Изобретение относится к области обработки материалов лазерным лучом, а именно к процессам лазерной сварки, резки, сверления отверстий.
Известна оптическая головка для лазерной резки листового металла (патент RU №151792, МПК B23K 26/38, опубликованный 20.04.2015), в которой узел для перемещения фокусирующей системы вдоль оптической оси относительно телескопической системы выполнен в виде двух связанных между собой резьбовым соединением цилиндров разного диаметра с возможностью перемещения друг относительно друга вдоль оптической оси, при этом фокусирующая система установлена со стороны свободного торца цилиндра меньшего диаметра, а телескопическая система установлена со стороны свободного торца второго цилиндра большего диаметра, причем узел для одновременного перемещения вдоль оптической оси фокусирующей и телескопической системы выполнен в виде цилиндра с резьбой на внешней поверхности, при этом на внутренней поверхности корпуса оптической головки выполнена резьба, ответная резьбе указанного цилиндра, а сам цилиндр жестко закреплен на внешней стороне цилиндра с фокусирующей системой узла для перемещения фокусирующей системы вдоль оптической оси относительно телескопической системы.
Однако известное устройство не обеспечивает достаточную точность обработки материалов, имеет сложную конструкцию. Это приводит к потере времени, малой точности.
Известна оптическая головка для лазерной обработки (патент RU №34427, МПК B23K 26/00, B23K 26/02, B23K 26/03, опубликованный 10.12.2003). Оптическая головка для лазерной обработки содержит устройства вывода лазерного излучения из оптического волокна, поворотное интерференционное зеркало, телескопическую систему, состоящую из отрицательного компонента и положительного компонента, фокусирующую систему, систему визуального наблюдения, включающую видеокамеру, оптически сопряженную поворотным интерференционным зеркалом с фокусирующей системой, и монитор. Для управления излучением между устройством вывода лазерного излучения и фокусирующей системой, причем один из оптических элементов телескопической системы (например, оптический элемент) установлен с возможностью перемещения вдоль ее оптической оси. Устройство вывода излучения, поворотное интерференционное зеркало, телескопическая система, фокусирующая система, система визуального наблюдения расположены в едином корпусе.
Однако известное устройство не обеспечивает выполнение различных технологических операций (резки, сварки, сверления отверстий) и имеет сложную конструкцию.
Известна оптическая лазерная головка (патент RU №2578885, МПК B23K 26/14, опубликованный 27.03.2016), содержащая наружное и внутреннее газовые сопла с каналами для подвода активного и защитного газов, установленные концентрично и с зазором, фокусирующую линзу, размещенную во внутреннем сопле, и сквозные отверстия, выполненные на боковой поверхности внутреннего сопла. Внутреннее сопло выполнено по типу сопла Лаваля, а фокусирующая линза размещена во внутреннем сопле с обеспечением базирования своей цилиндрической поверхностью по цилиндрической поверхности внутреннего сопла с возможностью перемещения вдоль оси, при этом канал для подвода активного газа к внутреннему соплу расположен между фокусирующей линзой и соплом Лаваля, а сквозные отверстия во внутреннем сопле расположены над линзой. Оптическая лазерная головка снабжена фиксаторами с возможностью ограничения движения фокусирующей линзы вдоль оси, расположенными ниже сквозных отверстий и выше нижнего канала подвода технологического газа.
Однако известное устройство не обеспечивает достаточную точность обработки материалов за счет поршневого перемещения сопла, смены специализированных оптических головок для выполнения различных технологических операций (резки, сварки, сверления отверстий). Это приводит к потере времени, малой точности и простою оборудования на время его переоснастки.
Известна лазерная оптическая головка (патент RU №2641213, МПК B23K 26/14, опубликованный 16.01.2018), ближайшая по технической сущности и принятая за прототип, где внутренний подвижный корпус с соплом установлен в неподвижном наружном корпусе с возможностью перемещения посредством зубчатой передачи, выполненной в виде зубчатой рейки, установленной на внутреннем корпусе, и вала-шестерни, установленной на кронштейне, закрепленном на наружном неподвижном корпусе и связанным с электрическим приводом, причем в нижней части наружного неподвижного корпуса установлен емкостной датчик для установки и контроля размера между срезом сопла и обрабатываемой деталью, а на выходе сопла размещена съемная насадка с сужающе-расширяющимся каналом на выходе. Для обеспечения резки, сварки или пробивки отверстий металлов от 1 мм до 20 мм съемная насадка выполнена с диаметром в узком сечении 0,2±0,02 мм и с углом расширения 30°. Для обеспечения резки металлов от 20 мм до 40 мм съемная насадка выполнена с диаметром в узком сечении 0,5±0,02 мм и с углом расширения 15°.
