Изобретение относится к поперечно-стыковому соединению двух фюзеляжных секций, в частности для образования фюзеляжного отсека самолета, содержащих большое количество расположенных с равными промежутками на внутренней стороне наружной обшивки параллельно друг другу стрингеров.
Кроме того, изобретение относится к способу изготовления такого поперечно-стыкового соединения двух фюзеляжных секций.
В современном самолетостроении широкое применение находит так называемая секционная конструкция. При этом предварительно изготовленные в другом месте, в частности бочкообразные, фюзеляжные секции приставляются друг к другу и соединяются, образуя полный фюзеляжный отсек самолета. Фюзеляжные секции классической алюминиевой конструкции изготавливаются из высокопрочных алюминиевых сплавов. Кроме того, фюзеляжные секции все больше изготавливаются с применением волокнистых композитов, например армированных углеродным волокном эпоксидных смол. При этом следует различать так называемую «гибридную конструкцию», у которой лишь отдельные компоненты фюзеляжной секции изготовлены из волокнистых композитов, и чисто волокнистую композитную конструкцию, у которой все основные структурные компоненты фюзеляжа изготовлены из волокнитов.
Независимо от применяемого материала большую проблему представляет компенсация допусков между соединяемыми фюзеляжными секциями. В частности, размеры сечений соединяемых фюзеляжных секций подвержены технологически обусловленным отклонениям от допусков, которые только с помощью несоразмерно высоких затрат можно было бы уменьшить настолько, чтобы сделать возможным лишенное проблем соединение без необходимости компенсации допусков. Особенно большие отклонения от допусков возникают, в частности, при едином производстве волокнисто-композитных деталей, при котором фюзеляжные секции для аэробусов изготавливаются способом намотки, например посредством укладки армирующих волокнистых жгутов, пропитанных отверждаемым синтетическим материалом («препрег»).
До сих пор допуски между соединяемыми фюзеляжными секциями компенсируются посредством жидких, т.е. отверждаемых, или твердых цулаг (так называемые «shims»), поскольку по статическим причинам следует избегать соединения фюзеляжных секций с натяжением. Использование цулаг вызывает, в принципе, лишний вес, уменьшает достигаемую прочность образующегося поперечно-стыкового соединения и в значительной степени повышает монтажные расходы. При монтаже геометрические формы сечений фюзеляжных секций сначала точно замеряются, и с помощью измеренных данных происходит выверка фюзеляжных секций по отношению друг к другу. Затем цулаги помещаются в возникающий между фюзеляжными секциями зазор и, при необходимости, отверждаются. В случае использования твердых цулаг приходится иметь в наличии их большое число с разными геометрическими размерами, в результате чего возрастают складские и монтажные расходы.
В завершение процесса соединения или, при необходимости, также до завершения процесса отверждения происходит окончательное соединение фюзеляжных секций с использованием традиционных соединительных элементов. В качестве соединительных элементов находят применение, например, накладки, муфты, заклепки или болты. В качестве альтернативы возможно также, по меньшей мере, местами сварное или клеевое соединение.
Задачей изобретения является создание поперечно-стыкового соединения двух фюзеляжных секций, которое обеспечивало бы универсальную компенсацию допусков между двумя соединяемыми фюзеляжными секциями с помощью стандартных компенсирующих средств в пределах заданного поля допусков.
Эта задача решается посредством поперечно-стыкового соединения с признаками пункта 1 и способа изготовления поперечно-стыкового соединения согласно пункту 10 формулы изобретения. Предпочтительные варианты осуществления изобретения являются объектом соответствующих зависимых пунктов.
За счет того что обе концевые зоны фюзеляжных секций имеют на внутренней стороне противоположно наклонные клиновые поверхности обшивки, а соединение обеих концевых зон осуществляется посредством огибающей поперечно-стыковой накладки, которая снабжена двумя противоположно наклонными клиновыми поверхностями на нижней стороне, причем между клиновой поверхностью поперечно-стыковой накладки и клиновой поверхностью обшивки вставляется клин для компенсации допусков между фюзеляжными секциями, в пределах заданного поля допусков, в частности в отношении отличающихся друг от друга геометрических форм сечений обеих фюзеляжных секций, может осуществляться компенсация между двумя соединяемыми фюзеляжными секциями без необходимости иметь в наличии дополнительные компоненты.
Компенсация допусков осуществляется простым образом за счет вставки на разную глубину стандартных клиньев между поперечно-стыковой накладкой и концевыми зонами фюзеляжных секций. Для этой цели концевые зоны фюзеляжных секций имеют незначительно противоположно наклонные клиновые поверхности обшивки, а поперечно-стыковая накладка имеет на нижней стороне также противоположно наклонные клиновые поверхности. Для компенсации допусков клинья вставляются между этими клиновыми поверхностями в горизонтальном направлении, т.е. параллельно продольной оси секции.
