Область техники
Изобретение относится к способу нанесения покрытий на металлические изделия, имеющие большие поверхностные зоны, посредством абляции ультракороткими лазерными импульсами. Изобретение относится также к изделиям, изготовленным данным способом. Изобретение обеспечивает ряд преимуществ, включая высокую производительность, отличное качество покрытия и низкие производственные расходы.
Уровень техники
Металлические изделия
Со времен бронзового века металлы и изготовленные из них изделия играли в жизни человечества очень важную роль. Несмотря на то, что металлы обладают отличными физическими и химическими свойствами и износостойкостью, с ними все еще связано много проблем. Часть из этих проблем удалось решить улучшением физических и химических свойств металлических изделий путем изменения структуры металлического материала (применением сплавов и композитов). В то же время попытки решить проблемы, ассоциируемые с поверхностными свойствами, оказались не столь успешными.
Проблемы в отношении поверхностных свойств металлических изделий связаны, в основном, со стойкостью к коррозии и износу, с трибологическими свойствами, термостойкостью с использованием металлических изделий в строительстве, а также для других внутренних и наружных применений.
Как следствие непрерывного роста использования металлических изделий не только в наружных сооружениях, но также во внутренних помещениях, особое внимание уделяется возможности их чистки (мытья).
Металлические изделия, как правило, имеют крупные поверхности. Так, тонкие листы для строительства и для использования внутри помещений изготавливаются, в частности, с размерами 1200 мм ×1500 мм и доставляются заказчику в виде плоских листов или рулонов. Чтобы защитить изделие и тем самым увеличить срок его службы, обычно просто наносят покрытие окрашиванием или с применением электролитического метода. Например, изделия из алюминия подвергают элоксированию, т.е. электролитическому оксидированию, с использованием щавелевой или, в последнее время, серной кислоты. Металлические изделия из меди и различных медных сплавов, например латуни, предназначенные для использования внутри помещений, специально окисляют, используя природные свойства этих материалов. Утечка оксидов меди или некоторых других металлов, представляющих потенциальную опасность для экологии, является нежелательной. Данная проблема должна решаться нанесением защитного покрытия, которое одновременно позволит сохранить декоративный эффект, создаваемый названными металлами.
В настоящее время возрастает спрос на изделия, имеющие "металлический вид". Как следствие, необходимо предотвращать окисление поверхности металлического изделия без утраты исходного металлического декоративного эффекта, особенно на меди, бронзе и нержавеющей стали.
В последние годы к проблеме очистки видимых частей наружных сооружений и объектов во внутренних помещениях начали привлекать нанотехнологию. Наночастицы из диоксида титана, будучи активированными ультрафиолетовым (УФ) излучением, обладают свойствами самоочищения путем разрушения органического материала в результате реакции с водой под действием УФ излучения. Благодаря эффекту очищения в сочетании с прозрачностью такая технология обычно реализуется на стекле (особенно на окнах) и, в меньшей степени, на бетонных изделиях. Вследствие плохой адгезии подобных частиц к металлу данная технология не получила широкого применения по отношению к металлическим изделиям. Кроме того, распределение частиц не обеспечивает однородных слоев, образующих самоочищающиеся поверхности.
Поскольку представляется затруднительным нанести покрытия на химические реакторы и трубы, а также на любые металлические изделия, контактирующие с реагентами, вызывающими коррозию, химические реакторы и трубы, а также любые металлические изделия, вступающие в контакт с вызывающими коррозию реагентами или находящиеся в иных опасных или способствующих износу средах, необходимо, как правило, изготавливать из специальных дорогостоящих металлов, таких как титан или различные титановые сплавы.
Известно несколько подходов к решению проблем, ассоциирующихся с нанесением покрытий на металлические изделия. Среди относительно новых и наиболее совершенных методов можно назвать химическое и физическое осаждение из паровой фазы, соответственно CVD (Chemical Vapor Deposition) и PVD (Physical Vapor Deposition). Одним из новейших способов формирования покрытий/тонких пленок является холодная абляция, позволяющая наносить покрытия только на очень маленькие изделия при высоком вакууме, при большой длительности процесса нанесения и при нанесении покрытия на дискретные партии изделий.
Лазерная абляция
В недавние годы значительное совершенствование лазерной технологии обеспечило средства для создания высокоэффективных лазерных систем, основанных на использовании полупроводниковых волокон и обеспечивающих существенный прогресс методов так называемой холодной абляции.
На дату приоритета настоящего изобретения конкуренцию полупроводниковому лазеру с ламповой накачкой составляет только аналогичный лазер со светодиодной накачкой, причем в обоих лазерах лазерный пучок сначала вводится в оптическое волокно, а затем подается на мишень. Такие волоконные лазерные системы являются единственными применяемыми для лазерной абляции в промышленном масштабе.
Малый опыт применения новых волокон для волоконных лазеров и низкая мощность излучения таких лазеров, видимо, ограничивают выбор материалов, пригодных в качестве мишеней для испарения/абляции. В то время как испарение/абляция алюминия может быть облегчена в случае малой импульсной мощности, материалы, более сложные для проведения испарения/абляции, такие как медь, вольфрам и др., требуют более высокой импульсной мощности. Это относится и к ситуации, когда известные технологии желательно расширить на новые представляющие интерес химические вещества. В качестве примеров можно привести, в частности, изготовление алмазов непосредственно из углерода (графита) или изделий из оксида алюминия непосредственно из алюминия и кислорода посредством соответствующей реакции в паровой фазе в условиях, соответствующих завершению лазерной абляции.
Одним из наиболее значительных препятствий для дальнейшего развития лазерно-волоконных технологий представляется ограниченная способность волокон выдерживать мощные лазерные импульсы без разрушения волокна или без ухудшения качества лазерного пучка.
При применении новых вариантов холодной абляции делались попытки решить проблемы, связанные с качеством и производительностью при изготовлении покрытий, тонкопленочных изделий, а также с резкой, прорезанием, гравированием и т.п., путем ввода в волокно лазерного излучения повышенной мощности и уменьшения сечения лазерного пучка на мишени. Однако данное повышение мощности привело, в основном, лишь к повышению уровня шумов. Проблемы, связанные с качеством покрытий и производительностью их нанесения, сохраняются несмотря на то, что некоторым производителям лазеров удалось преодолеть трудности, связанные с повышением мощности лазеров. Репрезентативные образцы покрытий/тонких пленок, а также операции резки/гравирования/вырезания и др. были продемонстрированы только для низких частот следования импульсов, узких интервалов сканирования и длительностей обработки, непригодных для промышленных применений, особенно для крупных изделий.
При постоянной энергии, заключенной в импульсе, его мощность возрастает при сокращении его длительности; однако по мере сокращения длительности имеет место обострение проблем. Это обострение имеет место даже в случае наносекундных лазеров (которые, правда, не используются как таковые при осуществлении холодной абляции).
Дальнейшее уменьшение длительности импульсов до фемто- или даже аттосекундного диапазона делает рассмотренную проблему практически неразрешимой. Так, в пикосекундной лазерной системе с длительностью импульса 10-15 пс энергия импульса для лазера мощностью 100 Вт и частотой следования импульсов 20 МГц должна составлять 5 мкДж для пятна (зоны) с линейным размером 10-30 мкм. По имеющимся данным, волокна, способного выдерживать подобные импульсы, на дату приоритета настоящего изобретения не было известно.
Производительность при этом пропорциональна частоте следования (повторения) импульсов. С одной стороны, в известных сканерах, использующих зеркальные пленки (гальваносканерах, или сканерах с колебательным приводом), рабочий цикл которых включает движение в прямом и обратном направлениях, проблемы создают остановка зеркал в обеих конечных точках их траектории, а также ускорение и замедление движения вблизи этих точек (предусматривающие мгновенную остановку). Это обстоятельство ограничивает как применение зеркала в качестве сканера, так и (особенно) диапазон сканирования. В случае попыток повышения производительности увеличением частоты следования импульсов ускорение и замедление движения зеркала приведут либо к уменьшению диапазона сканирования, либо к неравномерному распределению излучения и, следовательно, плазмы на мишени при падении излучения на мишень.
Кроме того, при осуществлении попыток повысить производительность формирования покрытий/тонких пленок простым увеличением частоты повторений вышеупомянутые сканеры будут направлять неконтролируемым образом импульсы в зону мишени с частичным наложением уже при низкой частоте повторений (измеряемой в килогерцах). В худшем случае такой подход приведет, по меньшей мере частично, к выбиванию из материала мишени частиц вместо, по меньшей мере, частичного формирования плазмы. Представляется, что, после того как в то же место мишени будет последовательно направлено несколько лазерных импульсов, их кумулятивный эффект будет, видимо, приводить к неравномерной эрозии материала мишени, за которой может последовать нагрев этого материала, означающий утрату преимуществ холодной абляции.
Те же, причем более резко выраженные проблемы существуют и для наносекундных лазеров, использующих импульсы с большей длительностью и с высокой энергией. В этом случае нагрев материала мишени происходит всегда, причем температура этого материала может повышаться до 5000 К. Следовательно, даже единственный наносекундный импульс приводит к существенной эрозии материала мишени, т.е. к возникновению проблем, рассмотренных выше.
В известных методах может иметь место не только неравномерный износ мишени, возможно и фрагментирование этого материала с ухудшением качества плазмы. Соответственно ухудшается качество поверхности, покрываемой с использованием такой плазмы. В частности, на поверхности могут находиться фрагменты, плазма может быть распределена между зонами, недостаточно равномерными, чтобы сформировать требуемое покрытие, и т.д. Данные проблемы, актуальные для применений, требующих повышенной точности, могут отсутствовать, например, применительно к краскам или пигментам при условии, что указанные дефекты находятся ниже уровня, допустимого для соответствующего конкретного применения.
Известные методы приводят к износу мишени при ее однократном применении, так что одна и та же ее поверхность не может быть использована повторно. Данная трудность ранее преодолевалась работой только со свежей поверхностью мишени с соответствующим перемещением материала мишени и/или облучаемой зоны.
При механической обработке или аналогичных операциях наличие остатков материала в виде его фрагментов может приводить к неровной линии разреза или неровному шву, что является недопустимым, например, при бурении с контролем потока. При этом высвобождаемые фрагменты могут придавать поверхности бугристый вид, недопустимый в некоторых приложениях, например в производстве полупроводниковых изделий.
Кроме того, сканеры на основе зеркальных пленок, совершающих возвратные движения, генерируют инерционные силы, создающие нагрузку на конструкцию в целом, но также и на опоры, в которых установлено зеркало и/или посредством которых зеркало приводится в движение. Подобная инерция может постепенно ухудшать качество крепления зеркала, особенно если это зеркало используется на пределе своих технических возможностей. В результате в долговременной перспективе возможны смещения зеркала в его держателе, что может проявляться в снижении воспроизводимости качества получаемого изделия. Как следствие остановок и соответствующих изменений скорости движения сканер, использующий пленочное зеркало, имеет слишком ограниченный диапазон сканирования, чтобы его можно было использовать для абляции и получения плазмы. Эффективный рабочий цикл является коротким по сравнению с полным циклом, хотя работа в любом случае осуществляется медленно. Таким образом, в аспекте повышения производительности подобных сканеров они характеризуются низкой производительностью при получении плазмы, малым диапазоном сканирования, нестабильностью в длительной перспективе при высокой вероятности возникновения трудностей, связанных с нежелательным испусканием вместе с плазмой частиц, которые могут попадать на изделия при воздействии на них плазмой в процессе их формообразующей обработки и/или нанесения покрытия.