Однако для работы известного устройства требуется большее количество оборудования и обслуживающего персонала. Наличие электродвигателя для запуска перемещения внутреннего подвижного корпуса с внутренним соплом усложняет конструкцию лазерной головки, несколько увеличивает стоимость устройства и усложняет его эксплуатацию.
Технической проблемой, на решение которой направлено заявляемое изобретение, является создание оптической головки, для использования ее для лазерной резки, сварки, а также для сверления отверстий, при достижении высоких технологических показателей - минимальной ширины реза и шероховатости поверхности, а также минимальной зоны термического влияния.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении точности обработки, уменьшении энергозатрат, упрощении оборудования, надежности конструкции, уменьшении времени на замену режимов между резкой и сваркой.
Технический результат достигается тем, что оптическая головка для лазерной резки, сварки, содержащая наружный неподвижный корпус с каналами для подвода активного или защитного газов, внутри которого концентрично и с зазором расположен внутренний подвижный корпус с соплом с возможностью перемещения вдоль оси, фокусирующая линза, установленная в сопле, на боковой поверхности которого выполнены сквозные отверстия, расположенные под фокусирующей линзой, а на выходе сопла размещена съемная насадка, новым является то, что корпус сопла выполнен цилиндрическим, при этом по его высоте расположены две кольцевые пластины для перекрытия каналов подачи активного и защитного газов при его перемещении, на наружных торцевых поверхностях кольцевых пластин имеются уплотнительные манжеты с гладкой поверхностью, а между наружным неподвижным корпусом и внутреннем подвижным корпусом имеются ограничительные кольца.
Съемная насадка выполнена сужающейся.
Съемная насадка выполнена сужающе-расширяющейся.
Манжеты выполнены уплотненной структуры с композитными подкладками, обеспечивающие оптимальное скольжение.
В нижней части наружного неподвижного корпуса установлен емкостный датчик для определения расстояния между срезом цилиндрического сопла и обрабатываемой деталью.
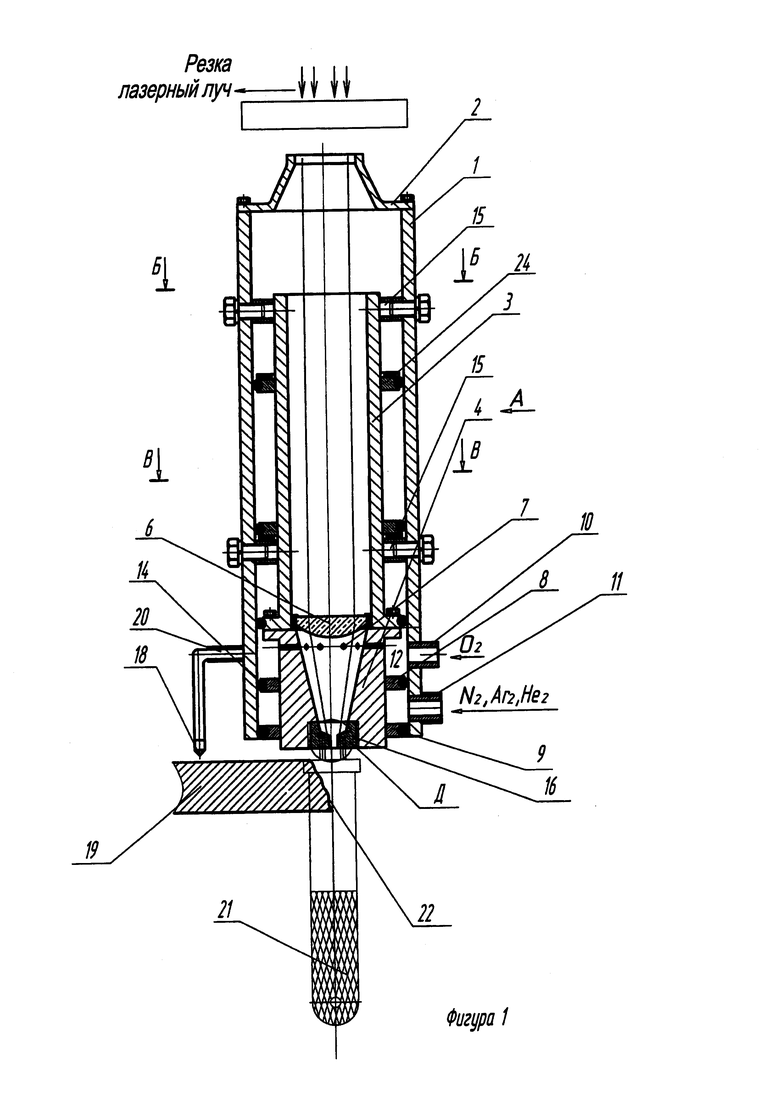
На фигуре 1 представлено продольное сечение оптической головки для лазерной резки, сварки в режиме резки и сверления отверстий.
