Предлагаемое техническое решение относится к швейной промышленности и может использоваться при оценке качества ниточных соединений, в частности при определении таких технологических дефектов, как посадка и стягивание слоев сшиваемого материала.
В производстве швейных изделий ниточные соединения, выполняемые на различных швейных машинах, занимают наибольший удельный вес. К ниточным швам, применяемым для соединения деталей в разных видах одежды, предъявляются различные требования в зависимости от их назначения. Качество ниточных соединений является комплексным показателем и во многом определяет качество одежды в целом. Из-за большого разнообразия материалов, используемых в швейном производстве, проблема так называемого сборения материалов в швах или стянутость строчки имеет особую актуальность. Причиной такого дефекта может служить как швейное оборудование, так и влажно-тепловая обработка (ВТО), а также несоответствие игл, ниток к применяемым материалам.
Известно, что продольная деформация швов складывается из стягивания слоев, посадки нижнего слоя материала и волнистости. Волнистость (В) выражается в изгибах материалов вдоль линии строчки и характеризуется коэффициентом волнистости, т.е. отношением величины изгиба материала в шве к длине стежка. Стягивание (С) - это совместное укорочение слоев после стачивания вследствие сжатия материала нитками строчки. Посадка (П) - укорочение одного слоя материала относительно другого [Медиков Е.Х. и др. Лабораторный практикум по технологии швейных изделий. – М.: Легпромбытиздат, 1988. С. 81-82].
Посадка материалов может быть планируемая (для создания объемной формы в одежде) и непланируемая (может рассматриваться как дефект).
Причинами непланируемой посадки при обработке деталей на стачивающих машинах с реечным механизмом перемещения материала являются: растяжение верхнего слоя материала при набегании на лапку в результате трения между материалом и лапкой, изгибание нижнего слоя материала зубцами рейки, проскальзывание нижнего слоя материала относительно верхнего и др.
При этом наиболее частой причиной ухудшения качества ниточного соединения является изменение направления ниточного соединения относительно расположения нитей основы в стачиваемых деталях швейных изделий. Таким образом, соединение деталей швейных изделий с криволинейными срезами требует предварительного анализа анизотропии продольной деформации ниточного соединения и установления зависимости между технологическими параметрами соединения деталей швейных изделий, криволинейными срезами и особенностями их материалов.
Известен способ определения продольной деформации швов, которая складывается из стягивания слоев, посадки нижнего слоя материала и волнистости, где вырезают парные прямоугольные полоски длиной 250 мм и шириной 20 мм [Медиков Е.Х. и др. Лабораторный практикум по технологии швейных изделий. - М.: Легпромбытиздат, 1988. С. 82-83].
Как указывалось выше, волнистость (В) выражается в изгибах материалов вдоль линии строчки и характеризуется коэффициентом волнистости, т.е. отношением величины изгиба материала в шве к длине стежка.
Величины посадки (П) и стягивания (С) определяются соответственно по формулам 1 и 2.


где  - первоначальная длина полос;
- первоначальная длина полос;
 - длина полос верхней пробы (после стачивания), мм;
- длина полос верхней пробы (после стачивания), мм;
 - длина полос нижней пробы (после стачивания), мм.
- длина полос нижней пробы (после стачивания), мм.
Известно, что при пошиве швейных изделий сборочные операции сопровождаются операциями ВТО, такими как разутюживание, заутюживание, приутюживание и др. Чаще всего после операций ВТО наблюдается исчезновение волнистости ниточного соединения. Поэтому существенным недостатком этого способа является отсутствие информации о вышеуказанных показателях после ВТО. При этом для получения информации об анизотропии продольной деформации ниточных соединений деталей швейных изделий требуется значительное увеличение количества испытуемых проб. При этом увеличение количества проб усложняет процесс исследования. Отсутствие графической информации о полученных характеристики затрудняет проведение оценки качества ниточных соединений.