Раскрытие изобретения
Затраты на уход за металлическими изделиями огромны, причем они постоянно увеличиваются. Поэтому существует острая необходимость в технологиях нанесения покрытий (особенно на изделия с большими площадями поверхности). Необходимо обеспечить увеличение срока службы изделий и снижение расходов на их обслуживание при условии воспроизводимого производства изделий. Однако нанесение на большие металлические поверхности покрытия (особенно однородного), обладающего одним или несколькими из следующих качеств: отличными оптическими свойствами, химической стойкостью и/или износостойкостью, термостойкостью и теплопроводностью, стойкостью к царапанию, отличными адгезией к поверхности, электропроводностью и трибологическими свойствами, - продолжает оставаться нерешенной проблемой.
Ни новые высокотехнологичные методы нанесения покрытий, ни существующие технологии нанесения покрытий с использованием лазерной абляции в наносекундной области или в диапазоне холодной абляции (с помощью пико- или фемтосекундных лазеров) неспособны обеспечить реальный способ нанесения, в промышленном масштабе, покрытий на изделия, содержащие крупные поверхности. Современные технологии нанесения покрытий физическим или химическим осаждением из паров требуют условий высокого вакуума. Это позволяет вести обработку изделий только партиями, что неприемлемо для реализации данного процесса в промышленных масштабах применительно к большинству покрываемых изделий. Кроме того, расстояние между покрываемым металлическим материалом и материалом покрытия, подлежащим абляции, является большим, составляя в типичном случае около 50 см. В результате камера для нанесения покрытия имеет большие габариты, а периоды ее вакуумной откачки являются время- и энергоемкими. Кроме того, подобные камеры большого объема легко загрязняются в процессе нанесения покрытия используемыми для этого материалами, что требует использования повторяющихся и длительных процессов очистки.
При осуществлении попыток повышения производительности нанесения покрытий с применением известных технологий, связанных с нанесением покрытий посредством лазерной абляции, имеют место различные дефекты, в том числе микроотверстия, повышение шероховатости поверхности, ухудшение или исчезновение некоторых оптических свойств, появление частиц на поверхности и/или в структуре покрытия, влияющих на образование каналов коррозии, ухудшение однородности поверхности, снижение адгезии, неудовлетворительные толщина и трибологические свойства покрытия.
Современные методы нанесения покрытий, кроме того, очень сильно ограничивают выбор материалов, пригодных для нанесения покрытий различного назначения, и, как следствие, диапазон имеющихся в продаже различных металлических изделий с покрытиями.
Там, где это возможно, имеет место эрозия поверхности материала мишени, так что только наружный слой этого материала может быть использован для целей нанесения покрытия. Остальной материал либо превращается в отходы, либо должен быть подвергнут специальной обработке перед его повторным использованием. Соответственно, цель изобретения состоит в том, чтобы решить или, по меньшей мере, ослабить проблемы, связанные с известными технологиями.
Таким образом, первая задача, решаемая изобретением, заключается в создании нового способа, преодолевающего проблемы нанесения, с помощью импульсного лазера, покрытия на выбранную поверхность металлического изделия. Согласно данному способу однородная зона поверхности, на которую должно быть нанесено покрытие, составляет, по меньшей мере, 0,2 дм2.
Вторая задача заключается в создании новых металлических изделий, у которых однородная зона поверхности, на которую посредством лазерной абляции нанесено покрытие, составляет, по меньшей мере, 0,2 дм2.
Третьей задачей является создание, по меньшей мере, нового способа и/или соответствующих средств решения проблемы практичного формирования при нанесении покрытий на металлические изделия высококачественной плазмы с помощью практически любой мишени. При этом материал мишени не должен создавать в плазме каких-либо твердых фрагментов, так что плазма будет чистой плазмой. Альтернативно, в случае присутствия таких фрагментов, они должны быть редкими и, по меньшей мере, иметь размеры, меньшие глубины абляции из мишени в процессе генерирования плазмы.
Четвертой задачей является создание, по меньшей мере, нового способа и/или соответствующих средств решения проблемы нанесения с помощью плазмы на однородную зону поверхности металлического изделия покрытия, не содержащего твердых фрагментов с размерами, превышающими глубину абляции мишени в процессе генерирования плазмы, т.е. решение проблемы нанесения на подложки покрытия с помощью чистой плазмы, образующейся практически из любого материала.
Пятая задача, решаемая изобретением, состоит в обеспечении хорошей адгезии к однородной зоне поверхности металлического изделия покрытия, наносимого посредством чистой плазмы, так что расход кинетической энергии, связанный с присутствием твердых фрагментов, устраняется за счет ограничения присутствия таких твердых фрагментов или уменьшения их размеров до значений, меньших глубины абляции. Одновременно, поскольку твердые фрагменты не присутствуют в значительных количествах, они не формируют холодные поверхности, способные повлиять на однородность плазменного факела за счет образования зародышей кристаллизации и явлений, связанных с конденсацией.
Шестая задача заключается в создании, по меньшей мере, нового способа и/или соответствующих средств решения проблемы обеспечения в промышленных условиях широкого интервала сканирования и одновременно высокого качества плазмы и большой ширины покрытия даже для крупных металлических изделий.
Седьмой задачей является создание, по меньшей мере, нового способа и/или соответствующих средств решения проблемы обеспечения высокой частоты повторения импульсов для использования изобретения в промышленных приложениях в соответствии с вышеперечисленными задачами.
Восьмая задача, решаемая изобретением, состоит в создании, по меньшей мере, нового способа и/или соответствующих средств решения проблемы получения качественной плазмы для нанесения покрытия на однородные металлические поверхности изделия с получением изделий, отвечающих решению всех вышеперечисленных задач, при сохранении качества материала мишени для его последующего использования с получением покрытий/тонких пленок в требуемых зонах.
Дальнейшей задачей является использование подобного способа и средств, отвечающих перечисленным задачам, для решения проблемы холодной обработки и/или нанесения покрытий на поверхности изделий, уже имеющих покрытия.
Изобретение основывается на неожиданном обнаружении возможности нанесения покрытий на металлические изделия, имеющие большие поверхности, с приемлемой для промышленности производительностью и с отличными свойствами покрытий в отношении некоторых технических характеристик, таких как оптическая прозрачность, химическая стойкость, стойкость к износу и царапанию, термостойкость и/или теплопроводность, адгезия покрытия, свойство самоочищения и, возможно, трибологические свойства, отсутствие в покрытиях частиц и микроотверстий, а также электропроводность, благодаря нанесению покрытий с использованием ультракоротких лазерных импульсов при сканировании лазерного пучка с помощью вращающегося оптического сканера, содержащего, по меньшей мере, одно зеркало для отражения лазерного пучка.
При этом способ по изобретению предполагает экономное расходование материалов мишеней, поскольку их абляция производится с обеспечением возможности повторного использования материала мишени с сохранением высокого качества покрытия. Изобретение обеспечивает также нанесение на металлические изделия покрытий высокого качества в условиях относительно низкого вакуума. Кроме того, необходимые объемы камер для нанесения покрытий резко сокращаются по сравнению с объемами, используемыми при реализации известных способов. Это существенно снижает стоимость оборудования и повышает производительность. Во многих предпочтительных вариантах оборудование для нанесения покрытий может быть встроено в технологическую линию без изменения ритма работы данной линии.
Скорость нанесения покрытия методом импульсной лазерной абляции, именуемым также нанесением ультракороткими лазерными импульсами (НПУЛИ, USPLD - Ultra Short Pulsed Laser Deposition), с применением лазера мощностью 20 Вт составляет 2 мм/мин. При повышении мощности лазера до 80 Вт скорость нанесения покрытий способом по изобретению соответственно возрастет до 8 мм/мин. Благодаря использованию изобретения увеличение скорости нанесения может быть эффективно реализовано при изготовлении высококачественных покрытий.
В контексте изобретения термин "нанесение покрытия" означает формирование на подложке слоя материала любой толщины, включая получение тонких пленок с толщиной, например, <1 мкм.
Различные варианты осуществления изобретения могут комбинироваться соответствующим образом.
При изучении и анализе изобретения специалистам в данной области будут понятны различные возможности модифицирования представленных вариантов без выхода за пределы объема изобретения, которые не ограничиваются указанными вариантами, приводимыми в качестве примеров.
Краткое описание чертежей
Названные и другие достоинства изобретения станут очевидны из его нижеследующего подробного описания и ссылок на прилагаемые чертежи.
На фиг.1, в качестве примера, показана гальваносканерная установка с двумя гальваносканерами типа используемых в известных способах получения методом холодной абляции покрытий/тонких пленок, формообразующей обработки и т.д. Количество гальваносканеров, направляющих лазерный пучок, может изменяться, но в типичном случае установка содержит единственный гальваносканер.
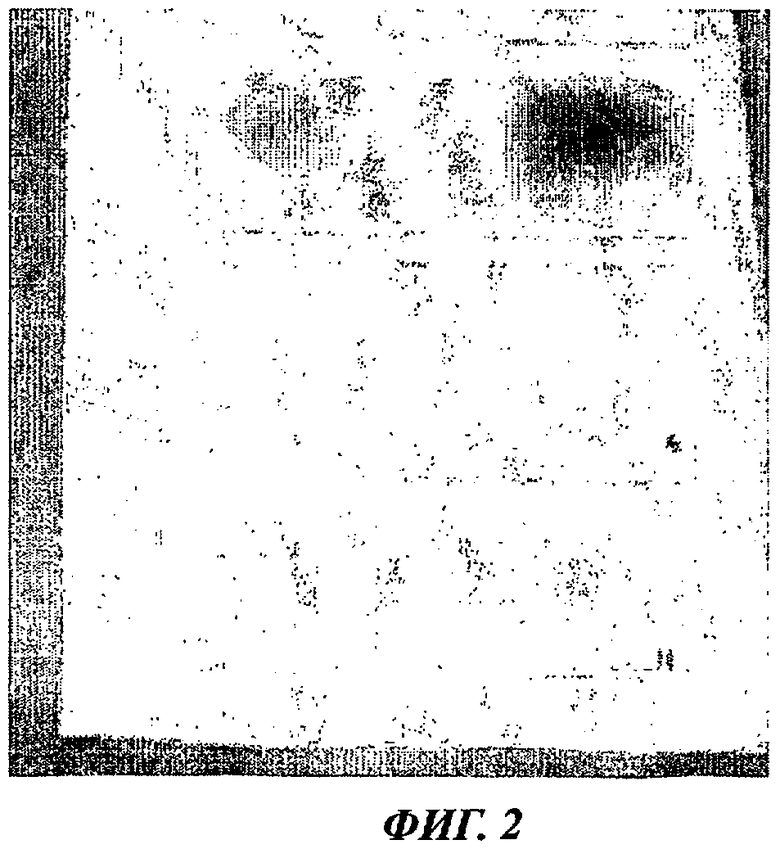
На фиг.2 представлено покрытие из смешанного оксида индия-олова на листе (размерами ~100×30 мм) из поликарбоната, нанесенное (с помощью известного колеблющегося зеркала, т.е. гальваносканера) в виде тонких пленок с толщинами 30 нм, 60 нм и 90 нм).
