Изобретение относится к области металлургии, а именно к технике и технологии производства металлических шаров.
Известны способы получения сферических тел из расплава, например, описанные в международной заявке [1]. Недостатком способов является низкая производительность из-за большой продолжительности времени кристаллизации расплава. Известны также способы получения металлических шаров из предварительно отлитых и деформированных цилиндрических заготовок, описанные в книге [2], а также в патентах [3-7].
Так, в охранных документах СССР, США и Великобритании [3-5] описан способ винтовой прокатки шаров из круглых прутков, который предусматривает вращение заготовки вокруг ее оси и ее прокату в винтовом калибре. Подобный способ нашел широкое применение при получении шаров винтовой прокаткой на отечественных и зарубежных предприятиях и считается одним из самых производительных. Однако существенным его недостатком является жесткая схема напряженного состояния с преобладанием растягивающих напряжений, что приводит к получению дефектов в виде несплошностей внутри объема шара, а также к возможности его разрушения в результате воздействия термических или иных напряжений. Подобным же недостатком обладает схема деформации в конических валках, снабженных дугообразными канавками, предложенная в патенте Швейцарии [6].
Иная схема деформации принята при получении шаров штамповкой заготовок, полученных из длинномерных прутков. Эта схема характеризуется преобладанием сжимающих напряжений и может быть применена в отношении металлов, не обладающих высокой пластичностью. Так, в патенте ФРГ [7] предложена схема получения шаров из отрезков проволоки деформацией их пуансоном, имеющим возможность возвратно-поступательного перемещения от кулачкового привода. Недостатком способа является нерешенность вопроса резки заготовки на мерные длины и формирования профиля торца, пригодного для формования полностью заполненных полюсов шара.
Наиболее близким по технической сущности является способ, описанный в патентной заявке Великобритании [8], выбранный в качестве прототипа. Способ включает резку круглой прутковой длинномерной заготовки на мерные длины, передачу разрезанных заготовок в штамповый блок и штамповку шаров.
Недостатком способа по прототипу является невозможность правильного оформления шара за один переход штамповки. Многочисленные эксперименты, выполненные как авторами данного изобретения [9], так и другими исследователями [2] , показывают, что при штамповке цилиндрической заготовки с плоскими торцами добиться полного заполнения металлом всей гравюры штампа без переполнения или незаполнения отдельных его областей практически невозможно. При безоблойной штамповке незаполненными остаются области, примыкающие к полюсам шара, что приводит к необходимости реализации создания большого подпора металла при облойной штамповке, последняя схема требует приложения больших напряжений, усилий и в целом повышенных энергозатрат, а также применения операции вырубки облоя, что не позволяет обеспечить высокий выход годного.
Предлагается осуществить резку круглой прутковой длинномерной заготовки на мерные и передавать полученные разрезанные заготовки в штамповый блок, в котором штамповать шары. При этом в отличие от прототипа предлагается перед резкой круглую прутковую длинномерную заготовку обжимать в направлении, перпендикулярном продольной оси, с получением двух плоскостей. Затем полученную плоскую заготовку подвергают периодическим пережимам в направлении, параллельном полученным плоскостям и перпендикулярном продольной оси, с образованием в этом направлении выпуклых цветков поверхности. Затем выполняют разрезку полученной полосы на заготовки по поверхностям в местах пережимов в направлении, перпендикулярном плоскостям и продольной оси, причем заготовкам придают форму, удлиненную в направлении, параллельном полученным плоскостям и перпендикулярном продольной оси, последующую штамповку осуществляют с уменьшением размера заготовки в указанном направлении.
Обжатие круглой заготовки для создания двух плоскостей может производиться методами осадки, прокатки на гладких валках или методом кузнечной протяжки.