Посредством предложенного поперечно-стыкового соединения достигается плавная компенсация допусков между фюзеляжными секциями в радиальном направлении до ±2 мм, а в осевом направлении - до ±4 мм.
Согласно одному предпочтительному варианту осуществления изобретения угол наклона клиновых поверхностей обшивки равен углу наклона клиновых поверхностей поперечно-стыковой накладки, причем угол наклона поверхностей каждого клина равен углу наклона клиновых поверхностей обшивки и углу наклона клиновых поверхностей поперечно-стыковой накладки.
За счет, в основном, одинакового угла наклона клиньев, находящихся в связи с ними клиновых поверхностей наружных обшивок фюзеляжных секций и нижней стороны поперечно-стыковой накладки возможно равномерное позиционирование всех компонентов в зависимости от горизонтального положения клиньев. Выбранный предпочтительно одинаковым угол наклона всех клиновых поверхностей составляет до 5°, предпочтительно, однако, менее 2°. Благодаря небольшим углам наклон клиньев уменьшается в осевом направлении за счет воздействия высоких радиальных усилий.
В другом предпочтительном варианте осуществления изобретения клиновые поверхности обшивки являются неотъемлемыми составными частями концевых зон фюзеляжных секций.
Благодаря такому выполнению уменьшается количество отдельных частей поперечно-стыкового соединения. Огибающие клиновые поверхности на внутренней стороне концевых зон фюзеляжных секций могут быть выполнены по-разному в зависимости от применяемого для фюзеляжных секций материала.
В случае классической алюминиевой конструкции фюзеляжной секции клиновидное утолщение может быть образовано, например, путем сфрезеровывания. В качестве альтернативы можно также приделать такой огибающий кольцеобразный клиновой участок в концевой зоне фюзеляжных секций путем сварки. В качестве способов сварки рассматриваются, в частности, сварка трением с перемешиванием и лазерная сварка, дающие механически высоконагружаемые швы, прочность которых существенно не отличается от нагружаемости исходных материалов.
В случае если наружная обшивка фюзеляжной секции изготавливается, например, путем намотки из волокнистого композита, наклонная клиновая поверхность обшивки в концевой зоне фюзеляжных секций может быть образована путем нанесения местами большого, а затем непрерывно уменьшающегося количества армирующих волокнистых слоев.
Согласно другому варианту осуществления изобретения, поперечно-стыковая накладка имеет кольцеобразную форму и состоит, по меньшей мере, из двух огибающих сегментов, в частности, по меньшей мере, из шести примыкающих друг к другу сегментов.
Сегментная конструкция, в основном, кольцеобразной поперечно-стыковой накладки обеспечивает ее более простые изготовление и монтаж. Соединение сегментов конструкции между собой осуществляется преимущественно встык с использованием соединительных накладок. Соединение между сегментами поперечно-стыковой накладки и соединительными накладками осуществляется посредством традиционных соединительных элементов, например заклепок или болтов. В качестве альтернативы возможно также клеевое или сварное соединение.
Одна модификация поперечно-стыкового соединения предусматривает, что, по меньшей мере, два сегмента поперечно-стыковой накладки имеют шпангоутный профиль.
Преимущественно шпангоутный профиль является неотъемлемой составной частью поперечно-стыковой накладки. Во избежание перекоса шпангоутного профиля по отношению к поперечно-стыковой накладке сбоку на шпангоутном профиле каждого ее сегмента может быть расположен, по меньшей мере, один опциональный опорный уголок, в частности так называемая «клипса». Опорные уголки или «клипсы» также могут быть выполнены в качестве неотъемлемых составных частей сегмента поперечно-стыковой накладки. Это происходит, как правило, в том случае, если для сегмента поперечно-стыковой накладки, шпангоутного профиля и клипсы применяется одинаковый материал, т.е., например, при применении алюминиевых сплавов или CFK.
В случае отдельного от поперечно-стыковой накладки выполнения шпангоутного профиля и/или опорных уголков их соединение между собой осуществляется также посредством традиционных соединительных элементов. В качестве альтернативы возможно также соединение сваркой или клеем.
В качестве альтернативы наружная обшивка соединяемых фюзеляжных секций и/или поперечно-стыковая накладка или ее сегменты могут быть изготовлены из волокнисто-металлических ламинатов, например GLARE® или титано-СFК-ламинатов.
