Область техники, к которой относится изобретение
Изобретение относится к способам сварки трением с перемешиванием (ротационной сварки трением) для соединения или обработки жаропрочных металлов или металлических сплавов с низкой теплопроводностью.
Уровень техники
В данном контексте под «жаропрочными металлами или металлическими сплавами» подразумеваются те металлы или металлические сплавы, температура плавления которых превышает температуру плавления алюминия, то есть составляет более 700°С. Под «металлами или металлическими сплавами с низкой теплопроводностью» следует понимать те металлы или металлические сплавы, теплопроводность которых ниже теплопроводности алюминия, и обычно составляет менее 250 Вт/м·K, предпочтительно менее 150 Вт/м·K, и наиболее предпочтительно менее 100 Вт/м·K. Жаропрочные металлы или металлические сплавы с низкой теплопроводностью характеризуются высокой точкой плавления и высокой прочностью и обычно включают в себя сплавы на основе железа, а также материалы, содержащие некоторое количество никеля, кобальта, хрома, молибдена, вольфрама, алюминия, титана, ниобия, тантала, рения и циркония. Некоторые из таких типов материалов называют суперсплавами. В их число также входят титановые сплавы, которые получили широкое распространение в аэрокосмической промышленности, а также в других приложениях.
Жаропрочные металлы или металлические сплавы с низкой теплопроводностью традиционно соединяются с использованием способов сплавления, однако было установлено, что для соединения этих материалов более эффективным является способ сварки трением с перемешиванием (FSW, friction stir welding).
Способ сварки трением с перемешиванием заключается в том, что зонд, выполненный из материала, более твердого, чем материал обрабатываемых деталей, вводится в зону соединения к противолежащим частям деталей по обе стороны зоны соединения, при этом между зондом и деталями создается относительное циклическое движение (например, вращательное, круговое или возвратно-поступательное), вследствие чего вырабатывается теплота трения, которая приводит противолежащие части деталей в пластифицированное состояние; при желании между деталями и зондом в направлении зоны соединения создается относительное движение; затем зонд извлекается, и пластифицированные части затвердевают, соединяя детали между собой. Примеры сварки трением с перемешиванием описываются в документах ЕР-А-0615480 и WO 95/26254.
О преимуществах сварки трением с перемешиванием широко сообщалось в данной области техники, особенно по сравнению с традиционными способами сварки сплавлением. Эти преимущества включают в себя отсутствие необходимости в использовании расходных или присадочных материалов, низкий уровень деформации в длинных сварных швах, минимальную подготовку, наличие твердой фазы (не возникает паров, отсутствует пористость или разбрызгивание, уменьшается количество подводимого тепла, можно избежать затвердевания расплавленной сварочной ванны), отличные механические свойства и характеристики формирования соединения.
Инструменты для сварки трением с перемешиванием могут также использоваться для обработки одной детали. При обработке трением с перемешиванием (FSP, friction stir processing) инструмент, который обычно используется для FSW, перемещается по материалу одной детали, для того, чтобы вызвать изменение свойств этого материала, вместо того, чтобы перемещаться вдоль линии соединения для создания сварного шва. Термомеханическая переработка под воздействием инструмента может стать причиной отдельных локальных изменений микроструктуры, физических свойств (пластических характеристик, прочности, и т.д.), а также химических свойств (коррозийная стойкость и т.д.). Способ FSP также использовался для упрочнения и ремонта отливок и других конструкций, помогая избавиться от пористости и улучшить свойства вокруг каналов/отверстий, например, в отливках головки цилиндра. Примеры использования FSP можно найти в документах US 6712916 В, ЕР-А-1160029, JP 2005-324240 A, US 2006-0032891 А, и US 6994916 B.
Инструменты для сварки трением с перемешиванием обычно включают в себя простой цилиндрический или слегка сужающийся к концу зонд, или «штырь», выходящий из плоского, выпуклого, или конусовидного буртика большого диаметра. Типичные примеры инструментов такого типа описаны в документе GB-A-2306366. В уровне техники имеется много модификаций простого инструмента со штырем. Другой распространенный тип инструмента в данной области техники известен как «бобинный инструмент», согласно описанию в документе ЕР-А-0615480. Этот тип инструмента устраняет необходимость в поддерживающем элементе, который часто нужен для того, чтобы противодействовать силе, возникающей при воздействии инструмента на деталь (детали).
Известны другие типы инструментов, в том числе имеющие текстурированную поверхность, резьбовые и рифленые штыри, состоящие из заменяемых штырей и буртиков, выполненные из различных сочетаний материалов в зависимости от области применения. Примеры этих инструментов можно найти в документах WO 95/26254, WO 02/092273, US 6277430 B1, WO 99/52669, EP-A-1361014, US 6676004 B1, и многих других.
Как правило, материалы деталей, соединяемых сваркой трением с перемешиванием, имеют низкую температуру плавления, и в этой связи они обычно называются низкотемпературными металлами или материалами. Среди тех материалов, которые наиболее часто соединяются посредством сварки трением с перемешиванием, можно назвать металлы на основе алюминия, магния, меди, свинца, и других аналогичных материалов.
