Область техники.
Изобретение относится к устройству и способу последовательного нанесения многослойного покрытия для защиты от разрушения цилиндрических конструкционных элементов ядерных реакторов, преимущественно оболочек тепловыделяющих элементов.
Уровень техники
Тепловыделяющий элемент (твэл) - главный конструктивный элемент активной зоны гетерогенного ядерного реактора, содержащий ядерное топливо. В твэлах происходит деление тяжелых ядер 235U, 239Pu или 233U, сопровождающееся выделением тепловой энергии, которая затем передается теплоносителю. Твэлы состоят из топливного сердечника, трубки-оболочки и концевых деталей. Обычно от десятков до сотен трубок объединяют с образованием тепловыделяющей сборки. Ядерный реактор содержит сотни таких сборок.
Трубка-оболочка твэл должна обеспечивать изоляцию топлива от охлаждающей жидкости и ее загрязнения при надежном отводе тепла от топлива к теплоносителю. Чтобы облегчить теплопроводность оболочку твэла изготавливают с толщиной порядка 1 мм или менее. В большинстве современных энергетических реакторов (ВВЭР, РБМК), твэл представляет собой стержень диаметром 9,1-13,5 мм и длиной несколько метров. В реакторе ВВЭР-1000 длина трубки-оболочки твэла составляет 3800 мм.
Материал оболочки твэлов должен обладать высокой коррозионной, эрозионной и термической стойкостью, низким сечением поглощения для тепловых нейтронов. Оболочки твэлов в настоящее время изготавливают из сплавов циркония, нержавеющей стали, алюминия. Нержавеющая сталь, которая интенсивно поглощает нейтроны, используется в реакторах с температурой более 400°C, сплавы Zr - в энергетических реакторах при температурах 350-400°C, а сплавы Al- в реакторах с температурой активной зоны менее 250-270°C. В качестве перспективного термостойкого материала для оболочек твэл рассматривается карбид кремния SiC, скорость водородной коррозии которого до 1000 раз ниже, чем у циркониевых сплавов ("New Nuclear Fuel-Rod Cladding Could Lead to Safer Power Plants". ScienceDaily. 25 July 2013. Retrieved 26 July 2013).
Оболочка твэл, функционирующая в агрессивной среде, которой является теплоноситель, при неподавленном радиолизе воды, подвержена различным видам коррозии, в том числе: термической, окислительной, водородной, локальной, а также истиранию под воздействием вибраций в системе оболочка твэла - дистанционирующая решетка (фреттинг-коррозия), либо в системе оболочка твэла - механическая частица, застрявшая в дистанционирующей решетке (дебриз-эффект).
Известны устройство и способ защиты металлов от окисления, в котором защита строится на основе формирования нитридного слоя циркония на поверхности сплава путем лазерного воздействия на поверхность конструкции в атмосфере реакционного газа (патент РФ №2105084, опубл. 20.02.1998).
Недостатком данного способа является недостаточная способность материала - нитрида циркония - к защите от водородной коррозии. Создание защищающего от водорода материала в данном способе невозможно в силу физической природы его реализации - он использует материал основы - гидридообразующий цирконий - как компонент покрытия. Кроме того, лазерная обработка приводит к образованию поверхностного слоя с внутренними напряжениями растяжения, склонного к образованию трещин.
Этих недостатков частично лишены способ и устройство нанесения многослойного покрытия для защиты гидридообразующего металла от водородной коррозии, включающий конденсацию с ионной бомбардировкой в вакууме (патент РФ №2450088, опубл. 10.05.2012). Устройство для нанесения покрытия содержит вакуумно-дуговые и ионные источники, ориентированные на подложку, и систему подачи реакционного газа. Способ и устройство обеспечивают многослойное покрытие, содержащее адгезионный слой и защитный слой, надежно защищающие от водородной коррозии гидридообразующую металлическую основу при работе в водородсодержащей среде. Адгезионный слой выполнен из хрома. Количество подслоев защитного слоя составляет не менее трех, причем каждый из них выполнен из металлов, или их комбинаций, или оксидов металлов, или силицидов металлов, в которых в качестве металлов используют хром, алюминий, никель, ниобий, железо. Наружный подслой защитного слоя выполнен из оксидов или силицидов указанных металлов, а подслои из металлов и/или их комбинаций расположены между оксидными и/или силицидными подслоями.
Недостатком изобретения может быть сложность контроля нанесения многослойного покрытия и обеспечения чистоты покрытий, имеющей важнейшую роль, поскольку коррозионная стойкость материала оболочки твэла, в частности, циркониевых сплавов может значительно деградировать при наличии некоторых примесей, а именно: более 40 ppm углерода или более 300 ppm азота (Corrosion of Zircaloy Spent Fuel Cladding in a Repository National Research Council, July 1989).
Известен способ защиты от локальной и фреттинг-коррозии, а также дебриз-эффекта путем нанесения покрытия, включающего подслой и, как минимум, один защитный слой из материала с микротвердостью, превышающей микротвердость конструкционного материала оболочки твэл (Способ защиты внутриреакторных элементов от разрушения. Патент РФ 2427046 от 25.11.2009, опубликовано: 20.08.2011 Бюл. №23.). В состав покрытия могут входить сплавы, нитриды, оксиды следующих элементов Cr, Al, Zr, Ti, W, Mo, Ni, Nb одновременно или в сочетаниях. Подслой покрытия выполнен вакуумным ионно-плазменным дуговым способом, а слои основного покрытия - магнетронным способом.