Предложенный способ изготовления поперечно-стыкового соединения двух фюзеляжных секций, содержащих большое количество расположенных с равными промежутками на внутренней стороне наружной обшивки параллельно друг другу стрингеров, включает в себя следующие этапы:
а) сборку огибающей поперечно-стыковой накладки путем соединения между собой, по меньшей мере, двух криволинейных сегментов;
б) выверку первой фюзеляжной секции по поперечно-стыковой накладке;
в) вставку клиньев для компенсации допусков;
г) соединение концевой зоны первой фюзеляжной секции с поперечно-стыковой накладкой;
д) выверку второй фюзеляжной секции по поперечно-стыковой накладке;
е) вставку клиньев для компенсации допусков;
ж) соединение концевой зоны второй присоединяемой фюзеляжной секции с поперечно-стыковой накладкой.
В противоположность известному способу соединения фюзеляжных секций в предложенном способе поперечно-стыковая накладка представляет собой исходную величину, в соответствие с которой отличающиеся геометрические формы сечений фюзеляжных секций приводятся посредством клиньев. На этапе а) происходит сначала образование огибающей кольцеобразной поперечно-стыковой накладки за счет соединения, по меньшей мере, двух ее сегментов. Затем на этапе б) первая фюзеляжная секция выверяется по отношению к поперечно-стыковой накладке (эталон). Этим достигается то, что возникающий из-за возможных отклонений от допусков зазор имеет по периметру одинаковую ширину. После выверки на этапе в) происходит вставка клиньев, а на этапе г) - последующее соединение концевой зоны первой фюзеляжной секции с поперечно-стыковой накладкой посредством традиционных соединительных элементов. В случае присоединяемой второй фюзеляжной секции на этапах д)-ж) поступают таким же образом.
Один вариант способа предусматривает, что первая и вторая фюзеляжные секции при выверке по отношению к поперечно-стыковой накладке соединяются.
В результате этих действий по периферии соединяемых фюзеляжных секций достигается равномерный зазор, так что соответственно соседние клинья для компенсации допусков приблизительно одинаково далеко вставляются между поперечно-стыковой накладкой и наклонными концевыми зонами фюзеляжных секций и возникает высокая степень симметрии.