Большая работа, проделанная в отношении соединения жаропрочных материалов посредством сварки трением с перемешиванием, имела переменный успех. Одна из главных проблем, связанных со сваркой жаропрочных материалов посредством трения с перемешиванием, заключается в правильном выборе материала инструмента, для изготовления которого обычно использовались тугоплавкие металлы или керамические материалы.
В документе WO 99/52669 рассматривается возможность использования беспримесного вольфрама, сплава вольфрама с рением и карбида вольфрама для сварки черных металлов, и материалов на основе кобальта, керамических или металлокерамических материалов для других высокотемпературных приложений.
Документ WO 01/85385 относится к сварке трением с перемешиванием композиционных материалов, упрочненных металлом (ММС), сплавов на основе железа, сплавов цветных металлов, и суперсплавов с использованием инструмента, в котором штырь и буртик включают по меньшей мере покрытие, состоящее из суперабразивного материала. В качестве такого материала обычно используется поликристаллический КНБ (поликристаллический кубический нитрид бора, PCBN).
В документе GB 2402905 описывается инструмент, изготовленный из тугоплавкого материала на основе вольфрама, который целесообразно использовать для сварки высокопрочных материалов, таких как сплавы никеля и титана.
Достаточно хорошее качество сварного шва было получено при соединении определенных марок титана с использованием инструмента из W-Re стандартной геометрии, хотя отмечалось, что с этим типом инструмента возникали проблемы, связанные с нарушением теплового баланса между верхней и нижней частями сварного шва, наличием свищей, и сильным брызгообразованием из-за высокой скорости буртика, а также с деформацией («An overview of friction stir welding Beta 21S Titanium», Loftus et al., 5th FSW Symposium, Metz, 2004). В этой публикации также предлагаются способы решения этих проблем, включая использование бобинного инструмента для обеспечения баланса подводимого тепла.
В документе US-A-2003/0201307 описывается еще один пример инструмента для сварки трением с перемешиванием, в котором зонд проходит между двумя буртиками, один из которых вращается вместе с зондом, а другой вращается независимо от зонда. Это позволяет обеспечивать с помощью буртиков различные скорости нагрева поверхностей, что имеет выгодный эффект при сварке внахлестку материалов с различными свойствами, которые требуют различных параметров сварки.
Очевидны различные проблемы, которые возникают при выполнении сварки трением с перемешиванием и обработке жаропрочных материалов с использованием инструментов известного уровня техники, не в последнюю очередь деградация материала инструмента, обычно обусловленная сильным нагреванием и высокими нагрузками, возникающими в процессе сварки трением с перемешиванием и в процессе обработки этих жаропрочных материалов. Проблемы также возникают при регулировании количества подводимого тепла в жаропрочных материалах, не только из-за перегревания инструмента, но также из-за перегревания детали и нарушения теплового баланса по профилю сварного шва, как отмечено в публикации Loftus et al. Все это может привести к плохим свойствам соединения. В некоторых жаропрочных материалах такой эффект обычно обуславливается большим подводом тепла вследствие относительно большой поверхности трения буртика инструмента, при этом штырю сообщается достаточная скорость для обеспечения перемешивания материала. Несмотря на то что делались успешные попытки охладить инструмент и тем самым продлить срок его эксплуатации, они оказывали лишь ограниченное влияние на свойства соединения. Уменьшение диаметра буртика инструмента может привести к снижению количества подводимого тепла, но также может привести к не отвечающему требованиям затвердеванию материала и образованию большого количества брызг.
Раскрытие изобретения
Согласно первому аспекту настоящего изобретения способ сварки трением с перемешиванием заключается во введении вращающегося зонда инструмента для сварки трением с перемешиванием в деталь или в зону соединения между двумя деталями, причем деталь или каждая из деталей выполнена из металла или металлического сплава с низкой теплопроводностью и высокой температурой плавления, при этом зонд выходит из единственного буртика, находящегося в контакте с деталью (деталями), и вращается относительно буртика.
Согласно второму аспекту настоящего изобретения способ сварки трением с перемешиванием заключается во введении вращающегося зонда инструмента для сварки трением с перемешиванием в деталь или в зону соединения между двумя деталями, причем деталь или каждая из деталей расположены между первым буртиком и вторым буртиком, находящимися в контакте с противоположными сторонами детали или деталей, при этом зонд вращается относительно обоих буртиков.
Было проведено детальное исследование способа FSW применительно к жаропрочным материалам, в частности к металлам, и отмечено, что именно чрезмерное выделение тепла в этих жаропрочных материалах с низкой теплопроводностью представляет собой наиболее серьезную проблему. Тепло, вырабатываемое инструментом FSW, обычно остается сосредоточенным в зоне сварки, что может привести к перегреванию материала детали.
Даже уменьшение диаметра буртика (для уменьшения количества тепла, поступающего с поверхности) не устраняет проблемы, связанные с перегревом поверхности. Однако благодаря изобретению можно регулировать количество подводимого тепла, обеспечивая при этом надлежащее протекание процессов перемешивания и затвердевания.