На фиг.3 иллюстрируется ситуация, когда использование известного гальваносканера для сканирования лазерного пучка приводит к значительному взаимному наложению импульсов излучения, следующих с частотой 2 МГц.
На фиг.4 представлено изделие из оксида меди с покрытием из смешанного оксида алюминия и титана (АТО), нанесенным согласно изобретению.
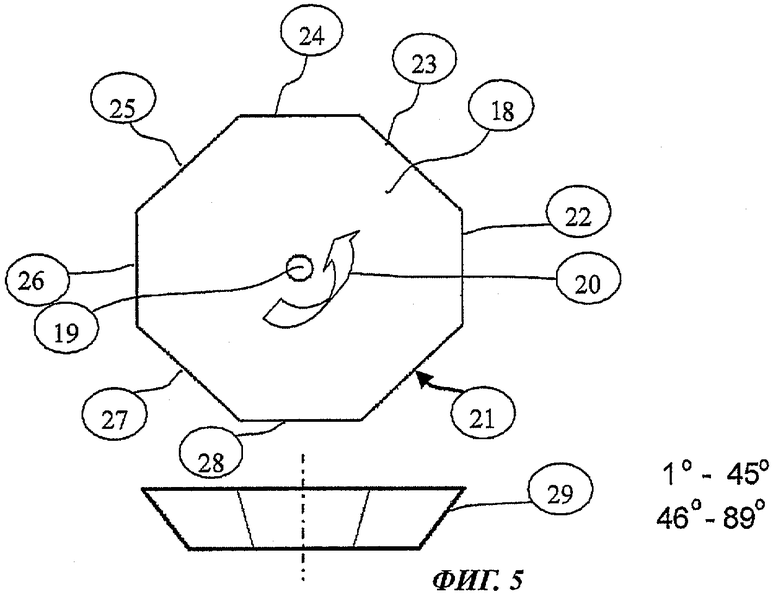
На фиг.5 показан один из вариантов зеркал турбосканера, используемого при осуществлении способа по изобретению.
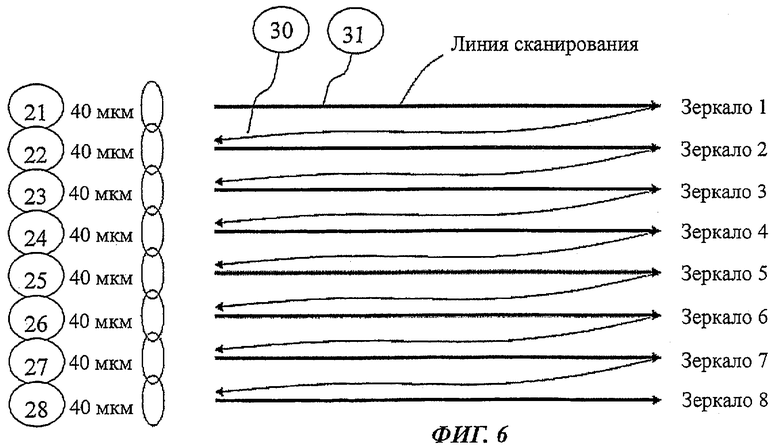
На фиг.6 показана траектория аблирующего пучка, обеспечиваемая каждым зеркалом типа показанных на фиг.5.
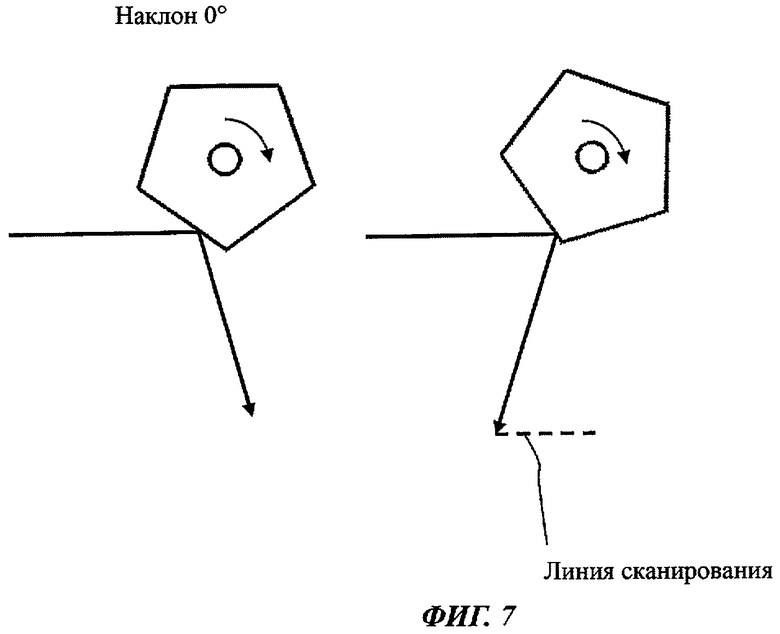
Фиг.7 иллюстрирует управление пучком посредством одного из вариантов вращающегося сканера согласно изобретению.
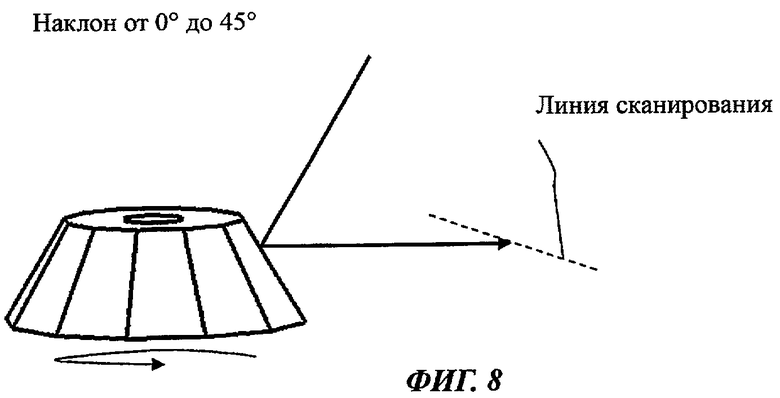
Фиг.8 иллюстрирует управление пучком посредством другого варианта вращающегося сканера согласно изобретению.
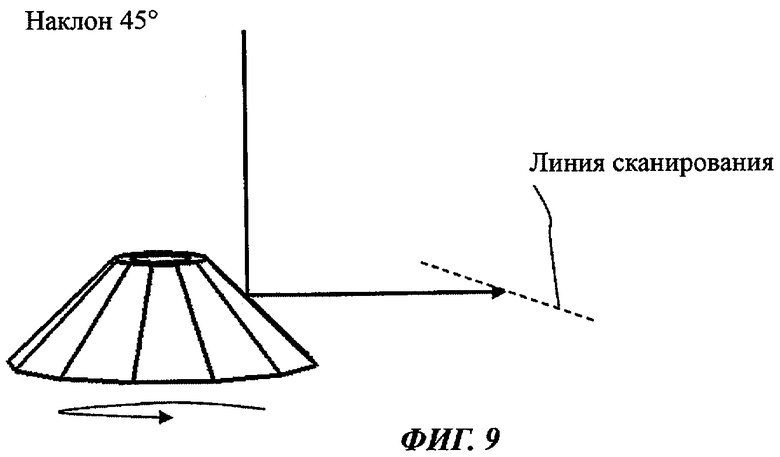
Фиг.9 иллюстрирует управление пучком посредством еще одного варианта вращающегося сканера согласно изобретению.
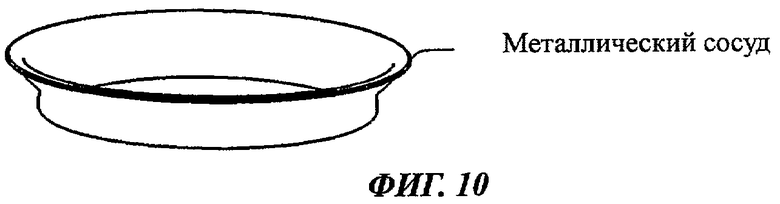
На фиг.10 показано изделие с покрытием согласно изобретению.
На фиг.11 показано другое изделие с покрытием согласно изобретению.
На фиг.12 показано еще одно изделие с покрытием согласно изобретению.
На фиг.13 показано следующее изделие с покрытием согласно изобретению.
На фиг.14 показано изделие с покрытием согласно изобретению.
На фиг.15 показано еще одно изделие с покрытием согласно изобретению.
На фиг.16 показано другое изделие с покрытием согласно изобретению.
На фиг.17 показано еще одно изделие с покрытием согласно изобретению.
На фиг.18 показано следующее изделие с покрытием согласно изобретению.
На фиг.19 показано изделие с покрытием согласно изобретению.
На фиг.20 показано еще одно изделие с покрытием согласно изобретению.
На фиг.21 показано другое изделие с покрытием согласно изобретению.
На фиг.22 показано еще одно изделие с покрытием согласно изобретению.
На фиг.23 показано изделие с покрытием согласно изобретению, состоящим из двух различных слоев.
На фиг.24 показаны два варианта изделия с покрытием согласно изобретению.
На фиг.25 показано несколько вариантов изделия с покрытием согласно изобретению.
На фиг.26 показано несколько вариантов изделия с покрытием согласно изобретению.
На фиг.27 показано несколько вариантов изделия с покрытием согласно изобретению.
На фиг.28 показан вариант изделия с покрытием согласно изобретению.
На фиг.29 показано несколько вариантов изделия с покрытием согласно изобретению.
На фиг.30 показан вариант изделия с покрытием согласно изобретению.
На фиг.31 показано несколько вариантов изделия с покрытием согласно изобретению.
