Изобретение относится к области обработки материалов лазерным лучом, а именно к процессам лазерной сварки, резки, пробивки отверстий.
Известна оптическая головка для лазерной резки листового металла (патент RU №151792, МПК B23K 26/38, опубликованный 20.04.2015), в которой узел для перемещения фокусирующей системы вдоль оптической оси относительно телескопической системы выполнен в виде двух связанных между собой резьбовым соединением цилиндров разного диаметра с возможностью перемещения друг относительно друга вдоль оптической оси, при этом фокусирующая система установлена со стороны свободного торца цилиндра меньшего диаметра, а телескопическая система установлена со стороны свободного торца второго цилиндра большего диаметра, причем узел для одновременного перемещения вдоль оптической оси фокусирующей и телескопической системы выполнен в виде цилиндра с резьбой на внешней поверхности, при этом на внутренней поверхности корпуса оптической головки выполнена резьба, ответная резьбе указанного цилиндра, а сам цилиндр жестко закреплен на внешней стороне цилиндра с фокусирующей системой узла для перемещения фокусирующей системы вдоль оптической оси относительно телескопической системы.
Известна оптическая головка для лазерной обработки (патент RU №34427, МПК B23K 26/00, B23K 26/02, B23K 26/03, опубликованный 10.12.2003). Оптическая головка для лазерной обработки содержит устройства вывода лазерного излучения из оптического волокна, поворотное интерференционное зеркало, телескопическую систему, состоящую из отрицательного компонента и положительного компонента, фокусирующую систему, систему визуального наблюдения, включающую видеокамеру, оптически сопряженную поворотным интерференционным зеркалом с фокусирующей системой, и монитор. Для управления излучением между устройством вывода и поворотным зеркалом размещен оптический затвор. Телескопическая система установлена между устройством вывода лазерного излучения и фокусирующей системой, причем один из оптических элементов телескопической системы (например, оптический элемент) установлен с возможностью перемещения вдоль ее оптической оси. Устройство вывода излучения, поворотное интерференционное зеркало, телескопическая система, фокусирующая система, система визуального наблюдения расположены в едином корпусе (на фигуре не показан).
Известна оптическая лазерная головка (патент RU №2578885, МПК В23К 26/14, опубликованный 27.03.2016), ближайшая по технической сущности и принятая за прототип, содержащая наружное и внутреннее газовые сопла с каналами для подвода активного и защитного газов, установленные концентрично и с зазором, фокусирующую линзу, размещенную во внутреннем сопле, и сквозные отверстия, выполненные на боковой поверхности внутреннего сопла. Внутреннее сопло выполнено по типу сопла Лаваля, а фокусирующая линза размещена во внутреннем сопле с обеспечением базирования своей цилиндрической поверхностью по цилиндрической поверхности внутреннего сопла с возможностью перемещения вдоль оси, при этом канал для подвода активного газа к внутреннему соплу расположен между фокусирующей линзой и соплом Лаваля, а сквозные отверстия во внутреннем сопле расположены над линзой. Оптическая лазерная головка снабжена фиксаторами с возможностью ограничения движения фокусирующей линзы вдоль оси, расположенными ниже сквозных отверстий и выше нижнего канала подвода технологического газа.
Однако известное устройство не обеспечивает достаточную точность обработки материалов за счет поршневого перемещения сопла, смены специализированных оптических головок для выполнения различных технологических операций (резки, сварки, пробивки отверстий). Это приводит к потере времени, малой точности и простою оборудования на время его переоснастки.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении точности обработки, экономичности, универсальности лазерной головки.
Технический результат достигается тем, что в универсальной лазерной оптической головке, содержащей наружное и внутреннее сопла с каналами для подвода активного и защитного газов, установленные концентрично и с зазором, фокусирующую линзу, размещенную во внутреннем сопле, сквозные отверстия, выполненные на боковой поверхности внутреннего сопла вблизи фокусирующей линзы, новым является то, что внутренний корпус головки перемещается зубчатым сцеплением, посредством зубчатой рейки, установленной на корпусе сопла и вал-шестерни, установленной на кронштейне, закрепленной на наружном неподвижном корпусе, и связанной с электрическим приводом, кроме того, в нижней части наружного неподвижного корпуса установлен емкостной датчик для установки и контроля размера между срезом сопла и обрабатываемой деталью, на выходе сопла имеется съемная насадка с сужающе-расширяющимся каналом на выходе.