Недостатком плазменно-дугового испарения может быть плохая однородность наносимых покрытий, сложность избавления от большого количества макрочастиц или капельной фазы, трудности использования материалов с низкой температурой плавления, например, алюминия. К недостаткам магнетронного распыления можно отнести сложность нанесения диэлектрических покрытий, которые могут влиять на саму распылительную систему вплоть до гашения разряда из-за осаждение изоляционного материала.
Частично этих недостатков лишено устройство для нанесения покрытия, содержащее: камеру осаждения с зоной нагрева, через которую перемещается подложка, импульсно-периодический лазер, сфокусированный на мишень, имеющую наружный слой, формирующий материал слоя покрытия на подложке; механизм для перемещения импульсного лазерного пучка в направлении линейного сканирования поверхности мишени, от которой отделяется материал и осаждается на протяженной подложке, нагреваемой в зоне нагрева, причем мишень закреплена на валу вращения и имеет осевую симметрию относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева; и контроллер для управления устройством (Патентная заявка РФ 2012140190 от 20.09.2012). Способ нанесения многослойного антикоррозионного покрытия включает перемещение протяженной подложки через зону нагрева, воздействие импульсного сфокусированного лазерного луча на мишень с наружным слоем, формирующим материал покрытия, от которой отделяется материал и вместе с потоком плазмы ударяет в нагретую протяженную подложку в зоне нагрева, обеспечивая равномерное покрытие подложки материалом слоя покрытия за счет линейного сканирования лучом лазера поверхности мишени по длине мишени и перемещения поверхности мишени поперек направления линейного сканирования лазерного луча непрерывным вращением мишени относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева.
Подобные устройства и способ успешно используются при производстве высокотемпературных сверхпроводящих лент второго поколения. При этом к числу основных преимуществ метода лазерной абляции относится, прежде всего, высокая степень соответствия катионной стехиометрии формируемых слоев составу материала мишени, что вызывает серьезные трудности во многих других методах и особенно важно при осаждении многокомпонентных материалов. Метод характеризуется также весьма высокой для тонкопленочных методов скоростью осаждения и позволяет получать пленки высокой степени кристалличности. Однако указанное устройство и способ с использованием одной мишени и одного лазерного пучка проигрывают по производительности, а в ряде случаев по эффективности и качеству покрытий системам с несколькими одновременно действующими зонами осаждения. Кроме этого, способ и устройство не предназначены для нанесения многослойных покрытий, различающихся по составу.
Сущность изобретения
Задачей изобретения является создание технологии нанесения высоконадежных многослойных износостойких покрытий оболочек твэл, надежно защищающих металлическую основу от разрушения в результате коррозии и механического истирания.
Техническим результатом изобретения является возможность создания экономичного точно контролируемого производства многослойных покрытий с широким спектром осаждаемых материалов, обеспечивающего высокие адгезию, коррозионную стойкость, износостойкость и надежность защитного покрытия оболочек твэл ядерного реактора.
Для решения указанных задач предлагается устройство для нанесения покрытия оболочек твэл, включающее в себя: камеру осаждения, имеющую, по меньшей мере, одну зону нагрева, через которую перемещается подложка, представляющая собой оболочку твэл ядерного реактора, набор не менее чем двух мишеней, на каждую из которых, по меньшей мере, периодически воздействует сфокусированный пучок импульсно-периодического лазера, при этом каждая мишень имеет покрытие, формирующее материал защитного слоя на подложке; механизм для перемещения сфокусированного лазерного пучка в направлении линейного сканирования поверхности мишени, от которой отделяется материал и осаждается на подложке в зоне осаждения, расположенной в зоне нагрева, причем каждая из мишеней закреплена на валу вращения и имеет осевую симметрию относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева.
В вариантах изобретения подложка, в частности оболочка твэл ядерного реактора, имеющая кругло-цилиндрическую поверхность, перемещаема через зону нагрева вдоль оси симметрии поверхности подложки поступательно либо возвратно-поступательно с одновременным вращением вокруг оси симметрии.
В вариантах изобретения вращающиеся мишени попеременно периодически перемещаемы в зону воздействия сфокусированного лазерного пучка.
В вариантах изобретения вращающиеся мишени попеременно периодически перемещаемы в зону воздействия сфокусированного лазерного пучка
В вариантах изобретения вспомогательный лазерный пучок представляет собой лазерный пучок импульсно-периодического лазера.
В вариантах изобретения вспомогательный лазерный пучок представляет собой лазерный пучок импульсно-периодического УФ лазера, в частности эксимерного лазера.
В вариантах изобретения устройство содержит вспомогательный лазер импульсно-периодического действия для генерации вспомогательного лазерного пучка.
В вариантах изобретения устройство содержит вспомогательный лазер непрерывного действия
В вариантах изобретения, по меньшей мере, одна из мишеней имеет покрытие, содержащее один из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан (Al, V, Cr, Fe, Ni, Cu, Zr, Nb, Mo, Sn, Те, W, Ti).
В вариантах изобретения устройство содержит мишень с покрытием оксидом, либо силицидом, либо нитридом, либо боридом одного из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан для формирования слоев многослойного защитного покрытия.
В вариантах изобретения устройство содержит мишень с керамическим покрытием, в частности карбидом кремния SiC.
В вариантах изобретения устройство содержит мишень с покрытием углеродом С для формирования слоя алмазоподобного защитного покрытия.