Другие предпочтительные варианты поперечно-стыкового соединения и способа приведены в нижеследующем описании предпочтительных примеров осуществления изобретения со ссылкой на прилагаемые чертежи, на которых изображают:
фиг.1 - фрагмент поперечно-стыкового соединения;
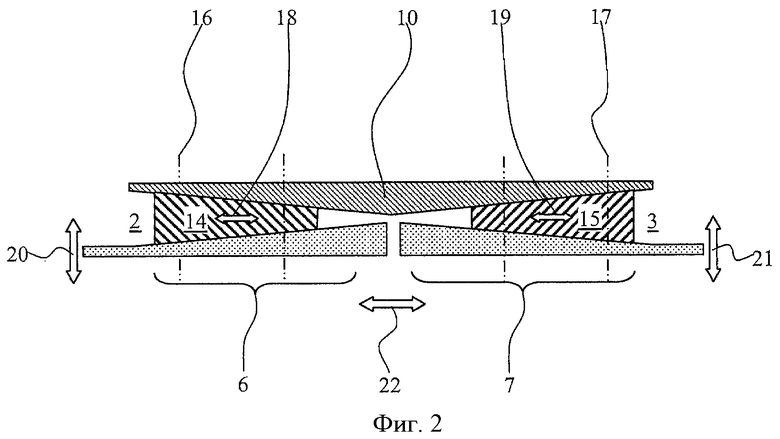
фиг.2 - схематичный вид функционального принципа для компенсации допусков с передвижными клиньями в поперечно-стыковом соединении;
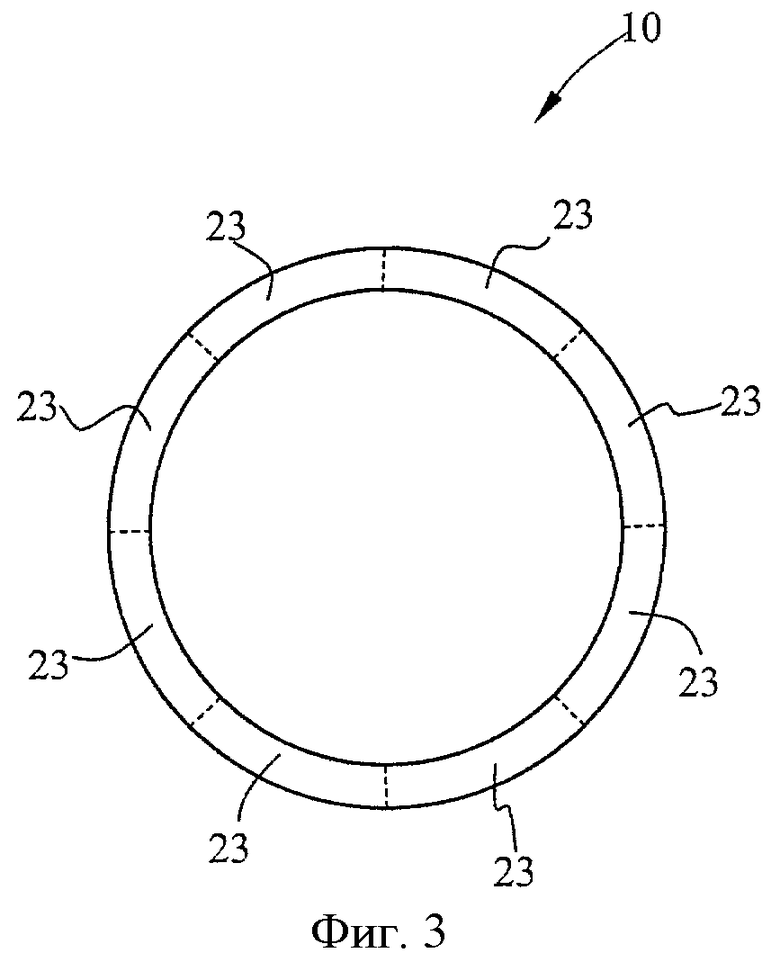
фиг.3 - фрагмент варианта поперечно-стыкового соединения;
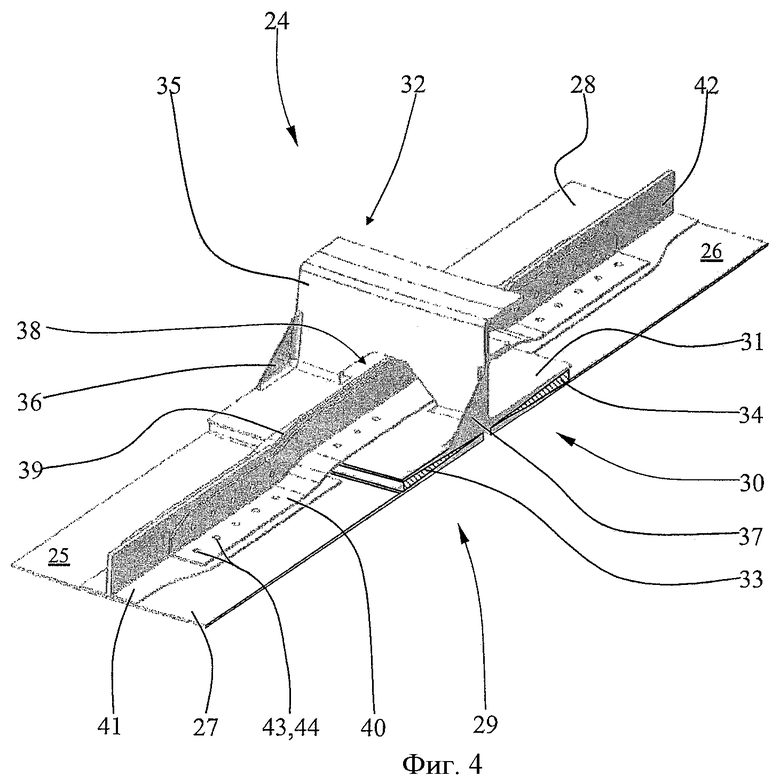
фиг.4 - технический пример выполнения поперечно-стыкового соединения.
На фиг.1 изображен принципиальный вид предложенного поперечно-стыкового соединения.
Поперечно-стыковое соединение 1 выполнено между первой 2 и второй 3 фюзеляжными секциями, окруженными наружной обшивкой 4 и 5 соответственно. Концевые зоны 6, 7 фюзеляжных секций имеют противоположно наклонные клиновые поверхности 8, 9 обшивок. Соединение обеих фюзеляжных секций 2, 3 осуществляется посредством кольцеобразной поперечно-стыковой накладки 10. Она имеет на нижней стороне 11 две противоположно наклонные клиновые поверхности 12, 13, которые посередине примыкают друг к другу. Между поперечно-стыковой накладкой 10 и концевыми зонами 6, 7 фюзеляжных секций вставлено по одному клину 14, 15. С их помощью осуществляется компенсация допусков между фюзеляжными секциями 2, 3 в радиальном и/или осевом направлении. Углы наклона клиньев 14, 15, а также клиновые поверхности 12, 13 поперечно-стыковой накладки и клиновые поверхности 8, 9 обшивок выбраны предпочтительно одинаковыми и достигают значений 2°, чтобы ограничить действующие на клинья 14, 15 горизонтальные усилия и усилия используемых соединительных элементов на стенки отверстий.
Поперечно-стыковая накладка 10, клинья 14, 15 и наружные обшивки 4, 5 могут быть изготовлены из алюминиевого сплава и/или волокнистого композита, например армированной углеродным волокном эпоксидной смолы или армированного волокном термопласта. В качестве альтернативы клинья 14, 15 и поперечно-стыковая накладка 10 могут быть изготовлены из титанового или высококачественного стального сплава, тогда как наружные обшивки 4, 5 - из волокнистого композита, например армированной углеродным волокном эпоксидной смолы или армированного волокном термопласта (ПЭЭК).
