Предлагаемое изобретение относится к строительным и железобетонным конструкциям и их армированию.
Известна горячекатаная стержневая арматура периодического профиля, сталь легированная 35ГС, 25Г2С, 30ХГ2С. Эту арматуру снабжают гребнями (рифами) для увеличения сцепления ее с бетоном [1, с.36], [2, с.102], причем гребни образуют прокатом в горячем состоянии в продольном направлении. Известна также жесткая арматура из прокатных элементов и применение ее в монолитных конструкциях.
Примем известную арматуру за прототип. Недостаток прототипа заключается в том, что для стыковки арматуры приходится использовать ручную сварку, то есть процесс не технологичен. Процесс ручной стыковки арматурных каркасов имеет повышенную трудоемкость, и на строительной площадке автоматизация этого процесса осложнена. В зимних условиях ручная сварка значительно снижает качество и надежность соединений и, следовательно, всего сооружения. Арматура имеет избыточную гибкость, что сдерживает ее применение как жесткой, для поддерживания подвесной опалубки.
Известен патент: «Способ производства арматурного проката» RU 2306989 С2. В этом патенте описан способ производства арматурного проката, включающий многопроходное обжатие полосы в системе вытяжных калибров «овал-круг» с формированием в предчистовом проходе профиля в виде овала с вогнутыми длинными сторонами, в чистовом - профиля с винтовыми выступами, отличающийся тем, что отношение высоты овала к его ширине составляет 2,3…2,5, в чистовом проходе формируют профиль в виде двух симметричных дуг одной окружности с радиусом, равным радиусу при вершине овала, сопряженных между собой прямолинейными участками, причем в чистовом проходе полосу обжимают с вытяжкой 1,3…1,5.
На трех рисунках четко показано, что сечение не круглое и имеет прямолинейные участки, где выступов нет. В патенте RU 2306989 осуществляют продольную прокатку. Винтовые выступы прерываются с двух сторон прямолинейными участками сечения, что ослабляет работу винтового соединения при растяжении.
Известен патент: «Способ производства арматурного профиля» RU 2346991 С2. В изобретении и в его формуле приведены интервалы изменения химического состава: углерода 0.14-0.26%; кремния 0.05-0.30%; марганца не более 1.0%; хрома не более 0.3%;
никеля не более 0.3%; меди не более 0.4%; вредных примесей: серы не более 0.050%; фосфора не более 0.040%; азота не более 0.012%; железо - остальное. В патенте RU 234699 осуществляют продольную прокатку.
Известен патент на полезную модель RU 6714040 U1, который показывает эффективность применения трубчатых арматурных профилей.
Анализ этих источников информации показывает, что в них прокатку выполняют на стане продольной прокатки.
В нашем случае винтовую арматуру прокатывают трубчатого профиля, причем ее гребни накатывают (обкатывают) в горячем состоянии поперечной накаткой по правой или левой винтовой спирали однозаходной или многозаходной.
Очевидно, что надежность и технологичность соединений легко повысить при соединении арматуры гайками. Следовательно, гребни на поверхности трубчатых заготовок следует накатывать поперечной накаткой по винтовой спирали, а не хаотично.
Увеличивая внешнюю поверхность арматуры, контактирующей с бетоном, увеличиваем сцепление арматуры с бетоном и, следовательно, ее анкеровку. Также очевидно, что при увеличении диаметра арматуры, без увеличения площади поперечного сечения, увеличивается несущая способность арматуры при работе ее на сжатие и изгиб. Следовательно, для улучшения характеристик армированных железобетонных конструкций следует прокатывать арматуру из трубчатых заготовок с полостью внутри.
Кроме того, при возникновении пожара и повышении температуры арматуры до 600°С модуль упругости стальной арматуры стремится к нулю и происходит обрушение конструкции. Если же арматуру выполнить трубчатого профиля, то арматуру легко охладить прокачкой сквозь нее воды и тем самым исключить возможность обрушения конструкции при пожаре.
Кроме того, выполнение арматуры трубчатого профиля с гребнями, накатанными поперечной накаткой в горячем состоянии по правой или левой винтовой спирали однозаходной или многозаходной - расширяет область применения ее для анкерных болтов колонн, станков и так далее.
Техническая задача изобретения - увеличение сцепления арматуры увеличением поверхности ее контакта с бетоном, увеличение несущей способности арматуры при работе на сжатие, увеличение технологичности стыкования и надежности стыков арматуры, повышение огнестойкости конструкции и расширения области применения.
Техническая задача по способу прокатки арматуры периодического профиля легированной стальной 35ГС, 25Г2С, 30ХГ2С для железобетонных конструкций и снабжения ее гребнями (рифами) решена следующим образом.