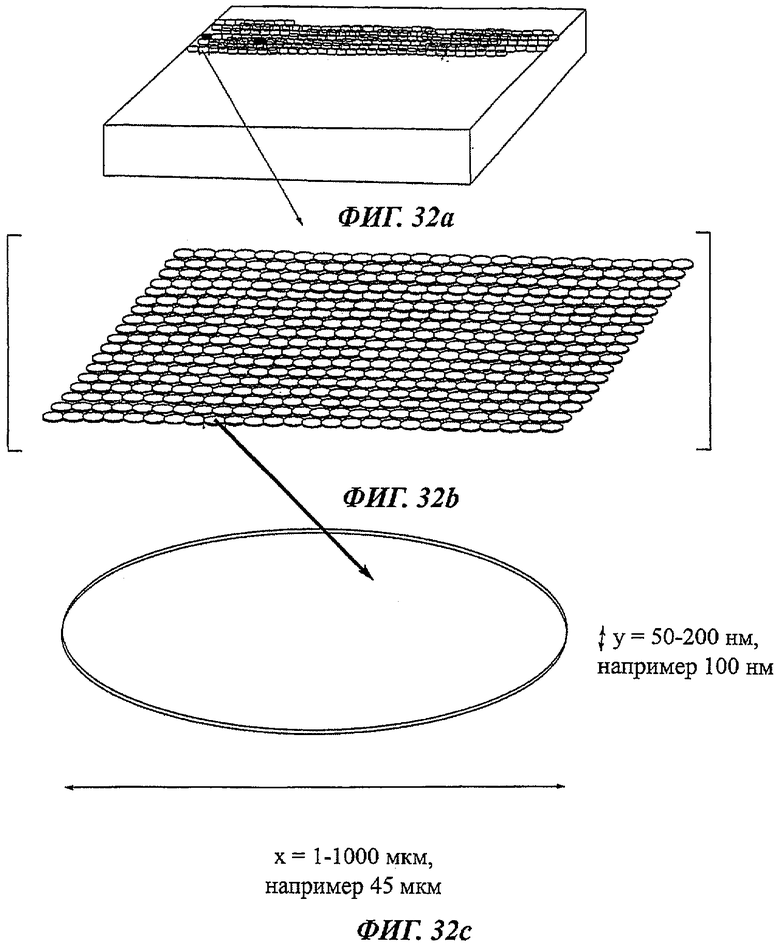
Фиг.32а иллюстрирует вариант изобретения, в котором материал мишени аблируется лазерным пучком, сканируемым посредством вращающегося сканера (турбосканера).
На фиг.32b показана часть материала мишени по фиг.32а.
На фиг.32с показана аблированная зона материала мишени по фиг.32b.
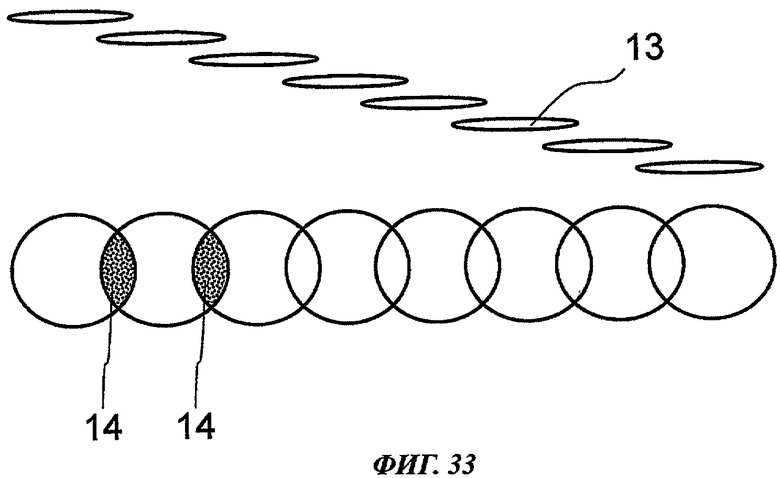
На фиг.33 иллюстрируется сканирование пучка посредством турбосканера (вращающегося сканера) по материалу мишени для его абляции.
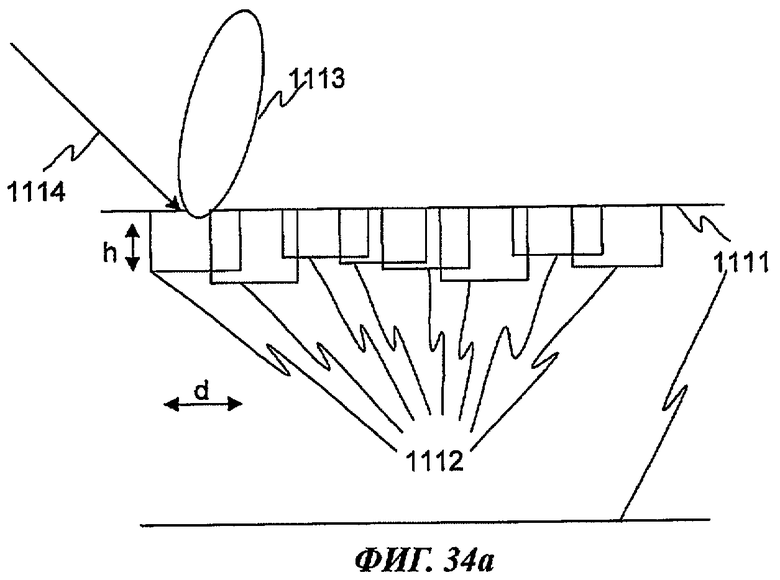
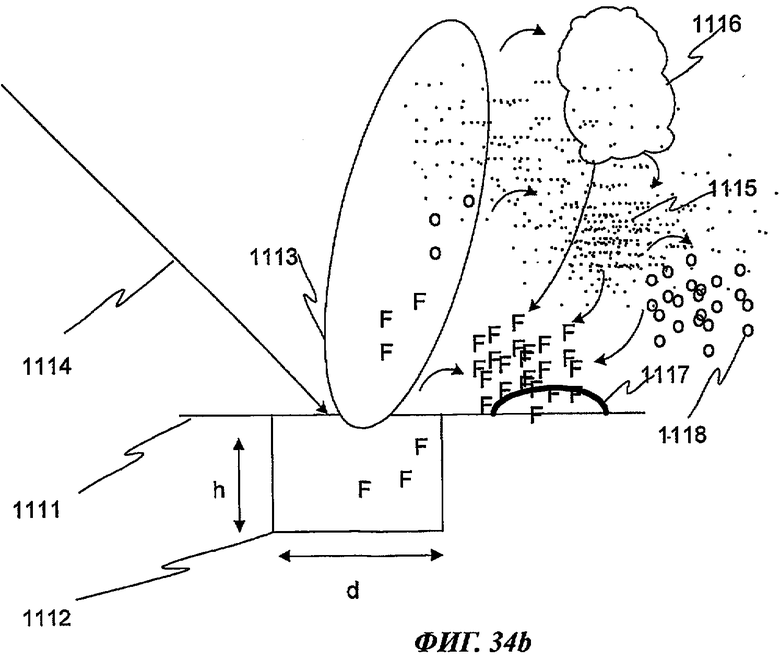
На фиг.34а, 34b иллюстрируются связанные с плазмой проблемы, свойственные известным способам.
Осуществление изобретения
Согласно изобретению предлагается способ нанесения посредством лазерной абляции покрытия на выбранную поверхность металлического изделия. В соответствии с этим способом однородная зона поверхности, на которую должно быть нанесено покрытие, составляет не менее 0,2 дм2. При этом покрытие наносят посредством ультракоротких лазерных импульсов, осуществляя сканирование лазерного пучка с помощью вращающегося оптического сканера, содержащего, по меньшей мере, одно зеркало для отражения лазерного пучка.
Под металлическими изделиями в контексте изобретения понимаются (не ограничиваясь нижеперечисленными вариантами) металлические изделия, используемые, например, в строительстве, в частности в интерьерах и для декоративных целей; в оборудовании; в компонентах транспортных средств, включая легковые и грузовые автомобили, мотоциклы и трактора, самолеты (например их пропульсивные системы), военные и торговые суда, поезда; рельсы; инструменты; медицинские изделия; электронные устройства и их корпуса; компоненты осветительных устройств; профили; рамы; различные части; технологическое оборудование; подшипники; электрические изоляторы; трубы и резервуары для различных отраслей промышленности, в том числе для химической промышленности и энергетики; космические корабли; металлические; изделия для военных нужд, вентиляции, горного дела; судовые винты; трубы для воды; буровое оборудование и части к нему; хлебопекарное оборудование; инструменты и ножи для резки хлеба и других выпечных изделий; трубы для воды; буровые инструменты и части к ним. При этом металлическое изделие необязательно должно полностью состоять из металла. Способ по изобретению позволяет наносить покрытия на любые металлические поверхности независимо от того, составляет в них содержание металла 100% или 1%. Некоторые из возможных примеров осуществления изобретения представлены на фиг.4 и 10-31.
Нанесение (материала) посредством ультракоротких лазерных импульсов (НПУЛИ) именуется также холодной абляцией, одной из характерных особенностей которой является то, что в отличие от альтернативного метода с использованием наносекундных лазеров практически полностью отсутствует перенос тепла от облучаемой зоны мишени к окружающей ее области. Тем не менее энергия лазерных импульсов все еще достаточна для превышения порога абляции для материала мишени. Длительности импульсов в типичном варианте составляют менее 50 пс, например 5-30 пс, т.е. ультракороткая (холодная) абляция осуществляется пикосекундными, фемтосекундными и аттосекундными импульсными лазерами. Материал, испаренный из мишени посредством лазерной абляции, осаждается на подложку, которая находится при температуре, близкой к комнатной. При этом в облучаемой зоне мишени температура плазмы достигает 1000000 К. Плазма имеет очень высокую скорость, превышающую 100000 м/с, причем за счет этого создаются более благоприятные условия для достижения адекватной адгезии покрытия/тонкой пленки.
В другом предпочтительном варианте изобретения вышеупомянутая однородная зона поверхности составляет, по меньшей мере, 0,5 дм2, а в еще более предпочтительном варианте - по меньшей мере, 1,0 дм2. С помощью изобретения легко изготавливаются также изделия, имеющие однородные зоны с нанесенным покрытием, имеющие площади более 0,5 м2, например 1 м2 и более. Поскольку способ по изобретению особенно эффективен при нанесении покрытия на большие поверхности с применением высококачественной плазмы, он отвечает ранее не удовлетворявшимся потребностям применительно к различным металлическим изделиям.
В промышленных применениях важно обеспечить высокую эффективность лазерной обработки. Для того чтобы облегчить осуществление холодной абляции, интенсивность лазерных импульсов должна превышать установленное пороговое значение. Данное пороговое значение зависит от материала мишени. Чтобы достичь высокой эффективности обработки и тем самым производительности на промышленном уровне, частота повторения импульсов должна быть высокой, например равной 1 МГц, предпочтительно свыше 2 МГц, еще более предпочтительно свыше 5 МГц. Как уже упоминалось, желательно не направлять несколько импульсов в одну и ту же точку поверхности мишени, поскольку при этом в материале мишени возникает кумулятивный эффект. Данный эффект приводит к осаждению частиц, т.е. к ухудшению качества плазмы и соответственно качества наносимого покрытия (тонкой пленки) и к нежелательной эрозии материала мишени, его возможному нагреву и т.д. Таким образом, для обеспечения высокой эффективности обработки желательно иметь высокую скорость сканирования лазерного пучка. Согласно изобретению для обеспечения высокой эффективности скорость пучка на поверхности мишени в общем случае должна быть выше 10 м/с, предпочтительно выше 50 м/с и более предпочтительно выше 100 м/с, достигая даже значений 2000 м/с. Однако в оптических сканерах на базе вибрирующих зеркал достижению достаточно высокой угловой скорости зеркала препятствует момент инерции. Реализуемая скорость лазерного пучка на поверхности мишени составляет, как следствие, только несколько метров в секунду. Устройство с использованием вибрирующих зеркал (называемое также гальваносканером) иллюстрируется фиг.1.