Наиболее близким к заявленному техническому решению является способ определения посадки и стягивания, где вырезают парные пробы в форме полукруга с припуском на шов 1 см. Выполняют стачной шов на швейной машине (параметры строчки - 4 стежка на 10 мм) [Стельмашенко В.И., Смирнова Н.А., Розаренова Т.В., Назарова Ю.В. Практикум по материалам для одежды и конфекционированию: учебное пособие / В.И. Стельмашенко, Н.А. Смирнова, Т.В. Розаренова, Ю.В. Назарова. - М.: ИД «ФОРУМ»: ИНФРА-М, 2012. С. 110-111].
Величину посадки нижнего слоя материала П, %, и стягивания С, %, при выполнении шва определяют по формулам 1 и 2.
Отсутствие информации о посадке и стягивании ниточного соединения после операций ВТО противоречит условиям изготовления и формообразования одежды. Для получения информации об анизотропии продольной деформации ниточных соединений деталей швейных изделий требуется значительное увеличение материалоемкости исследований. Отсутствие графической информации о полученных характеристики затрудняет проведение оценки качества ниточных соединений.
Задачей заявляемого технического решения является повышение информативности получаемых характеристик.
Поставленная задача решается за счет того, что способ оценки продольной деформации ниточных соединений деталей швейных изделий, заключающийся в определении величины посадки и стягивания прямолинейного стачного шва длиной 200 мм, выполненного на швейной машине, отличается тем, что парные пробы имеют веерообразную форму в виде  круга, где в качестве верхней части веера выступают полоски, расположенные в направлении от 0° до 90° по отношению к продольному направлению материала, с шагом 10°, шириной 20 мм сходящиеся к центру окружности, при этом величины стягивания слоев материала и посадки его нижнего слоя рассчитывают до и после влажно-тепловой обработки (ВТО), а по результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений до и после ВТО. При этом способ оценки продольной деформации ниточных соединений деталей швейных изделий отличается тем, что полоски верхней части веера могут выкраиваться в направлении от 90° до 180°, от 180° до 270° или от 270° до 360° по отношению к продольному направлению материала, с шагом 10°.
круга, где в качестве верхней части веера выступают полоски, расположенные в направлении от 0° до 90° по отношению к продольному направлению материала, с шагом 10°, шириной 20 мм сходящиеся к центру окружности, при этом величины стягивания слоев материала и посадки его нижнего слоя рассчитывают до и после влажно-тепловой обработки (ВТО), а по результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений до и после ВТО. При этом способ оценки продольной деформации ниточных соединений деталей швейных изделий отличается тем, что полоски верхней части веера могут выкраиваться в направлении от 90° до 180°, от 180° до 270° или от 270° до 360° по отношению к продольному направлению материала, с шагом 10°.
