Изобретение относится к области строительства, а именно к опалубкам для изготовления винтовых лестниц из твердеющего материала с армированием, преимущественно железобетона, и может быть использовано при возведении жилых, общественных и административных зданий и сооружений, а также при их восстановлении или реконструкции.
Из уровня техники известна опалубка, применяемая для изготовления протяженных строительных конструкций (см. патент RU 2107784). Конструкции бетонируют в несъемной опалубке и/или в формообразующих элементах - формах, каждую из которых предназначают для изготовления по меньшей мере четырех колонн одновременно и выполняют из нижнего горизонтального основания, на котором жестко закреплен центральный ряд стоек с расположенными на них щитами, образующими центральную неподвижную продольную стенку, шарнирно закреплены с возможностью откидывания и фиксации боковые стойки с расположенными на них щитами, образующими боковые, фиксируемые в заданном положении, откидные стенки, между каждой из которых и центральной стенкой установлены, с обеспечением возможности отклонения от вертикали на заданный угол, по крайней мере, один ряд промежуточных стоек с расположенными на них щитами, образующими промежуточные стенки, а между стенками смонтированы горизонтальные опалубочные поддоны, причем центральную стенку выполняют высотой, большей высоты остальных стенок. При этом отклонение стенок формы может быть осуществлено домкратами, а фиксация - затягиваемыми винтами.
Недостатком известной опалубки - формы являются высокие трудо- и материалозатраты при изготовлении, большие сроки производства работ и ограниченность в размерах изготавливаемых изделий.
Наиболее близкой к предложенному техническому решению является опалубка для изготовления протяженных строительных конструкций, преимущественно ригелей, балок, колонн, выполненная в виде поддона и бортов, объединенных в единую ручьевую систему с образованием не менее чем двух смежных протяженных продольных формующих полостей под соответствующие предпочтительно одновременно изготавливаемые протяженные строительные конструкции из твердеющего материала с армированием, преимущественно железобетона (см. патент RU 2304675).
Однако известная опалубка сложна в изготовлении и не позволяет изготовлять винтовые лестницы из твердеющего материала с армированием, преимущественно железобетона.
Целью изобретения является создание опалубки, позволяющей повысить качество изготовления винтовых лестниц при одновременном снижении трудозатрат и требований к квалификации персонала.
С этой целью предлагается опалубка для изготовления протяженных строительных конструкций, содержащая сборные металлические формообразующие элементы, каждый из которых содержит днище и борта, в которых выполнены элементы крепления, при этом каждый сборный металлический формообразующий элемент снабжен крышкой, днищем, имеющим в плане форму равнобедренной трапеции, бортами, имеющими в плане форму прямоугольной трапеции, большая сторона одного равна большему основанию днища и прикреплена к нему, большая сторона другого равна меньшему основанию днища и прикреплена к нему, в рабочем положении боковые стороны бортов вертикальны, а верхние стороны лежат в горизонтальной плоскости, крышка в плане имеет форму сектора, к вершине которого прикреплена втулка, ось которой нормальна к плоскости крышки, при этом, по крайней мере, одна боковая сторона крышки снабжена боковиной. В предлагаемой опалубке, по крайней мере, один из бортов может быть выполнен с цилиндрической поверхностью или плоским, на боковине крышки выполнен уступ, а днище выполнено с винтовой поверхностью или плоским. При использовании сборных металлических формообразующих элементов различной длины более длинные сборные металлические формообразующие элементы снабжены закрылками, прикрепленными к меньшим основаниям бортов и установленными соответственно вдоль боковой стороны днища.
Сущность изобретения поясняется чертежами, на которых показан пример выполнения лестницы с поворотом влево при подъеме. Необходимо отметить, что представленный пример выполнения ни в коей мере не ограничивает все возможные варианты исполнения данного технического решения, которое может быть использовано при возведении лестниц. Количество ступенек лестницы, размеры секторных ступеней, форма выступов, шаг и направление подъема определяются требованиями проекта. В реализованном устройстве опалубка изготовлена из листовой стали толщиной 4 мм. Построена винтовая лестница высотой подъема 3500 мм, содержащая 20 ступенек, высота ступеньки - 165 мм.