В вариантах изобретения устройство содержит два или более сфокусированных лазерных пучка, одновременно воздействующих на две или более вращающиеся мишени, материалы которых осаждаются в двух или более зонах осаждения.
В другом аспекте изобретение относится к способу нанесения покрытий оболочек твэл, в частности многослойных покрытий, защищающих оболочки твэл ядерного реактора от различных видов коррозии, при котором: перемещают протяженную подложку через зону нагрева, одновременно или попеременно воздействуют импульсно-периодическим сфокусированным лазерным пучком или пучками на две или более мишени, различающиеся покрытием, формирующим материал защитного слоя на подложке, производя линейное сканирование поверхности мишени сфокусированным лазерным пучком, при этом непрерывно вращают мишени, симметричные относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева подложки.
В вариантах изобретения мишени попеременно периодически перемещают в зону воздействия сфокусированного лазерного пучка.
В вариантах изобретения вспомогательным лазерным пучком облучают подложку в зоне осаждения, производя, по меньшей мере, одно из таких действий как устранение загрязняющих примесей, активация поверхности, отжиг дефектов, поддержание оптимальной температуры поверхности в зоне осаждения.
В вариантах изобретения в предварительно вакуумированную камеру осаждения напускают реакционный газ кислород и вспомогательным лазерным пучком облучают подложку в зоне нагрева, производя оксидирование поверхностного слоя покрытия, в частности циркониевого покрытия.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом существуют следующие причинно-следственные связи.
Применение не мене чем двух мишеней с покрытиями, формирующими материал защитного слоя на подложке, на каждую из которых, по меньшей мере, периодически воздействует сфокусированный пучок импульсно-периодического лазера, позволяет осуществлять многослойные покрытия оболочек твэл ядерного реактора, надежно защищающие их от коррозии.
Наличие камеры осаждения с зоной нагрева, через которую перемещается подложка, обеспечивает оптимальные условия и надежность изготавливаемого покрытия.
Наличие механизма для перемещения импульсного лазерного пучка в направлении линейного сканирования поверхности мишени, от которой отделяется материал, осаждаемый на подложке в зоне нагрева, обеспечивает возможность нанесения покрытий с высокой скоростью при высокой частоте следования лазерных импульсов за счет своевременного смещения лазерного луча из зоны предыдущего лазерного факела, в которой из-за накопления паров от предыдущих импульсов может уменьшиться эффективность лазерной абляции.
Закрепление на валу вращения каждой мишени и выполнение ее симметричной относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева, обеспечивает простоту перемещения поверхности каждой мишени с высокой скоростью относительно лазерного луча при равной удаленности мест абляции мишени до подложки. При непрерывном вращении мишени легко обеспечивается необходимое для равномерного нанесения покрытия расстояние (≈ 1 мм) между местами фокусировки лазерного луча на поверхности мишени при очередных лазерных импульсах. В сочетании с линейным перемещением луча по поверхности мишени также обеспечивается линейное перемещение в пространстве потока плазмы с поверхности мишени. Все это позволяет осуществлять импульсную лазерную абляцию каждой мишени при высокой частоте следования импульсов, что обеспечивает высокую скорость нанесения однородного слоя антикоррозионного покрытия на протяженную подложку.
Использование оболочки твэл в качестве кругло цилиндрической подложки, перемещаемой через зону нагрева поступательно либо возвратно-поступательно вдоль оси симметрии с одновременным вращением вокруг оси, упрощает процесс и механизм перемещения подложки и обеспечивает однородность нанесения покрытия.
Использование вращающихся мишеней, попеременно периодически перемещаемых в зону воздействия сфокусированного лазерного пучка, обеспечивает возможность поочередного нанесения многослойных покрытий в процессе нескольких проходов подложки через зону осаждения.
Введение вспомогательного лазерного пучка, направленного на подложку, обеспечивает воздействие на подложку излучения, повышающего качество защитного покрытия.
Применение вспомогательного лазерного пучка импульсно-периодического лазера позволяет улучшать химические и/или механические свойства поверхности подложки при высокой импульсной мощности лазерного излучения. При этом возможна абляционная чистка поверхности и ее структурирование, а также отжиг дефектов.
Применение вспомогательного лазерного пучка импульсно-периодического УФ лазера, в частности эксимерного лазера, позволяет помимо абляционной чистки поверхности, ее структурирования и отжига дефектов улучшать за счет высокой энергии фотонов процессы нанесения пленок, например активацией подложки в результате разрыва межатомных соединений на ее поверхности, а также за счет предотвращения образования нежелательных продуктов на поверхности подложки в процессе осаждения, что известно как «excimer laser assist deposition».
Для формирования вспомогательного лазерного пучка может использоваться тот же лазер, который производит абляцию мишеней, либо отдельный вспомогательный лазер импульсно-периодического действия.
В последнем случае за счет возможности оптимизации свойств вспомогательного лазерного пучка в более широких пределах возрастает эффективность воздействия лазерного излучения на подложку и повышается качество наносимого покрытия.
Варианты устройства, содержащего вспомогательный лазер непрерывного действия, например, высокоэффективный волоконный лазер, либо диодный лазер, плотность мощности пучка которого на поверхности подложки ниже порога плавления материала подложки, позволяют обеспечивать оптимальную температуру подложки в зоне осаждения в зависимости от материала покрытия применяемой мишени. Это повышает качество и надежность многослойного покрытия.