Если, например, наружные обшивки 4, 5 обеих фюзеляжных секций 2, 3 изготовлены из обычного алюминиевого сплава, то наклонные концевые участки 6, 7 могут быть изготовлены, например, посредством фрезерования или электроискровой обработки. В качестве альтернативы можно также приварить и/или приклеить к наружным обшивкам 4, 5 кольцевые клинья соответственно наклонной клинообразной геометрической формы сечения для получения наклонных концевых зон 6, 7. В этой связи подходит, в частности, сварка трением с перемешиванием или лазерная сварка.
Если же наружные обшивки 4, 5 изготовлены, например, из волокнистого композита способом намотки на оправку (инструмент-«папа»), то наклонные концевые зоны 6, 7 могут быть получены простым образом путем укладки постоянно увеличивающегося к наружной кромке фюзеляжных секций 2, 3 числа слоев. Поперечно-стыковая накладка 10 может быть изготовлена из волокнистого композита, алюминиевого сплава, титанового сплава, высококачественного стального сплава или их комбинации.
На фиг.2 схематично показаны пространственные направления, в которых компенсация допусков возможна за счет горизонтального смещения клиньев 14, 15. Оба клина 14, 15 вставлены между поперечно-стыковой накладкой 10 и наклонными концевыми зонами 6, 7 фюзеляжных секций 2, 3.
Соединение всех названных компонентов осуществляется посредством символически обозначенных штрихпунктирными линиями традиционных соединительных элементов, из которых ссылочными позициями 16, 17 обозначены только два внешних соединительных элемента. Они могут представлять собой, например, заклепки, болты и т.п. В качестве альтернативы поперечно-стыковая накладка 10, клинья 14, 15 и концевые зоны 6, 7 фюзеляжных секций 2, 3 могут быть соединены также посредством любых сварных и/или клеевых соединений. Каждый клин 14, 15 имеет две противоположно наклонные поверхности.
За счет смещения обоих клиньев 14, 15 в направлении горизонтальных стрелок 18, 19 на разную глубину достигается радиальная компенсация допусков между фюзеляжными секциями 2, 3 по направлению обеих вертикальных стрелок 20, 21. В то же время смещение клиньев 14, 15 по направлению стрелок 18, 19 вызывает компенсацию допусков в осевом направлении между фюзеляжными секциями 2, 3 по направлению горизонтальной стрелки 22.
При толщине поперечно-стыковой накладки 10, например, 10 мм, включая четыре поверхности клиньев 14, 15 и одинаковый угол наклона всех поверхностей 2°, достигается компенсация допусков между фюзеляжными секциями 2, 3 в осевом направлении ±4 мм, тогда как в радиальном направлении достигается компенсация допусков до ±2 мм, что обеспечивает упрощенный и в то же время более быстрый монтаж фюзеляжных секций.
На фиг.3 на виде сверху изображен пример конструкции кольцеобразной поперечно-стыковой накладки, состоящей в общей сложности из восьми сегментов для соединения фюзеляжных секций кругообразной геометрической формы сечения.
Поперечно-стыковая накладка 10 состоит в примере, представленном на фиг.3, в общей сложности из восьми примыкающих друг к другу и прочно соединенных между собой криволинейных сегментов 23. Как правило, поперечно-стыковая накладка 10 состоит, по меньшей мере, из двух, преимущественно, однако, шести, сегментов 23. Изображенное на фиг.3 разделение поперечно-стыковой накладки в общей сложности на восемь сегментов 23 (т.е. с шагом 45°) служит лишь для наглядности. В самолетостроении реальный шаг фюзеляжной секции в продольном направлении (оболочки с продольными швами) ориентируется преимущественно на разные радиусы кривизны выбранной геометрической формы сечения, причем обычные фюзеляжные секции имеют, по меньшей мере, два разных радиуса.
Соединение сегментов 23 осуществляется на их концах в зоне штриховых линий посредством стыковых соединений, которые могут быть свинчены, склепаны, склеены или сварены. Для повышения прочности могут быть предусмотрены с одной или обеих сторон сегментов 23 соединительные накладки (не показаны) для перекрытия стыковых зон. В качестве альтернативы концы сегментов 23 могут быть соединены также внахлест.
Поперечно-стыковые накладки 10 для соединения фюзеляжных секций геометрической формы сечения, отличающейся от показанной на фиг.3 чисто круговой геометрической формы, имеют локально приведенную в соответствие с ней кривизну, которая отличается от формы идеального кругового сегмента.