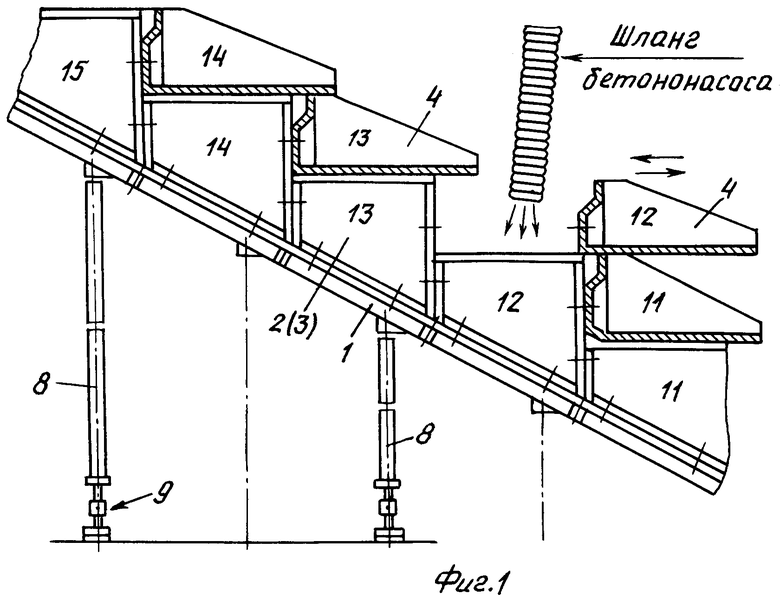
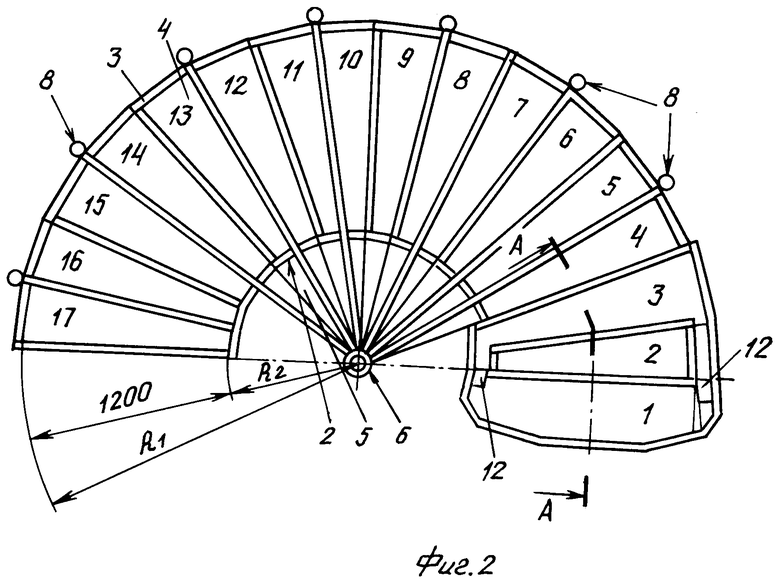
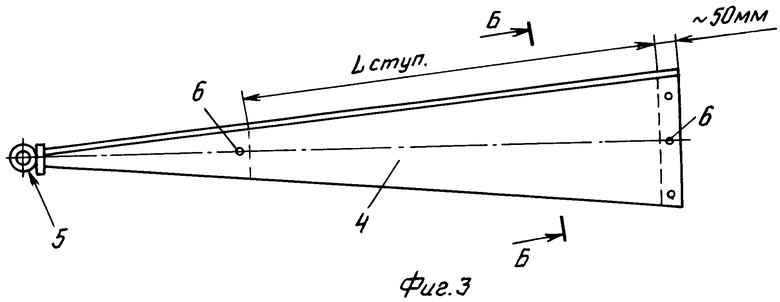
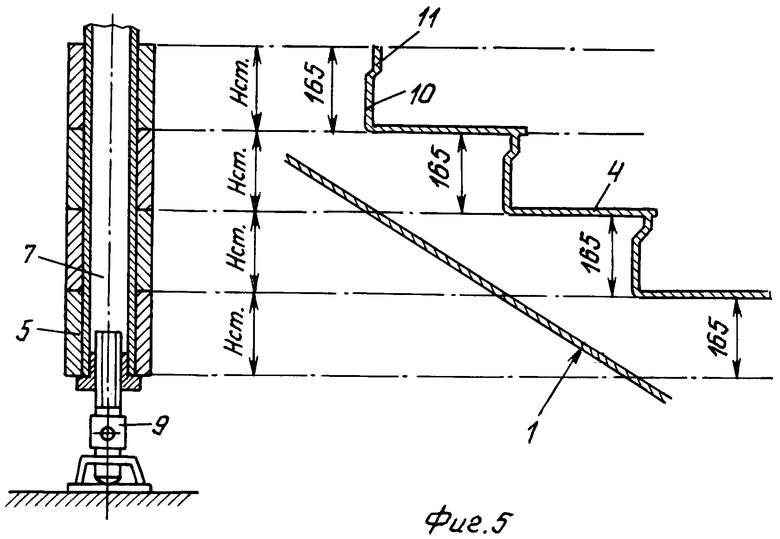
На фиг.1 показан процесс изготовления винтовой лестницы с использованием предлагаемой опалубки, на фиг.2 показан вид сверху на фрагмент опалубки для изготовления винтовой лестницы со ступеньками разной ширины, на фиг.3 и 4 - выполнение крышки, фиг.5 поясняет монтаж опалубки.