Выполнение мишеней с покрытием, содержащим:
- один из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан и/или
- оксид, либо силицид, либо нитрид, либо борид одного из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан и/или
- керамику, в частности карбид кремния
- углерод (для нанесения алмазоподобных слоев)
позволяет с помощью импульсного лазерного осаждения набора различных мишеней реализовать наиболее широкий спектр многослойных защитных покрытий, в том числе слои сложного состава, характеризующихся на порядки величин меньшей скоростью водородной коррозии, большей микротвердостью наружного слоя покрытия и соответственно его более высокой износостойкостью по сравнению с материалом конструкционного материала оболочки твэл.
Нанесение покрытия оболочек твэл при ее поступательно-вращательном перемещении через зону нагрева с одновременным или попеременным воздействием импульсно-периодического сфокусированного лазерного пучка или пучков на две или более мишени, различающиеся покрытием, при линейном сканировании сфокусированным лазерным пучком поверхности вращающейся мишени, позволяет реализовать высокоэффективный способ создания многослойных покрытий, надежно защищающих оболочки твэл ядерного реактора от коррозии.
В варианте изобретения периодическое попеременное перемещение каждой из мишеней в зону воздействия сфокусированного лазерного пучка обеспечивает возможность поочередного нанесения многослойных покрытий в процессе нескольких проходов подложки через зону осаждения, что может упрощать способ нанесения покрытия оболочек твэл и устройство для его реализации.
В варианте изобретения одновременно воздействуют сфокусированными лазерными пучками на две или более мишени, что позволяет наносить многослойное покрытие за один проход подложки через несколько последовательно расположенных зон осаждения, что позволяет увеличить производительность способа.
Облучение подложки в зоне осаждения вспомогательным лазерным пучком, производящим, по меньшей мере, одно из таких действий как устранение загрязняющих примесей, активация поверхности, отжиг дефектов, поддержание оптимальной температуры поверхности в зоне осаждения, повышает качество и надежность наносимого многослойного покрытия.
В варианте изобретения напуск реакционного газа кислорода в предварительно вакуумированную камеру осаждения и оксидирование поверхностного слоя покрытия за счет ее облучения вспомогательным лазерным пучком в зоне нагрева позволяет получить коррозионно стойкий слой покрытия, в частности слой оксидированного циркония.
Вышеупомянутые и другие объекты, аспекты, особенности и преимущества изобретения станут более очевидными из последующего описания и формулы изобретения.
Краткое описание чертежей
Существо изобретения поясняется прилагаемыми чертежами, на которых
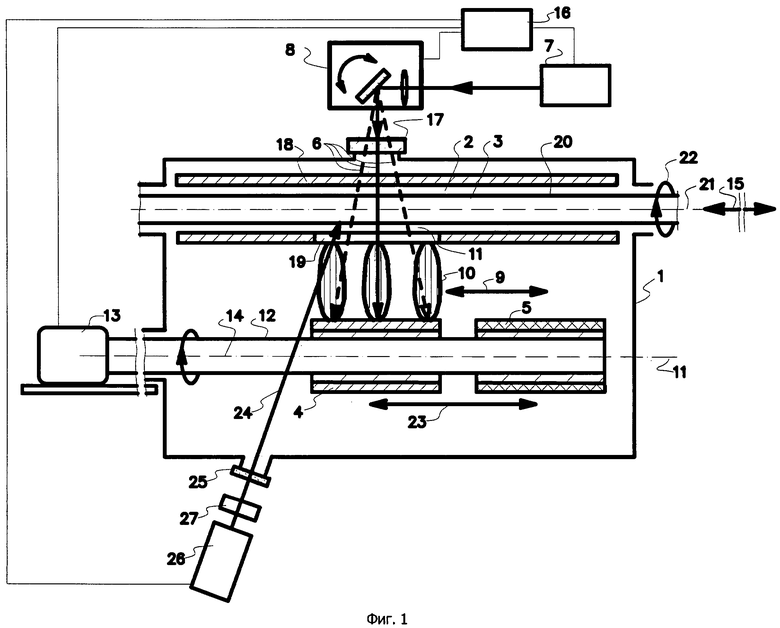
фиг.1 - устройство для нанесения многослойного антикоррозионного покрытия оболочки твэл в соответствии с настоящим изобретением,
фиг.2 - устройство с двумя или более сканирующими лазерными пучками, одновременно воздействующими на две или более вращающиеся мишени.
Данные чертежи не охватывают и, тем более, не ограничивают весь объем вариантов реализации данного технического решения, а являются иллюстрацией частных случаев его выполнения.
Варианты осуществления изобретения
Устройство для нанесения покрытия, преимущественно многослойного антикоррозионного покрытия оболочек твэл, содержит вакуумированную камеру осаждения 1, имеющую, по меньшей мере, одну зону нагрева 2, через которую перемещается подложка 3, представляющая собой оболочку твэл ядерного реактора, набор не менее чем двух мишеней 4, 5, на каждую из которых, по меньшей мере, периодически воздействует сфокусированный пучок 6 импульсно-периодического лазера 7, Фиг.1. При этом каждая мишень 4, 5 имеет покрытие, формирующее материал защитного слоя на подложке 3. Устройство также содержит механизм 8 для перемещения сфокусированного лазерного 6 пучка в направлении 9 линейного сканирования поверхности мишени, от которой отделяется материал в виде плазмы 10 лазерного факела и осаждается на подложке 3 в зоне осаждения 11, расположенной в зоне нагрева 2. Каждая из мишеней 4, 5 закреплена на валу вращения 12 с приводом вращения 13 и имеет осевую симметрию относительно оси 14 вращения, параллельной направлению 15 перемещения подложки 3 через зону нагрева 2. Для управления устройством служит контроллер 16. Лазерный луч 6 проходит в камеру осаждения 1 через ее окно 17. Зона нагрева 2 образована камерой нагрева 18 с протяженным отверстием 19, напротив которого размещена мишень 4.