Таким образом, согласно изобретению зонд вращается отдельно от каких-либо буртиков. Это объясняется тем, что для соединения жаропрочных материалов с низкой теплопроводностью весьма выгодно исключить прямую взаимозависимость, существующую между источником поверхностного нагревания и источником внутреннего нагревания, которая, например, существует при использовании инструментов сварки трением с перемешиванием с фиксированной связью между зондом и буртиком. Полное механическое разъединение при вращении буртика (или буртиков) и зонда позволяет независимо осуществлять подвод тепла к материалу и через материал. В частности, «штырь» обеспечивает достаточно большую скорость перемешивания материала, тогда как буртик (буртики) обеспечивает достаточное затвердевание поверхности материала без ощутимого перегрева поверхности.
Отдельный буртик (буртики), который, как правило, будет неподвижен по отношению к детали, но может медленно вращаться по отношению к зонду, добавляет очень небольшое количество тепла на поверхность сварного шва и тем самым позволяет избежать проблем, связанных с перегревом поверхности, наблюдаемых в традиционном способе FSW применительно к жаропрочным материалам с низкой теплопроводностью. Если предусмотрен единственный буртик, при его расположении в рабочем положении у верхней поверхности детали, вращающийся инструмент FSW обычно состоит только из зонда, хотя можно использовать и ступенчатую конструкцию зондов. Этот вращающийся зонд вырабатывает тепло, необходимое для протекания FSW, и в случае жаропрочных материалов с низкой теплопроводностью может быть получено хорошее качество сварного шва.
Известно, что в инструменте для сварки трением с перемешиванием может быть предусмотрен отдельный зонд и буртик, но до настоящего момента не существовало понимания того, что такой инструмент может быть особенно выгоден для сварки жаропрочных материалов.
Например, в документе JP 2004-358513 А описывается инструмент для сварки трением с перемешиванием, предназначенный для соединения материалов с относительно низкой прочностью на сжатие (полученных прессованием профилей) и высококачественными характеристиками. В этом решении используется нагреваемый инструмент и независимый буртик для снижения геометрической зависимости штыря и буртика и тем самым уменьшения размера штыря и величины усилия, необходимого для соединения деталей сложной геометрии. Известное решение никоим образом не ставит задачу устранения проблем сварки жаропрочных материалов путем использования сварки трением с перемешиванием.
В документе US 6,811,632 В описывается способ и устройство для соединения термопластических материалов с помощью FSW. Идея изобретения заключается в использовании инструмента, состоящего из отдельного штыря и неподвижной ограничительной поверхности. Это изобретение пытается найти решение проблемы выгорания термопластического материала, которое происходило бы в результате воздействия вращающегося буртика. Данное изобретение предназначено исключительно для соединения термопластических материалов и не предполагает какой-либо возможности того, что с помощью устройства с аналогичными характеристиками можно было бы соединять металлы. В данном патентном документе предполагается, что способ сварки трением с перемешиванием, который пригоден для металлов, не подходит для пластических материалов, и наоборот. Многочисленные объяснения этого факта основываются на радикальном отличии свойств пластических материалов и металлов. Сюда можно включить то, что пластические материалы плавятся во время процесса, тогда как металлы не плавятся, то, что для металлов требуется определенное приложенное усилие, способствующее затвердеванию и обеспечению перпендикулярного потока материала, тогда как для пластических материалов этого не требуется. Кроме того, настойчиво подчеркивается тот факт, что подвод тепла через неподвижную поверхность критичен для успешного протекания процесса в пластическом материале. Данный патент нацелен исключительно на соединение пластических материалов и не содержит ссылок на использование этого способа для соединения металлов. Специально упоминается тот факт, что от ограничительного элемента требуется функция ограничения, но не требуется давление. Давление в вертикальном направлении по-разному воздействует на материалы и создает проблемы для пластических материалов. Поскольку свойства, характерные для жаропрочных материалов, еще больше отличаются от свойств пластических материалов, нежели, чем свойства металлов, следует ожидать, что придерживаться нужно противоположного подхода.
Документ ЕР-А-1021270 относится к устройству для соединения деталей путем FSW. Идея изобретения заключается в использовании взаимно подвижных штыря и основания (самая нижняя часть которого представляет собой буртик, как в традиционном инструменте для FSW), что позволяет штырю и основанию совершать движение различного характера по отношению друг к другу. В патентном документе описывается использование полностью неподвижного основания с необходимостью подвода дополнительного тепла в зону соединения в связи с отсутствием теплоты трения, вырабатываемой участком буртика. Это изобретение пытается найти решение вопросов, связанных с переменной толщиной деталей и подачей дополнительного материала в процессе соединения. Данное решение никоим образом не ставит перед собой задачу сварки жаропрочных материалов путем сварки трением с перемешиванием, кроме того, не может быть установлена явная связь между использованием неподвижного буртика и соединением жаропрочных материалов. Именно в силу свойств жаропрочных материалов, специалист в данной области будет предполагать, что нужен подвод большего количества тепла.
Помимо сварки трением с перемешиванием (FSW), изобретение пригодно для других областей применения трения с перемешиванием, в том числе для обработки трением с перемешиванием, точечной сварки трением с перемешиванием, каналоообразования путем трения с перемешиванием и других применений, где используются жаропрочные материалы. Однако описание изобретения произведено, главным образом, применительно к FSW, хотя следует понимать, что отличительные признаки изобретения пригодны также для других областей применения.
