Способ изготовления многослойной контурно-профильной ткани.
Изобретение относится к текстильной промышленности, в частности к способу получения многослойных контурно-профильных тканей, предназначенных для создания армирующих элементов композиционных материалов.
Известен способ изготовления многослойной ткани (пат. РФ №2164568, кл. D03D 11/02, 2000 г. - аналог), включающий переплетение уточных нитей и несколько систем основных нитей, нити основной системы, предназначенные для создания складок с отворотами, выполнены из более тонкой пряжи, чем нити остальных основных систем. Складки по верхним отворотам окончательно закрепляются в вертикальном положении дополнительной основной системой.
Недостатком данного способа является то, что полученная структура многослойной ткани является подвижной, легко деформирующейся как в вертикальном, так и горизонтальном направлениях, при деформации ткани происходит потеря толщины полотна. Объемная плотность многослойных тканей такого типа структур составляет от 150 до 300 кг/м3.
Известен способ изготовления полых многослойных тканей на ткацком станке (а.с. СССР №1619759, кл. D03D 11/00, 1988 г. - прототип), включающий проборку нитей основы на ткацком станке с установкой заправочной линии формирования многослойной ткани с соединением верхнего и нижнего полотен нитями утка, переходящими из одного слоя верхнего полотна в такой же слой нижнего полотна и наоборот, ступенчатую заправочную линию станка, проборку арката в кассейную доску ткацкого станка - одночастную обратную, переплетение уточных нитей с несколькими системами основных нитей, одна из которых служит для создания складок с верхними и нижними отворотами.
Недостатком данного способа является высокая трудоемкость технологического процесса, связанного с ручным выведением нитей основы из переплетения с нитями утка при формировании контурно-профильной ткани заданных размеров.
Задачей изобретения является создание способа получения многослойной контурно-профильной полой ткани в качестве армирующего элемента композиционных материалов по форме тел вращения с возможностью задания направления вращения готового изделия и создание рисунка переплетения нитей основы и утка, обеспечивающего на поверхности многослойной контурно-профильной полой ткани объемного эффекта, задающего направление вращения готового композитного изделия по спирали.
Поставленная задача решается за счет того, что способ изготовления многослойной контурно-профильной полой ткани, включающий переплетение уточных нитей и нескольких систем основных нитей, одна из которых служит для создания складок с верхними и нижними отворотами, другие для скрепления складок по отворотам и прошивания складок на разных уровнях по толщине ткани, при переходе нитей утка из нижнего полотна в верхнее их переплетают с нитями основы соответствующих слоев с сохранением рисунка переплетения в полотнах; проборку нитей основы в бердо с уменьшением числа нитей в краевых участках полотен; ступенчатую заправочную линию станка; одночастную обратную проборку аркатных шнуров в кассейную доску ткацкого станка, а при проборке аркатных шнуров правой половины кассейной доски каждый последующий четный короткий ряд арката меняется местом с каждым предыдущим четным коротким рядом арката; при переходе нитей утка из верхнего полотна многослойной контурно-профильной полой ткани в нижнее полотно происходит фиксация нитей утка в зоне условного шва с использованием кромкообразователя, причем в рисунке переплетения, при скреплении верхних отворотов складок многослойной контурно-профильной полой ткани одной из основных систем, образуются непрерывные саржевые диагональные линии как на наружных поверхностях, так и на заданной глубине верхнего и нижнего полотен многослойной контурно-профильной полой ткани, обеспечивая эффект спиралевидных объемных направляющих на поверхности многослойной контурно-профильной полой ткани.