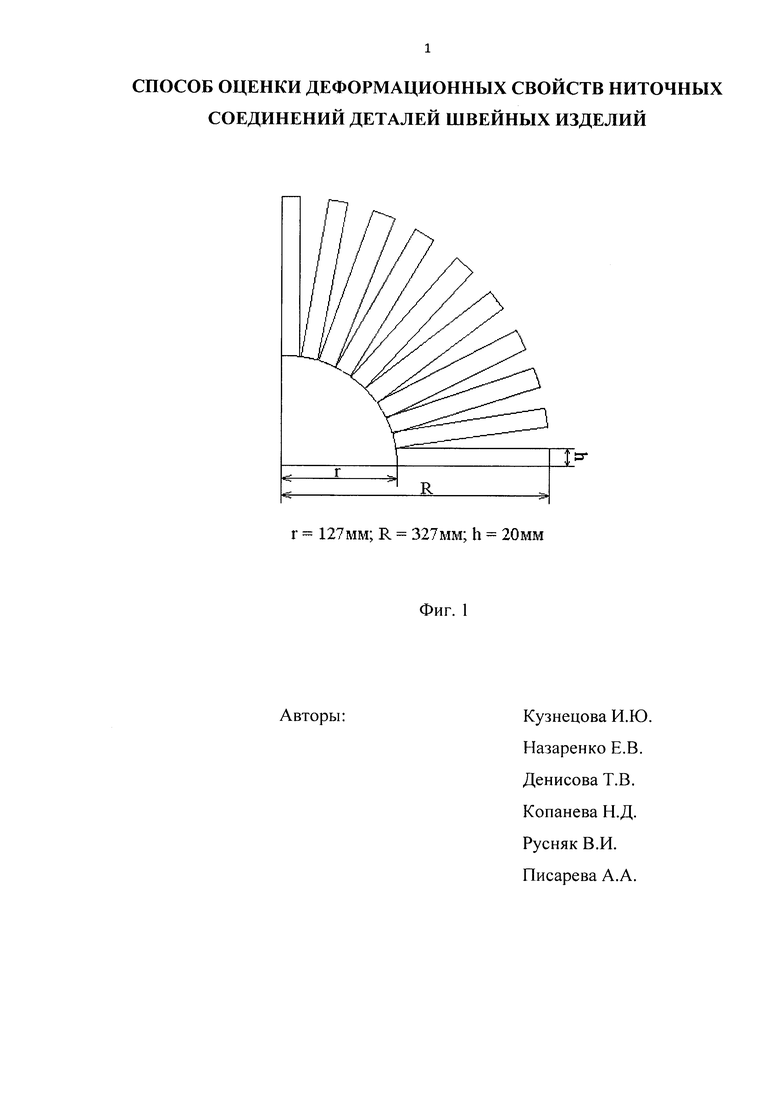
Сущность изобретения поясняется фиг. 1 где представлена проба материала веерообразной формы в виде круга радиусом R, равным 327 мм, причем верхняя часть веера разделена на полоски, расположенные в направлении от 0° до 90° с шагом 10° по отношению к продольному направлению материала, шириной 20 мм сходящиеся к центру. При этом полоски верхней части веера второй пробы могут быть выкроены идентично первой или в направлении от 90° до 180°, от 180° до 270° или от 270° до 360° по отношению к продольному направлению материала, с шагом 10°. Перед началом стачивания на пробах отмечают окружность с радиусом r, равным 127 мм, которая ограничивает предел допустимой ширины полосок верхней части веера, равной 20 мм. Далее выполняют контрольные измерения длины полос верхней части веера от окружности с радиусом r до окружности с радиусом R, данные заносят в предварительно заготовленную таблицу. Стачивание проб начинают от окружности с радиусом r и продолжают посередине одной стачивающей строчкой челночного стежка без предварительного сметывания вдоль полос до конца, т.е. до окружности с радиусом R. Частоту строчки при проведении испытаний принимают равной 4 стежкам на 10 мм. Деформация ниточных соединений определяется на основании расчета величины стягивания слоев материала (С) и посадки его нижнего слоя (П), рассчитанные до и после влажно-тепловой обработки (ВТО) испытуемой пробы по формулам 1 и 2, где  - первоначальная длина полосок верхней части веера от окружности с радиусом r до окружности с радиусом R (до стачивания), мм;
- первоначальная длина полосок верхней части веера от окружности с радиусом r до окружности с радиусом R (до стачивания), мм;  - длина полос верхней части веера верхней пробы (после стачивания), мм;
- длина полос верхней части веера верхней пробы (после стачивания), мм;  - длина полос верхней части веера нижней пробы (после стачивания), мм.
- длина полос верхней части веера нижней пробы (после стачивания), мм.
По результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений деталей швейных изделий до и после влажно-тепловой обработки.