Оболочка твэл ядерного реактора 3, имеющая кругло-цилиндрическую поверхность 20, перемещаема в направлении 15 через зону нагрева 2 поступательно либо возвратно-поступательно вдоль оси симметрии 21 поверхности подложки 20 с одновременным вращением 22 вокруг оси симметрии 21.
В варианте изобретения, иллюстрируемом Фиг.1, вращающиеся мишени 4, 5 попеременно периодически перемещаемы в направлениях 23 в зону воздействия сфокусированного лазерного пучка 6.
Контроллер 16 обеспечивает эффективное управление устройства по заданной программе, в частности включение и управление лазером 7, механизмом перемещения подложки 3, механизмом 8 для перемещения импульсного лазерного пучка в направлении линейного сканирования поверхности мишени 4, сменой мишеней 4, 5. Все это обеспечивает возможность нанесения в заданном программируемом режиме нужного количество слоев защитного покрытия требуемого состава при равномерной выработке поверхностей мишеней.
Устройство может включать в себя вспомогательный лазерный пучок 24, направленный на подложку 3, например, через вспомогательное окно 25 камеры взаимодействия 1 и окно 19 камеры нагрева 18. Предпочтительно, что вспомогательный лазерный пучок 24 представляет собой лазерный пучок импульсно-периодического лазера, в частности эксимерного лазера.
В варианте изобретения для генерации вспомогательного лазерного пучка 24 может использоваться лазер 7 с оптической системой разветвления лазерного пучка (не показано).
В другом варианте для генерации вспомогательного лазерного пучка устройство содержит вспомогательный лазер 26, Фиг.1, импульсно-периодического, либо непрерывного действия с системой управления 27 вспомогательным лазерным пучком 24.
В варианте изобретения для формирования слоев многослойного защитного покрытия мишень 4 и/или мишень 5 имеет покрытие, содержащее:
- один из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан и/или
- оксид, либо силицид, либо нитрид, либо борид одного из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан и/или
- керамика, в частности карбид кремния SiC
- углерод для формирования слоя алмазоподобного защитного покрытия.
В варианте изобретения устройство содержит два сфокусированных лазерных пучка 6, 28, одновременно воздействующих на две вращающиеся мишени 4, 5, и две зоны осаждения 11, 29, Фиг.2. Для генерации второго лазерного пучка 28 может использоваться второй импульсно-периодический лазер 30, либо один лазер 7 с оптической системой разветвления пучка. При этом устройство содержит связанный с контроллером 16 второй механизм 31 для перемещения второго сфокусированного лазерного пучка 28 в направлении 9 линейного сканирования поверхности мишени 5, от которой отделяется материал в виде плазмы 32 лазерного факела и осаждается на подложке 3 во второй зоне осаждения 29, расположенной во второй зоне нагрева 33, образованной камерой нагрева 18 со вторым электрическим нагревателем (не показан) и протяженным отверстием 34, напротив которого размещена мишень 5.
В других вариантах устройство содержит более двух сфокусированных лазерных пучков, одновременно воздействующих на более чем две вращающиеся мишени, и более чем две зоны осаждения (не показано).
Способ нанесения покрытия оболочек твэл, в частности многослойных покрытий, защищающих оболочки твэл ядерного реактора от коррозии, посредством описанного устройства осуществляют следующим образом. В камере осаждения 1 через зону нагрева 2, образованную камерой нагрева 18 с протяженным отверстием 19, напротив которого размещена одна из не менее чем двух мишеней 4, 5 перемещают протяженную подложку 3, представляющую собой оболочку твэл ядерного реактора, Фиг.1. Оболочку твэл 3 перемещают от ее начала до конца в одном из направлений 15 через зону нагрева 2 вдоль оси симметрии 21 поверхности 20 твэл с одновременным вращением 22 вокруг оси симметрии 21. При этом лазерный пучок 6 вводят в камеру осаждения 1 через окно 17 и с помощью механизма 8 перемещают сфокусированный лазерный пучок 6 в направлении 9 линейного сканирования поверхности одной из мишеней 4, 5. Одновременно перемещают поверхность мишени поперек направления 9 линейного сканирования лазерного луча 5 за счет непрерывного вращения мишеней 4, 5. Вращение закрепленных на валу вращения 12 мишеней 4, 5, симметричных относительно оси вращения 14, параллельной направлениям 15 перемещения подложки 3 через зону нагрева 2 осуществляют с помощью привода вращения 13. Сфокусированным лазерным пучком 6 импульсно-периодического лазера 7 с высокой частотой следования производят импульсную лазерную абляцию одной из мишеней 4, 5, от которой отделяется материал в виде плазмы 10 лазерного факела и осаждается на подложке 3 в зоне осаждения 11, расположенной в зоне нагрева 2. При этом с помощью блока управления 16 осуществляют оптимальный режим последовательных движений лазерного луча 6, перемещения мишеней 4, 5 и циклов работы лазера 7. В результате осуществляют равномерное покрытие подложки 3, представляющей собой оболочку твэл, защитным антикоррозионным слоем по всей ее длине.