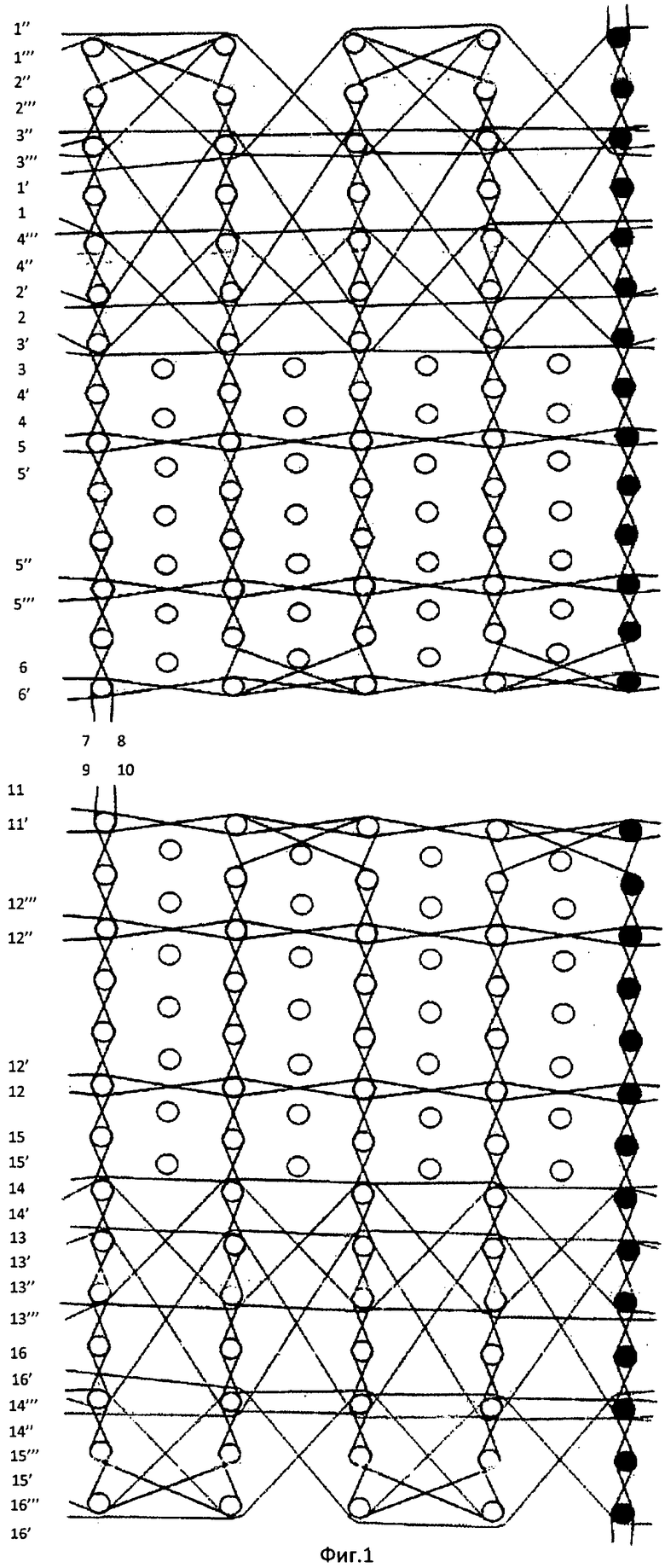
На фиг.1 показан рисунок переплетения многослойной контурно-профильной 28-ми полой ткани. Нити основы разбиты на две группы для каждого полотна, при этом расположение основных систем в верхнем полотне зеркально по отношению к расположению основных систем в нижнем полотне.
В каждом полотне многослойной контурно-профильной полой ткани выделена одна система, состоящая из двух нитей основы, которые, переплетаясь с нитями утка, образуют складки с верхними и нижними отворотами, формирование складок при этом проходит от внутренних слоев к наружным и обратно. Вторая основная система, переплетаясь с нитями фиксирующего утка, скрепляет складки по внутренним отворотам по закону полотняного переплетения. Третья основная система служит для прошивания и одновременного закрепления складок на разных уровнях по толщине и с определенным интервалом по ширине многослойной контурно-профильной полой ткани. Четвертая основная система, переплетаясь с нитями фиксирующего утка по закону усиленной саржи 2/2, скрепляет складки по наружным отворотам нижнего и верхнего полотен на заданной глубине. Раппорт рисунка переплетения саржевого слоя по основе составляет 16 нитей для верхнего полотна и 16 нитей для нижнего полотна многослойной контурно-профильной полой ткани. Так, для верхнего полотна раппорт рисунка переплетения образован четырьмя нитями основы, пробранных четыре зуба, берда ткацкого станка. Нити основы в каждом из четырех зубьев берда переплетаются по своему закону и в каждом зубе нити основы имеют различную друг от друга глубину залегания в многослойной контурно-профильной полой ткани.