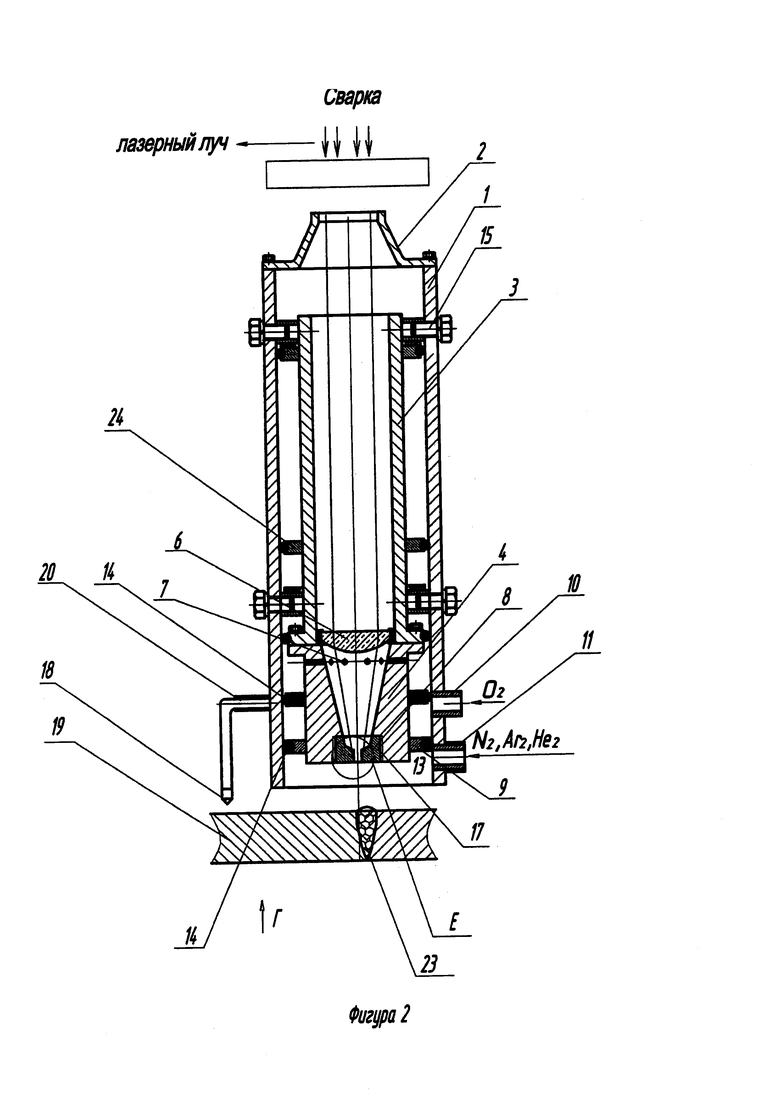
На фиг. 2 представлено продольное сечение оптической головки для лазерной резки, сварки в режиме сварки.