После перемещения всего твэл через зону осаждения 11 направляют твэл вновь в зону осаждения 11 и воздействуют сфокусированным лазерным пучком 6 на следующую мишень, отличающуюся от предыдущей мишени покрытием, формирующим материал следующего защитного слоя на подложке 3. Таким образом, попеременно воздействуют импульсно-периодическим сфокусированным лазерным пучком на две мишени или на большее количество мишеней, различающиеся покрытием. За счет этого формируют многослойное покрытие, защищающее оболочку твэл ядерного реактора от коррозии.
Для нанесения различных слоев покрытия мишени, в частности мишени 4, 5, попеременно периодически перемещают в направлениях, указанных стрелками 23, в зону воздействия сфокусированного лазерного пучка 6.
Многослойное защитное покрытие осаждают импульсной лазерной абляцией мишеней, в частности мишеней 4, 5, с покрытием, содержащим:
- один из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан и/или
- оксид, либо силицид, либо нитрид, либо борид одного из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан и/или
- керамика, в частности карбид кремния SiC
- углерод - для формирования слоя алмазоподобного защитного покрытия.
При этом для нанесения керамических слоев могут использоваться как керамические мишени, так и металлические мишени при наличии в камере осаждения реакционного газа, в частности кислорода, для получения защитных слоев из оксидов металлов.
В варианте изобретения для улучшения качества покрытия направляют вспомогательный лазерный пучок 24 на подложку 3, например, через вспомогательное окно 25 камеры взаимодействия 1 и окно 19 камеры нагрева 18.
В варианте изобретения вспомогательный лазерный пучок 24 генерируют с помощью импульсно-периодического лазера 7 и оптической системы разветвления лазерного пучка (не показано).
В другом варианте изобретения вспомогательный лазерный пучок 24 генерируют с помощью отдельного вспомогательного лазера 26, Фиг.1, импульсно-периодического либо непрерывного действия.
В варианте изобретения с помощью импульсно-периодического вспомогательного лазерного пучка 24 производят подготовку части подложки 3 до ее входа в зону осаждения. Подготовка поверхности включает, по меньшей мере, одно из таких действий, как чистка, структурирование, модификация, активация поверхности 20 подложки 3.
В вариантах изобретения для повышения качества слоя покрытия в качестве вспомогательного лазерного пучка 24 используют лазерный пучок импульсно-периодического лазера, в частности эксимерного УФ лазера, с системой 27 управления и формирования пучка, которая обеспечивает оптимальную плотность мощности лазерного пучка 24 на подложке 3 и, при необходимости, сканирование вспомогательного лазерного пучка 24 по длине зоны осаждения 11.
В других вариантах изобретения облучают подложку в зоне осаждения 11 или 29, производя, по меньшей мере, одно из таких действий как устранение загрязняющих примесей, активация поверхности, отжиг дефектов, поддержание оптимальной температуры поверхности в зоне осаждения.
Для управления температурой части подложки 3 предпочтительно используют лазер непрерывного действия, например высокоэффективный волоконный лазер, либо диодный лазер, лазерный пучок которого сформирован так, чтобы плотность мощности вспомогательного лазерного пучка на поверхности подложки была ниже порога ее плавления. При этом в одной из зон осаждения 11 или 29 обеспечивают лазерный подогрев части подложки до более высокой (чем в соседней зоне нагрева) температуры, оптимальной для нанесения покрытия.
В некоторых вариантах изобретения в предварительно вакуумированную камеру осаждения 1 напускают реакционный газ кислород и вспомогательным лазерным пучком 24 облучают подложку в зоне нагрева 2, ускоряя оксидирование поверхностного, в частности, циркониевого слоя покрытия подложки 3.
В другом варианте изобретения (Фиг.2) одновременно воздействуют импульсно-периодическими сфокусированными лазерными пучками 6, 28, по меньшей мере, на две мишени 4, 5. Генерацию лазерного пучка 28, воздействующего на мишень 5, можно осуществлять различными лазерами, либо, как иллюстрируется Фиг.2, одним импульсно-периодичесимо лазером 7 и системой разветвления лазерного пучка, включающей поворотные зеркала 30, полностью отражающие лазерный пучок, и зеркала 31, частично прозрачные для лазерного пучка. Одновременно с помощью контроллера 16 осуществляют управление механизмами 8 перемещения сфокусированных лазерных пучков 6, 28, в направлении 9 линейного сканирования поверхностей мишеней 4, 5. С помощью импульсной лазерной абляции от каждой из мишеней 4, 5, отделяют материал в виде плазмы лазерных факелов 10, 32. Лазерную плазму мишеней 4, 5, различающихся покрытием, формирующим материал защитного слоя на подложке 3, осаждают на подложке 3 в зонах осаждения 11, 29, расположенных соответственно в зонах нагрева 2, 33, образованных камерой нагрева 18 с двумя или более электрическими нагревателями (не показаны) и протяженными отверстиями 19, 34, напротив которых размещены соответственно мишени 4, 5. Нагрев подложки 3 в зонах нагрева производят до температуры, оптимальной для нанесения покрытия. Однако, температура нагрева имеет верхнюю границу, определяемую температурой деградации механических свойств подложки, которая для оболочки твэл из циркониевого сплава составляет 610°C. Если допустимая температура ниже оптимальной для нанесения слоя покрытия, для улучшения качества его нанесения в вариантах изобретения в одной или нескольких из зон осаждения 11, 29 используют воздействие на подложку 3 вспомогательного лазерного пучка 24, в частности, генерируемого эксимерным KrF (248 нм) или XeCl (308 нм) лазером.