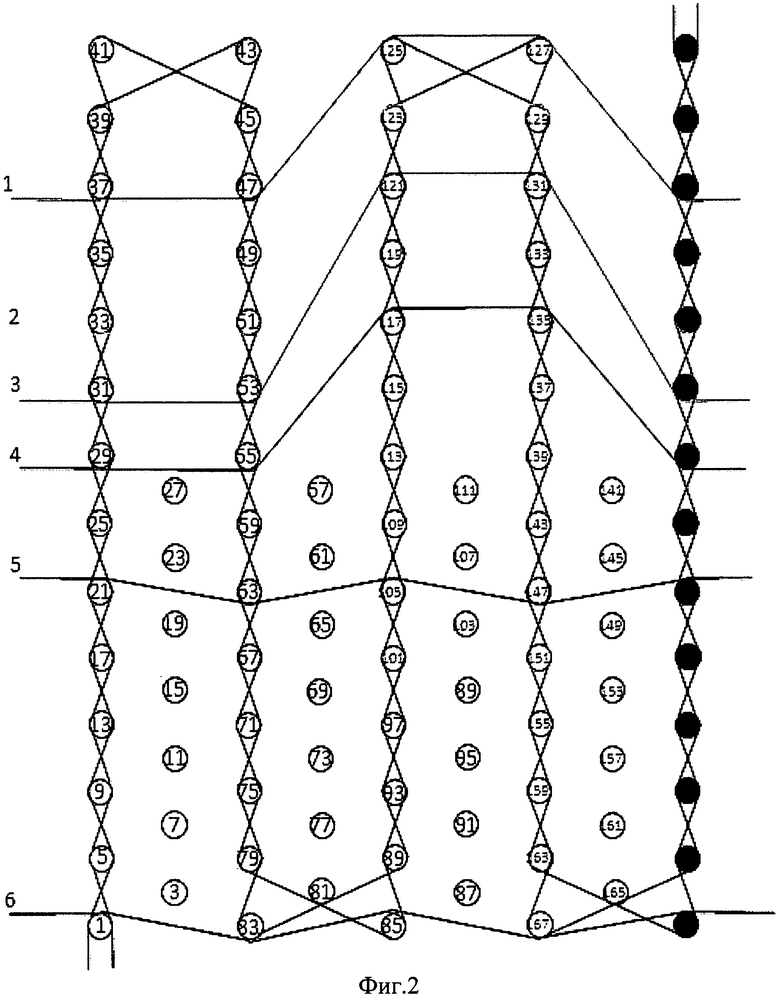
На фиг.2 показан продольный разрез верхнего полотна 14-слойной ткани первого зуба берда (нити - 1, 2, 3, 4),где видно, на какой глубине располагаются нити саржевой основы, и как в дальнейшем они переплетаются с фиксирующими утками 125 и 127 и прошивают складки по верхним отворотами, образуя на поверхности ткани диагональные линии.