На фигурах обозначено: днище 1, меньший 2 и больший 3 борта, крышка 4, втулка 5 и элементы 6 крепления крышки 4, стойка 7, монтажные опоры 8, домкраты 9, боковина 10 крышки 4 с уступом 11. Более длинные сборные металлические формообразующие элементы снабжены закрылками 12. Элементы крепления на днище 1, бортах 2 и 3, выполненные в форме отгибок с комплементарными отверстиями, аналогично элементам 5 крепления крышки 4, на чертежах не показаны. Позицией 13 обозначен шланг бетононасоса, подающего раствор в заполняемую опалубку.
Изготовление лестницы осуществляют следующим образом. Вначале прикрепляют болтами (на чертежах не показаны) к каждому днищу 1 борты 2 и 3 с помощью имеющихся на них комплементарных элементов крепления (отверстий), затем днища 1 с бортами 2 и 3 соединяют между собой. При сборке для облегчения процесса, упрочнения опалубки и точной установки элементов используют монтажные опоры 8 с регулировочными домкратами 9. Затем устанавливают крышки 4, размещая их втулки 5 на стойке 7, как это показано на фиг.5. Собранная опалубка представляет собой металлическую лестницу, ступеньки которой образованы крышками 4 опалубки. Более длинные сборные металлические формообразующие элементы, предназначенные для получения более широких ступенек, снабжены закрылками 12, позволяющими заполнить полости этих ступенек бетоном. Пока крышки 4 не прикреплены к бортам 2 и 3, они могут сдвигаться, вращаясь вокруг стойки 7. Размещение арматуры и заливка бетоном лестницы осуществляется последовательно, начиная с нижних ступенек, обычно двух или трех. Для этого крышки 4 заполняемых ступенек прикрепляют к бортам 2 и 3 болтами через элементы 6 крепления, а крышку 4 ступеньки, расположенную над заполняемыми ступеньками, сдвигают, как это показано на фиг.1. Бетон может подаваться бетононасосом через шланг 13, из бадьи или ведром (не показано). Наличие уступа 11 на боковине 10 крышки 4 позволяет увеличить размер ступеньки.
В данном примере показано изготовление винтовой лестницы с подъемом влево. Для строительства лестницы с подъемом вправо необходимо использовать выполненные зеркально секторные элементы. Для возможности использования крышек 4 в обоих случаях следует выполнить боковины 10 с обеих сторон крышек 4.
Если необходимо построить лестницу с переменным радиусом закругления, следует изготовить днища 1 сборных металлических формообразующих элементов опалубки с соответствующими углами и размерами секторных в плане элементов опалубки. Если хотя бы один из бортов 2 и 3 выполнен с цилиндрической поверхностью, соответствующей размеру описанного вокруг лестницы (для большего 3 борта) цилиндра, соответственная боковая стенка лестницы будет иметь гладкую цилиндрическую поверхность, если борта 3 будут плоскими, она будет иметь призматическую поверхность. Аналогично, если днище 1 выполнено с винтовой поверхностью, нижняя поверхность лестницы будет гладкой винтовой, если плоской - поверхность будет граненой.