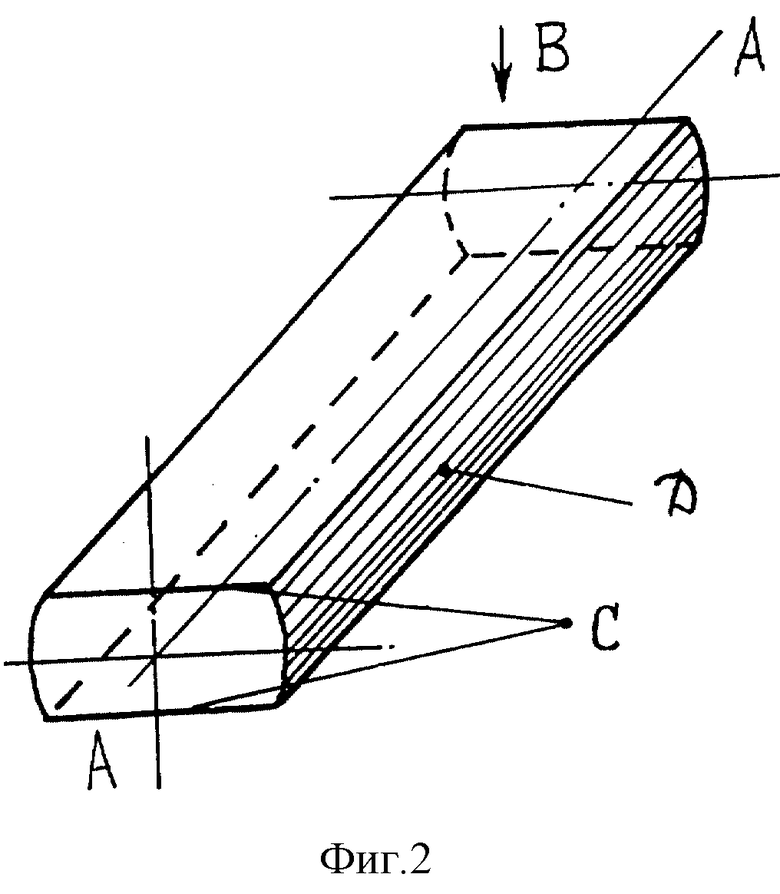
Сказанное поясняется схемами, изображенными на фиг. 1-5. В качестве заготовки используют пруток круглого поперечного сечения (фиг. 1), который обжимают (фиг. 2) в направлении B, перпендикулярном продольной оси заготовки AA, с получением двух плоскостей C. Боковая поверхность заготовки D унаследует от цилиндрической поверхности круглого прутка выпуклую форму, что является существенным фактором, позволяющим получить полное заполнение гравюры штампов в районе будущих полюсов шара. Величина обжатия зависит от способа его осуществления (прокатка, кузнечная протяжка). При прокатке соотношение между вытяжкой и уширением зависит от условий трения и от диаметра валков. Аналогичный показатель при кузнечной протяжке зависит от величины подачи, обжатий, условий трения. Поэтому величина обжатия является предметом инженерных расчетов и может быть рекомендована только для частного случая деформации.
