Изобретение относится к машиностроению и может быть использовано для обработки зубофрезерованием зубьев колес дисковыми модульными фрезами методом копирования.
Известна дисковая модульная фреза (ГОСТ 10996-64) для нарезания зубчатых колес методом копирования.
Недостатком известной фрезы является низкая производительность и точность обработки, низкая шероховатость обработанной зубчатой поверхности, невысокая стойкость и виброустойчивость инструмента, ведущие к пониженной работоспособности.
Задачей изобретения является расширение технологических возможностей, повышение производительности обработки, периода стойкости, виброустойчивости инструмента и повышение его работоспособности путем увеличения количества режущих профильных кромок и совмещения черновой и чистовой комбинированной обработки, снижение параметра шероховатости и возможности регулирования шероховатости поверхности, а также снижение себестоимости процесса зубофрезерования.
Поставленная задача решается с помощью предлагаемой комбинированной дисковой сборной модульной фрезы для нарезания зубьев колес методом копирования, содержащей корпус с прямоугольными пазами, в которые попарно при подогреве корпуса запрессованы комбинированные профильные зубья в виде двух черновой и чистовой пластин одинакового профиля с расположением их профильных кромок на одних диаметрах, режущая профильная кромка черновой пластины предназначена для съема основного припуска, режущая профильная кромка чистовой пластины, установленной непосредственно за черновой пластиной, предназначена для зачистки обработанной поверхности после прохода черновой пластины, при этом фреза снабжена закрепленными винтами с обоих торцов корпуса крышками для удержания режущих пластин, кроме того, пластины выполнены из твердого сплава или быстрорежущей стали.
Сущность предлагаемой комбинированной дисковой модульной фрезы поясняется чертежами.
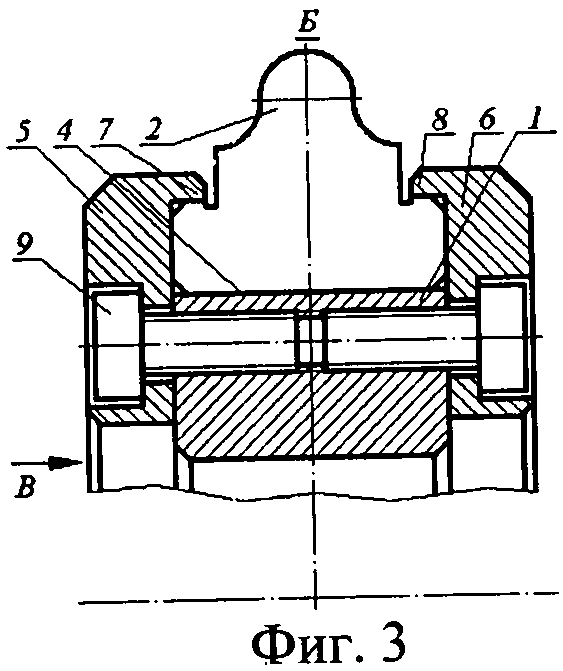
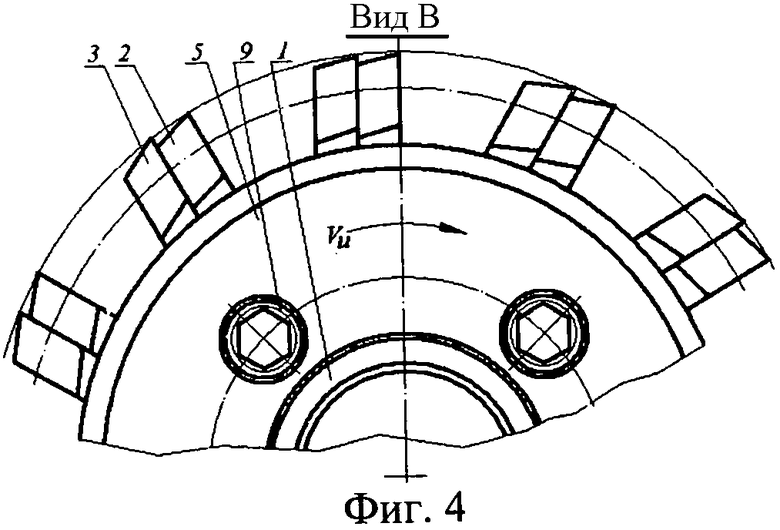
На фиг.1 представлена конструкция комбинированной дисковой сборной модульной фрезы для нарезания зубьев колес зацепления Новикова методом копирования, общий вид спереди, частичный продольный разрез; на фиг.2 - комбинированная дисковая сборная модульная фреза для нарезания зубьев колес зацепления Новикова методом копирования, общий вид с торца по А на фиг.1, частичный поперечный разрез; на фиг.3 - элемент Б на фиг.1, продольный разрез; на фиг.4 - вид по В на фиг.3; на фиг.5 - вид по В на фиг.3, крышка с левого торца условно снята; на фиг.6 - схема расчетного микропрофиля обработанной поверхности зуба при зубофрезеровании традиционной стандартной модульной дисковой фрезой; на фиг.7 - схема расчетного микропрофиля обработанной поверхности зуба при зубофрезеровании предлагаемой комбинированной модульной дисковой сборной фрезой (припуск и подача на зуб при зубофрезеровании стандартной и предлагаемой фрезами условно взяты равными).
