТАМПОВКИ ШАРИКОВ! !~ '/••" ••••- - --.. -i iWrtt,'.':5-?^.; = t:,(-ff/Л | 0 |
|
SU332908A1 |
| Сушилка для маслосемян | 1949 |
|
SU92697A1 |
| WO 20000566480 A1, 28.09.2000 | |||
| Сырьевая смесь для изготовления листовых строительных материалов конструкционного назначения | 1983 |
|
SU1270142A1 |