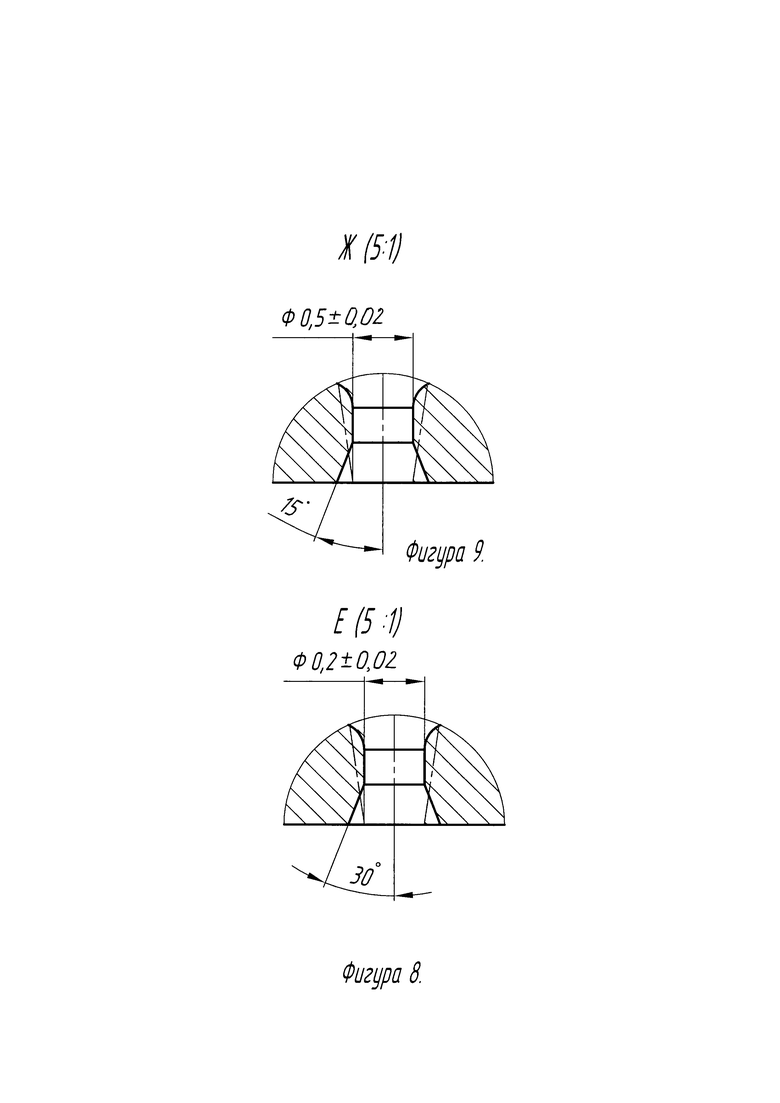
Для режимов резки, сварки, пробивки отверстий металлов до 20 мм используется съемная насадка, которая имеет диаметр в узком сечении 0,2±0,02 мм и угол расширения 30°.
Для режима резки металлов от 20 мм до 40 мм используется съемная насадка, которая имеет диаметр в узком сечении 0,5±0,02 мм и угол расширения 15°.