Отличие в том, что арматуру прокатывают трубчатого профиля. Причем гребни на ее поверхности накатывают (обкатывают) в горячем состоянии поперечной накаткой по правой или левой винтовой спирали однозаходной или многозаходной.
Повышение огнестойкости железобетонной конструкции, в случае возникновения пожара, достигают прокачкой воды через трубчатую арматуру. Сигнал на прокачку воды охлаждения поступает от датчиков температуры внутри помещения.
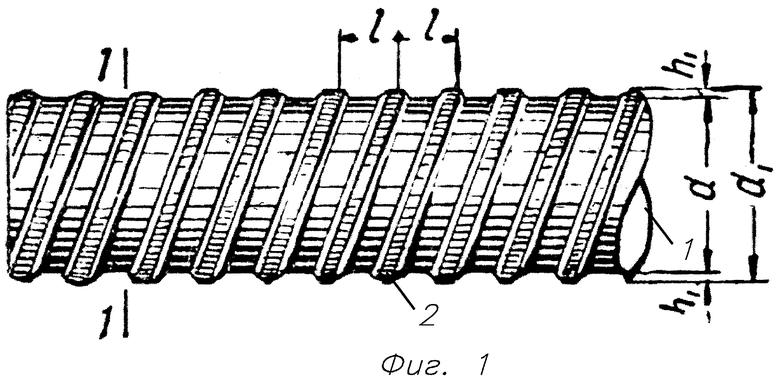
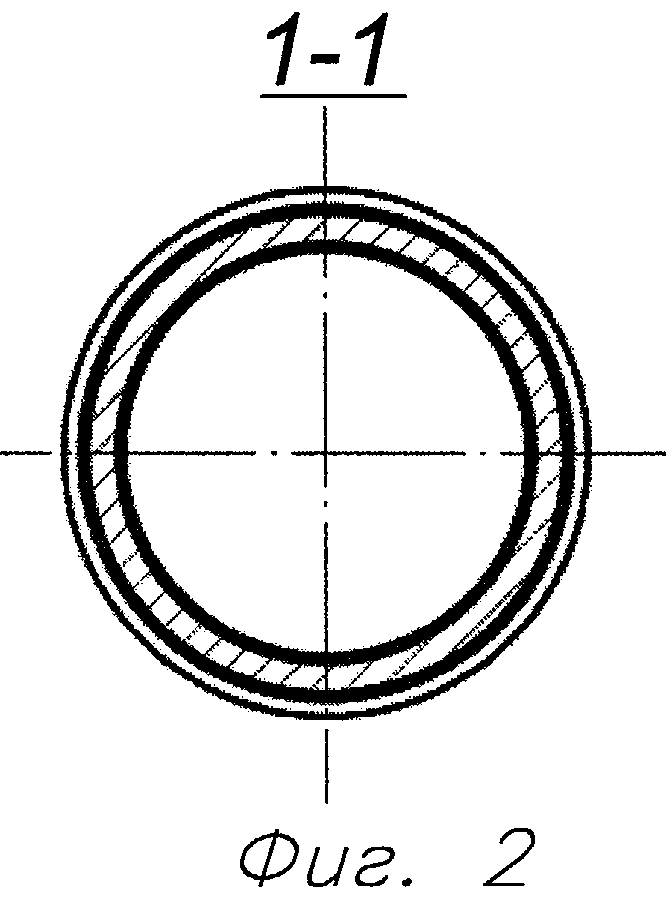
На фиг.1 показана горячекатаная трубчатого профиля арматура периодического профиля с правой или левой винтовой спиралью однозаходной или многозаходной; на фиг.2 - поперечный разрез ее.
Горячекатаная трубчатого профиля арматура 1 содержит внешние гребни 2, которые прокатывают поперечной накаткой в горячем состоянии по правой или левой винтовой спирали однозаходной или многозаходной.
Например, при замене стержневой арматуры диаметром ⌀60 мм, эквивалентной по площади сечения трубчатого профиля, момент инерции при изгибе увеличивается в 16,56 раза!
Сопоставление с аналогом [1, с.36] показывает следующие существенные отличия:
- горячекатаную арматуру периодического профиля легированную стальную 35ГС, 25Г2С, 30ХГ2С снабжают гребнями по правой или левой винтовой спирали однозаходной или многозаходной. Арматуру прокатывают трубчатого профиля, причем ее гребни накатывают (обкатывают) поперечной накаткой в горячем состоянии;
- сцепление арматуры увеличено пропорционально увеличению поверхности ее контакта с бетоном, то есть ≈ в 3 раза;
- несущая способность арматуры при работе на сжатие увеличена пропорционально уменьшению ее гибкости, а радиус инерции увеличился ≈в 3,37 раза;
- технологичность стыкования и надежность стыков арматуры увеличена, так как применены болтовые соединения с высоким ресурсом [5, с.138];
- повышена огнестойкость конструкции и расширена область применения новой трубчатого профиля арматуры с гребнями, накатанными поперечной накаткой по правой или левой винтовой спирали однозаходной или многозаходной.