В вариантах изобретения одновременно воздействуют импульсно-периодическими сфокусированным лазерными пучками на более чем две мишени, часть которых расположена между мишенями 4, 5 (Фиг.2), производя линейное сканирование поверхности каждой мишени сфокусированным лазерным пучком. При этом мишени различаются покрытием, формирующим материал защитного слоя на подложке, и количество мишеней равно полному количеству слоев многослойного покрытия, включая первый адгезионный подслой. В результате достигается высоконадежное многослойное коррозионностойкое и износостойкое покрытие оболочки твэл, защищающее твэл от разрушения в процессе длительной эксплуатации внутри ядерного реактора.
Промышленная применимость.
Предлагаемое изобретение предназначено для экологически чистого высокопроизводительного изготовления высоконадежного многослойного покрытия для защиты от разрушения оболочек твэл ядерного реактора.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПРОТЯЖЕННЫЕ ИЗДЕЛИЯ | 2018 |
|
RU2686399C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ СВЕРХПРОВОДЯЩИХ СЛОЕВ | 2012 |
|
RU2503096C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ С КОМПОЗИТНЫМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2019 |
|
RU2740701C2 |
| ПЛАЗМЕННАЯ ОБРАБОТКА ПОВЕРХНОСТИ С ИСПОЛЬЗОВАНИЕМ РАЗРЯДА ПИНЧЕВОГО ТИПА | 2014 |
|
RU2579845C1 |
| СПОСОБ ЗАЩИТЫ ВНУТРИРЕАКТОРНЫХ ЭЛЕМЕНТОВ ОТ РАЗРУШЕНИЯ | 2009 |
|
RU2427046C1 |
| СОЛНЕЧНЫЙ ЭЛЕМЕНТ И СПОСОБ И СИСТЕМА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2467851C2 |
| ПОКРЫТИЕ ИЗ НИТРИДА УГЛЕРОДА И ИЗДЕЛИЕ С ТАКИМ ПОКРЫТИЕМ | 2007 |
|
RU2467850C2 |
| Способ лазерной маркировки изделий | 2021 |
|
RU2766210C1 |
| Способ и устройство для генерации излучения из лазерной плазмы Gd или Tb | 2021 |
|
RU2797029C1 |
| ПОЛУПРОВОДНИКОВЫЙ ЛАЗЕР С НАКАЧКОЙ ЭЛЕКТРОННЫМ ПУЧКОМ | 2000 |
|
RU2191453C2 |
Изобретение относится к устройству и способу последовательного нанесения многослойного покрытия для защиты от разрушения цилиндрических конструкционных элементов ядерных реакторов, в частности оболочек тепловыделяющих элементов (твэл). Устройство для нанесения покрытия оболочек твэл включает в себя камеру осаждения, имеющую по меньшей мере одну зону нагрева. Через зону нагрева перемещается подложка, представляющая собой оболочку твэл ядерного реактора, набор, не менее чем двух мишеней. На каждую из мишеней по меньшей мере периодически воздействует сфокусированный пучок импульсно-периодического лазера. Каждая мишень имеет покрытие, формирующее материал защитного слоя на подложке. Устройство также имеет механизм для перемещения сфокусированного лазерного пучка в направлении линейного сканирования поверхности мишени, от которой отделяется материал и осаждается на подложке в зоне осаждения, расположенной в зоне нагрева. Каждая из мишеней закреплена на валу вращения и имеет осевую симметрию относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева. В способе нанесения покрытий оболочек твэл перемещают протяженную оболочку через зону нагрева. Кроме того, одновременно или попеременно воздействуют импульсно-периодическим сфокусированным лазерным пучком и непрерывно вращают мишени. Техническим результатом изобретения является возможность создания экономичного точно контролируемого производства многослойных покрытий с широким спектром осаждаемых материалов, обеспечивающего высокие адгезию, коррозионную стойкость, износостойкость и надежность защитного покрытия оболочек твэл ядерного реактора. 2 н. и 16 з.п. ф-лы, 2 ил.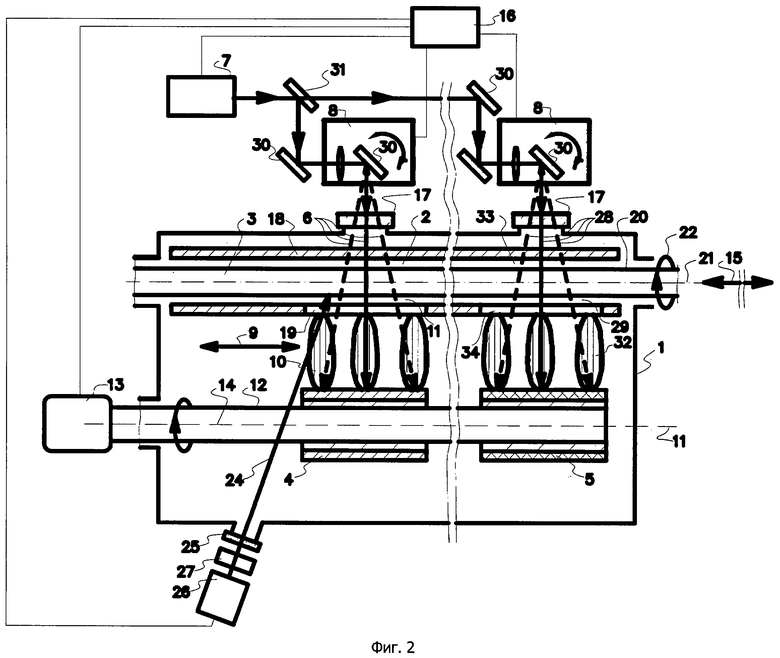
1. Устройство для нанесения покрытия оболочек тепловыделяющих элементов, включающее в себя камеру осаждения, имеющую по меньшей мере одну зону нагрева, через которую перемещается подложка, представляющая собой оболочку твэл ядерного реактора, набор не менее чем двух мишеней, на каждую из которых по меньшей мере периодически воздействует сфокусированный пучок импульсно-периодического лазера, при этом каждая мишень имеет покрытие, формирующее материал защитного слоя на подложке; механизм для перемещения сфокусированного лазерного пучка в направлении линейного сканирования поверхности мишени, от которой отделяется материал и осаждается на подложке в зоне осаждения, расположенной в зоне нагрева, причем каждая из мишеней закреплена на валу вращения и имеет осевую симметрию относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева.