Следует заметить, что в любом случае совокупность существенных признаков будет соответствовать предложенной формуле изобретения, а технология строительства останется неизменной.
Следует также отметить простоту технологии изготовления предлагаемой опалубки: все элементы могут быть изготовлены из листового материала резкой по прямой на гильотине, кривых - ножницами, гнутьем на гибочном станке и сверлением отверстий. Приварка втулки 5 к крышке 4 может быть заменена выполнением отверстия в крышке 4.
Так как бетонирование осуществляется в металлическую форму, поверхность изготовленной лестницы - чистая и гладкая, требующая минимальной чистовой обработки. Опалубка легко разбирается, имеет относительно малый вес и объем и поэтому легко транспортируется.

Изобретение относится к области строительства, а именно к опалубкам для изготовления винтовых лестниц из твердеющего материала с армированием, преимущественно железобетона, и может быть использовано при возведении жилых, общественных и административных зданий и сооружений, а также при их восстановлении или реконструкции. Опалубка содержит сборные металлические формообразующие элементы, каждый из которых содержит днище и борта, в которых выполнены элементы крепления, каждый сборный металлический формообразующий элемент снабжен крышкой, днищем, имеющим в плане форму равнобедренной трапеции, бортами, имеющими в плане форму прямоугольной трапеции, большая сторона одного равна большему основанию днища и прикреплена к нему, большая сторона другого равна меньшему основанию днища и прикреплена к нему. В рабочем положении боковые стороны бортов вертикальны, а верхние стороны лежат в горизонтальной плоскости. Крышка в плане имеет форму сектора, к вершине которого прикреплена втулка, ось которой нормальна к плоскости крышки. По крайней мере, одна боковая сторона крышки снабжена боковиной. Лестницы могут быть изготовлены с подъемом влево или вправо, боковые стенки лестницы могут быть гладкими или гранеными Опалубка легко разбирается, имеет относительно малый вес и объем и поэтому легко транспортируется. 6 з.п. ф-лы, 5 ил.
1. Опалубка для изготовления протяженных строительных конструкций, содержащая сборные металлические формообразующие элементы, каждый из которых содержит днище и борта, в которых выполнены элементы крепления, отличающаяся тем, что каждый сборный металлический формообразующий элемент снабжен крышкой, днищем, имеющим в плане форму равнобедренной трапеции, бортами, имеющими в плане форму прямоугольной трапеции, большая сторона одного равна большему основанию днища и прикреплена к нему, большая сторона другого равна меньшему основанию днища и прикреплена к нему, в рабочем положении боковые стороны бортов вертикальны, а верхние стороны лежат в горизонтальной плоскости, крышка в плане имеет форму сектора, к вершине которого прикреплена втулка, ось которой нормальна к плоскости крышки, при этом, по крайней мере, одна боковая сторона крышки снабжена боковиной.
2. Опалубка по п.1, отличающаяся тем, что, по крайней мере, один из бортов выполнен с цилиндрической поверхностью.
3. Опалубка по п.1, отличающаяся тем, что, по крайней мере, один из бортов выполнен плоским.
4. Опалубка по п.1, отличающаяся тем, что на боковине крышки выполнен уступ.
5. Опалубка по п.1, отличающаяся тем, что днище выполнено с винтовой поверхностью.
6. Опалубка по п.1, отличающаяся тем, что днище выполнено плоским.
7. Опалубка по п.1, отличающаяся тем, что борта сборного металлического формообразующего элемента большей длины снабжены компенсирующими закрылками, прикрепленными к меньшим основаниям бортов и установленными соответственно вдоль боковой стороны днища.
| ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРЕИМУЩЕСТВЕННО РИГЕЛЕЙ, БАЛОК, КОЛОНН, И РИГЕЛЬ, КОЛОННА И БАЛКА, ИЗГОТОВЛЕННЫЕ В ЭТОЙ ОПАЛУБКЕ | 2005 |
|
RU2304675C2 |
| JP 7197617 A1, 01.08.1995 | |||
| DE 19750050 A1, 20.05.1999 | |||
| Блок-форма для бетонирования строительных конструкций | 1973 |
|
SU487217A1 |