В то время как способы нанесения покрытий с применением гальваносканеров могут обеспечить ширину зоны сканирования не более 10 см, как правило, еще меньше, настоящее изобретение позволяет существенно увеличить данную ширину, доведя ее до 30 см и даже до более 1 м, одновременно обеспечивая отличное качество покрытия при высокой производительности.
Согласно одному варианту изобретения используются вращающиеся оптические сканеры, т.е. сканеры, содержащие, по меньшей мере, одно вращающееся зеркало для отражения лазерного пучка. Такой сканер и его применения описаны в патентной заявке FI20065867. Согласно другому варианту изобретения вращающийся оптический сканер содержит, по меньшей мере, три зеркала для отражения лазерного пучка. В одном из вариантов изобретения в способе нанесения покрытия используется призма 18 в форме многогранника, показанная на фиг.5. У данной призмы имеются грани 21-28. Стрелка 20 показывает, что призма может вращаться вокруг своей оси 19, которая является осью симметрии призмы. Грани призмы по фиг.5 могут представлять собой зеркальные грани, углы между которыми выбираются из условия получения линии сканирования, т.е. в процессе вращения призмы каждая ее грань будет поочередно изменять за счет отражения направление пучка излучения, падающего на эту грань. Подобная призма, устанавливаемая согласно одному из вариантов изобретения на траектории лазерного пучка, образует часть вращающегося сканера (турбосканера). На фиг.5 показаны 8 отражающих граней, однако их количество может быть существенно увеличено, вплоть до десятков или сотен граней. Из фиг.5 видно также, что зеркала расположены под одинаковыми углами к оси. Однако особенно в варианте с большим количеством зеркал данный угол может ступенчато изменяться, причем при выборе соответствующего шага изменения угла обеспечивается определенный скачок пучка по поверхности мишени. Данный скачок, среди других особенностей сканирования, иллюстрируется на фиг.6. Различные варианты изобретения не ограничиваются конкретными вариантами зеркал турбосканера, например в отношении их размеров, формы и количества зеркал, отражающих лазерный пучок.
Конструкция турбосканера по фиг.5 предусматривает наличие, по меньшей мере, двух зеркал, предпочтительно более 6 зеркал, например 8 зеркал (21-28), расположенных симметрично вокруг центральной оси 19. При вращении призмы 18 турбосканера вокруг центральной оси 19 в направлении 20 зеркала поочередно направляют лазерный пучок, отражающийся, например, от точки 29, точно вдоль прямолинейной зоны, всегда в одном и том же направлении (см. фиг.6). Плоскости зеркал турбосканера могут быть перпендикулярны пучку (см. фиг.7) или составлять с ним желаемый острый угол (см. фиг.8 и 9). Размеры и пропорции турбосканера могут свободно выбираться в широких пределах. В одном предпочтительном варианте способа нанесения покрытия его периметр равен 30 см, диаметр 12 см, а высота 5 см.
В одном из вариантов изобретения желательно, чтобы зеркала 21-28 турбосканера составляли острые углы с его центральной осью 19, поскольку в этом случае лазерный пучок легко вводится в оптическую систему.
В одном из вариантов турбосканера зеркала 21-28 (фиг.5) могут быть наклонены под различными углами, так что в течение одного оборота сканера производится сканирование стольких прямолинейных участков 31 (фиг.6), сколько имеется зеркал 21-28.
Согласно изобретению поверхность, на которую нужно нанести покрытие, может соответствовать всей поверхности изделия или его части.
В одном особо предпочтительном варианте изобретения для получения желаемого эффекта или эффектов, присущих покрытию, оно наносится на всю поверхность тонких металлических листов (применяемых в строительстве, в том числе для отделки внутренних помещений). Характерное изделие такого типа, представляющее собой тонкий медный лист размерами 1200 мм ×1500 мм при толщине 1 мм с нанесенными на него сначала покрытием из СuО2, а затем финишным (защитным) покрытием из АТО (смешанного оксида алюминия и титана), показано на фиг.4. CuO2 создает эффект, требуемый для использования во внутренних помещениях, а АТО обеспечивает износостойкость и предотвращает попадание вредного соединения меди в окружающую среду.
В одном предпочтительном варианте изобретения лазерная абляция осуществляется в вакууме при давлении 98·102-98·10-9 Па. Обеспечение высокого вакуума требует длительного времени откачки, снижающего производительность нанесения покрытия. Для некоторых сложных и дорогих изделий это не является проблемой, однако для изделий, например, массового спроса, особенно имеющих большие поверхности, этот фактор является весьма важным. При этом новые покрытия, стойкие к износу и царапанию, химически инертные покрытия, трибологические покрытия, термостойкие и/или теплопроводные покрытия, электропроводные покрытия с возможностью одновременного обеспечения их отличной прозрачности не могут быть нанесены никаким иным способом, приемлемым для таких изделий в технологическом и/или экономическом отношениях.
С учетом данного фактора, в предпочтительном варианте изобретения лазерная абляция осуществляется в вакууме при давлении 98·102-98·10-1 Па. Согласно изобретению покрытия/тонкие пленки с отличными свойствами могут быть получены даже в условиях низкого вакуума, что приводит к резкому сокращению производственного цикла и к расширению области промышленного применения.
Согласно изобретению покрытие может наноситься при расстоянии между материалом мишени и однородной зоной покрываемой поверхности, составляющем менее 25 см, предпочтительно менее 15 см и наиболее предпочтительно менее 10 см. Тем самым обеспечиваются условия разработки камер для нанесения покрытий с существенно уменьшенными размерами, что ведет к снижению стоимости производственного оборудования и дополнительно сокращает длительность вакуумной откачки.
В предпочтительном варианте изобретения поверхность материала мишени может многократно подвергаться абляции при получении, тем не менее, бездефектных покрытий. В большинстве известных технологий в процессе нанесения покрытия происходит неравномерный износ материала мишени. Поэтому аблированная зона не может повторно использоваться для абляции, т.е. мишень после некоторого периода использования должна быть отправлена в отходы или на регенерацию. Данная проблема решалась разработкой различных методов непрерывной подачи новых неаблированных участков поверхности мишени для их использования при нанесении покрытия, например путем перемещения мишени по осям х, у или вращения мишени, которой придана цилиндрическая форма. Настоящее изобретение одновременно обеспечивает отличные свойства покрытий и высокую производительность в случае использования мишеней из нитрида углерода, причем плазма сохраняет свое высокое качество вплоть до почти полного расходования материала мишени. В предпочтительном варианте изобретения более 50% материала мишени может быть израсходовано при поддержании высококачественной плазмы. Под высококачественной плазмой здесь понимается плазма, позволяющая получать бездефектные покрытия и тонкие пленки. Высококачественный плазменный факел поддерживается при высокой частоте импульсов и высоких скоростях нанесения. Некоторые достоинства изобретения будут подробно рассмотрены далее.
Согласно одному варианту изобретения средняя шероховатость покрытия, нанесенного на однородную зону поверхности, составляет по результатам сканирования участка 1 мкм2 с помощью атомно-силового микроскопа (АСМ) менее 100 нм. Более предпочтительна средняя шероховатость менее 30 нм. Под средней шероховатостью в данном описании понимается среднее отклонение от центральной линии профиля, усредненного с использованием соответствующей математической процедуры, подобной используемой в АСМ или профилометре. Шероховатость поверхности влияет, среди других факторов, на стойкость к износу и царапанию, на трибологические свойства, а также на прозрачность покрытия на металлических изделиях, нанесенного согласно изобретению.
В более предпочтительном варианте изобретения оптическое пропускание покрытия, нанесенного на однородную зону поверхности, составляет не менее 88%, предпочтительно не менее 90% и наиболее предпочтительно не менее 92%. Оно может даже превысить 98%. Оптическая прозрачность покрытия на металлических изделиях особенно важна для применений, в которых, в дополнение к другим преимуществам, обеспечиваемым покрытием согласно изобретению, желательно, чтобы изделие имело исходный "металлический" вид.
В другом варианте изобретения покрытие, нанесенное на однородную зону поверхности, содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и наиболее предпочтительно не содержит микроотверстий в указанной однородной зоне поверхности.
В другом предпочтительном варианте покрытие на однородную зону поверхности наносят таким образом, что первые 50% указанного покрытия не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм.
В контексте изобретения металлическое изделие может содержать практически любой металл (любые металлы) или соединения на его (их) основе, такие как сплавы, оксиды, карбиды, нитриды или композиты названных веществ. Согласно изобретению на однородную зону поверхности наносят покрытие из металла, металлооксида, нитрида металла, карбида металла или из смеси указанных веществ. Неограничивающие примеры возможных металлов включают алюминий, молибден, титан, цирконий, медь, иттрий, магний, цинк, хром, серебро, золото, кобальт, олово, никель, тантал, галлий, марганец, ванадий и платину.
При формировании покрытий согласно изобретению, обладающих одновременно отличными оптическими свойствами и стойкостью к износу и царапанию, особенно эффективными являются металлооксиды, например оксид алюминия и его различные композиты, такие как смешанный оксид алюминия и титана (АТО), смешанный оксид индия и олова (ITO) и оксид циркония, стабилизированного иттрием.
Если нанести некоторые металлооксиды, такие как оксид титана или цинка, при толщине полученного покрытия, соответствующей чувствительности к УФ излучению, покрытие может обладать свойствами самоочищения. Такие свойства весьма желательны в планах нанесения и сокращения расходов на обслуживание ряда металлических изделий, предназначенных для наружного и внутреннего применений.
Металлооксидные покрытия могут быть получены путем абляции либо металла или металлов в атмосфере активного кислорода, либо оксидных материалов. Даже в последнем варианте имеется возможность повысить качество покрытия и/или производительность нанесения за счет проведения абляции в атмосфере реактивного кислорода. Аналогичный принцип применим и к нитридам.
Согласно другому варианту изобретения на однородную зону поверхности металлического изделия наносят покрытие из углеродного материала, содержащего более 90 атомных процентов углерода при доле связей sp3 более 70%. Подобные материалы включают аморфный алмаз, нанокристаллический алмаз или даже псевдо-монокристаллический алмаз. Различные алмазные покрытия придают металлическим изделиям отличные трибологические свойства, свойства нулевого износа и нулевой царапаемости при одновременном повышении термостойкости и теплопроводности.