На фиг.4 изображен пример технического выполнения поперечно-стыкового соединения 24. Оно выполнено между двумя фюзеляжными секциями 25, 26 с наружной обшивкой 27, 28.
Обе концевые зоны 29, 30, представленные на фиг.1 и 2, имеют клинообразные утолщения с встречными наклонами. Поперечно-стыковая накладка 31 состоит из множества поперечно-стыковых сегментов (не показаны), геометрическая форма которых соответствует во много раз большему участку сегмента 32. Геометрическая форма нижней стороны сегмента 32 (не показана) соответствует нижней стороне 11 поперечно-стыковой накладки 10, представленной на фиг.1 с двумя противоположно наклонными клиновыми поверхностями. Между сегментом 32 и концевыми зонами 29, 30 фюзеляжных секций 25, 26 вставлены два клина 33, 34 для необходимой компенсации допусков в радиальном и/или осевом направлении фюзеляжных секций 25, 26.
Представленный фиг.4 сегмент 32 или поперечно-стыковая накладка 31 имеет выполненный заодно кольцевой шпангоутный профиль 35, который посредством двух также выполненных заодно опорных уголков 36, 37 (так называемых «клипс») фиксирован от перекоса по отношению к обоим фланцам (не показаны) поперечно-стыковой накладки 31 с нижней стороны. Шпангоутный профиль 35 и опорные уголки 36, 37 могут быть выполнены заодно с поперечно-стыковой накладкой 31 или в виде отдельных компонентов. В случае отдельного выполнения требуется предусмотреть для связи шпангоутного профиля 35 и/или опорных уголков 36, 37 с поперечно-стыковой накладкой 31 дополнительные, повышающие массу соединительные элементы и/или сварные или клеевые соединения.
Сегмент 32 имеет трапециевидную выемку 38 или проем, через который проходят две стрингерные муфты 39, 40, служащие для соединения стрингеров 41, 42. Наружные обшивки 27, 28, сегмент 32 и стрингерные муфты 39, 40 прочно соединены посредством соединительных элементов, из которых два передних соединительных элемента, представляющие остальные соединительные элементы, обозначены ссылочными позициями 43, 44. В качестве соединительных элементов рассматриваются, например, болты, заклепки и т.п. Кроме того, в качестве альтернативы все названные компоненты могут быть также, по меньшей мере, местами склеены и/или сварены.
Оба клина 33, 34 могут иметь кривизну, соответствующую локальной кривизне сегмента 32. В качестве альтернативы может быть осуществлено достаточно тонкое сегментирование клиньев 33, 34, т.е. для покрытия зоны каждого сегмента следует предусмотреть несколько клиньев, которые сами по себе выполнены прямыми и позиционируются рядом друг с другом.
Наружные обшивки 27, 28, сегмент 32 или поперечно-стыковая накладка 31, стрингеры 41, 42 и стрингерные муфты 39, 40 могут быть изготовлены из алюминиевых сплавов, титановых сплавов, высококачественных стальных сплавов и/или волокнистых композитов, например армированных углеродным волокном эпоксидных смол и/или термопластов, например полиэфирэфиркетона (ПЭЭК). При необходимости стрингерные муфты 39, 40 могут быть выполнены также в качестве неотъемлемых составных частей сегмента 32.
Для осуществления предложенного способа на этапе а) сначала, по меньшей мере, из двух сегментов 32 полностью изготавливается поперечно-стыковая накладка 31 в качестве эталона, например путем клепки или сварки. Затем на этапах б) и в) первая фюзеляжная секция 25 выверяется по отношению к кольцеобразной поперечно-стыковой накладке 31, причем между сегментами 32 и клинообразно встречно скошенными концевыми зонами 29, 30 (утолщения) наружных обшивок 27, 28 фюзеляжных секций 25, 26 вставляются клинья 33, 34. На следующем этапе г) происходит соединение наружных обшивок 27, 28 с клиньями 33, 34 и поперечно-стыковой накладкой 31. На других этапах д)-ж) для присоединения второй фюзеляжной секции 26 к поперечно-стыковой накладке 31 поступают соответствующим образом.