Этот способ может также использоваться для соединения деталей с неплоской геометрией, таких, например, как внутренний или наружный диаметры трубы, элементы, соединенные под углом или встык, или даже ступенчатые элементы. В этих случаях должен быть выполнен такой буртик, например, в форме невращающегося скользящего элемента, который будет повторять форму компонента или форму образуемого сварного шва. Более того, способ можно использовать для соединения более чем двух деталей.
Для того чтобы дополнительно улучшить качество соединения, один или большее количество буртиков и зонд могут быть снабжены поверхностным покрытием или иметь поверхностную обработку. Такое покрытие и обработка могут придать поверхности такие свойства, как уменьшенное трение, износостойкость, термостойкость, диффузионное сопротивление, низкая реакционная способность, а также свойства твердой смазки. Примеры обработки поверхности включают в себя азотирование, цементацию, нитроцементацию. Среди покрытий можно назвать керамические материалы, такие как оксид алюминия, диоксид циркония, нитрид кремния и сиалон, а также тугоплавкие металлы, такие как молибден, литейный чугун, и поликристаллический КНБ.
Для предотвращения окисления и содействия охлаждению через буртик и через пространство вокруг скользящего элемента может подаваться инертный защитный газ, например аргон или гелий.
Для того чтобы размягчить материал перед сваркой, можно применять предварительный нагрев.
Буртик (буртики) можно охлаждать с помощью воды, газа, теплопоглощающего устройства.
Для того чтобы контролировать тепловой цикл, испытываемый материалом детали позади инструмента, можно применять последующий нагрев/охлаждение.
Для того чтобы уменьшить возникающие боковые усилия и улучшить качество сварного шва, а также продлить срок службы инструмента, можно использовать конструкцию с двойным зондом. В этом случае можно предусмотреть два вращающихся зонда, выходящих из соответствующих отверстий в единственном буртике, при этом зонды могут располагаться на одной линии с направлением движения зонда или могут быть слегка смещены. Зонды могут иметь различный размер (длину и/или ширину) и могут вращаться в противоположных направлениях.
Для обработки различных участков материала детали можно использовать несколько зондов.
Во время прохода при выполнении сварного шва зонд может постепенно втягиваться для того, чтобы свести сварной шов на нет, или может выдвигаться/втягиваться для обработки более толстых/более тонких участков компонента, во время как буртик (буртики) остается в контакте с деталями.
Буртик или каждый из буртиков обычно выполняется в виде неподвижного скользящего элемента, но может быть выполнен и таким образом, чтобы во время выполнения соединения он медленно вращался или перемещался с малой скоростью. Как правило, зонд вращается по меньшей мере в 10 раз быстрее, чем буртик (буртики), скорость вращения буртика (буртиков) обычно составляет не более 50 об/мин.
Предпочтительно, чтобы буртик или каждый из буртиков был выполнен из боле чем одного типа материала, или из более чем одной части, а также чтобы для удержания материала вблизи вращающегося зонда использовалась жаропрочная вставка или вставка со специальным покрытием. Например, буртик может быть выполнен главным образом из сплава на основе никеля, но иметь вставку вокруг отверстия, через которое выходит зонд, изготовленную из керамического материала, или из тугоплавкого металла, таких, что упоминались выше.
Зонд может соединяться с буртиком или с каждым из буртиков через неразъемный подшипник, или между ними может быть предусмотрен небольшой зазор.
Может быть использована конструкция с двумя буртиками, где помимо буртика, предусмотренного на верхней поверхности, предполагается установка подходящего крепления для закрепления буртика под деталью, или с помощью подшипника, или с помощью штифта на зонде, или иным способом. Таким образом, второй буртик может быть неподвижным или может медленно вращаться относительно зонда.
Во время использования буртики обычно подвергаются действию активной нагрузки, составляющей, как правило, 500-5000 кг, обычно порядка 3000 кг.
Таким образом могут соединяться или обрабатываться различные типы материалов или их сочетания, в том числе:
Ti и его сплавы;
Fe, стали, и другие сплавы;
Ni и его сплавы;
V и его сплавы;
Cr и его сплавы;
Mn и его сплавы;
Co и его сплавы;
Zr и его сплавы;
Pd и его сплавы;
Hf и его сплавы;
Pt и его сплавы.
Могут соединяться разнородные комбинации материалов. Благодаря тому что зона нагревания и перемешивания, создаваемая одним только зондом, очень узка, область соединения может располагаться так, чтобы осуществлялось избирательное нагревание и перемешивание одного материала по отношению к другому. Это может быть особенно выгодно в том случае, когда свойства соединения ограничиваются образованием интерметаллических соединений. Уменьшение поверхностного нагревания способно ограничивать образование интерметаллических соединений и позволяет соединить многие ранее не поддававшиеся сварке разнородные материалы в различных сочетаниях. В действительности, многие разнородные материалы, отличные от жаропрочных металлов и металлических сплавов с низкой теплопроводностью, могут быть соединены с помощью инструментов для сварки трением с перемешиванием, описанных в настоящем документе.
Помимо содействия успешному соединению жаропрочных материалов, описанный способ обеспечивает также преимущества при выполнении соединений с поддержанием баланса тепла, подводимого в зону соединения. Способ может быть специально адаптирован таким образом, чтобы придать соединению конкретные свойства и сформировать нужную микроструктуру. Качество поверхности соединений, выполненных с помощью скользящего элемента, как правило, значительно выше по сравнению с тем, что можно получить с применением других технологий, как путем сварки трением с перемешиванием, так и сварки сплавлением.