В другом варианте изобретения однородную зону поверхности металлического изделия покрывают материалом, содержащим, в различных соотношениях, углерод, азот и/или бор. Подобные материалы включают, в частности, смешанный нитрид бора и углерода, нитрид углерода (в формах C2N2 и С3N4), нитрид бора, карбид бора или различные гибридные фазы B-N, В-С и C-N. Названные материалы представляют собой алмазоподобные материалы с низкой плотностью, которые являются крайне износостойкими и, в основном, химически нейтральными. Например, нитриды углерода могут применяться для защиты металлических изделий в условиях, вызывающих коррозию, в частности для покрытий медицинских приборов и имплантов, электродов аккумуляторов, датчиков влажности и газов, полупроводниковых приборов, для защиты жестких компьютерных дисков, солнечных элементов и инструментов.
Согласно одному из вариантов изобретения выбранную однородную зону поверхности металлического изделия покрывают органическим полимерным материалом. Неограничивающие примеры таких материалов включают хитозан и его производные, полисилоксаны и другие органические полимеры.
Нанесение на металлические изделия покрытий из хитозана открывает многообещающие перспективы создания нового класса металлических изделий для применения в море и в других водных средах, а также создания металлических изделий для наружного или внутреннего использования. Полисилоксаны представляются особенно эффективными для производства изделий с относительно высокой стойкостью к износу и царапанию при одновременном обеспечении отличной оптической прозрачности.
Согласно еще одному варианту выбранную однородную зону поверхности покрывают неорганическим материалом. Подобные материалы включают, например, материалы, полученные из камня или керамики, но не ограничиваются этими примерами.
В особо предпочтительном варианте изобретения покрытие на различные металлические листы и трехмерные конструкции наносят абляцией мишени, содержащей розовый агат, с получением окрашенного, но просвечивающего покрытия.
Согласно одному варианту изобретения однородная поверхность металлического изделия снабжается единственным (однослойным) покрытием. Согласно другому варианту изобретения на нее наносят многослойное покрытие. Использование различных покрытий может вызываться различными причинами. Одна из них может состоять в усилении адгезии некоторых покрытий к металлическому изделию путем формирования первого набора слоев покрытия, имеющих лучшую адгезию и обладающих свойствами, благодаря которым адгезия к ним следующего слоя покрытия лучше его адгезии к самой металлической поверхности. Кроме того, многослойные покрытия могут обладать некоторыми свойствами, не реализуемыми каким-либо иным способом. Изобретение обеспечивает нанесение нескольких покрытий в единственной камере или в смежных камерах.
Изобретение позволяет также наносить на поверхность металлического изделия композитные покрытия путем одновременной абляции нескольких компонентов композитного материала из одной мишени или одновременной абляции двух или более мишеней, каждая из которых содержит одно или более веществ.
Согласно изобретению толщина покрытия, нанесенного на однородную поверхность металлического изделия, составляет от 20 нм до 20 мкм, предпочтительно от 100 нм до 5 мкм. Однако толщины покрытий не ограничиваются приведенными значениями, поскольку изобретение позволяет получать покрытие с толщиной, измеряемой по молекулярной шкале, а также очень толстые покрытия, например с толщиной 100 мкм и более.
Настоящее изобретение обеспечивает также изготовление трехмерных структур с использованием изделия с покрытием в качестве подложки для выращивания подобных структур.
Согласно изобретению обеспечивается также создание металлического изделия, имеющего поверхность, на которую посредством лазерной абляции нанесено покрытие. Изделие характеризуется тем, что покрытая однородная зона поверхности составляет, по меньшей мере, 0,2 дм2, а покрытие нанесено с использованием ультракоротких лазерных импульсов при сканировании лазерного пучка с помощью вращающегося оптического сканера, содержащего, по меньшей мере, одно зеркало для отражения лазерного пучка. Преимущества, реализуемые с помощью подобных изделий, подробно раскрыты в вышеприведенном описании способа по изобретению.
В одном из вариантов однородная зона поверхности составляет, по меньшей мере, 0,5 дм2. В более предпочтительном варианте эта зона поверхности составляет, по меньшей мере, 1,0 дм2. С помощью изобретения могут быть легко получены также изделия, имеющие однородные зоны с нанесенным покрытием, имеющие площади более 0,5 м2, например 1 м2 и более.
Согласно одному варианту изобретения средняя шероховатость покрытия, нанесенного на однородную зону поверхности, составляет, по результатам сканирования участка 1 мкм2 с помощью АСМ, менее 100 нм. Предпочтительно средняя шероховатость (под которой в данном описании понимается среднее отклонение от центральной линии профиля, усредненного с использованием соответствующей математической процедуры, подобной используемой в АСМ или профилометре) составляет менее 30 нм. Шероховатость поверхности влияет, среди других факторов, на стойкость к износу и царапанию, на трибологические свойства, а также на прозрачность покрытия на металлических изделиях, нанесенного согласно изобретению.
Согласно одному варианту изобретения оптическое пропускание покрытия, нанесенного на однородную зону поверхности, составляет не менее 88%, предпочтительно не менее 90% и наиболее предпочтительно не менее 92%. Оно может даже превысить 98%. Оптическая прозрачность покрытия на металлических изделиях особенно важна для применений, в которых, в дополнение к другим преимуществам, обеспечиваемым покрытием согласно изобретению, желательно, чтобы изделие имело исходный "металлический" вид.
Согласно другому варианту покрытие, нанесенное на однородную зону поверхности, содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и наиболее предпочтительно не содержит микроотверстий в указанной однородной зоне поверхности.
Согласно еще одному варианту покрытие на указанной однородной зоне поверхности нанесено таким образом, что первые 50% указанного покрытия не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм.
Металлическое изделие согласно изобретению может содержать практически любой металл (любые металлы) или соединения на его (их) основе, такие как сплавы, оксиды, карбиды, нитриды или композиты названных веществ. Как уже упоминалось, под "металлическим изделием" в этом контексте следует понимать любое изделие, имеющее некоторую металлическую поверхность, на которую может быть нанесено покрытие посредством способа по изобретению. Содержание металла в покрываемой подложке (в изделии до нанесения покрытия) может, следовательно, варьировать от 0,1% до 100%.
В соответствии с одним вариантом изобретения на однородную зону поверхности металлического изделия нанесено покрытие из металла, металлооксида, нитрида металла, карбида металла или из смеси указанных веществ. Возможные варианты металлов были перечислены ранее при описании способа по изобретению.
Согласно другому варианту изобретения однородная зона поверхности металлического изделия снабжена покрытием из углеродного материала, содержащего свыше 90 атомных процентов углерода при доле связей sp3 более 70%. Возможные варианты углеродных материалов были перечислены ранее при описании способа по изобретению.
Согласно еще одному варианту изобретения однородная зона поверхности металлического изделия снабжена покрытием из материала, содержащего, в различных соотношениях, углерод, азот и/или бор. Подобные материалы были рассмотрены выше при описании способа по изобретению.
Согласно следующему варианту изобретения однородная зона поверхности металлического изделия снабжена покрытием из органического полимерного материала. Такие материалы также были более подробно рассмотрены выше при описании способа по изобретению.
Согласно дальнейшему варианту изобретения однородная зона поверхности металлического изделия снабжена покрытием из неорганического полимерного материала. Такие материалы также были более подробно рассмотрены выше при описании способа по изобретению.
В другом предпочтительном варианте изобретения на однородную поверхность изделия нанесено многослойное покрытие. Согласно другому предпочтительному варианту на однородную поверхность изделия нанесено однослойное покрытие. В одном предпочтительном варианте изобретения толщина покрытия, нанесенного на однородную поверхность изделия, составляет от 20 нм до 20 мкм, предпочтительно от 100 нм до 5 мкм. Изобретение позволяет также получать изделия с покрытием из нитрида углерода как состоящие из одного или нескольких атомных слоев, так и толстые покрытия с толщиной 100 мкм и более, например равной 1 мм. Изобретение обеспечивает также изготовление трехмерных структур с использованием изделия с покрытием в качестве подложки для выращивания подобных структур.
Примеры
Пример, иллюстрирующий проблемы известной лазерной технологии
На фиг.2 показано покрытие из смешанного оксида индия-олова (indium tin oxide, ITO) в виде тонких ITO-пленок (с толщинами 30 нм, 60 нм и 90 нм) на листе (размерами ~100×30 мм) из поликарбоната. Покрытие получено с использованием известного оптического сканера, а именно гальваносканера на основе вибрирующего зеркала.
Хотя ITO-покрытие не было нанесено на металлическую подложку, фиг.2 наглядно демонстрирует некоторые из проблем, связанных с применением вибрирующего зеркала в качестве оптического сканера при нанесении покрытий с помощью лазера, особенно применительно к НПУЛИ. Когда вибрирующее зеркало изменяет в своих конечных положениях направление колебательного движения, его угловая скорость под воздействием момента инерции не остается постоянной. В процессе вибрирующего движения зеркало периодически тормозится и останавливается, после чего оно снова ускоряется. Это приводит к неравномерному воздействию на материал мишени у краев сканируемой зоны. Как можно видеть из фиг.2, это, в свою очередь, приводит к ухудшению качества плазмы, которая содержит частицы, особенно у краев зоны сканирования, и, в конечном итоге, к низкому качеству и заметной неоднородности покрытия.
Параметры покрытия были подобраны так, чтобы продемонстрировать неравномерное распределение аблированного материала, обусловленное конструкцией примененного сканера. При соответствующем подборе параметров качество пленки может быть улучшено, т.е. проблемы станут невидимыми, но не исчезнут.
Пример, иллюстрирующий проблемы известной лазерной технологии
Известные гальваносканеры были использованы для сканирования лазерного пучка с типичной максимальной скоростью 2-3 м/с, обычно со скоростью 1 м/с. Это означает, что при частоте повторения импульсов 2 МГц будет иметь место наложение 40-60 импульсов (см. фиг.3).
Пример, иллюстрирующий проблемы известной лазерной технологии
Проблемы, связанные с качеством плазмы, иллюстрируются фиг.34а и 34b, на которых показано генерирование плазмы по известной технологии. Импульсное лазерное излучение 1114 падает на поверхность 1111 мишени. Поскольку импульс излучения является длинным, глубина h и диаметр d пучка имеют один порядок величины. В связи с тем что импульс излучения 1114 нагревает как поверхность 1111 в месте своего падения, так и подповерхностную область на глубине, превышающей h, облучаемая структура испытывает термоудар, приводящий к росту термонапряжений, вызывающих образование фрагментов F. В рассматриваемом примере плазмы очень плохого качества, видимо, присутствуют также молекулы и молекулярные кластеры, обозначенные мелкими точками 1115 на фиг.34b. Кружки 1118 на этой фигуре соответствуют частицам, которые могут образовываться из присутствующих газов и/или посредством агломерации. Как и эти частицы, фрагменты также могут увеличиваться в размерах за счет конденсации и/или агломерации. Этот процесс показан криволинейными стрелками, ведущими от точек 1115 и кружков 1118 к фрагментам F. Криволинейные стрелки обозначают также фазовый переход от плазмы 1113 к газу 1116, затем к частицам 1115 и далее к частицам 1117 увеличенных размеров. Поскольку абляционный факел на фиг.34b, как следствие плохого качества плазмы, может содержать фрагменты F и частицы, образованные из паров и газов, плазма не представляет собой непрерывную плазменную область. Другими словами, в пределах плазменного факела от одиночного импульса могут иметь место вариации качества плазмы. Из-за наличия дефектов в составе и/или структуре материала на глубине, превышающей h, а также из-за вариации значений глубины (см. фиг.34а), поверхность 1111 мишени, показанная на фиг.34b, непригодна для дальнейшей абляции, т.е. бесполезна, хотя все еще содержит некоторое количество материала.