Предлагаемая комбинированная дисковая сборная модульная фреза предназначена для комбинированного одновременного чернового и чистового нарезания рабочей поверхности прямозубых цилиндрических эвольвентных колес, зубьев косозубых колес, прямозубых конических колес, зубчатых реек, шлицевых валов, а также колес зацепления Новикова методом копирования.
Круговинтовые передачи Новикова применяют в тяжелых машинах и профили зубьев колес очерчиваются дугами окружностей, см. ГОСТ 15023-76 [1]. Начальное касание (без нагрузки) происходит в точке, которая перемещается не по высоте зубьев, а только в осевом направлении, т.е. линия зацепления параллельна осям колес, при этом зубчатые колеса - косозубые с углом наклона линии зуба β. К достоинствам таких зубчатых передач относятся: пониженные контактные напряжения, благоприятные условия для образования масляного клина, возможность применения колес с малым числом зубьев и, следовательно, большие передаточные числа. Несущая способность передач Новикова по критерию контактной прочности существенно выше, чем эвольвентных. Поэтому проблемы повышения производительности, качества, износостойкости зубчатых колес зацепления Новикова весьма актуальны.
Предлагаемая комбинированная дисковая фреза имеет корпус 1, выполненный в виде диска с центральным отверстием для установки фрезы на оправке шпинделя зубофрезерного станка. В прямоугольных пазах, расположенных на периферии корпуса, запрессованы черновые 2 и чистовые 3 профилированные пластины с режущими профильными кромками (РПК), образующие комбинированные зубья. Чистовая профильная пластина 3, РПК которой зачищает обработанную поверхность после прохода РПК черновой пластины, непосредственно установлена за черновой профильной пластиной 2.
Черновые 2 и чистовые 3 профильные пластины запрессованы попарно в прямоугольные пазы 4 корпуса 1 с подогревом последнего. Посадка с натягом пластин в прямоугольных пазах гарантирует высокую жесткость против осевого смещения. Дополнительно пластины удерживаются закрепленными с обоих торцов корпуса крышками 5 и 6. Крышки 5 и 6 на торцах имеют соответственно буртики 7 и 8 и крепятся к корпусу винтами 9. РПК чистовых пластин 3 расположены на одних диаметрах с РПК черновых пластин 2. Вставные пластины сборной фрезы обеспечивают экономию материала, из которого они изготовлены - это дорогостоящие быстрорежущая сталь или твердого сплава, более однородную структуру и твердость после термообработки, а также меньшие остаточные напряжения.
Шлифование профиля зубьев пластин осуществляют в технологическом корпусе на резьбошлифовальном станке без затылования аналогично шлифованию винта большим шлифовальным кругом с высокой производительностью и точностью. Задние углы режущих кромок образуются соответствующей установкой пластин в рабочем корпусе. Благодаря двойной режущей кромке одного комбинированного зуба, имеется в виду черновая и чистовая режущие кромки, срок их службы в 3…5 раз выше, чем у стандартных фрез, и работают они на повышенных режимах резания (VИ=60…80 м/мин; S=3…6 мм/об; для фрез с зубьями из быстрорежущей стали по ГОСТ 19265-73, твердостью - HRC 62…65). У чистовых вставных пластин передний угол равен нулю [2].
Качество обработанной поверхности определяется шероховатостью поверхности и состоянием материала поверхностного слоя [3].
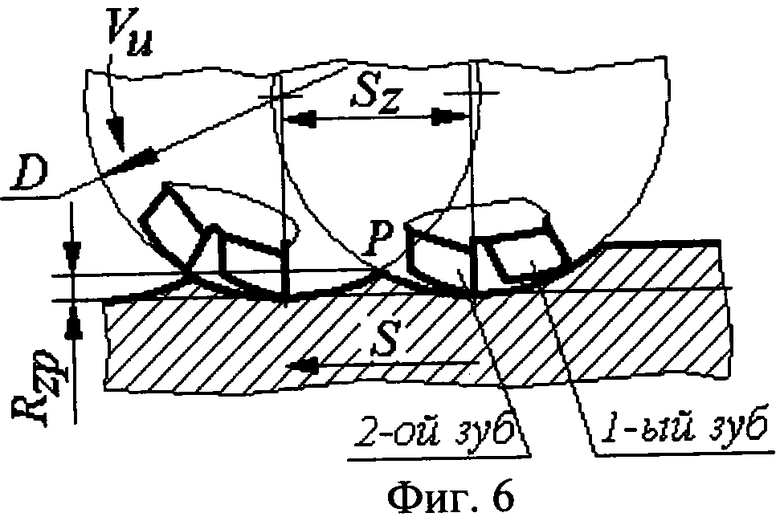
При зубофрезеровании известными стандартными дисковыми модульными фрезами (см. фиг.6) высота расчетных неровностей определяется положением точки Р пересечения двух окружностей, отстоящих друг от друга на расстоянии, равном подаче SZ на зуб фрезы:
RZP=D/2-(D2/4-SZ 2/4)1/2.