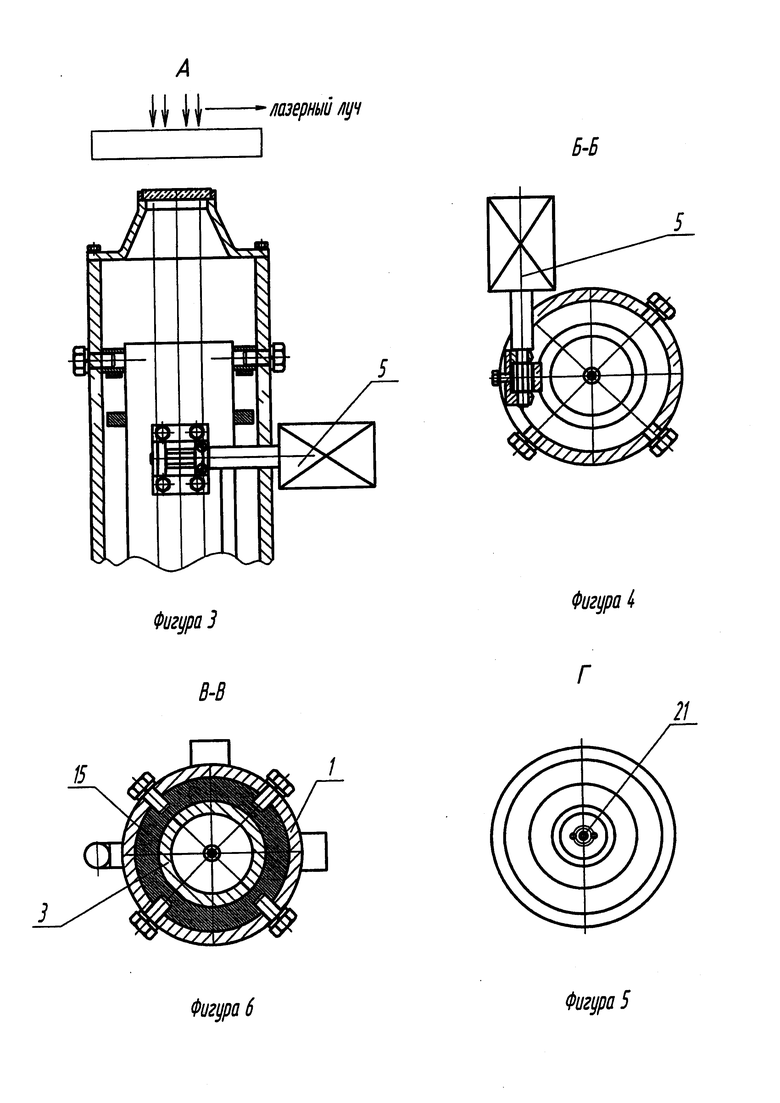
На фиг. 3 - вид А фиг. 1.
На фиг. 4 - разрез Б-Б фиг. 1.
На фиг. 5 - вид Г фиг. 2.
На фиг. 6 - разрез В-В фиг. 1.
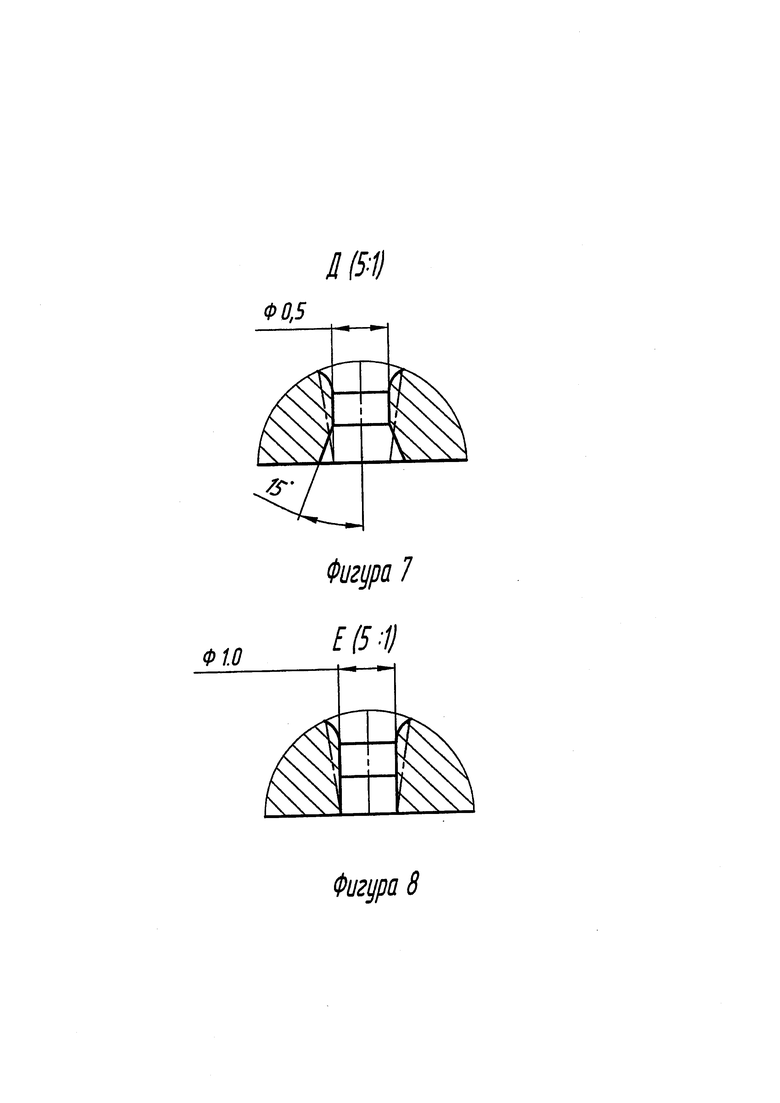
На фиг. 7 - увеличенный вид Д (фиг. 2) съемной насадки в режиме резки и сверления отверстий металлов толщиной от 1 мм до 40 мм.