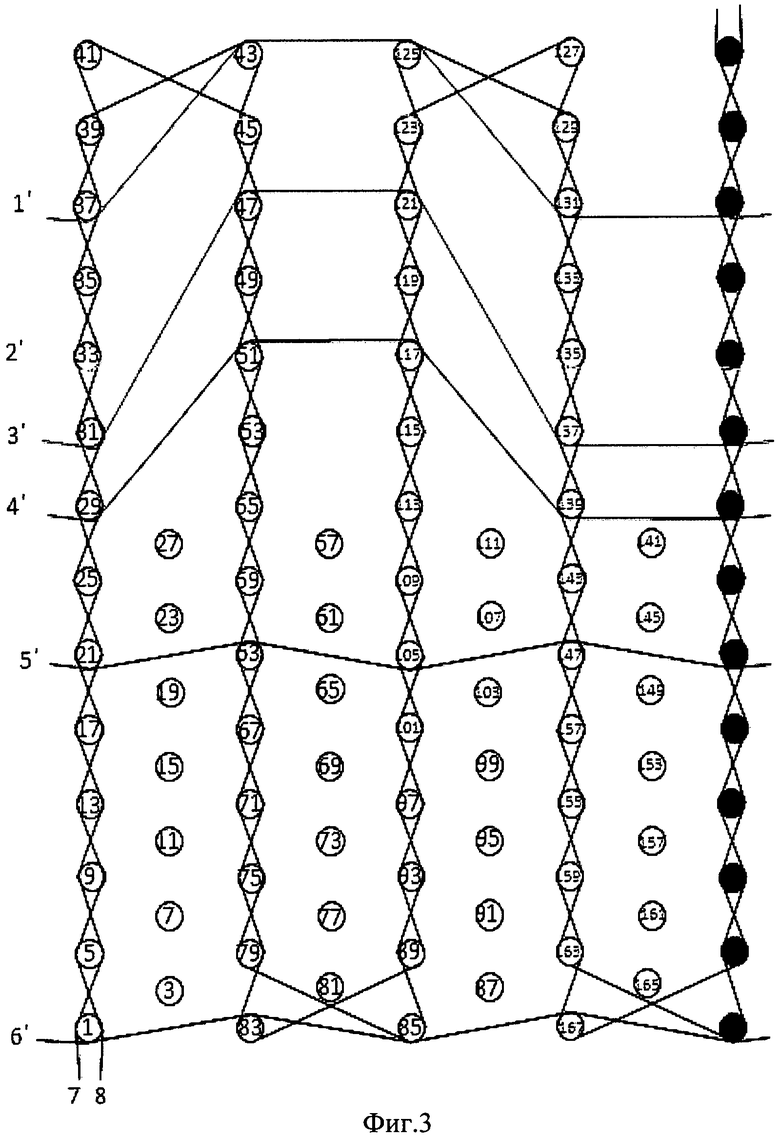
На фиг.3 показан продольный разрез верхнего полотна 14-слойной ткани второго зуба берда (нити - 1', 2', 3', 4'), где видно, на какой глубине располагаются нити саржевой основы, и как в дальнейшем они переплетаются с фиксирующими утками 43 и 125 и прошивают складки по верхним отворотам, образуя на поверхности ткани диагональные линии.
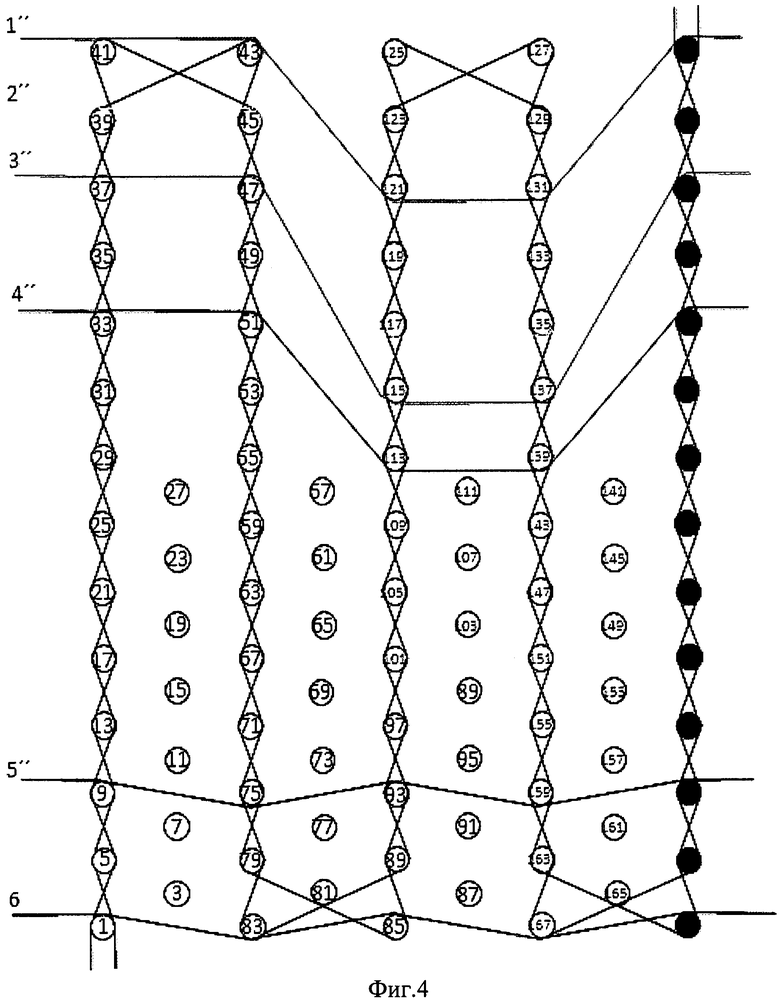
На фиг.4 показан продольный разрез верхнего полотна 14-слойной ткани третьего зуба берда (нити - 1", 2", 3", 4"), где видно, на какой глубине располагаются нити саржевой основы, и как в дальнейшем они переплетаются с фиксирующими утками 41 и 43 и прошивают складки по верхним отворотам, образуя на поверхности ткани диагональные линии.