2. Устройство по п.1, в котором подложка, в частности оболочка твэл ядерного реактора, имеющая кругло-цилиндрическую поверхность, выполнена с возможностью перемещения через зону нагрева вдоль оси симметрии поверхности подложки поступательно либо возвратно-поступательно с одновременным вращением вокруг оси симметрии.
3. Устройство по п.1, в котором вращающиеся мишени выполнены с возможностью попеременно периодического перемещения в зону воздействия сфокусированного лазерного пучка.
4. Устройство по п.1, включающее вспомогательный лазерный пучок, направленный на подложку.
5. Устройство по п.4, в котором вспомогательный лазерный пучок представляет собой лазерный пучок импульсно-периодического лазера.
6. Устройство по п.4, в котором вспомогательный лазерный пучок представляет собой лазерный пучок импульсно-периодического УФ лазера, в частности эксимерного лазера.
7. Устройство по п.4, содержащее вспомогательный лазер импульсно-периодического действия для генерации вспомогательного лазерного пучка.
8. Устройство по п.4, содержащее вспомогательный лазер непрерывного действия.
9. Устройство по п.1, в котором по меньшей мере одна из мишеней имеет покрытие, содержащее один из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан (Al, V, Cr, Fe, Ni, Cu, Zr, Nb, Mo, Sn, Те, W, Ti).
10. Устройство по п.1, содержащее мишень с покрытием оксидом, либо силицидом, либо нитридом, либо боридом одного из металлов следующей группы: алюминий, ванадий, хром, железо, никель, медь, цирконий, ниобий, молибден, олово, теллур, вольфрам, титан.
11. Устройство по п.1, содержащее мишень с керамическим покрытием, в частности, карбидом кремния SiC.
12. Устройство по п.1, содержащее мишень с покрытием углеродом С.
13. Устройство по п.1, содержащее два или более сфокусированных лазерных пучка, выполненных с возможностью одновременного воздействия на две или более вращающиеся мишени, материалы которых осаждаются в двух или более зонах осаждения.
14. Способ нанесения покрытий оболочек твэл, в частности многослойных покрытий, защищающих оболочки твэл ядерного реактора от коррозии, при котором: перемещают протяженную подложку через зону нагрева,одновременно или попеременно воздействуют импульсно-периодическим сфокусированным лазерным пучком или пучками на две или более мишени, различающиеся покрытием, формирующим материал защитного слоя на подложке, производя линейное сканирование поверхности мишени сфокусированным лазерным пучком,при этом непрерывно вращают мишени, симметричные относительно оси вращения, параллельной направлению перемещения подложки через зону нагрева подложки.
15. Способ по п.14, в котором мишени попеременно периодически перемещают в зону воздействия сфокусированного лазерного пучка.
16. Способ по п.14, в котором одновременно воздействуют сфокусированными лазерными пучками на две или более мишени.
17. Способ по п.14, в котором вспомогательным лазерным пучком облучают подложку в зоне осаждения, производя по меньшей мере одно из таких действий, как устранение загрязняющих примесей, активация поверхности, отжиг дефектов, поддержание оптимальной температуры поверхности в зоне осаждения.
18. Способ по п.14, в котором в предварительно вакуумированную камеру осаждения напускают реакционный газ кислород и вспомогательным лазерным пучком облучают подложку в зоне нагрева, производя оксидирование поверхностного слоя покрытия, в частности циркониевого покрытия.
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ СВЕРХПРОВОДЯЩИХ СЛОЕВ | 2012 |
|
RU2503096C1 |
| СПОСОБ ФЕДОРОВА Л.Е. ЗАЩИТЫ МЕТАЛЛОВ ОТ ОКИСЛЕНИЯ | 1996 |
|
RU2105084C1 |
| МНОГОСЛОЙНОЕ ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ГИДРИДООБРАЗУЮЩЕГО МЕТАЛЛА ОТ ВОДОРОДНОЙ КОРРОЗИИ | 2010 |
|
RU2450088C2 |
| СПОСОБ ЗАЩИТЫ ВНУТРИРЕАКТОРНЫХ ЭЛЕМЕНТОВ ОТ РАЗРУШЕНИЯ | 2009 |
|
RU2427046C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2391726C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Устройство для защиты асинхронных двигателей | 1955 |
|
SU114536A1 |
| Устройство для заглаживания поверхности отформованных изделий | 1973 |
|
SU469603A1 |