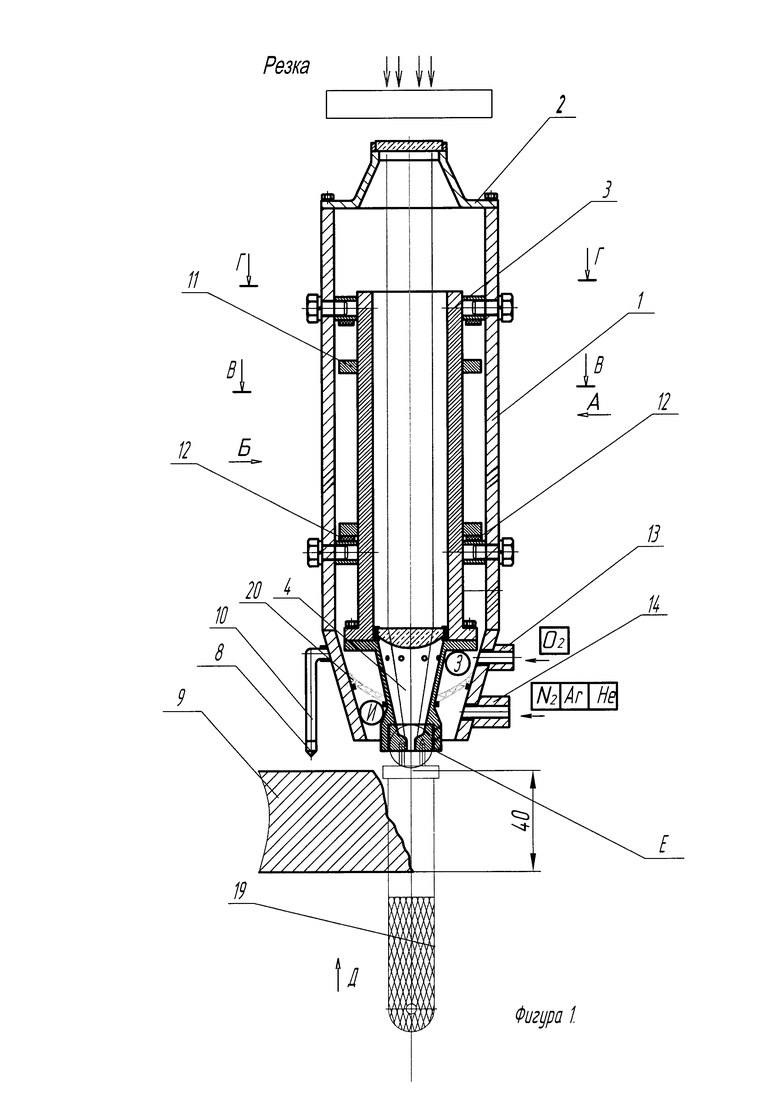
На фиг. 1 представлено продольное сечение универсальной лазерной оптической головки в режиме резки и пробивки отверстий.
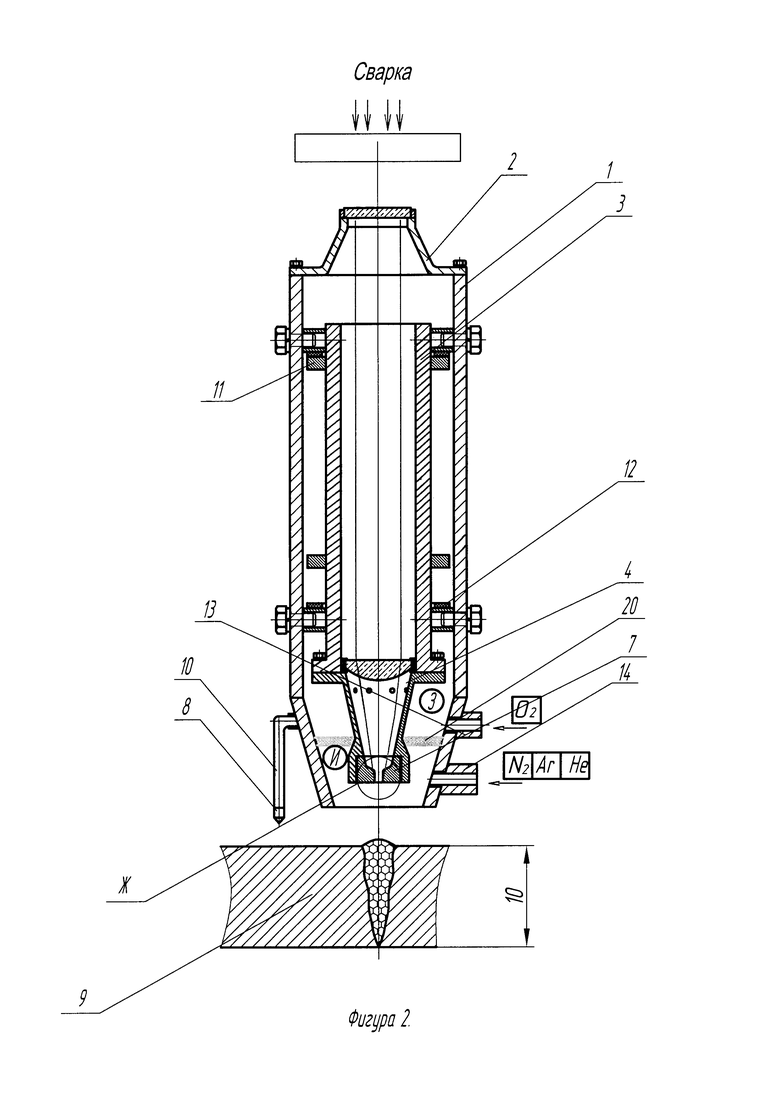
На фиг. 2 показано продольное сечение универсальной лазерной оптической головки в режиме сварки.