Перечень ссылочных позиций
1 - поперечно-стыковое соединение
2 - первая фюзеляжная секция
3 - вторая фюзеляжная секция
4 - наружная обшивка первой фюзеляжной секции
5 - наружная обшивка второй фюзеляжной секции
6 - концевая зона первой фюзеляжной секции
7 - концевая зона второй фюзеляжной секции
8 - наклонная клиновая поверхность обшивки
9 - наклонная клиновая поверхность обшивки
10 - поперечно-стыковая накладка
11 - нижняя сторона поперечно-стыковой накладки
12 - клиновая поверхность поперечно-стыковой накладки
13 - клиновая поверхность поперечно-стыковой накладки
14 - клин
15 - клин
16 - соединительный элемент
17 - соединительный элемент
18 - горизонтальная стрелка
19 - горизонтальная стрелка
20 - вертикальная стрелка
21 - вертикальная стрелка
22 - горизонтальная стрелка
23 - сегмент поперечно-стыковой накладки
24 - поперечно-стыковое соединение
25 - первая фюзеляжная секция
26 - вторая фюзеляжная секция
27 - наружная обшивка первой фюзеляжной секции
28 - наружная обшивка второй фюзеляжной секции
29 - концевая зона первой фюзеляжной секции
30 - концевая зона второй фюзеляжной секции
31 - поперечно-стыковая накладка
32 - сегмент поперечно-стыковой накладки
33 - клин
34 - клин
35 - шпангоутный профиль
36 - опорный уголок
37 - опорный уголок
38 - выемка в шпангоутом профиле
39 - стрингерная муфта
40 - стрингерная муфта
41 - Т-образный стрингер
42 - Т-образный стрингер
43 - соединительный элемент
44 - соединительный элемент
Изобретение относится к поперечно-стыковому соединению двух фюзеляжных секций, в частности, для образования фюзеляжного отсека самолета. В поперечно-стыковом соединении (1, 24) двух фюзеляжных секций (2, 3, 25, 26) концевые зоны (6, 7, 29, 30) секций (2, 3, 25, 26) имеют на внутренней стороне противоположно наклонные клиновые поверхности (8, 9) обшивки. Соединение обеих концевых зон (6, 7, 29, 30) осуществляется посредством огибающей поперечно-стыковой накладки (10, 31), которая снабжена двумя противоположно наклонными клиновыми поверхностями (12, 13) в зоне нижней стороны (11). Между клиновой поверхностью (12, 13) поперечно-стыковой накладки и клиновой поверхностью (8, 9) обшивки может вставляться клин (14, 15, 33, 34) для компенсации допусков между фюзеляжными секциями (2, 3, 25, 26). Во время изготовления поперечно-стыкового соединения (1, 24) двух фюзеляжных секций (2, 3, 25, 26) проводят сборку огибающей поперечно-стыковой накладки (10, 31) путем соединения между собой двух криволинейных сегментов (23, 32), выверяют первую фюзеляжную секцию (2, 25) по поперечно-стыковой накладке (10, 31). Затем вставляют клинья (14, 15, 33, 34) для компенсации допусков и соединяют концевую зону (6, 29) первой фюзеляжной секции с поперечно-стыковой накладкой (10, 31). Для присоединения второй фюзеляжной секции (3, 26) к поперечно-стыковой накладке (10, 31) поступают аналогичным образом. Достигается обеспечение универсальной компенсации допусков между двумя соединяемыми фюзеляжными секциями с помощью стандартных компенсирующих средств в пределах заданного поля допусков. 2 н. и 12 з.п. ф-лы, 4 ил.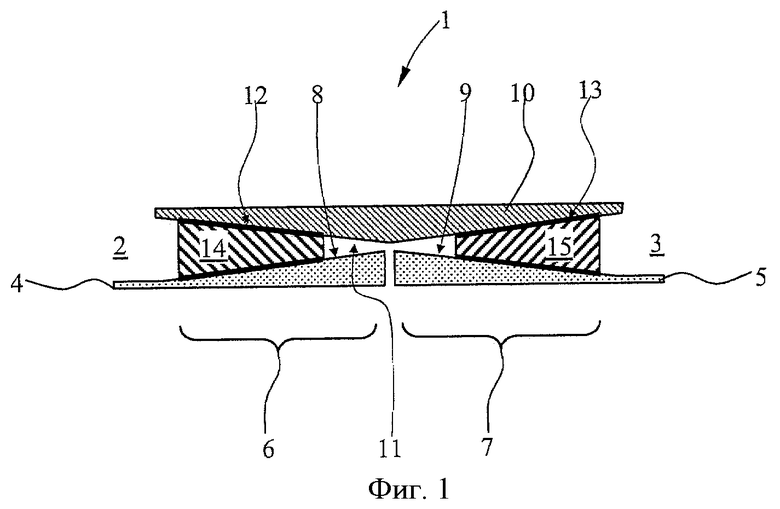
1. Поперечно-стыковое соединение (1, 24) двух фюзеляжных секций (2, 3, 25, 26), в частности, для образования фюзеляжного отсека самолета, содержащих множество расположенных с равными промежутками на внутренней стороне наружной обшивки (4, 5, 27, 28) параллельно друг другу стрингеров (41, 42), отличающееся тем, что обе концевые зоны (6, 7, 29, 30) фюзеляжных секций (2, 3, 25, 26) имеют на внутренней стороне противоположно наклонные клиновые поверхности (8, 9) обшивки, а соединение обеих концевых зон (6, 7, 29, 30) осуществляется посредством огибающей поперечно-стыковой накладки (10, 31), которая снабжена двумя противоположно наклонными клиновыми поверхностями (12, 13) в зоне нижней стороны (11), причем между клиновой поверхностью (12, 13) поперечно-стыковой накладки и клиновой поверхностью (8, 9) обшивки может вставляться клин (14, 15, 33, 34) для компенсации допусков между фюзеляжными секциями (2, 3, 25, 26).