Выражение можно упростить. Так как
SZ 2/4=RZPD-RZP 2 и RZP 2<<RZPD,
то, пренебрегая членом RZP 2, получим
RZP≈SZ 2/4D.
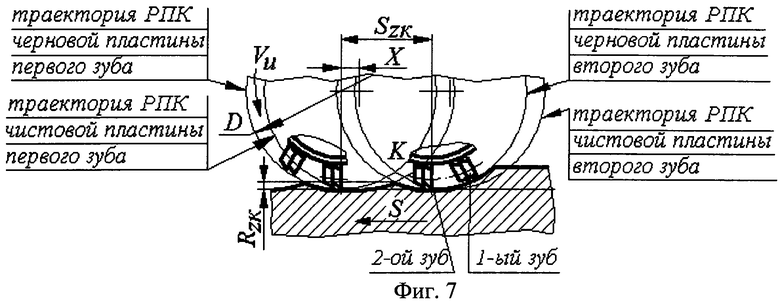
Определим высоту расчетных неровностей RZK при зубофрезеровании предлагаемой комбинированной фрезой, имеющей комбинированные зубья с черновыми и чистовыми режущими пластинами (см. фиг.7). Высота расчетных неровностей RZK определяется положением точки К пересечения двух окружностей, из которых одна окружность чистовой режущей пластины первого зуба, а вторая окружность черновой режущей пластины второго зуба, отстоящих друг от друга на расстоянии, равном подаче SZK на зуб фрезы минус расстояние Х между чистовой и черновой режущими кромками, взятой по окружности головок зубьев:
D2/4=(D/2-RZK)2+[(SZK-Х)/2]2.
Упрощаем полученное выражение. Так как
D2/4-2(D/2)(RZK)+(RZK)2+(SZK-X)2/4-D2/4=0,
(SZK-X)2/4=DRZK-(RZK)2 и (RZK)2<<DRZK,
то, пренебрегая членом (RZK)2, получим
RZK≈(SZK-Х)2/4D.
При фрезеровании предлагаемыми комбинированными дисковыми модульными фрезами, имеющими комбинированные зубья, состоящие из чистовых пластин, расположенных на расстоянии «X» мм от черновых, высота расчетных неровностей уменьшается при уменьшении подачи на зуб, при увеличении диаметра фрезы, а также при увеличении расстояния между РПК черновых и чистовых пластин зубьев фрезы.
Кроме того, высота расчетных неровностей при фрезеровании предлагаемыми комбинированными дисковыми модульными фрезами меньше высоты расчетных неровностей, образованных стандартными фрезами в
SZ 2/(SZK-X)2 раз.
Пример. Обрабатывали на станке мод. 5К328А зубчатые колеса зацепления Новикова (z=24: m=10 мм; исходный контур по ГОСТ 15023-76, радиус кривизны профиля головки, являющегося дугой окружности - 11,5 мм, радиус кривизны профиля ножки, являющегося дугой окружности - 12,7 мм, высота головки - 9,0 мм, высота ножки - 10,5 мм, делительная толщина зуба - 15,39 мм, делительная ширина - 16,02 мм, высота зубчатого венца - 70 мм) комбинированной сборной дисковой модульной фрезой (конструкцию см. выше). Зубья фрезы были изготовлены из пластин твердого сплава Т15К6. Модуль - 10 мм, наружный диаметр - 140 мм, диаметр отверстия под оправку - 40 мм, число комбинированных зубьев - 10, где комбинированный зуб состоит из одной черновой и одной чистовой пластины, ширина фрезы - 45 мм, передний угол: черновых пластин - 8…10°, чистовых - 0°; задний угол черновых и чистовых пластин - 10…15°. Минутная подача - 90 мм/мин, скорость резания - 60 м/мин, количество оборотов фрезы - 136 об/мин, подача на оборот фрезы - 0,66 мм/об, подача на один комбинированный зуб - 0,066 мм/зуб.