Таким образом, путем изменения формы пробы сокращается количество проб, при этом заявленный способ позволяет объективно оценить деформационные свойства ниточных соединений деталей швейных изделий за счет увеличения числа измерений. Информация об анизотропии продольной деформации ниточных соединений деталей швейных изделий до и после влажно-тепловой обработки дает возможность прогнозировать качество швейных изделий на стадии проектирования и обоснованно выбирать швейное оборудование и технологические режимы выполнения ниточных соединений.
Преимуществом изобретения является приближение условий испытаний к условиям изготовления и формообразования одежды и расширение информативности получаемых характеристик за счет увеличения числа измерений.
Технический результат, достигаемый при реализации заявленного способа, заключается в повышении информативности получаемых характеристик.
Пример реализации заявленного способа
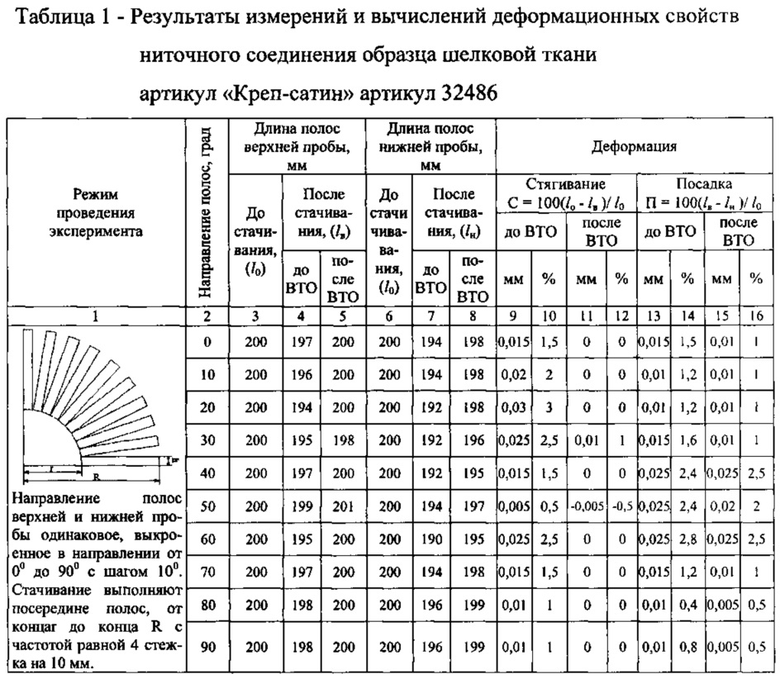
В таблице 1 представлены результаты измерений и вычислений, необходимые для определения деформационных свойств ниточного соединения образца шелковой ткани «Креп-сатин» артикул 32486.
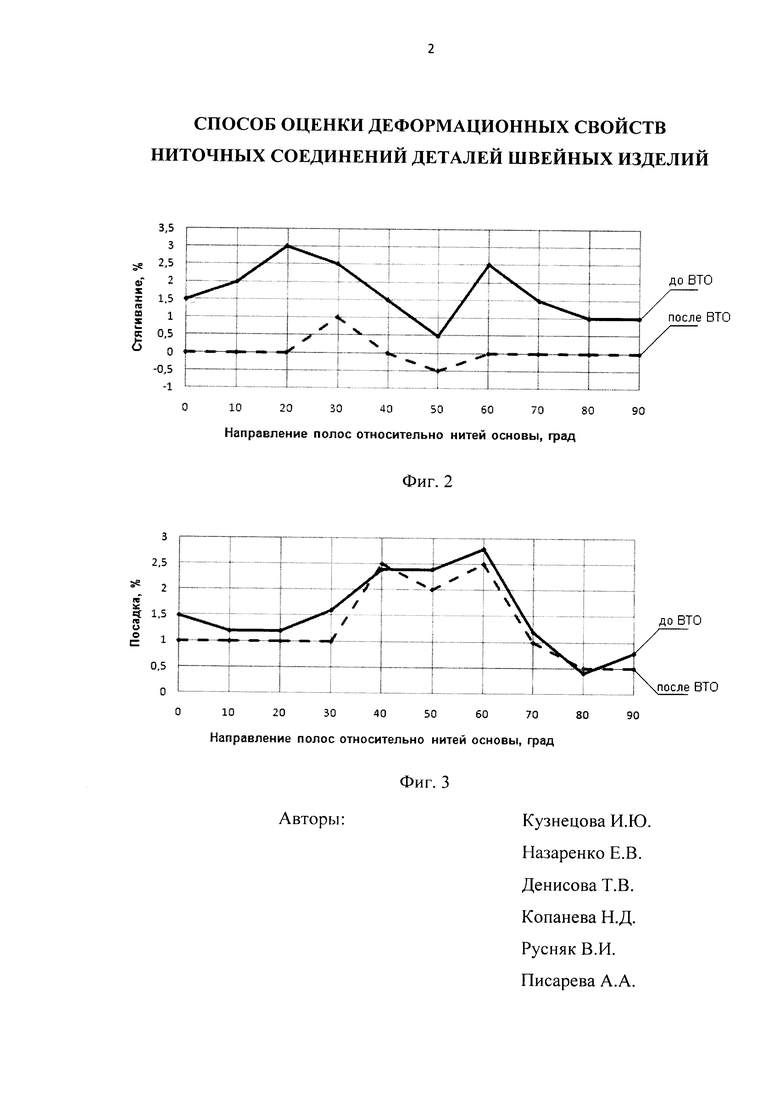
Совмещенный график анизотропии деформации «стягивание» до и после ВТО образца шелковой ткани «Креп-сатин» артикул 32486 представлен на фиг. 2.
Совмещенный график анизотропии деформации «посадка» до и после ВТО образца шелковой ткани «Креп-сатин» артикул 32486 представлен на фиг. 3.
На фиг. 2 и фиг. 3 видно, что ВТО оказывает значительное влияние на значение исследуемых показателей. При этом максимальная деформация материала возникает при выполнении строчек в направлении от 30° до 70° по отношению к нитям основы. Следовательно, для качественного выполнения швов соединения деталей швейных изделий из этого материала в направлении от 30° до 70° требуется корректировка технологических режимов стачивания.
При необходимости можно рассчитать общую деформацию ниточного соединения образца материала шелковой ткани «Креп-сатин» артикул 32486 до и после ВТО путем сложения соответственно граф 9 и 13 или 10 и 14, а также 11 и 15 или 12 и 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННЫХ СВОЙСТВ НИТОЧНЫХ ШВОВ И РАЗДВИГАЕМОСТИ НИТЕЙ ТКАНИ В ШВАХ | 2018 |
|
RU2702734C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ КОНСТРУКЦИИ УЗЛА ШВЕЙНОГО ИЗДЕЛИЯ | 2017 |