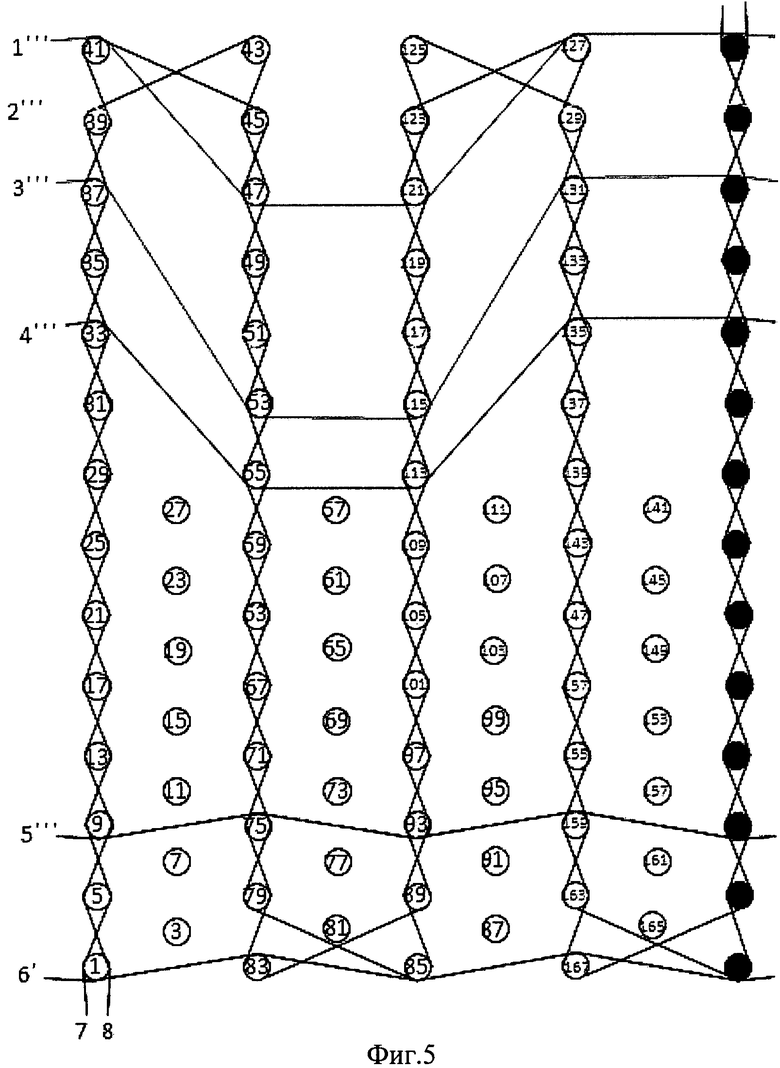
На фиг.5 показан продольный разрез верхнего полотна 14-слойной ткани четвертого зуба (нити - 1''', 2''', 3''', 4'''), где видно, на какой глубине располагаются нити саржевой основы. Раппорт переплетения нитей основы саржевого слоя повторяется по ширине многослойной контурно-профильной полой ткани.