По сравнению с зубофрезерованием стандартной дисковой модульной фрезой обработка предлагаемой комбинированной фрезой позволила увеличить производительность в 2,5…3,0 раза, уменьшить параметр шероховатости обработанной поверхности зубьев до Ra=2,5 мкм, снизить уровень звукового давления на 2-3 дБ, повысить стабильность размеров зубчатого зацепления и качество. Стойкость фрезы повысилась в 2,2 раза. Зубья колес, обработанные комбинированной фрезой, во время термической обработки вследствие более однородной структуры поверхностных слоев деформировались меньше, чем стандартной черновой фрезой.
Предлагаемая комбинированная дисковая модульная фреза повышает производительность обработки за счет совмещения операций черновой и чистовой обработки, сокращает количество операций и число рабочих мест, улучшает качество и точность зубообработки введением укомплектованных черновой и чистовой профильными пластинами комбинированных зубьев дисковой фрезы, повышает период стойкости, виброустойчивость инструмента, его работоспособность, снижает параметры шероховатости и дает возможность регулирования шероховатости поверхности, а также снижает себестоимость процесса зубофрезерования.
Источники информации
1. Передачи Новикова цилиндрические с двумя линиями зацеплениями. Исходный контур. ГОСТ 15023-76. Издание официальное. ГК ССМ СССР. Москва. Издательство стандартов, 1976.
2. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд. перераб. и доп. - М.: Машиностроение, 1985, С.190…191, табл.105.
3. Бобров В.Ф. Основы теории резания. М.: Машиностроение, 1975, С 136…141.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ | 2014 |
|
RU2571983C1 |


Фреза предназначена для нарезания зубьев колес методом копирования и содержит корпус с прямоугольными пазами, в которые попарно при подогреве корпуса запрессованы комбинированные профильные зубья в виде двух черновой и чистовой пластин одинакового профиля с расположением их профильных кромок на одних диаметрах. Режущая профильная кромка черновой пластины предназначена для съема основного припуска, режущая профильная кромка чистовой пластины, установленной непосредственно за черновой пластиной, предназначена для зачистки обработанной поверхности после прохода черновой пластины. При этом фреза снабжена закрепленными винтами с обоих торцов корпуса крышками для удержания режущих пластин. Режущие пластины могут быть выполнены из твердого сплава или быстрорежущей стали. Технический результат: расширение технологических возможностей путем увеличения количества режущих профильных кромок. 1 з.п. ф-лы, 7 ил.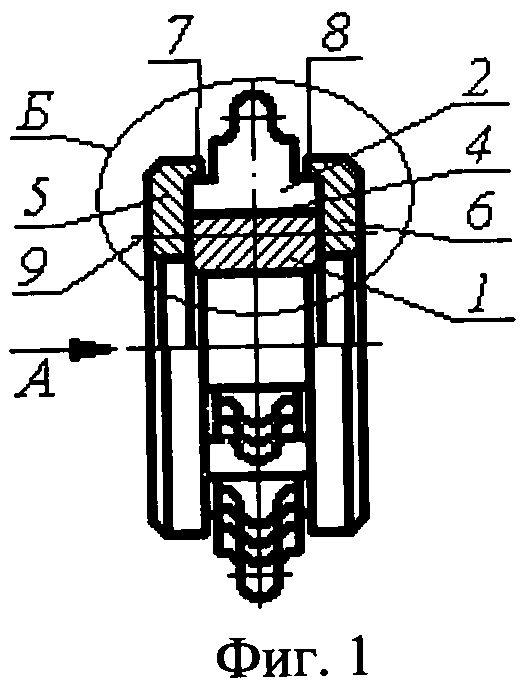
1. Комбинированная дисковая сборная модульная фреза для нарезания зубьев колес методом копирования, содержащая корпус с прямоугольными пазами, в которые попарно при подогреве корпуса запрессованы комбинированные профильные зубья в виде двух черновой и чистовой пластин одинакового профиля с расположением их профильных кромок на одних диаметрах, режущая профильная кромка черновой пластины предназначена для съема основного припуска, режущая профильная кромка чистовой пластины, установленной непосредственно за черновой пластиной, предназначена для зачистки обработанной поверхности после прохода черновой пластины, при этом фреза снабжена закрепленными винтами с обоих торцов корпуса крышками для удержания режущих пластин.
2. Фреза по п.1, в которой пластины выполнены из твердого сплава или быстрорежущей стали.
| JP 2005014114 А, 20.01.2005 | |||
| 0 |
|
SU192602A1 | |
| ДИСКОВАЯ МОДУЛЬНАЯ ЗУБОРЕЗНАЯ ФРЕЗА | 0 |
|
SU352721A1 |
| Сборная фреза | 1978 |
|
SU831427A1 |
| Устройство для регулирования движения поездов метрополитена | 1987 |
|
SU1493527A1 |