Источники информации
1. Железобетонные конструкции. Общий курс / В.Н.Байков, Э.Е.Сигалов. - М.: Стройиздат, 1991, 767 с.
2. Железобетонные и каменные конструкции: Учебник для строительных специальностей вузов / В.М.Бондаренко, В.Г.Назаренко, В.И.Римшин; под редакцией В.М.Бондаренко - М.: Высшая школа, 2007, 887 с.
3. Большой энциклопедический словарь (БЭС). Главный редактор A.M.Прохоров. - М.: Научное издательство «БОЛЬШАЯ РОССИЙСКАЯ ЭНЦИКЛОПЕДИЯ», 1998, 1456 с.
4. Нежданов К.К, Туманов В.А., Нежданов А.К. Анкерное устройство. Патент России №2228405. Е02D 27/50, Е04В 1/38. Бюл. №.13. 10.05.2004.
5. Справочник по кранам: в 2 т.Т. I. Характеристики материалов и нагрузок. Основы расчета кранов, их приводов и металлических конструкций // В.И.Брауде, М.М.Гохберг, И.Е.Звягин и др.: Ред. М.М.Гохберг - М.: Машиностроение, 1988, 536 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРМИРОВАНИЯ МОНОЛИТНЫХ И СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2716182C1 |
| СПОСОБ ЖЁСТКОГО СОЕДИНЕНИЯ САМОНАПРЯГАЮЩЕЙСЯ СТАЛЕТРУБОБЕТОННОЙ КОЛОННЫ, НЕ ИМЕЮЩЕЙ БАЗЫ, С ЖЕЛЕЗОБЕТОННЫМ ФУНДАМЕНТОМ | 2014 |
|
RU2581063C2 |
| СПОСОБ ПОВЫШЕНИЯ ТЕХНИЧЕСКОГО РЕСУРСА И СТОЙКОСТИ СТЕРЖНЕВОЙ И ТРУБЧАТОЙ АРМАТУРЫ | 2014 |
|
RU2573304C9 |
| СПОСОБ УПРОЧНЕНИЯ И ФОРМИРОВАНИЯ ВИНТОВОГО АРМАТУРНОГО СТЕРЖНЯ | 2016 |
|
RU2640705C1 |
| Жёсткое зубчатое соединение двухветвевых колонн с фундаментами | 2018 |
|
RU2687830C1 |
| СПОСОБ СООРУЖЕНИЯ МОНОЛИТНОГО ЖЕЛЕЗОБЕТОННОГО ФУНДАМЕНТА С ТОЧНЫМ РАСПОЛОЖЕНИЕМ АНКЕРНЫХ АРМАТУРНЫХ СТЕРЖНЕЙ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С ЛЮБЫМ РЕЛЬЕФОМ ПОВЕРХНОСТИ | 2014 |
|
RU2583381C2 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ ВОЗВЕДЕНИЯ КАРКАСА СООРУЖЕНИЯ | 2011 |
|
RU2495987C2 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2001 |
|
RU2201818C1 |
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
| СПОСОБ ФОРМИРОВАНИЯ СБОРНОГО АМОРТИЗИРУЮЩЕГО РЕЛЬСА | 2013 |
|
RU2552584C2 |
Изобретение относится к строительным железобетонным конструкциям и их армированию. Для увеличения сцепления арматуры с бетоном, ее несущей способности при работе на сжатие, повышения огнестойкости конструкций осуществляют прокатку арматуры периодического профиля из легированной стали 25Г2С, 30ХГ2С, 35ГС для железобетонных конструкций из трубчатой заготовки и накатку гребней на ее поверхности в виде рифов, при этом гребни накатывают в горячем состоянии поперечной накаткой по правой или левой однозаходной или многозаходной винтовой спирали. 1 табл., 2 ил.
Способ прокатки арматуры периодического профиля из легированной стали 25Г2С, 30ХГ2С, 35ГС для железобетонных конструкций, включающий горячую прокатку арматуры из трубчатой заготовки и накатку гребней на ее поверхности в виде рифов, при этом гребни накатывают в горячем состоянии поперечной накаткой по правой или левой однозаходной или многозаходной винтовой спирали.
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| Аппарат для получения глиоксиловой кислоты | 1945 |
|
SU67140A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ | 2007 |
|
RU2346991C2 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2001 |
|
RU2201818C1 |