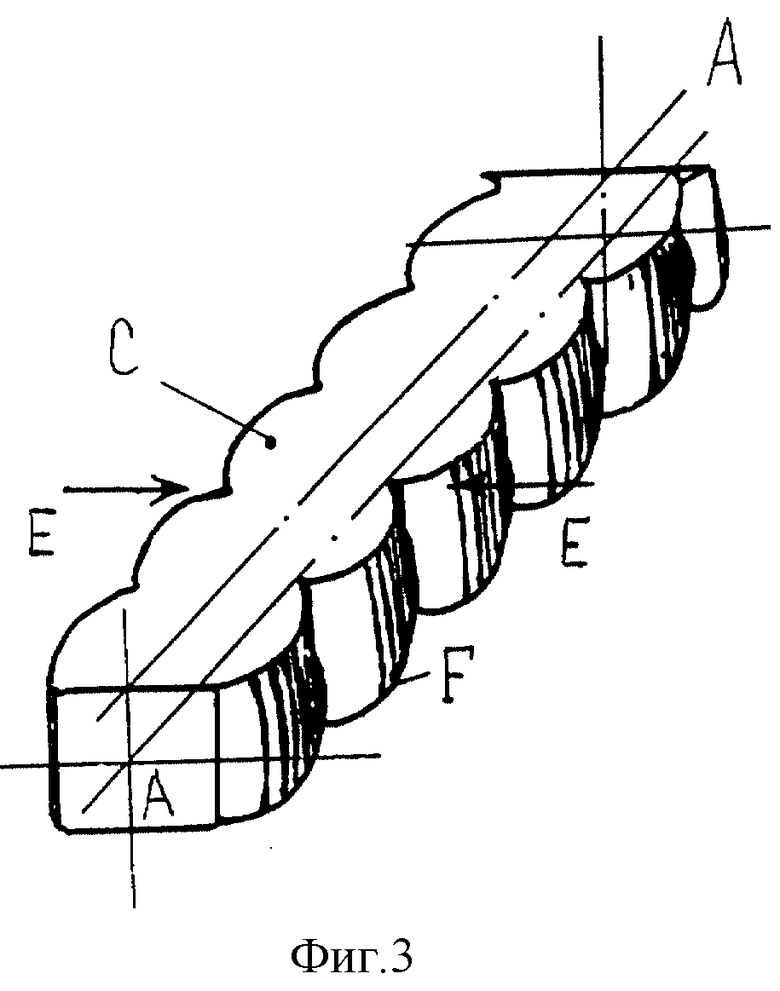
Следующим этапом способа является осуществление периодических пережимов в направлении оси E (фиг. 3), параллельной полученным на заготовке плоскостям C и перпендикулярной продольной оси AA, с образованием в этом направлении выпуклых цветков поверхности F. Оформление этих выпуклых участков позволяет предварительно сформировать контур будущего шара и облегчить заполнение гравюры в районе полюсов. Здесь специально следует отметить, что выпуклость боковой поверхности будущего шара к концу этого этапа сформирована в двух взаимно перпендикулярных направлениях, что создает условия для наилучшего заполнения гравюры при последующей штамповке. Параметры кривизны поверхности заготовки задаются с учетом объема шара и характера течения металла при последующих операциях. Этот характер обусловлен влиянием коэффициента трения, распределением температур, анизотропией свойств металла и др.
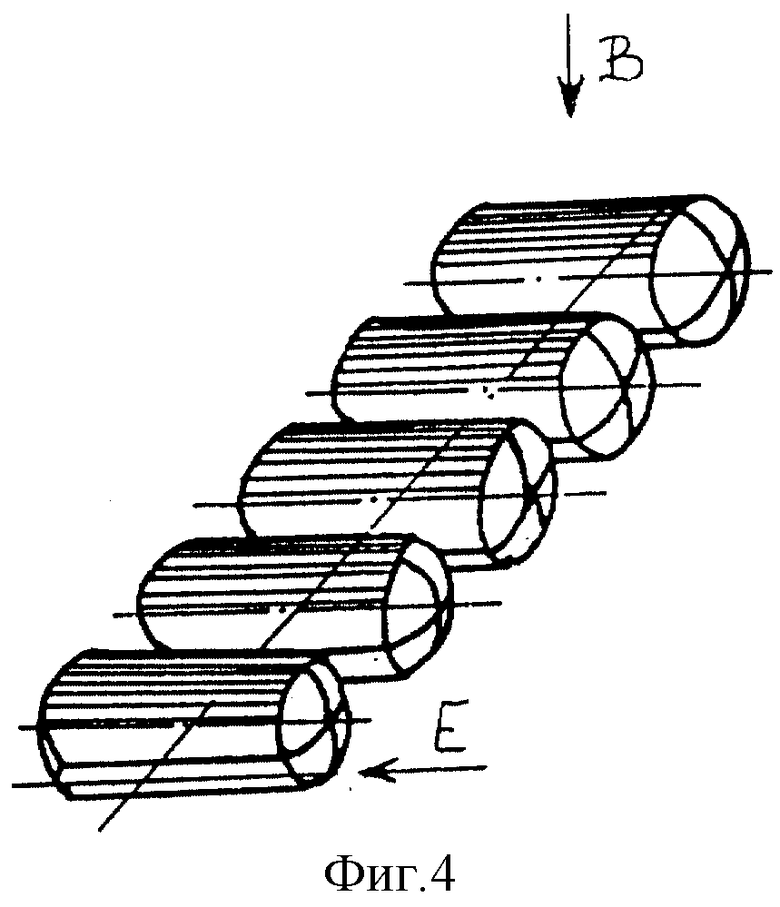
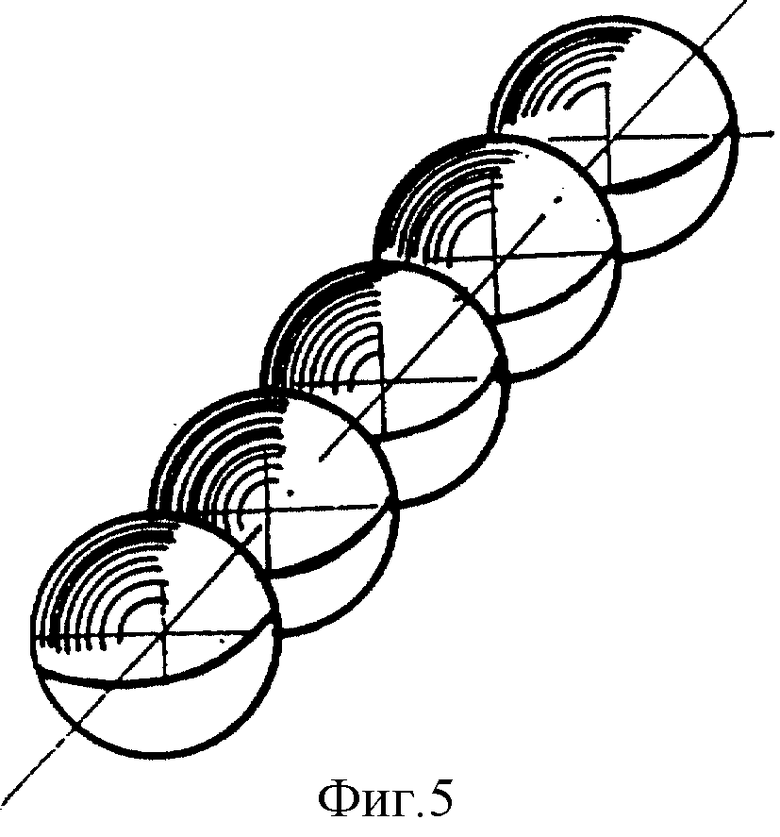
Затем выполняют разрезку полученной полосы на заготовки по поверхностям в местах пережимов в направлении B, перпендикулярном плоскостям и продольной оси (фиг. 4), причем заготовкам придают форму, удлиненную в направлении E, параллельном полученным плоскостям и перпендикулярном продольной оси, последующую штамповку осуществляют с уменьшением размера заготовки в указанном направлении (фиг. 5). Изложенные приемы отличаются от используемых традиционно приемов тем, что обычно (в том числе в прототипе) длинномерную заготовку режут на мерные длины таким образом, что направление длинной оси мерной заготовки совпадает с направлением оси длинномерной заготовки. В предлагаемой технологической схеме эти направления взаимно перпендикулярны.
На фиг. 1 и 2 изображены соответственно исходная круглая заготовка и полученные на ней продольные плоскости. На фиг. 3-5 изображены этапы деформации заготовки: получение пережимов, разрезки и уменьшения размера заготовки до образования шара.
Способ осуществляется следующим образом. Для получения шаров диаметром 10 мм используют длинномерную заготовку диаметром 11,6 мм. Прокаткой на прокатном стане приток обжимают в направлении, перпендикулярном продольной оси заготовки, с получением двух плоскостей при толщине 5,5 мм. Боковая поверхность заготовки унаследует от цилиндрической поверхности круглого прутка выпуклую форму, характеризуемую максимальной шириной 14,5 мм и минимальной шириной по контактной поверхности 9,0 мм.