Среди других преимуществ данного подхода можно назвать следующее.
Возможность получать сварные соединения высокого качества в устойчивом процессе FSW, применительно к жаропрочным материалам с низкой теплопроводностью.
Повышенная скорость сварки применительно к жаропрочным материалам с низкой теплопроводностью по сравнению с традиционным способом FSW (где ограничивающим фактором является перегревание сварного шва).
Улучшенное качество корня сварного шва по сравнению с традиционным способом FSW, так как, когда вращается только зонд, обеспечивается более точный баланс тепла через сварной шов.
Возможность уменьшения износа инструмента FSW и увеличение срока службы инструмента, благодаря более сбалансированному распределению тепла в сварном шве.
Использование вращающегося зонда в качестве отдельной детали уменьшает объем жаропрочного материала, необходимого для инструмента FSW, что позволяет использовать для инструмента улучшенные/более качественные материалы, в результате чего улучшаются рабочие характеристики инструмента.
Использование невращающегося скользящего буртика и уменьшение подвода тепла к поверхности снижают вероятность загрязнения сварного шва, особенно при соединении таких металлов, как титан, так как буртик не допускает внешнюю среду к соединению или обрабатываемой области.
Краткое описание чертежей
Некоторые примеры способа и устройства для осуществления способа согласно изобретению описаны ниже со ссылкой на прилагаемые чертежи.
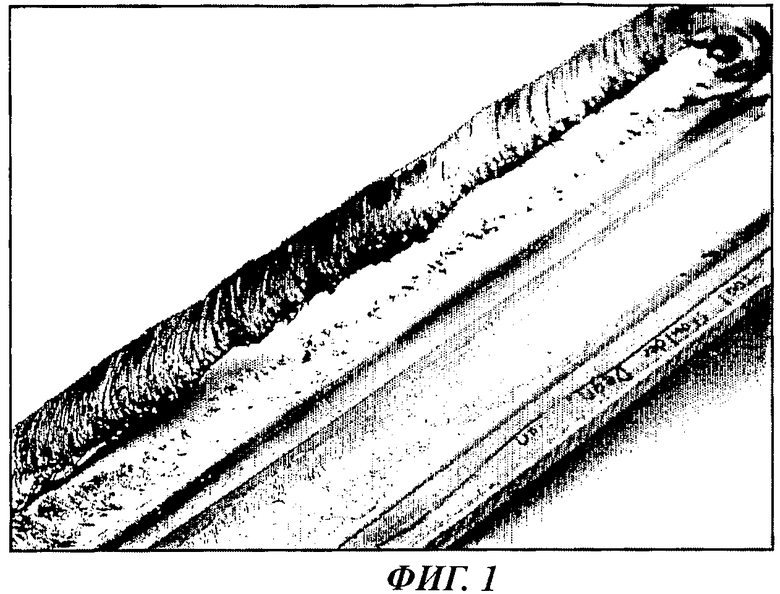
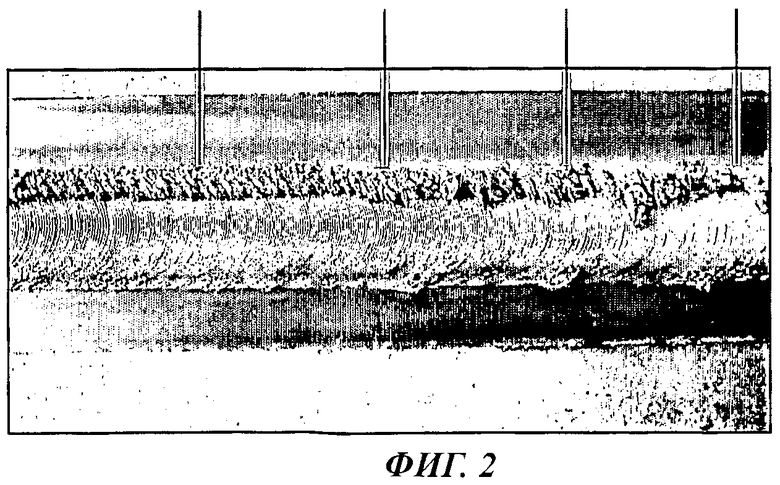
Фиг.1 и 2 представляют собой фотографии, иллюстрирующие внешний вид соединений жаропрочных материалов, полученных с помощью обычного способа FSW.
Фиг.3 представляет собой схематическое изображение первого варианта осуществления устройства FSW для реализации способа согласно изобретению.