На фиг. 3 представлен вид А фиг. 1.
На фиг. 4 представлен вид Б фиг. 1.
На фиг. 5 представлен разрез В-В фиг. 1.
На фиг. 6 представлен разрез Г-Г фиг. 1.
На фиг. 7 представлен вид Д фиг. 1.
На фиг. 8 представлен увеличенный вид Е фиг. 1 съемной насадки в режиме резки, сварки, пробивки отверстий металлов толщиной до 20 мм.
На фиг. 9 представлен увеличенный вид Ж фиг. 2 съемной насадки в режиме резки металлов толщиной от 20 мм до 40 мм.
Универсальная лазерная оптическая головка содержит наружный неподвижный корпус 1, который снабжен крышкой 2 (фиг. 1 и фиг. 2). Внутри наружного неподвижного корпуса 1 расположен внутренний подвижный корпус 3 с прикрепленным соплом 4, который перемещается с помощью зубчатой передачи: вал-шестерни 5 (фиг. 6) - зубчатой рейки 6 (фиг. 4). В сопло 4 крепится съемная насадка 7, которая для режимов резки, сварки, пробивки отверстий металлов толщиной до 20 мм имеет диаметр в узком сечении 0,2±0,02 мм и угол расширения 30°. Для режима резки металлов толщиной от 20 мм до 40 мм используется съемная насадка 7, которая имеет диаметр в узком сечении 0,5±0,02 мм и угол расширения 15°, служащая для увеличения скорости струи. Эта особенность при резке дозвуковой скоростью позволит одновременно очищать место обработки металлов от шлаков и улучшать качество обработки. На наружном неподвижным корпусе 1 жестко закреплен емкостной датчик 8 контроля размера между срезом сопла 4 и обрабатываемой деталью 9, который устанавливается на кронштейн датчика 10 в нижней части наружного неподвижного корпуса 1. В сопло 4 (фиг. 2) во время сварки подается защитный инертный газ - азот, аргон или гелий через наружный неподвижный корпус 1. Кронштейны 11 (фиг. 1, 2) служат опорой при установке универсальной лазерной оптической головки в нижнем положении (в режимах резки, пробивки отверстии) и в верхнем положении (в режиме сварки). Прокладки 12 служат для герметизации (для непрохождения газов). В универсальную лазерную оптическую головку, в зависимости от требуемой операции, через штуцера 13, 14 наружного неподвижного корпуса 1 поступают активный или инертные газы. На фигуре 3 представлен ведомый шкив 15, передающий вращение вал-шестерни, кронштейн механизма 16 и съемная направляющая 17. Съемная направляющая 17 служит для установки вал-шестерни 5 в кронштейн механизма 16. Ведомый шкив 15 передает вращение от двигателя через ведущий шкив (на фигуре не показан) на вал-шестерню 5. На фигуре 4 представлена зубчатая рейка 6, служащая для передачи движения внутреннему подвижному корпусу 3 с соплом 4. Зубчатая рейка 6 крепится к внутреннему подвижному корпусу 3 при помощи сварки. На фигуре 5 представлено кольцо 18, которое служит опорой на наружном неподвижном корпусе 1 и крепится болтами к нему. К кольцу крепятся прокладки 12. На фигуре 6 представлена вал-шестерня 5, которая служит для передачи движения внутреннему подвижному корпусу 3 с соплом 4. На фигуре 7 представлена съемная насадка 7, где показано отверстие под ключ 19 для вставки съемной насадки 7. В нижней части сопла 4 устанавливается мембрана 20, необходимая для предотвращения утечки газов. Мембрана 20 прикреплена уплотнителями к внутренней поверхности наружного корпуса 1 и внешней поверхности сопла 4.