Описанные проблемы являются общими для наносекундных лазеров и для существующих пикосекундных лазеров, если они используют известные сканеры.
Первый пример реализации изобретения
На фиг.32а показана мишень, аблируемая пикосекундными лазерными импульсами с использованием вращающегося сканера. Скорость сканирования обеспечивает абляцию материала мишени при небольшом взаимном наложении смежных импульсов; тем самым устраняются проблемы, присущие известным гальваносканерам. На фиг.32b в увеличенном масштабе изображен участок материала после абляции. Четко показан контролируемый характер абляции при гладкой поверхности материала по обеим осям х и у. Тем самым обеспечивается генерирование высококачественной (свободной от частиц) плазмы и, как следствие, получение высококачественных тонких пленок и покрытий. На фиг.32с указаны размеры по осям х и у возможного одиночного пятна абляции, полученного в результате одного или нескольких импульсов. Можно ясно видеть, что изобретение обеспечивает абляцию материала таким образом, что ширина пятна абляции всегда намного больше его глубины. Теоретически возможный максимальный размер частиц (если бы они возникали) не мог бы превысить максимальную глубину пятна. Таким образом, вращающийся сканер обеспечивает производство изделий высокого качества с использованием свободной от частиц плазмы при высокой производительности и при большой ширине сканируемой области. Это особенно эффективно для подложек с большими поверхностями, подлежащими нанесению покрытия. Кроме того, фиг.32а, 32b и 32с ясно показывают, что в противоположность известным технологиям материал мишени, подвергнутый абляции, может снова аблироваться с целью повторного формирования высококачественной плазмы, что ведет к радикальному снижению затрат на получение покрытий/тонких пленок.
Второй пример реализации изобретения
На фиг.33 представлен вариант, в котором процесс НПУЛИ осуществляется с помощью пикосекундного лазера и при сканировании лазерных импульсов посредством турбосканера. Скорость сканирования равна 30 м/с, ширина лазерного пятна 13 равна 30 мкм. В данном примере между смежными импульсами имеется наложение 14, равное 1/3 ширины пятна.
Примеры изобретения - изделия с покрытием
Используя НПУЛИ с применением пикосекундного лазера (модель X-lase, 20-80 Вт), на металлических подложках сформировали несколько образцов покрытия. Температуру подложки варьировали от комнатной температуры до 400°С, а температуру мишени - от комнатной температуры до 700°С. Для получения покрытий использовали мишени из спеченного С3N4Нх в графитической форме (производства Carbodeon Ltd Oy) и различные металлические мишени. При работе в атмосфере азота его давление варьировали в интервале 10-2-10 Па. Использовали сканер с вращающимся зеркалом, обеспечивающим регулируемую скорость пучка на поверхности мишени от 1 до 350 м/с. Частоту повторения импульсов варьировали от 1 до 52 МГц. Была четко подтверждена важность применения подобного сканера и высокой частоты следования импульсов для получения высококачественных покрытий в промышленных условиях. Полученные покрытия оценивались в исследованиях с помощью конфокального микроскопа, Фурье-спектроскопии, спектроскопии комбинационного рассеяния, АСМ, измерений оптического пропускания, сканирующего электронного микроскопа и, в некоторых случаях, электрических измерений (проведенных в Университете Куопио, Финляндия, и на фирмах ORC и Corelase Oy, Финляндия). Значения ширины лазерного пятна варьировали от 20 до 80 мкм. В исследованиях износа использовали метод "палец-диск" (pin on disk) (Университет Куопио). Испытания проводились при комнатной температуре (22°С), при отсутствии смазки и при относительной влажности 50% (для покрытий типа AD) или 25% (для других покрытий), с нагрузками в пределах 10-125 г, создаваемыми с помощью закаленного стального шарика (из стали AISI 420) с диаметром 6 мм, использовавшегося в качестве пальца. Для покрытий типа AD скорость вращения составляла 300-600 об/мин, а для линз - 1 об/мин. Все покрытия обладали отличными износостойкостью и адгезией.
Пример 1
На кусок алюминиевой фольги с зеркальным качеством поверхности и с размерами 250×400 мм покрытие наносили посредством абляции спеченного углерода с частотой повторения импульсов 4 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 4 мм. Степень вакуумизации в процессе нанесения соответствовала 98·10-2 Па. В результате было получено прозрачное покрытие небесно-голубого цвета. Толщина покрытия составила 200 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, равнялась 8 нм. На исследованном участке покрытия не было обнаружено никаких микроотверстий.
Пример 2
На тонкий медный лист размерами 300 мм ×400 мм покрытие наносили посредством абляции оксида меди с частотой повторения импульсов 4 МГц, энергией импульса 5 мкДж, длительностью импульса 17 пс при расстоянии между мишенью и покрываемой поверхностью 10 мм. Степень вакуумизации в процессе нанесения соответствовала 9,8 кПа. В результате было получено однородно окрашенное непрозрачное покрытие светло-зеленого цвета. Толщина покрытия составила 5 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, равнялась 50 нм.
Пример 3
На медный лист с покрытием из оксида меди согласно Примеру 2 покрытие наносили посредством абляции АТО с частотой повторения импульсов 15 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 6 см. Степень вакуумизации в процессе нанесения соответствовала 98 Па. В результате было получено однородно окрашенное непрозрачное покрытие светло-зеленого цвета, т.е. АТО не изменил цвет первоначального непрозрачного покрытия из оксида меди. Толщина покрытия составила 420 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, равнялась 40 мкм. На исследованном участке покрытия из АТО не было обнаружено никаких микроотверстий.
Пример 4
На тонкий стальной лист (толщиной 1,5 мм) размерами 500 мм ×600 мм покрытие наносили посредством абляции оксида титана в атмосфере кислорода с частотой повторения импульсов 20 МГц, энергией импульса 4 мкДж, длительностью импульса 10 пс при расстоянии между мишенью и покрываемой поверхностью 1 мм. Степень вакуумизации в процессе нанесения соответствовала 980 Па. В результате было получено прозрачное покрытие с толщиной 50 нм. Средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, равнялась 3 нм. На исследованном участке покрытия из оксида титана не было обнаружено никаких микроотверстий. По данным измерений, оптическое пропускание покрытия из ТiO2 было более 98%.
Пример 5
На тонкий стальной лист (толщиной 1,5 мм) размерами 500 мм х 600 мм покрытие наносили посредством абляции титана с частотой повторения импульсов 20 МГц, энергией импульса 4 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 10 мм. Степень вакуумизации в процессе нанесения соответствовала 98·10-2 Па. В результате было получено покрытие из титана, имеющее металлический вид и толщину 280 нм. На исследованном участке покрытия из оксида титана не было обнаружено никаких микроотверстий.
Пример 6
На тонкий стальной лист (толщиной 1,5 мм) размерами 500 мм х 600 мм покрытие наносили посредством абляции тантала с частотой повторения импульсов 20 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 10 мм. Степень вакуумизации в процессе нанесения соответствовала 9,8 Па. В результате было получено покрытие из тантала, имеющее металлический вид и толщину 320 нм. Средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 3 нм. На исследованном участке покрытия из тантала не было обнаружено никаких микроотверстий.
Пример 7
На немаркированную алюминиевую банку объемом 0,33 дм3, обычный металлический винт длиной 10 см и кусок стального листа (35 мм×50 мм) покрытие наносили посредством абляции розового агата (измельченного и спеченного) с частотой повторения импульсов 35 МГц при расстоянии между мишенью и покрываемой поверхностью 2 см. Степень вакуумизации в процессе нанесения соответствовала 9,8 Па. В результате были получены просвечивающие покрытия с цветом, соответствующим розовому агату, с толщинами между 100 нм и 550 нм. Средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 10 нм. На исследованных участках нанесенных покрытий не было обнаружено никаких микроотверстий.
Пример 8
На тонкий стальной лист (толщиной 1,5 мм) размерами 500 мм ×600 мм покрытие наносили посредством абляции хитозана (подвергнутого холодному прессованию) с частотой повторения импульсов 10 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 20 мм. Степень вакуумизации в процессе нанесения соответствовала 98·10-2 Па. В результате было получено полупрозрачное покрытие с толщиной 250 нм. Средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 10 нм. На исследованном участке полимерного покрытия не было обнаружено никаких микроотверстий.
Пример 9
На костный винт из нержавеющей стали покрытие наносили посредством абляции графита (подвергнутого горячему прессованию) с частотой повторения импульсов 20 МГц, энергией импульса 4 мкДж, длительностью импульса 15 пс при расстоянии между мишенью и покрываемой поверхностью 1 мм. Степень вакуумизации в процессе нанесения соответствовала 98·10-2 Па. По данным измерений, толщина покрытия составила 1 мкм. Средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, равнялась 3 нм. На исследованном участке алмазного покрытия не было обнаружено никаких микроотверстий. По данным измерений, содержание углерода превышало 98%, а доля связей sp3 составляла около 86%.
Пример 10
Покрытие на костный винт из нержавеющей стали было нанесено абляцией материала, полученного горячим прессованием С3N4Нх, с частотой повторения импульсов 20 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 10 мм. Степень вакуумизации в процессе нанесения соответствовала 98·10-2 Па. Толщина покрытия составила 1 мкм. Средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 3 нм. На исследованном участке покрытия из нитрида углерода не было обнаружено никаких микроотверстий.
Пример 11
На тонкий медный лист размерами 300 мм ×400 мм покрытие наносили посредством абляции ITO (90 мас.% In2O3; 10 мас.% SnO2) с частотой повторения импульсов 30 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 10,2 см. Давление кислорода варьировали в интервале 10-2-10 Па. В результате было получено однородное прозрачное покрытие. Толщина покрытия равнялась 110 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 2 нм. На исследованном участке покрытия из ITO не было обнаружено никаких микроотверстий.
Пример 12
На тонкий медный лист размерами 300 мм ×400 мм покрытие наносили посредством абляции ITO из металлической мишени (90 мас.% In; 10 мас.% Sn) с частотой повторения импульсов 27 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 10,2 см. Давление кислорода варьировали в интервале 10-2-10 Па. В результате было получено однородное прозрачное покрытие. Толщина покрытия равнялась 40 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 2 нм. На исследованном участке покрытия из ITO не было обнаружено никаких микроотверстий.