Следующим этапом способа является осуществление периодических пережимов на глубину 3,0 мм в направлении оси, параллельной полученным на заготовке плоскостям и перпендикулярной продольной оси, с образованием в этом направлении выпуклых участков поверхности.
Затем выполняют разрезку полученной полосы на заготовки по поверхностям в местах пережимов в направлении, перпендикулярном плоскостям и продольной оси, причем заготовкам придают форму, удлиненного в направлении, параллельном полученным плоскостям и перпендикулярном продольной оси. Окончательный размер заготовок под штамповку составил ⊘ 7,0х15 мм. Последующую штамповку осуществляют с уменьшением размера заготовки в указанном направлении с получением шара диаметром 10 мм. Колебания размеров шара по диаметру составили ±0,1 мм или 2%.
Для сравнения получали шар резкой прутка на мерные длины и получением цилиндрических заготовок, имеющих размеры: диаметр 7,0 мм и длину 13,6 мм с осью цилиндра, ориентированных вдоль оси прутка.
Полученные цилиндры, имеющие плоские торцы, подвергали безоблойной штамповке в штампе со сферической гравюрой до момента начала образования заусенца. Получали шар диаметром 10 мм, у которого в районе полюса имелась плоская поверхность, что говорило о неполном заполнении гравюры штампа. Шар имел максимальный диаметр 10,8 мм по экватору и минимальный размер (высоту) 9,2 мм от полюса до полюса. Колебания размеров шара составили 16%.
По предлагаемому методу форма торцов предназначенной для штамповки заготовки приближена к радиальной, что способствует более полному заполнению гравюры штампа и обеспечивает большую точность оформления изделия. Сравнение точности получения заготовки по предлагаемому методу и методу по прототипу покрывает улучшение этого показателя на 14%.
Техническим результатом от применения заявляемого способа является повышение точности получаемых изделий.
Источники информации
1. Международная заявка PCT (WO) N 89/02324. Способ и устройство для получения сферических тел. МКИ B 21 H 1/12. C 22 C, B 29 B 9/00, C 21 D 1/62, C 21 B 7/00, C 21 C 5/42, B 22 F 1/00. Заявл. 21.09.87. опубл. 23.03.89.
2. Северденко А.П., Мурac B.C., Олендер Р.А. Штамповка шариков. Минск: Наука и техника, 1972, 208 с.
3. Заявка Великобритании N 1389417. Установка для получения металлических шаров из штанг или прутков. МКИ B 21 H 1/16, НКИ ВЗМ. Опубл. 05.04.75.
4. Патент США N 3621692. Устройство для формовки и калибровки шариков. МКИ B 21 H 1/14. 3аявл. 12.06.69, опубл. 23.11.71.
5. А. С. СССР N 1794566. Способ изготовления шариков поперечно-винтовой прокаткой. МКИ B 21 H 1/14. 3аявл. 30.03.89. опубл. 15.02.93, БИ N 06.
6. Патент Швейцарии N 680774. Способ и устройство для формования почти шаровидных тел. МКИ B 21 H 1/14, B 29 C 67/24, B 44 C 3/04. Заявл. 26.02.90, опубл. 13.11.92.
7. Патент ФРГ N 3825128. Пресс для осадки кусков проволоки определенной длины для производства шаров. МКИ B 21 J 9/06. Заявл. 23.07.88, опубл. 25.01.90.
8. Заявка Великобритании N 1459698. Пресс для производства шаров. /Messerschmidt МКИ B 21 K 1/02, B 21 J 9/18, НКИ B3H, B3W. Заявл. 06.02.74. опубл. 22.12.76.