2. Соединение по п.1, отличающееся тем, что угол наклона клиновых поверхностей (8, 9) обшивки соответственно равен углу наклона клиновых поверхностей (12, 13) поперечно-стыковой накладки, причем угол наклона поверхностей (8, 9) каждого клина (14, 15, 33, 34) равен углу наклона клиновых поверхностей (8, 9) обшивки и углу наклона клиновых поверхностей (12, 13) поперечно-стыковой накладки.
3. Соединение по п.1 или 2, отличающееся тем, что клиновые поверхности (8, 9) обшивки являются неотъемлемыми составными частями фюзеляжных секций (2, 3, 25, 26).
4. Соединение по п.1, отличающееся тем, что поперечно-стыковая накладка (10, 31) имеет кольцеобразную форму и состоит, по меньшей мере, из двух огибающих сегментов (23, 32), в частности, по меньшей мере, из шести примыкающих друг к другу сегментов (23, 32).
5. Соединение по п.4, отличающееся тем, что, по меньшей мере, два сегмента (23, 32) поперечно-стыковой накладки имеют шпангоутный профиль (35).
6. Соединение по п.1, отличающееся тем, что стрингеры (41, 42) соединены, по меньшей мере, одной стрингерной муфтой (39, 40).
7. Соединение по одному из пп.1, 2, 4-6, отличающееся тем, что поперечно-стыковая накладка (10, 31) соединена с концевыми зонами (6, 7, 29, 30) фюзеляжных секций (2, 3, 25, 26) посредством соединительных элементов (16, 17, 43, 44), в частности заклепок или болтов.
8. Соединение по п.7, отличающееся тем, что, по меньшей мере, одна фюзеляжная секция (2, 3, 25, 26) изготовлена из волокнистого композита, в частности армированной углеродным волокном эпоксидной смолы.
9. Соединение по п.7, отличающееся тем, что, по меньшей мере, одна фюзеляжная секция (2, 3, 25, 26) изготовлена из алюминиевого сплава.
10. Способ изготовления поперечно-стыкового соединения (1, 24) двух фюзеляжных секций (2, 3, 25, 26) с множеством расположенных с равными промежутками на внутренней стороне наружной обшивки (4, 5, 27, 28) параллельно друг другу стрингеров (41, 42), в частности поперечно-стыкового соединения (1, 24) по одному из пп.1-9, включающий в себя следующие этапы:
а) сборку огибающей поперечно-стыковой накладки (10, 31) путем соединения между собой, по меньшей мере, двух криволинейных сегментов (23, 32);
б) выверку первой фюзеляжной секции (2, 25) по поперечно-стыковой накладке (10, 31);
в) вставку клиньев (14, 15, 33, 34) для компенсации допусков;
г) соединение концевой зоны (6, 29) первой фюзеляжной секции с поперечно-стыковой накладкой (10, 31);
д) выверку второй фюзеляжной секции (3, 26) по поперечно-стыковой накладке (10, 31);
е) вставку клиньев (14, 15, 33, 34) для компенсации допусков;
ж) соединение концевой зоны (30) второй присоединяемой фюзеляжной секции (3, 26) с поперечно-стыковой накладкой (10, 31).
11. Способ по п.10, отличающийся тем, что первую фюзеляжную секцию (2, 25) и вторую фюзеляжную секцию (3, 26) при выверке по отношению к поперечно-стыковой накладке (10, 31) соединяют.
12. Способ по п.10, отличающийся тем, что стрингеры (41, 42) соединяют посредством, по меньшей мере, одной стрингерной муфты (39, 40).
13. Способ по п.10, отличающийся тем, что концевую зону (6, 7, 29, 30) фюзеляжной секции (2, 3, 25, 26) соединяют с поперечно-стыковой накладкой (10, 31) посредством соединительных элементов (16, 17, 43, 44), в частности заклепок и/или болтов.
14. Способ по одному из пп.10-13, отличающийся тем, что сегменты (23, 32) поперечно-стыковой накладки соединяют посредством стыковочных элементов, в частности соединительных накладок.
| Шахтная вагонетка | 1983 |
|
SU1081043A1 |
| WO 2007071905 A1, 28.06.2007 | |||
| US 4892435 A, 09.01.1990 | |||
| RU 2000248 C1, 07.09.1993 | |||
| US 2006060705 A1, 23.03.2006. | |||