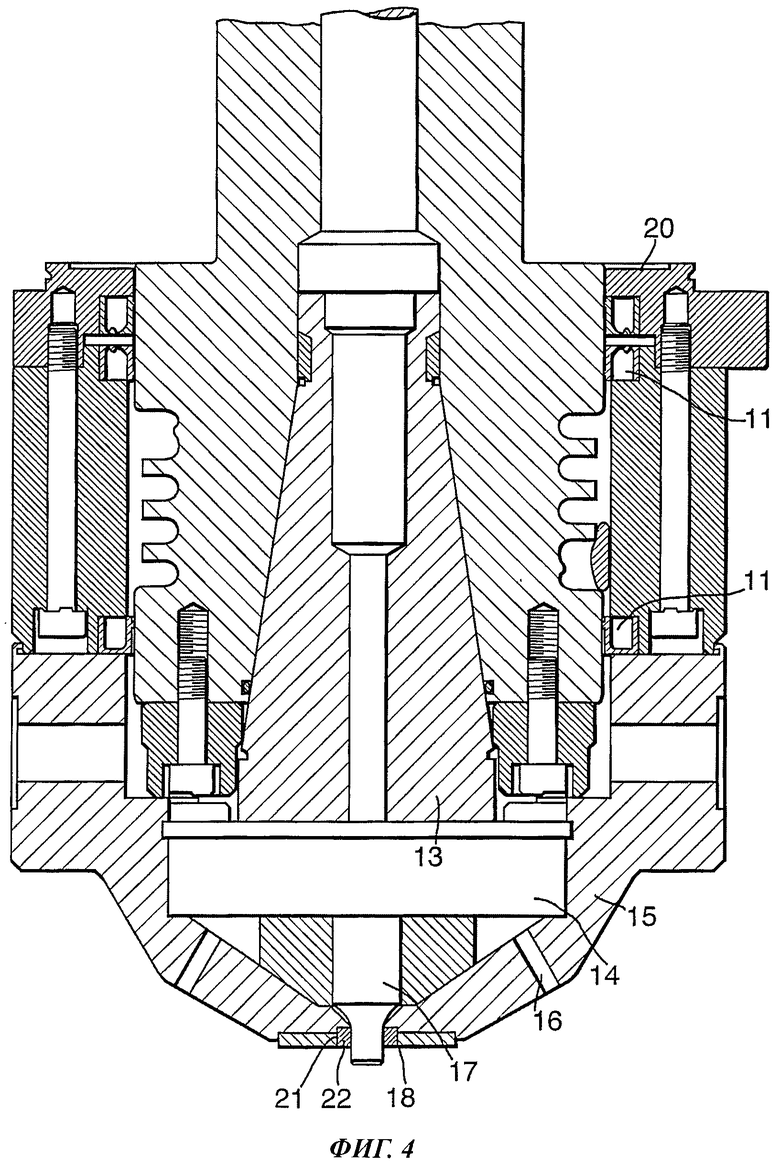
Фиг.4 представляет собой поперечный разрез второго варианта осуществления устройства для реализации способа согласно настоящему изобретению.
Фиг.5 представляет собой фотографию стыкового соединения, образованного посредством способа согласно настоящему изобретению.
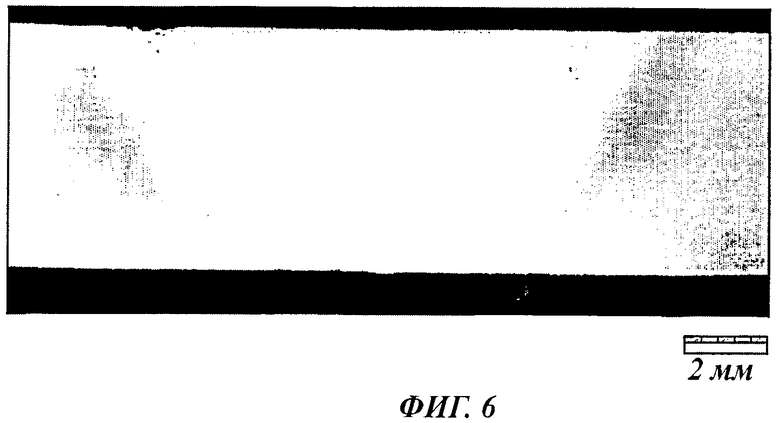
Фиг.6 представляет собой поперечный разрез сварного шва, изображенного на фиг.5.
Осуществление изобретения
Фиг.1 и 2 иллюстрируют проблемы, связанные с использованием обычных способов FSW для сварки жаропрочных материалов, в данном случае двух деталей, изготовленных из Ti-6Al-4V. Как видно на обеих фигурах, имеет место сильный перегрев поверхности соединения, что ведет к чрезмерному размягчению материала, недостаточному сдерживанию материала и плохому качеству поверхности. На фиг.1 использовался буртик диаметром 25 мм с зондом диаметром 15 мм, при этом скорость вращения зонда составляла 200 об/мин, а скорость его перемещения составляла 100 мм/мин. На фиг.2 использовался буртик диаметром 15 мм с зондом или штырем диаметром 6 мм, вращавшимся со скоростью 250 об/мин и перемещавшимся со скоростью в диапазоне от 60 до 90 мм/мин.
На фиг.3 показан пример простого устройства для реализации способа согласно изобретению. В данном случае удлиненный зонд 1 под действием нагрузки выходит из шпинделя 2 в зону 7 соединения между двумя деталями 8 и 9 из жаропрочного металла, соединяемыми встык. Шпиндель опирается на коренной подшипник 3 инструмента, который в свою очередь удерживается невращающимся скользящим элементом 4, определяющим буртик, также находящийся под нагрузкой. Зонд может быть выполнен из тугоплавкого сплава, например, на основе вольфрама или молибдена. В качестве альтернативы зонд может иметь керамическую основу и изготавливаться из оксида алюминия, двуокиси циркония и подобных соединений. Скользящий элемент 4 обычно изготавливается из сплава на основе никеля или других жаропрочных материалов, и снабжен вставкой, описанной выше, расположенной вблизи зонда 1.