|
RU2650612C1 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2005 |
|
RU2306094C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2000 |
|
RU2173534C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМОГО НИТОЧНОГО СОЕДИНЕНИЯ | 2009 |
|
RU2396382C1 |
| СПОСОБ ОБРАБОТКИ ДРАПИРОВКИ | 2009 |
|
RU2399354C1 |
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ЧАСТОТЫ СТЕЖКА В ПРОЦЕССЕ СТАЧИВАНИЯ НА УНИВЕРСАЛЬНОЙ ШВЕЙНОЙ МАШИНЕ | 2008 |
|
RU2379393C1 |
Изобретение относится к швейной промышленности и может использоваться при определении посадки и стягивания слоев сшиваемого материала при оценке продольной деформации ниточных соединений деталей швейных изделий. Для этого используют определение величины посадки и стягивания прямолинейного стачного шва длиной 200 мм, выполненного на швейной машине. При этом парные пробы имеют веерообразную форму в виде  круга, где в качестве верхней части веера выступают полоски, расположенные в направлении от 0° до 90° по отношению к продольному направлению материала, с шагом 10°, шириной 20 мм сходящиеся к центру окружности. Величины стягивания слоев материала и посадки нижнего слоя рассчитывают до и после влажно-тепловой обработки (ВТО), а по результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений до и после ВТО. Способ оценки продольной деформации ниточных соединений деталей швейных изделий отличается тем, что полоски верхней части веера могут выкраиваться в направлении от 90° до 180°, от 180° до 270° или от 270° до 360° по отношению к продольному направлению материала, с шагом 10°. По результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений деталей швейных изделий до и после ВТО. Таким образом, путем изменения формы пробы сокращается количество проб, при этом заявленный способ позволяет объективно оценить деформационные свойства ниточных соединений деталей швейных изделий за счет увеличения числа измерений. Информация об анизотропии продольной деформации ниточных соединений деталей швейных изделий до и после влажно-тепловой обработки дает возможность прогнозировать качество швейных изделий на стадии проектирования и обоснованно выбирать швейное оборудование и технологические режимы выполнения ниточных соединений. Изобретение позволяет прогнозировать качество швейных изделий на стадии проектирования. 1 з.п. ф-лы, 1 табл., 3 ил., 1 пр.