На фиг. 8 представлен увеличенный вид Е (фиг. 1) съемной насадки в режиме сварки металлов толщиной от 1 мм до 10 мм.
Оптическая головка для лазерной резки, сварки содержит наружный неподвижный корпус 1, который снабжен крышкой 2 (фиг. 1 и фиг. 2). Внутри наружного неподвижного корпуса 1 расположен внутренний подвижный корпус 3 с соплом, корпус которого выполнен цилиндрическим (цилиндрическое сопло) 4 с возможностью перемещения вниз (фиг. 1) или вверх (фиг. 2) в зависимости от режима обработки с помощью механического или электрического привода 5 (фиг. 3). На фигуре 4 показан разрез Б-Б места расположения механического или электрического привода 5 для приведения в движение (фиг. 4). В цилиндрическом сопле 4 установлена фокусирующая линза 6 (фиг. 1 и фиг. 2). На боковой поверхности сопла 4 выполнены сквозные отверстия 7, расположенные под фокусирующей линзой 6 (фиг. 1 и фиг. 2). По высоте наружного контура наружного контура сопла 4 расположены кольцевые пластины 8 и 9, охватывающие его по окружности. Кольцевые пластины 8 и 9 расположены друг относительно друга таким образом, что они разделяют канал 10 подачи активного и канал 11 подачи защитного газов. Одновременно кольцевые пластины 8 и 9 перекрывают канал 10 активного или канал 11 защитного газов и соответственно открывают или закрывают канал 11 защитного или канал 10 активного газов при движении вверх (фиг. 2) и вниз (фиг. 1) поочередно соответственно.
Во время резки или сверления отверстий внутренний подвижный корпус 3 с цилиндрическим соплом 4 и фокусирующей линзой 6 перемещается вниз для установления заданного (минимального) размера фокального пятна (фиг. 1), при этом кольцевая пластина 8 открывает канал 10 для подвода активного газа - кислорода, а кольцевая пластина 9 закрывает канал 11 для подвода защитного газа - азота, аргона или гелия. Образуется полость 12, в которую через канал 10 подается активный газ - кислород. В режиме резки или сверлении отверстий при нижнем положении цилиндрического сопла 4 оси сквозных отверстий 7 совпадают с осью канала 10 для подачи активного газа и эта ось становится перпендикулярной оси лазерного луча. При нижнем положении цилиндрического сопла 4 ось канала 10 для подачи активного газа перпендикулярна оси лазерного луча (фиг. 1). На режимах резки и сверлении отверстий к цилиндрическому соплу 4 крепится сужающе-расширяющаяся съемная насадка 16 (фиг. 1, 5), которая для резки металлов толщиной от 1 мм до 40 мм имеет диаметр в узком сечении 0,5±0,02 мм и угол расширения 15° (фиг. 7).
В режиме сварки внутренний подвижный корпус 3 с цилиндрическим соплом 4 и фокусирующей линзой 6 перемещается вверх для установления заданного (максимального) размера фокального пятна (фиг. 2), при этом кольцевая пластина 9 открывает канал 11 для подвода защитного газа - азота, аргона или гелия, а кольцевая пластина 8 закрывает канал 10 для подвода активного газа - кислорода. Образуется полость 13, в которую через канал 11 подается защитный газ - азот, аргон или гелий. В режиме сварки к цилиндрическому соплу 4 крепится сужающаяся съемная насадка 17 (фиг. 2, 5), которая для сварки металлов толщиной от 1 мм до 10 мм имеет диаметр в узком сечении 1±0,02 мм (фиг. 8). Эта особенность при сварке дозвуковой скоростью позволит одновременно очищать место обработки металлов от шлаков и улучшать качество сварки, увеличивать прочность обрабатываемых деталей 19.
На наружных торцевых поверхностях кольцевых пластин 8 и 9 вставлены манжеты 14 с гладкой поверхностью, с уплотненной структурой и с композитными подкладками, обеспечивающие оптимальное скольжение и плотно прилегающие к внутренней поверхности наружного неподвижного корпуса 1. Манжеты 14 обеспечивают уплотнение кольцевых пластин 8 и 9 по внутренней поверхности наружного неподвижного корпуса 1. Перемещение кольцевых пластин 8 и 9 фиксируется ограничительными кольцами 15 до упора (фиг. 6). Манжеты 14 обеспечивают герметичное перекрытие соответствующего канала 10 с активным или канала 11 с защитным газом, следовательно, происходит 100% подача активного или защитного газов в соответствующий канал.