Универсальная лазерная оптическая головка в комплекте с лазерными технологическими комплексами позволит обеспечить основные технологические показатели для резки и пробивки отверстий на оптимальном уровне: шероховатость поверхности реза на титановых сплавах не выше 2…6 мкм, на нержавеющих и высоколегированных сталях не выше 10…15 мкм при ширине реза 0,1…0,25 мм, глубину зоны термического влияния не более 0,2 мм.
Для сварки универсальная лазерная оптическая головка позволит обеспечить основные технологические показатели на оптимальном уровне: ширину сварочного шва получают от 0,4 мм до 5 мм на металлах толщиной от 1 мм до 20 мм, зону термического влияния - от 0,015 мм до 0,3 мм.
Универсальная лазерная оптическая головка позволяет вести прецизионную сварку, резку и пробивку отверстий с высокой производительностью, обеспечиваемой за счет изменения режимов в процессе обработки. Технологические газы (активный и инертные) в зону обработки подают поочередно, в зависимости от требуемой операции.
Данная установка позволяет вести следующие операции: сварку, резку и пробивку отверстий.
При лазерной резке в зону обработки через верхний штуцер 13 вначале подают активный газ в наружный неподвижный корпус 1 универсальной лазерной оптической головки. При резке подают инертный газ в наружный неподвижный корпус 1 отверстия через нижний штуцер 13. Инертный газ поступает коаксиально лазерному лучу в зону реза. Перемещение сопла вниз происходит до тех пор, пока бурт сопла не коснется ограничительного упора.
Для выполнения лазерной сварки производится подача нейтрального газа в нижний штуцер 14, интенсивность лазерного излучения устанавливается в зависимости от выполняемой операции путем перемещения фокусирующей линзы механическим подъемником. При режиме сварки по нижнему штуцеру 14 подают защитный инертный газ - N2, Ar2 или Не2, который создает объем И. Через наружный неподвижный корпус 1 газ поступает в зону сварки. Одновременно в нижний штуцер 14 в объем И наружного неподвижного корпуса 1 подают защитный инертный газ на сварочный шов.
При пробивке отверстий необходима большая плотность лазерного излучения порядка 107 Вт/м2.
При режиме резки, сварки и пробивки отверстий листового металла толщиной от 20 мм до 40 мм применяется съемная насадка 7 с сужающе-расширяющимся к низу профилем канала реза, конструктивно выполненная с расширяющимся к низу профилем канала реза, что позволяет получить сверхзвуковые скорости на выходе. Вдув сверхзвуковых струй в зону обработки позволяет производить с высокой эффективностью удаление образующегося расплава металла из узкого лазерного реза (b=01-04 мм), что позволяет вести обработку (резку) материалов больших толщин (h=20-40 мм) с высокой скоростью резки, что ведет в целом к повышению производительности процесса лазерной обработки металлов.
В режиме резки и пробивки отверстий мембрана 20 изгибается вниз за счет образования объема 3 (полость газов для резки) при подаче активного газа (кислорода) через верхний штуцер 13. В режиме сварки мембрана 20 выпрямляется за счет образования объема И (полость газов для сварки) при подаче нейтрального газа (азота, аргона или гелия) через нижний штуцер 14.