При использовании шпиндель 2 и, следовательно, зонд 1 вращаются с высокой скоростью, например, 10-1000 об/мин, обычно порядка 500 об/мин, при этом зонд вставляется между деталями 8, 9. Затем зонд и скользящий элемент 4, который находится в контакте с верхними поверхностями деталей 8, 9, перемещается под действием нагрузки, приложенной в направлении стрелки 10, так, чтобы детали подвергались сварке друг с другом вдоль зоны 5 соединения посредством трения с перемешиванием. Область, проходимая скользящим элементом 4, который при этом не вращается, обозначена как 6.
Устройство, которое схематически изображено на фиг.3, показано в виде более приближенного к реальности варианта осуществления на фиг.4. На фиг.4 показан инструмент FSW, содержащий основной корпус 20, который с помощью подшипников 11 шпинделя удерживает с возможностью вращения шпиндель 13, верхний конец которого присоединяется к приводному двигателю, приводящему шпиндель во вращение. Нижний конец шпинделя удерживается коренным подшипником 14 инструмента, закрепленным в корпусе 20.
Зонд 17 FSW в держателе соединяется с концом главного шпинделя 13 и выступает наружу через отверстие 21, выполненное в нижней части 15 корпуса 20.
Нижняя часть 15 корпуса 20 поддерживает невращающийся скользящий элемент 18, аналогичный буртику в обычном инструменте FSW, при этом скользящий элемент снабжен центральной жаропрочной втулкой 22, которая вставляется в отверстие 21 и определяет окно, через которое выходит зонд 17.
Через впускное отверстие 12 может подаваться инертный защитный газ, который выходит через выпускные отверстия 16.
На фиг.5 представлена фотография стыкового сварного соединения деталей из Ti-6Al-4V, полученного с помощью устройства, изображенного на фиг.4. В данном случае, диаметр зонда составлял 8 мм, скорость его вращения составляла 300 об/мин, а скорость перемещения равнялась 80 мм/мин. Следует отметить, что какая-либо послесварочная обработка поверхности не производилась, однако можно видеть, что полученное соединение имеет значительно более высокое качество. То же самое соединение показано в поперечном разрезе на фиг.6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ КОНТЕЙНЕРА, СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА, ОБОЛОЧКА, КОНТЕЙНЕР И СПОСОБ ХРАНЕНИЯ | 1999 |
|
RU2222416C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2001 |
|
RU2271908C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ | 2012 |
|
RU2509637C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2634389C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Способ изготовления сваркой трением с перемешиванием конструкций из листов алюминиевых или медных сплавов | 2021 |
|
RU2780760C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ МАРТЕНСИТНОЙ ВЫСОКОХРОМИСТОЙ СТАЛИ | 2023 |
|
RU2805532C1 |

Изобретение может быть использовано при сварке деталей, выполненных из жаропрочного металла или металлического сплава с низкой теплопроводностью, а именно, имеющего температуру плавления выше температуры плавления алюминия и теплопроводность ниже теплопроводности алюминия. Вращающийся зонд (1) инструмента для сварки трением с перемешиванием вводят в деталь или в соединение между двумя деталями. Зонд (1) выходит из буртика (4) или расположен между двумя буртиками, находящимися в контакте с деталью или деталями, и вращается относительно буртика или каждого из буртиков. Полное механическое разъединение при вращении буртика и зонда позволяет регулировать количество подводимого тепла к свариваемым деталям, что обеспечивает высокое качество сварного соединения. 3 н. и 21 з.п. ф-лы, 6 ил.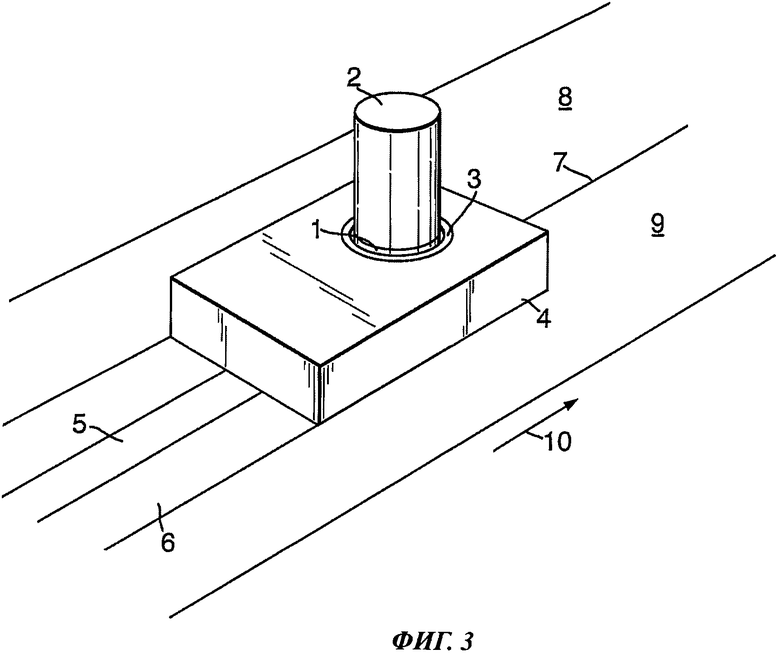
1. Способ сварки трением с перемешиванием деталей, выполненных из металла или металлического сплава, имеющего температуру плавления выше температуры плавления алюминия и теплопроводность ниже теплопроводности алюминия, состоящий во введении вращающегося зонда инструмента для сварки трением с перемешиванием в деталь или в зону соединения между двумя деталями, при этом зонд выходит из одного буртика, находящегося в контакте с деталью или деталями, и вращается относительно буртика.