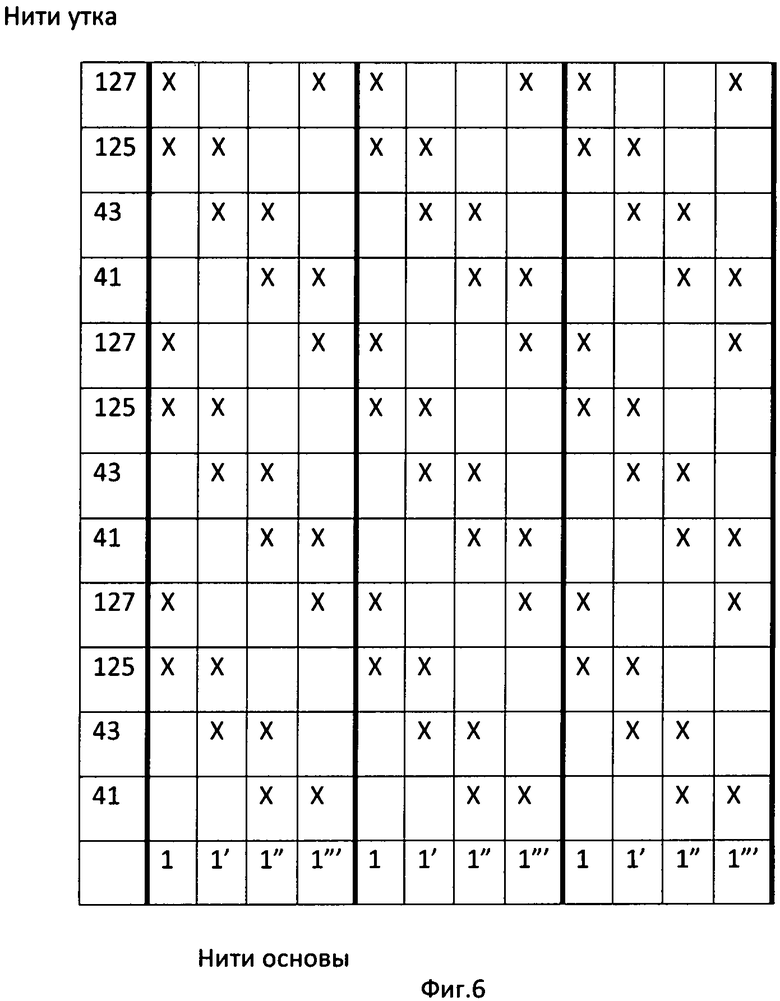
На фиг.6 показан рисунок нитей основы и утка на наружной поверхности многослойной контурно-профильной полой ткани, образующий саржевые диагональные линии из основных перекрытий. Эти диагональные линии являются непрерывными в зонах «условного шва» и переходят с наружной поверхности верхнего полотна на наружную поверхность нижнего полотна, тем самым создавая эффект спиралевидных объемных направляющих на поверхности многослойной контурно-профильной полой ткани.
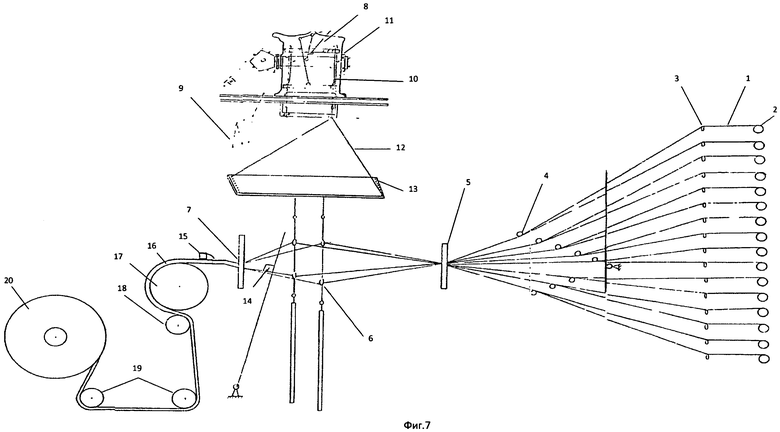
На фиг.7 показана технологическая схема заправки ткацкого станка и шпулярника для производства многослойной контурно-профильной полой ткани
Способ изготовления многослойной контурно-профильной полой ткани.