9. Логинов Ю. Н. , Буркин С.П., Луканихин Н.Ю. Исследование штамповки шаров из цилиндрических заготовок. Известия вузов. Черная металлургия, 1998, N 10, с 34-37.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133650C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2004 |
|
RU2274520C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРУТКА НА ДЛИННОМЕРНЫЕ ЗАГОТОВКИ | 2012 |
|
RU2508187C1 |
| Способ разделения прутка на длинномерные заготовки | 2018 |
|
RU2679128C1 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2007 |
|
RU2350423C1 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2191655C2 |
Изобретение относится к металлургии. Способ включает резку круглой прутковой длинномерной заготовки на мерные длины, передачу разрезанных заготовок в штамповый блок и штамповку шаров, перед резкой круглую прутковую заготовку обжимают в направлении, перпендикулярном продольной оси, с получением двух плоскостей, затем полученную плоскую заготовку подвергают периодическим пережимам в направлении, параллельном полученным плоскостям и перпендикулярном продольной оси, с образованием в этом направлении выпуклых участков поверхности, разрезают полученную полосу на заготовки по поверхностям в местах пережимов в направлении, перпендикулярном плоскостям и продольной оси, причем заготовкам придают форму, удлиненную в направлении, параллельном полученным плоскостям и перпендикулярном продольной оси, и последующую штамповку осуществляют с уменьшением размера заготовки в указанном направлении. Параллельные плоскости на прутковой заготовке получают продольной прокаткой, осадкой или кузнечной протяжкой. Техническим результатом является повышение точности размеров получаемых изделий. 2 з.п. ф-лы, 5 ил.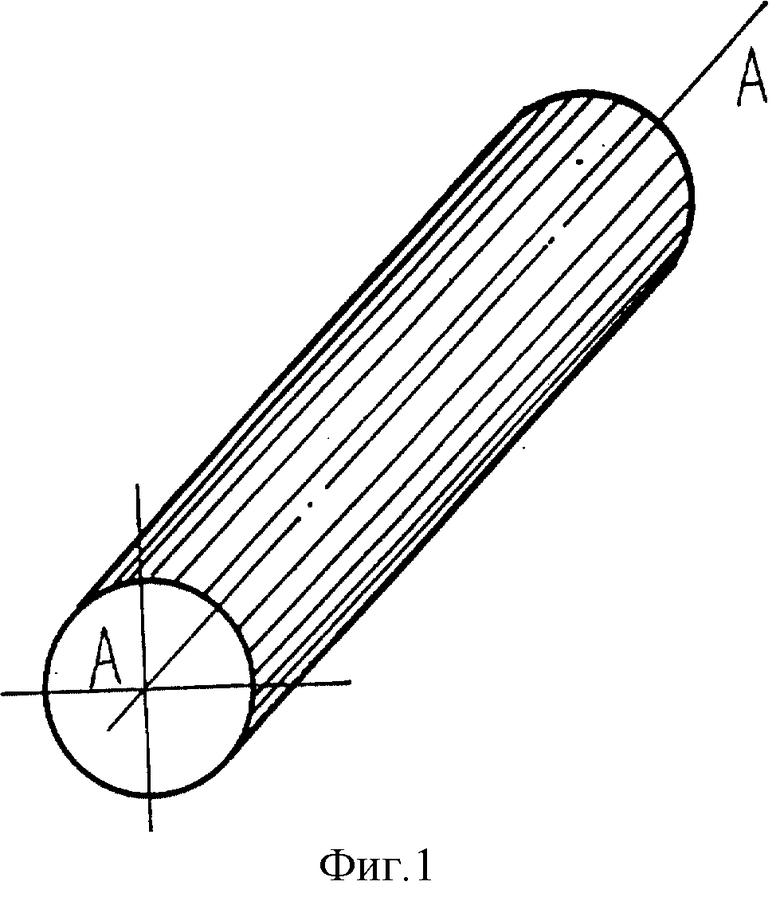
| Устройство для растворения соли | 1986 |
|
SU1459698A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШАРИКОВ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКОЙ | 1993 |
|
RU2047413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕЛ КАЧЕНИЯ | 1993 |
|
RU2048230C1 |
| Дифференциальный струнный преобразователь давления | 1988 |
|
SU1571450A1 |
| US 3878701, 22.07.1975 | |||
| US 3621692, 23.11.1971. | |||