Пример 13
На металлический напильник, показанный на фиг.14, нанесли хромовое покрытие посредством абляции хрома с частотой повторения импульсов 4 МГц, энергией импульса 5 мкДж, длительностью импульса 24 пс при расстоянии между мишенью и покрываемой поверхностью 15 см. Степень вакуумизации в процессе нанесения соответствовала 98·10-1 Па. В результате было получено однородное металлическое покрытие. Толщина покрытия составила 320 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 2 нм. На исследованном участке хромового покрытия не было обнаружено никаких микроотверстий.
Пример 14
Металлический напильник согласно Примеру 13 был покрыт нитридом углерода путем абляции спеченного С3N4Нх при частоте повторения импульсов 6 МГц, энергии импульса 5 мкДж, длительности импульса 24 пс и расстоянии между мишенью и покрываемой поверхностью 5 см. Степень вакуумизации в процессе нанесения соответствовала 98·10-1 Па. В результате получили однородное покрытие из нитрида углерода. Его толщина, по данным измерения, была 390 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 2 нм. На исследованном участке покрытия из нитрида углерода (С3N4) не было обнаружено никаких микроотверстий.
Пример 15
Металлический клапан двигателя, показанный на фиг.17, был покрыт нитридом углерода путем абляции спеченного C3N4Hx при частоте повторения импульсов 4 МГц, энергии импульса 5 мкДж, длительности импульса 24 пс и расстоянии между мишенью и покрываемой поверхностью 3 см. Давление азота варьировали в интервале 10-2-10 Па. В результате получили однородное покрытие из С3N4. Его толщина, по данным измерения, была 500 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 2 нм. На исследованном участке покрытия из нитрида углерода (С3N4) не было обнаружено никаких микроотверстий.
Пример 16
Металлический цилиндр автомобильного двигателя, показанный на фиг.15, был покрыт оксидом алюминия путем абляции оксида алюминия в атмосфере активного кислорода с частотой повторения импульсов 26 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 2,5 см. Давление кислорода варьировали в интервале 10-2-10 Па. В результате было получено однородное прозрачное покрытие. Толщина покрытия из оксида алюминия составила 2,3 мкм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 2 нм. На исследованном участке покрытия из оксида алюминия не было обнаружено никаких микроотверстий.
Пример 17
Металлический водопроводный кран, показанный на фиг.20, был покрыт оксидом титана путем абляции металлического титана в атмосфере активного кислорода с частотой повторения импульсов 9 МГц, энергией импульса 5 мкДж, длительностью импульса 20 пс при расстоянии между мишенью и покрываемой поверхностью 2,5 см. Давление кислорода варьировали в интервале 10-2-10 Па. В результате было получено однородное прозрачное покрытие. По данным измерений, толщина покрытия из оксида титана составила 25 нм, а средняя шероховатость поверхности, по данным сканирования посредством АСМ в пределах 1 мкм2, была менее 2 нм. На исследованном участке покрытия из оксида титана не было обнаружено никаких микроотверстий. На объект с покрытием было нанесено органическое загрязнение, после чего он был подвергнут воздействию света и определенной влажности. Покрытие обладало свойством самоочищения.




Изобретение относится к нанесению покрытий на металлические изделия, имеющие большие поверхностные зоны. Согласно способу покрытие наносят посредством ультракоротких лазерных импульсов, осуществляя сканирование лазерного пучка по поверхности мишени. При этом частоту следования лазерных импульсов выбирают по меньшей мере 1 МГц. Сканирование осуществляют со скоростью более 10 м/с с помощью вращающегося оптического сканера, содержащего по меньшей мере одно зеркало для отражения лазерного пучка. Технический результат - повышение производительности процесса нанесения покрытия и улучшение его функциональных свойств. 2 н. и 29 з.п. ф-лы, 34 ил., 17 пр.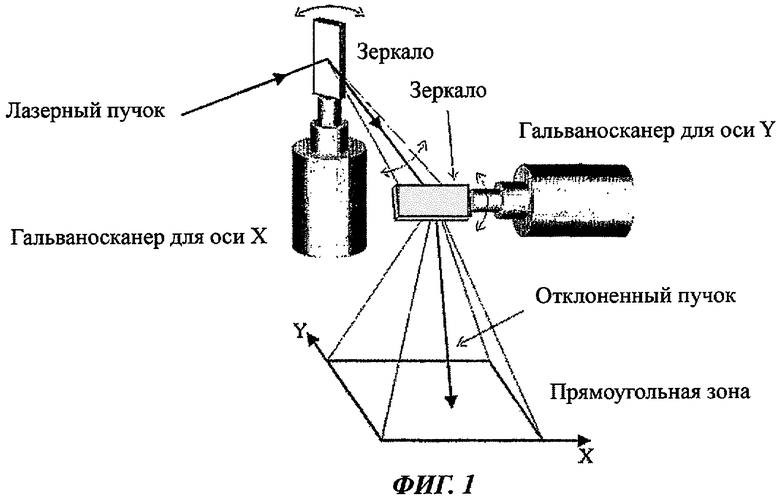
1. Способ нанесения, посредством лазерной абляции, покрытия на выбранную однородную зону поверхности металлического изделия, площадь которой составляет по меньшей мере 0,2 дм, в котором покрытие наносят посредством ультракоротких лазерных импульсов, осуществляя сканирование лазерного пучка по поверхности мишени, отличающийся тем, что частоту следования лазерных импульсов выбирают составляющей по меньшей мере 1 МГц, а сканирование поверхности мишени осуществляют со скоростью более 10 м/с с помощью вращающегося оптического сканера, содержащего по меньшей мере одно зеркало для отражения лазерного пучка.
2. Способ по п.1, отличающийся тем, что однородная зона поверхности составляет по меньшей мере 0,5 дм2.
3. Способ по п.2, отличающийся тем, что однородная зона поверхности составляет по меньшей мере 1,0 дм2.
4. Способ по п.1, отличающийся тем, что лазерную абляцию осуществляют в вакууме при давлении 98·102-98·10-9 Па.
5. Способ по п.4, отличающийся тем, что нанесение осуществляют в вакууме при давлении 98·102-98·10-1 Па.
6. Способ по п.1, отличающийся тем, что расстояние между мишенью и указанной однородной зоной поверхности выбирают меньшим 25 см, предпочтительно меньшим 15 см и наиболее предпочтительно меньшим 10 см.
7. Способ по п.1, отличающийся тем, что облучаемую поверхность мишени подвергают многократной абляции для получения бездефектного покрытия.
8. Способ по п.1, отличающийся тем, что средняя шероховатость покрытия, нанесенного на указанную однородную зону поверхности, составляет, по результатам сканирования участка 1 мкм2 с помощью атомно-силового микроскопа, менее 100 нм.
9. Способ по п.1, отличающийся тем, что оптическое пропускание покрытия, нанесенного на однородную зону поверхности, составляет не менее 88%, предпочтительно не менее 90% и наиболее предпочтительно не менее 92%.
10. Способ по п.1, отличающийся тем, что покрытие, нанесенное на однородную зону поверхности, содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и наиболее предпочтительно не содержит микроотверстий в однородной зоне поверхности.
11. Способ по п.1, отличающийся тем, что покрытие на однородную зону поверхности наносят таким образом, что первые 50% указанного покрытия не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм.
12. Способ по п.1, отличающийся тем, что на однородную зону поверхности металлического изделия наносят покрытие из металла, металлооксида, нитрида металла, карбида металла или из смеси указанных веществ.
13. Способ по п.1, отличающийся тем, что на однородную зону поверхности металлического изделия наносят покрытие из углеродного материала, содержащего более 90 ат.% углерода при доле связей sp3 более 70%.
14. Способ по п.1, отличающийся тем, что на однородную зону поверхности металлического изделия наносят покрытие из материала, содержащего углерод, азот и/или бор в различных соотношениях.
15. Способ по п.1, отличающийся тем, что на однородную зону поверхности металлического изделия наносят покрытие из органического полимерного материала.
16. Способ по п.1, отличающийся тем, что на указанную однородную зону поверхности наносят покрытие из неорганического материала.
17. Способ по п.1, отличающийся тем, что на однородную зону поверхности металлического изделия наносят многослойное покрытие.
18. Способ по любому из пп.1-17, отличающийся тем, что толщина покрытия, нанесенного на однородную поверхность металлического изделия, составляет от 20 нм до 20 мкм, предпочтительно от 100 нм до 5 мкм.
19. Металлический материал, на однородную зону поверхности которого площадью по меньшей мере 0,2 дм2 посредством лазерной абляции с использованием ультракоротких лазерных импульсов при сканировании лазерного пучка по поверхности мишени нанесено покрытие, отличающийся тем, что средняя шероховатость нанесенного покрытия составляет, по результатам сканирования участка 1 мкм2 с помощью атомно-силового микроскопа, менее 100 нм.
20. Материал по п.19, отличающийся тем, что однородная зона поверхности составляет по меньшей мере 0,5 дм2.
21. Материал по п.20, отличающийся тем, что однородная зона поверхности составляет по меньшей мере 1,0 дм2.
22. Материал по п.19, отличающийся тем, что оптическое пропускание покрытия, нанесенного на однородную зону поверхности, составляет не менее 88%, предпочтительно не менее 90% и наиболее предпочтительно не менее 92%.
23. Материал по п.19, отличающийся тем, что покрытие, нанесенное на однородную зону поверхности, содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и наиболее предпочтительно не содержит микроотверстий в однородной зоне поверхности.
24. Материал по п.19, отличающийся тем, что покрытие на однородную зону поверхности нанесено таким образом, что первые 50% указанного покрытия не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм.
25. Материал по п.19, отличающийся тем, что на однородную зону его поверхности нанесено покрытие из металла, металлооксида, нитрида металла, карбида металла или из смеси указанных веществ.
26. Материал по п.19, отличающийся тем, что на однородную зону его поверхности нанесено покрытие из углеродного материала, содержащего более 90 ат.% углерода при доле связей sp более 70%.
27. Материал по п.19, отличающийся тем, что на однородную зону его поверхности нанесено покрытие из материала, содержащего углерод, азот и/или бор в различных соотношениях.
28. Материал по п.19, отличающийся тем, что на однородную зону его поверхности нанесено покрытие из органического полимерного материала.
29. Материал по п.19, отличающийся тем, что на указанную однородную зону поверхности нанесено покрытие из неорганического материала.
30. Материал по п.19, отличающийся тем, что на однородную зону его поверхности нанесено многослойное покрытие.
31. Материал по любому пп.19-30, отличающийся тем, что толщина покрытия, нанесенного на однородную поверхность металлического изделия, составляет от 20 нм до 20 мкм, предпочтительно от 100 нм до 5 мкм.
| Konov V.I | |||
| et al | |||
| Pulsed laser deposition of hard coating in atmospheric air | |||
| APPLIED PHYSICS A: MATERIALS SCIENCE & PROCESSING, v.79, 2004, p.931-936 | |||
| US 20050036190 A1, 17.02.2005 | |||
| Круглый ткацкий станок | 1926 |
|
SU6092A1 |
| US 5948172 A, 07.09.1999. | |||