На наружном неподвижным корпусе 1 жестко закреплен емкостный датчик 18 (фиг. 1 и фиг. 2) для определения расстояния между срезом цилиндрического сопла 4 и обрабатываемой деталью 19, который устанавливается на кронштейн 20 в нижней части наружного неподвижного корпуса 1, что обеспечивает работоспособность оптической головки. Для крепления съемной насадки 16 и 17 винтами диаметром 3 мм (фиг. 1) имеется отверстие под ключ 21 (фиг. 5). В зону лазерного реза 22 (фиг. 1) или сварного шва 23 (фиг. 2) через фокусирующую линзу 6 поступает лазерный луч.
Оптическая головка для лазерной резки, сварки работает следующим образом.
При резке и сверлении отверстий металлов толщиной от 1 мм до 40 мм в цилиндрическое сопло 4 устанавливают сужающе-расширяющуюся съемную насадку 16, в которой скорость течения струи газов сверхзвуковая, что позволит одновременно очищать место обработки материалов от шлаков и улучшать качество обработки. Для достижения наименьшего размера фокального пятна при выполнении режимов резки или сверления отверстий внутренний подвижный корпус 3 с цилиндрическим соплом 4 перемещают вниз механическим или электрическим приводом 5 до упора ограничительными кольцами 15, при этом ось канала 10, через который подают активный газ - кислород в полость 12 располагается перпендикулярно к оси лазерного луча и, следовательно, перпендикулярно оси цилиндрического сопла 4. Далее кислород проходит через сквозные отверстия 7 цилиндрического сопла 4 и вместе с лазерным лучом через фокусирующую линзу 6 поступает коаксиально лазерному лучу в зону лазерного реза 22 (фиг. 1). Кольцевая пластина 8 открывает канал 10 для подвода активного газа - кислорода (фиг. 1), а кольцевая пластина 9 закрывает канал 11 для подвода защитного газа - азота, аргона или гелия. Одновременно под действием избыточного давления в полости 12 наружного неподвижного корпуса 1, перемещение внутреннего подвижного корпуса 3 с цилиндрическим соплом 4 вниз происходит до тех пор, пока подвижный кронштейн 24, на котором закреплен подвижный корпус 3 (фиг. 1), не коснется ограничительного кольца 15, выполняющего роль упора. Сверхзвуковая струя, вдуваемая в зону лазерного реза 22 через сужающе-расширяющуюся насадку 16, удаляет образующийся расплав металла из узкого лазерного реза 22 (b=0,1-0,35 мм) с высокой эффективностью, что позволяет осуществлять режим резки металлов больших толщин до 40 мм с высокой скоростью резки, что приведет в целом к повышению производительности режима лазерной резки.
В режиме сверлении отверстий металлов от 1 мм до 40 мм процесс происходит аналогично режиму лазерной резки металлов от 1 мм до 40 мм, но при этом дополнительно необходима большая мощность лазерного излучения.
При переходе на режим сварки необходимо заменять сужающе-расширяющуюся съемную насадку 16 на сужающуюся съемную насадку 17 для сварки металлов толщиной от 1 мм до 10 мм. Отведя оптическую головку на свободное место от обрабатываемой детали 19, оператор производит специальным инструментом смену сужающе-расширяющейся съемной насадки 16 на сужающуюся съемную насадку 17. Съемные насадки 16, 17 фиксируются на цилиндрическом сопле 4. Движение внутреннего подвижного корпуса 3 с цилиндрическим соплом 4 направляется вверх (фиг. 2) для достижения необходимого увеличенного размера фокального пятна, при этом кольцевая пластина 9 открывает канал 11 для подвода защитного газа - азота, аргона или гелия, а кольцевая пластина 8 закрывает канал 10 для подвода активного газа - кислорода. На обрабатываемую деталь 19 (фиг. 2) подается защитный газ - азот, аргон или гелий через канал 11 наружного неподвижного корпуса 1 (фиг. 2), который поступает в полость 13. Защитный газ подается одновременно с лазерным лучом в зону сварного шва 23 и защищает его от брызг и воздействия окружающей среды (фиг. 2). В режиме сварки металлов толщиной от 1 мм до 10 мм интенсивность лазерного луча устанавливается в зависимости от выполняемого режима.