2. Способ по п.1, отличающийся тем, что он служит для соединения двух деталей и дополнительно включает перемещение инструмента вдоль линии соединения деталей.
3. Способ по п.1, отличающийся тем, что он служит для обработки детали и дополнительно включает перемещение инструмента по линии, проходящей вдоль детали.
4. Способ по п.1, отличающийся тем, что отсутствует вращение буртика относительно детали или деталей.
5. Способ по п.2 или 3, отличающийся тем, что отсутствует вращение буртика относительно детали или деталей.
6. Способ по п.5, отличающийся тем, что буртик представляет собой скользящий элемент.
7. Способ по любому из пп.1-3, отличающийся тем, что буртик медленно вращается относительно зонда.
8. Способ по п.1, отличающийся тем, что форма буртика соответствует поверхности или поверхностям детали или деталей, к которым примыкает указанный буртик.
9. Способ по п.1, отличающийся тем, что или зонд, или буртик, или и тот, и другой имеет поверхностное покрытие или поверхностную обработку, обеспечивающую одно или большее количество свойств из следующих: уменьшенное трение, износостойкость, термостойкость, диффузионное сопротивление, низкая реакционная способность, а также свойства твердой смазки.
10. Способ по п.1, отличающийся тем, что он дополнительно включает подачу защитного газа в зону между буртиком и деталью или деталями.
11. Способ по п.1, отличающийся тем, что он дополнительно включает подачу охлаждающей среды и/или смазки в зону между буртиком и деталью или деталями.
12. Способ по п.1, отличающийся тем, что буртик изготовлен из более чем одной части, при этом та часть, которая расположена ближе всего к зонду, имеет высокую температуру плавления.
13. Способ по п.1, отличающийся тем, что деталь или каждая из деталей выбраны из следующей группы материалов: Ti и его сплавы; Fe и его сплавы; Ni и его сплавы; V и его сплавы; Cr и его сплавы; Mn и его сплавы; Co и его сплавы; Zr и его сплавы; Pd и его сплавы; Hf и его сплавы; Pt и ее сплавы.
14. Способ по п.1, отличающийся тем, что он служит для соединения двух деталей, при этом детали выполнены из разных материалов.
15. Способ по п.2 или 3, отличающийся тем, что выполняют втягивание зонда во время вращения при приближении инструмента к концу линии, при этом буртик остается в контакте с деталью или деталями.
16. Способ по п.1, отличающийся тем, что температура плавления металла или металлического сплава составляет более 700°С.
17. Способ по п.1, отличающийся тем, что теплопроводность металла или металлического сплава составляет менее 250 Вт/м·K.
18. Способ сварки трением с перемешиванием деталей, выполненных из металла или металлического сплава, имеющего температуру плавления выше температуры плавления алюминия и теплопроводность ниже теплопроводности алюминия, состоящий во введении вращающегося зонда инструмента для сварки трением с перемешиванием в деталь или в зону соединения между двумя деталями, при этом зонд проходит между первым буртиком и вторым буртиком, находящимися в контакте с противоположными сторонами детали или деталей, и вращается относительно обоих буртиков.
19. Способ по п.18, отличающийся тем, что один буртик или оба буртика не вращаются относительно детали или деталей или медленно вращаются относительно зонда.
20. Способ по п.18, отличающийся тем, что деталь или каждая из деталей выбраны из следующей группы материалов: Ti и его сплавы; Fe и его сплавы; Ni и его сплавы; V и его сплавы; Cr и его сплавы; Mn и его сплавы; Co и его сплавы; Zr и его сплавы; Pd и его сплавы; Hf и его сплавы; Pt и ее сплавы.
21. Способ по п.18, отличающийся тем, что он служит для соединения двух деталей, при этом детали выполнены из разных материалов.
22. Способ по п.18, отличающийся тем, что температура плавления металла или металлического сплава составляет более 700°С.
23. Способ по п.18, отличающийся тем, что теплопроводность металла или металлического сплава составляет менее 250 Вт/м·K.
24. Соединение двух деталей, выполненных металла или металлического сплава, имеющего температуру плавления выше температуры плавления алюминия и теплопроводность ниже теплопроводности алюминия, полученное посредством способа по любому из пп.1-17 или пп.18-23.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 6206268 А, 27.03.2001 | |||
| US 20030201307 А1, 30.10.2003 | |||
| US 5697544 A, 16.12.1997 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ТРЕНИЕМ | 0 |
|
SU195846A1 |