При выполнении технологических режимов: лазерной резки или пробивки отверстий в штуцер 13 подается технологический активный газ, например кислород, и при механическом перемещении с помощью зубчатой рейки фокусирующая линза перемещается вверх (фиг. 1), уменьшая размер пятна лазерного пучка до оптимальных параметров, необходимых для выполнения технологических режимов. При выполнении технологического режима - лазерной сварки - в штуцер 14 подается технологический инертный газ, например азот, аргон или гелий, при механическом перемещении с помощью зубчатой рейки сопло 4 перемещается вниз (фиг. 2), увеличивая размер пятна лазерного пучка до оптимальных параметров, необходимых для выполнения технологического режима.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптическая головка для лазерной резки, сварки | 2019 |
|
RU2727392C1 |
| Универсальная лазерная оптическая головка | 2017 |
|
RU2646515C1 |
| Оптическая головка для лазерной резки | 2021 |
|
RU2753066C1 |
| Лазерная оптическая головка | 2020 |
|
RU2741035C1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| ОПТИЧЕСКАЯ ЛАЗЕРНАЯ ГОЛОВКА | 2014 |
|
RU2578885C2 |
| Способ лазерной обработки материала (варианты) | 2015 |
|
RU2624568C2 |
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |

Изобретение относится к области обработки материалов лазерным лучом, а именно к лазерной оптической головке. Лазерная оптическая головка содержит наружный неподвижный корпус (1) и внутренний подвижный корпус (3) с соплом (4). Перемещение корпуса (3) осуществляется посредством зубчатой рейки (6), установленной на внутреннем подвижном корпусе (3), и вал-шестерни (5), установленной на кронштейне механизма (16). Упомянутый механизм (16) закреплен на наружном неподвижном корпусе (1) и связан с электрическим приводом. В нижней части наружного неподвижного корпуса (1) установлен емкостной датчик (8) для установки и контроля размера между срезом сопла и обрабатываемой деталью (9). На выходе сопла имеется съемная насадка (7) с сужающе-расширяющимся каналом на выходе. Для режимов резки, сварки, пробивки отверстий используется съемная насадка (7), которая имеет диаметр в узком сечении 0,2±0,02 мм и угол расширения 30°. Для режима резки металлов от 20 мм до 40 мм используется съемная насадка (7), которая имеет диаметр в узком сечении 0,5±0,02 мм и угол расширения 15°. В результате достигается повышение точности обработки, экономичность и универсальность головки. 2 з.п. ф-лы, 9 ил.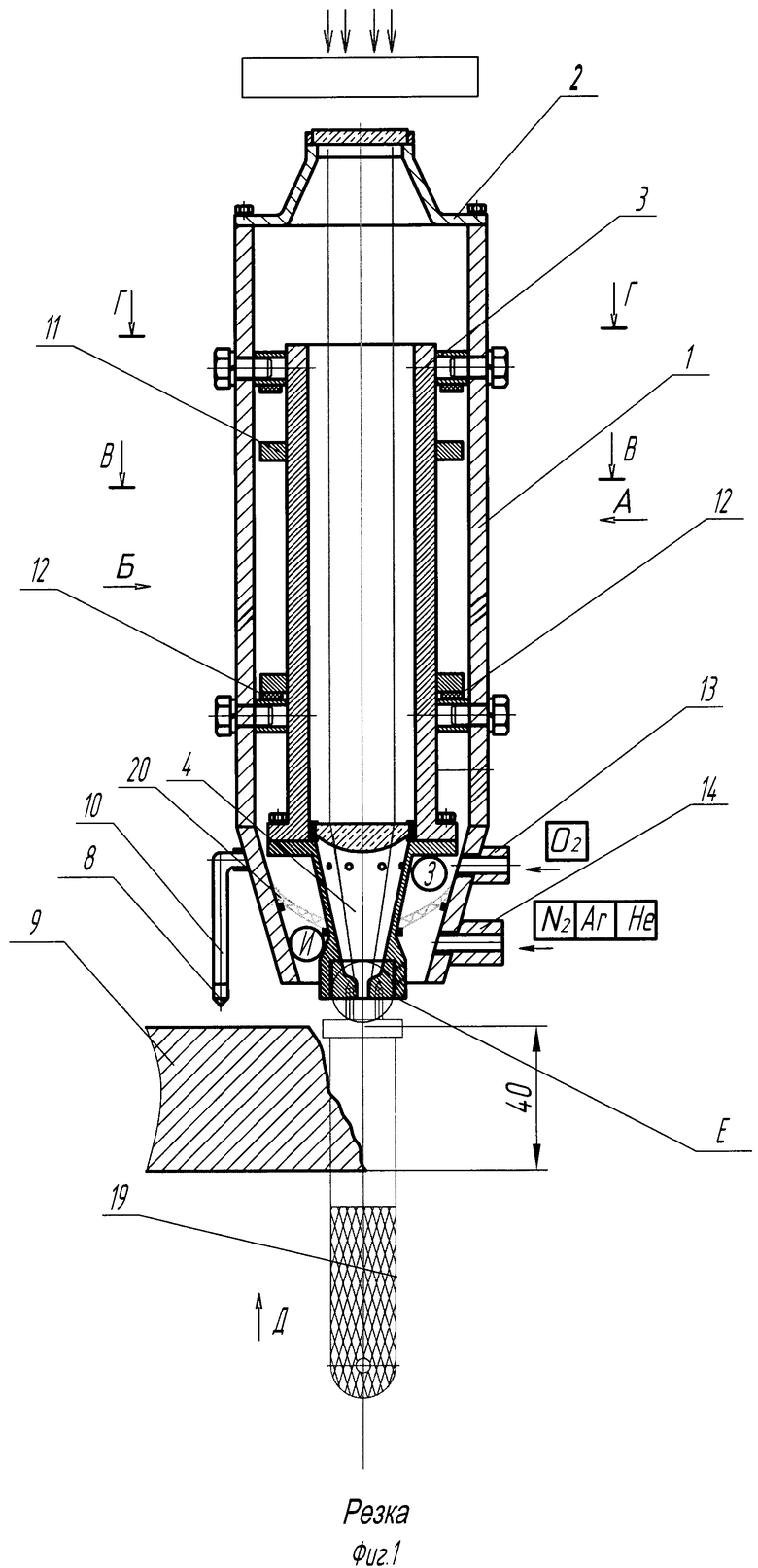