Многослойные контурно-профильные полые ткани для армирующих элементов композиционных материалов по форме тел вращения изготавливаются в горизонтальной плоскости ткацкого станка в два полотна. Нить утка, начиная движение, переплетаясь с нитями основы, переходит из внутреннего слоя нижнего полотна в соответствующий внутренний слой верхнего полотна, тем самым соединяя между собой два полотна в единую многослойную контурно-профильную полую ткань с заданными геометрическими размерами тела вращения.
Для обеспечения заданных параметров многослойной контурно-профильной полой ткани определенное расчетом количество нитей основы 1 заправляется на шпулярник 2 ткацкого станка. Со шпулярника нити основы проходят через направляющие гребенки 3, скальное устройство 4, скальное бердо 5, пробираются по определенному закону в глазки лиц 6, пробираются в соответствии с расчетом в зубья ткацкого берда 7. Машины Жаккарда 8 через программный картон 9, через систему крючков 10 и ножей 11, через аркатные шнуры 12, пробранные в кассейную доску 13, управляют каждой основной нитью. Проборка арката левой половины кассейной доски аналогична прототипу - одночастная обратная, а в правой половине кассейной доски аркат пробирается с определенной закономерностью, когда каждый последующий четный короткий ряд арката меняется местом при проборке в кассейную доску с каждым предыдущим четным коротким рядом арката. Так аркат второго короткого ряда машины Жаккарда пробирается в четвертый короткий ряд кассейной доски; аркат четвертого короткого ряда машины Жаккарда пробирается во второй короткий ряд кассейной доски. Изменение проборки арката в кассейную доску позволило получить на наружных поверхностях многослойной контурно профильной полой ткани непрерывный диагональный рисунок. Пробранные нити основы переплетаются в зоне тканеформирования с нитями утка 14, прокладывание нитей утка происходит непрерывно от внутренних слоев к наружным и обратно в каждом полотне. Первая и все нечетные уточные нити переплетаются с нитями основы верхнего полотна, а вторая и все четные уточные нити переплетаются с основными нитями нижнего полотна. Для получения качественной внутренней поверхности зоны условного шва нити утка фиксируются кромкообразователями 15 с двух сторон многослойной контурно-профильной полой ткани при каждом переходе нити из верхнего полотна в нижнее полотно и обратно. При изготовлении ткани 16 ее ширина изменяется в соответствии с расчетом заданных геометрических размеров. Поэтому для фиксации нитей утка происходит смещение кромкообразователей к центру зоны формирования многослойной контурно-профильной полой ткани по специальной направляющей и с определенной закономерностью, что позволяет получать качественные зоны «условного шва» и изготавливать многослойные контурно-профильные полые ткани заданных геометрических размеров. Готовая многослойная контурно-профильная полая ткань проходит через вальян 17, прижимной 18 и направляющие 19 валики и накручивается на товарный валик 20.
Индивидуальное управление каждой нитью основы с помощью машины Жаккарда позволяет получать сложные рисунки переплетений нитей основы и утка и обеспечивать сложную конфигурацию многослойной контурно-профильной полой ткани по заданной геометрии. В соответствии с техническим расчетом, из переплетения автоматически выводятся крайние раппорта основных нитей через определенное количество уточных прокидок. Зоны «условного шва» равномерно смещаются к центру многослойной контурно-профильной полой ткани, сохраняя свое качество и рисунок переплетения. Управление выведением из переплетения нитей основы осуществляется программным картоном жаккардовой машины.
В результате мы получаем многослойную контурно-профильную полую ткань с заданными геометрическими размерами, с прочным крепление верхних отворотов складок с образованием эффекта спиралевидных объемных направляющих из основных нитей, как на поверхности ткани, так и на глубине залегания этой группы основных нитей с определенным шагом по ширине ткани. При этом угол наклона диагонали зависит от количества нитей на единице длины по основе и по утку. На участках зоны условного шва, справа и слева многослойной контурно-профильной полой ткани, где сокращено количество нитей основы, участвующих в переплетении, спиралевидный рисунок на поверхности не прерывается и сохраняется по всему наружному периметру многослойной контурно-профильной полой ткани.