В результате экспериментов, проведенных в ПАО «КАИ-Лазер» были получены следующие показатели: шероховатость поверхности реза на титановых сплавах не выше 2…6 мкм, на нержавеющих и высоколегированных сталях не выше 10…28 мкм при ширине реза 0,1…0,35 мм, глубина зоны термического влияния не более 0,2 мм.
Технологические характеристики «Оптической головки для лазерной резки, сварки»:
Для сварки оптическая головка позволит обеспечить основные технологические показатели на оптимальном уровне: ширину сварного шва от 0,1 мм до 5 мм на металлах толщиной от 1 мм до 10 мм, зону термического влияния около сварного шва - от 0,015 мм до 0,15 мм.
Оптическая головка для лазерной резки, сварки позволит вести прецизионную сварку металлов толщиной от 1 мм до 10 мм, резку и сверление отверстий металлов толщиной от 1 мм до 40 мм с высокой производительностью, обеспечиваемой за счет изменения режимов в процессе обработки и смещением внутреннего подвижного корпуса 3 с цилиндрическим соплом 4 вверх или вниз до упора. Технологические газы (активный или защитные) в зону лазерного реза 22, сварки, сверления отверстий подают поочередно, в зависимости от требуемой операции.
Предлагаемая оптическая головка универсальная, позволяет вести следующие режимы: лазерную резку, сварку и сверление отверстий и быстро переустанавливать заданные режимы, что уменьшает энергозатраты, а также обеспечивает качество лазерного реза, прочность и надежность сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптическая головка для лазерной резки | 2021 |
|
RU2753066C1 |
| Универсальная лазерная оптическая головка | 2017 |
|
RU2646515C1 |
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| Лазерная оптическая головка | 2020 |
|
RU2741035C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| ОПТИЧЕСКАЯ ЛАЗЕРНАЯ ГОЛОВКА | 2014 |
|
RU2578885C2 |
| ЛАЗЕРНАЯ СВАРОЧНАЯ ГОЛОВКА И ПРОЦЕСС ЛАЗЕРНОЙ СВАРКИ | 2013 |
|
RU2659503C2 |
| Способ лазерной обработки материала (варианты) | 2015 |
|
RU2624568C2 |
Изобретение относится к оптической головке для обработки материалов лазерным лучом, а именно к процессам лазерной сварки, резки. Оптическая головка содержит наружный неподвижный корпус (1) и внутренний подвижный корпус (3). К внутреннему подвижному корпусу (3) прикреплено цилиндрическое сопло (4), которое перемещается вниз или вверх в зависимости от режима обработки с помощью механического или электрического привода (5). Фокусирующая линза (6) установлена в цилиндрическом сопле (4). На боковой поверхности цилиндрического сопла (4) выполнены сквозные отверстия (7), расположенные под фокусирующей линзой (6). По высоте наружного контура цилиндрического сопла (4) расположены кольцевые пластины (8) и (9), охватывающие его по окружности. Кольцевые пластины (8) и (9) одновременно перекрывают канал (10) активного или канал (11) защитного газов и соответственно открывают или закрывают канал (11) защитного или канал (10) активного газов. Перемещение кольцевых пластин (8) и (9) фиксируется ограничительными кольцами (15) до упора. 4 з.п. ф-лы, 8 ил.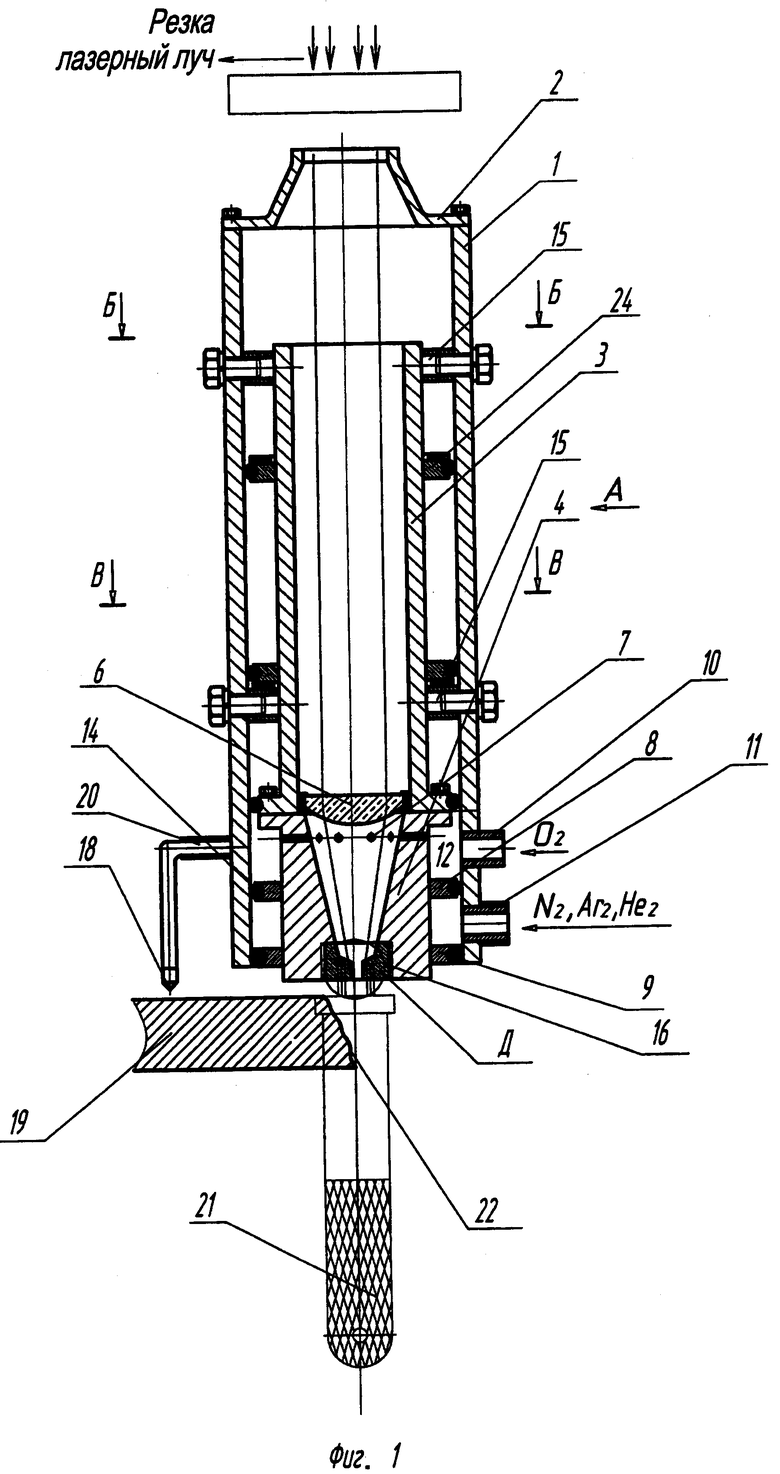
1. Оптическая головка для лазерной резки или сварки, содержащая наружный неподвижный корпус с каналами для подвода активного или защитного газов, внутри которого концентрично с зазором и с возможностью перемещения вдоль оси расположен внутренний подвижный корпус с соплом, фокусирующая линза, установленная в сопле, на боковой поверхности которого выполнены сквозные отверстия, расположенные под фокусирующей линзой, а на выходе сопла размещена съемная насадка, отличающаяся тем, что корпус сопла выполнен цилиндрическим, при этом по его высоте расположены две кольцевые пластины для перекрытия каналов подачи активного и защитного газов при перемещении, при этом на наружных торцевых поверхностях кольцевых пластин имеются уплотнительные манжеты с гладкой поверхностью, а между наружным неподвижным корпусом и внутренним подвижным корпусом имеются ограничительные кольца.
2. Оптическая головка по п. 1, отличающаяся тем, что съемная насадка выполнена сужающейся.
3. Оптическая головка по п. 1, отличающаяся тем, что съемная насадка выполнена сужающе-расширяющейся.
4. Оптическая головка по п. 1, отличающаяся тем, что манжеты выполнены уплотненной структуры с композитными подкладками, обеспечивающими оптимальное скольжение.
5. Оптическая головка по п. 1, отличающаяся тем, что в нижней части наружного неподвижного корпуса установлен емкостный датчик для определения расстояния между срезом цилиндрического сопла и обрабатываемой деталью.
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1787321C |
| ОПТИКО-ФОКУСИРУЮЩАЯ СИСТЕМА С НЕСООСНОЙ ФОКУСИРУЮЩЕЙ ОПТИКОЙ | 1997 |
|
RU2111100C1 |
| US 4724297 A, 09.02.1988 | |||
| СПОСОБ ОБНАРУЖЕНИЯ И КОРРЕКЦИИ ЛОЖНЫХ ИМПУЛЬСОВ ПРИ ПЕРЕДАЧЕ РЕЧИ МЕТОДОМ ИМПУЛЬСНО-КОДОВОЙ МОДУЛЯЦИИ | 2000 |
|
RU2191434C2 |
| DE 4016181 A, 21.11.1991. | |||