1. Лазерная оптическая головка, содержащая наружный неподвижный корпус с каналами для подвода активного или пассивного газов, внутри которого концентрично и с зазором расположен внутренний подвижный корпус с соплом, фокусирующую линзу, установленную цилиндрической поверхностью по цилиндрической поверхности внутреннего сопла с возможностью перемещения вдоль оси, при этом канал для подвода активного газа к внутреннему соплу расположен между фокусирующей линзой и соплом, а на боковой поверхности внутреннего сопла выполнены сквозные отверстия, расположенные над линзой, отличающаяся тем, что внутренний подвижный корпус с соплом установлен в неподвижном наружном корпусе с возможностью перемещения посредством зубчатой передачи, выполненной в виде зубчатой рейки, установленной на внутреннем корпусе, и вал-шестерни, установленной на кронштейне, закрепленном на наружном неподвижном корпусе и связанном с электрическим приводом, причем в нижней части наружного неподвижного корпуса установлен емкостной датчик для установки и контроля размера между срезом сопла и обрабатываемой деталью, а на выходе сопла размещена съемная насадка с сужающе-расширяющимся каналом на выходе.
2. Лазерная оптическая головка по п. 1, отличающаяся тем, что для обеспечения резки, сварки или пробивки отверстий съемная насадка выполнена с диаметром в узком сечении 0,2±0,02 мм и с углом расширения 30°.
3. Лазерная оптическая головка по п. 1, отличающаяся тем, что для обеспечения резки металлов от 20 мм до 40 мм съемная насадка выполнена диаметром в узком сечении 0,5±0,02 мм и углом расширения 15°.
| ОПТИЧЕСКАЯ ЛАЗЕРНАЯ ГОЛОВКА | 2014 |
|
RU2578885C2 |
| СПОСОБ РЕЗКИ ТОЛСТЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2007 |
|
RU2350445C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1787321C |
| СПОСОБ ПОДДЕРЖАНИЯ ЗАДАННОГО РАССТОЯНИЯ МЕЖДУ СОПЛОМ И ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2320463C2 |
| ОПТИКО-ФОКУСИРУЮЩАЯ СИСТЕМА С НЕСООСНОЙ ФОКУСИРУЮЩЕЙ ОПТИКОЙ | 1997 |
|
RU2111100C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА (ВАРИАНТЫ) | 2007 |
|
RU2368473C2 |