Угол наклона и расстояние между спиралевидными объемными направляющими на наружной поверхности многослойной контурно-профильной полой ткани определяют направление вращения готового композиционного изделия при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассейная доска жаккардовой машиныи СпОСОб EE изгОТОВлЕНия | 1978 |
|
SU806792A1 |
| Жаккардовая машина для выработки контурных тканей | 1984 |
|
SU1180417A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ТКАНИ | 2012 |
|
RU2504605C1 |
| Кассейная доска жаккардовой машины | 1981 |
|
SU986981A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНОЙ ПРОФИЛЬНОЙ ТКАНИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2608807C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОЙ МНОГОСЛОЙНОЙ ТКАНОЙ ЗАГОТОВКИ | 1991 |
|
RU2023073C1 |
| ЗЕВООБРАЗУЮЩЕЕ УСТРОЙСТВО ТКАЦКОГО СТАНКА С ВОЛНООБРАЗНО ПОДВИЖНЫМ ЗЕВОМ | 2000 |
|
RU2177057C1 |
| ТКАНЬ МНОГОСЛОЙНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164568C1 |
| Приспособление для проборки и подхлестки лиц к аркатным шнурам жаккардовой машины ткацкого станка | 1987 |
|
SU1505993A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТРЕХМЕРНОЙ ТКАНИ | 2015 |
|
RU2606221C2 |
Изобретение относится к способу изготовления многослойной контурно-профильной полой ткани, включающему переплетение уточных нитей и нескольких систем основных нитей, одна из которых служит для создания складок с верхними и нижними отворотами, другие для скрепления складок по отворотам и прошивания складок на разных уровнях по толщине ткани, при переходе нитей утка из нижнего полотна в верхнее их переплетают с нитями основы соответствующих слоев с сохранением рисунка переплетения в полотнах; проборку нитей основы в бердо с уменьшением числа нитей в краевых участках полотен; ступенчатую заправочную линию станка; одночастную обратную проборку аркатных шнуров в кассейную доску ткацкого станка, причем при проборке аркатных шнуров правой половины кассейной доски каждый последующий четный короткий ряд арката меняется местом с каждым предыдущим четным коротким рядом арката; при переходе нитей утка из верхнего полотна многослойной контурно-профильной полой ткани в нижнее полотно происходит фиксация нитей утка в зоне условного шва с использованием кромкообразователя, причем в рисунке переплетения, при скреплении верхних отворотов складок многослойной контурно-профильной полой ткани одной из основных систем, образуются непрерывные саржевые диагональные линии, как на наружных поверхностях, так и на заданной глубине верхнего и нижнего полотен многослойной контурно-профильной полой ткани, обеспечивая эффект спиралевидных объемных направляющих на поверхности многослойной контурно-профильной полой ткани. Технический результат заключается в исключении деформации. 7 ил.
Способ изготовления многослойной контурно-профильной полой ткани, включающий переплетение уточных нитей и нескольких систем основных нитей, одна из которых служит для создания складок с верхними и нижними отворотами, другие - для скрепления складок по отворотам и прошиванию складок на разных уровнях по толщине ткани, при переходе нитей утка из нижнего полотна в верхнее их переплетают с нитями основы соответствующих слоев с сохранением рисунка переплетения в полотнах; проборку нитей основы в бердо с уменьшением числа нитей в краевых участках полотен; ступенчатую заправочную линию станка; одночастную обратную проборку аркатных шнуров в кассейную доску ткацкого станка, отличающийся тем, что при проборке аркатных шнуров правой половины кассейной доски каждый последующий четный короткий ряд арката меняется местом с каждым предыдущим четным коротким рядом арката; при переходе нитей утка из верхнего полотна многослойной контурно-профильной полой ткани в нижнее полотно происходит фиксация нитей утка в зоне условного шва с использованием кромкообразователя, причем в рисунке переплетения, при скреплении верхних отворотов складок многослойной контурно-профильной полой ткани одной из основных систем, образуются непрерывные саржевые диагональные линии как на наружных поверхностях, так и на заданной глубине верхнего и нижнего полотен многослойной контурно-профильной полой ткани, обеспечивая эффект спиралевидных объемных направляющих на поверхности многослойной контурно-профильной полой ткани.
| RU 1619759 С, 20.10.1999 | |||
| US 5172733 А, 22.12.1992 | |||
| JP 4113394 В2, 09.07.2008. |