круга, где в качестве верхней части веера выступают полоски, расположенные в направлении от 0° до 90° по отношению к продольному направлению материала, с шагом 10°, шириной 20 мм сходящиеся к центру окружности. Величины стягивания слоев материала и посадки нижнего слоя рассчитывают до и после влажно-тепловой обработки (ВТО), а по результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений до и после ВТО. Способ оценки продольной деформации ниточных соединений деталей швейных изделий отличается тем, что полоски верхней части веера могут выкраиваться в направлении от 90° до 180°, от 180° до 270° или от 270° до 360° по отношению к продольному направлению материала, с шагом 10°. По результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений деталей швейных изделий до и после ВТО. Таким образом, путем изменения формы пробы сокращается количество проб, при этом заявленный способ позволяет объективно оценить деформационные свойства ниточных соединений деталей швейных изделий за счет увеличения числа измерений. Информация об анизотропии продольной деформации ниточных соединений деталей швейных изделий до и после влажно-тепловой обработки дает возможность прогнозировать качество швейных изделий на стадии проектирования и обоснованно выбирать швейное оборудование и технологические режимы выполнения ниточных соединений. Изобретение позволяет прогнозировать качество швейных изделий на стадии проектирования. 1 з.п. ф-лы, 1 табл., 3 ил., 1 пр.
1. Способ оценки продольной деформации ниточных соединений деталей швейных изделий, заключающийся в определении величины посадки и стягивания прямолинейного стачного шва длиной 200 мм, выполненного на швейной машине, отличающийся тем, что парные пробы имеют веерообразную форму в виде 1/4 круга, где в качестве верхней части веера выступают полоски, расположенные в направлении от 0° до 90° по отношению к продольному направлению материала, с шагом 10°, шириной 20 мм сходящиеся к центру окружности, при этом величины стягивания слоев материала и посадки его нижнего слоя рассчитывают до и после влажно-тепловой обработки (ВТО), а по результатам расчетов строят совмещенные графики анизотропии продольной деформации ниточных соединений до и после ВТО.
2. Способ оценки продольной деформации ниточных соединений деталей швейных изделий по п. 1, отличающийся тем, что полоски верхней части веера могут выкраиваться в направлении от 90° до 180°, от 180° до 270° или от 270° до 360° по отношению к продольному направлению материала, с шагом 10°.
| RU2012108467 A, 20.09.2013 | |||
| Способ испытания ниточных швов на прочность и устойчивость | 1987 |
|
SU1462190A1 |
| МЕЛИКОВ Е.Х., Лабораторный практикум по технологии швейных изделий, Легпромбытиздат, 1988, стр | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| ПАПИНА Н.Г., Оценка и обеспечение качества ниточных соединений деталей одежды, Иваново, 2008, стр | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

