Изобретение относится к способу согласно ограничительной части пункта 1 и к устройству согласно пункту 8 формулы изобретения.
Литье под давлением представляет собой самый важный способ для изготовления фасонных деталей. Примерно 60% всех машин, перерабатывающих полимеры, являются машинами для литья под давлением (30% экструдеры, 10%, «экзоты»). На машинах для литья под давлением изготавливаются фасонные детали от нескольких миллиграмм до 30 кг за подачу.
Литье под давлением, прежде всего, пригодно для массовой продукции, так как сырье (гранулят) по большей части в одном рабочем процессе может превращаться в готовую деталь. Дополнительная обработка очень мала или совсем отпадает, причем в рабочем процессе может изготавливаться очень сложная геометрия. К тому же могут вводиться заполнители различного рода, например стекловолокно, тальк, сажа, металлические опилки, пигменты, полимерные добавки и т.д., благодаря чему могут направленно изменяться свойства готовых изделий.
Свойства готового изделия определяются примененным материалом, формованием, видом и осуществлением переработки. При полимерах, в частности термопластах, это влияние еще более заметно, чем при металлах. Выбор «правильного» полимера в качестве материала (частично кристаллический/аморфный) в значительной мере зависит от молекулярного строения. Методом литья под давлением перерабатываются обычно почти исключительно термопластические полимеры. Термопласты состоят из линейных макромолекул, которые имеются в готовой детали либо в виде статистических клубков (аморфные) могут располагаться регулярно (кристаллические), либо иметь вытянутый вид (ориентированные). В большинстве случаев в готовой детали имеет место объединение всех трех состояний. Из-за относительно высокого молекулярного веса всех полимеров в готовой детали никогда не достигается 100% кристаллического состояния, в связи с чем говорят о степени кристаллизации (отношение: кристаллический объем/общий объем). Обычная степень кристаллизации частично кристаллизованных фасонных деталей лежит между 50 и 80% и зависит наряду со специфическими свойствами материала прежде всего от конструкции инструмента и параметров переработки.
Другим важным аспектом при выборе материала является более поздняя рабочая температура готовой детали. Здесь нужно считаться, в частности, с областью температуры перехода в стеклообразное состояние. Так как у некоторых типов полимеров температура перехода в стеклообразное состояние лежит в области комнатной температуры, вопрос о применении выше или ниже температуры перехода в стеклообразное состояние может иметь определяющее значение, так как в области температуры перехода в стеклообразное состояние многие механические свойства «ударным образом» изменяются.
Особо важными параметрами переработки при литье под давлением являются температура массы, температура инструмента, время заполнения формы или объем подачи или изменение давления в инструменте (внутреннее давление в форме).
Время заполнения формы и изменение давления в инструменте решающим образом определяют процесс заполнения формы и таким образом механические свойства готовой детали. Так как большинство полимеров во время процесса охлаждения дают усадку, формовочная масса до достижения точки заделки (застывание литника) должна выдерживаться под давлением. После достижения точки заделки выдержка под давлением отключается. Фасонная деталь, однако, выдерживается еще определенное время (остаточное время охлаждения) в закрытом инструменте. Во время этого остаточного времени охлаждения температура фасонной детали падает ниже температуры плавления или температуры размягчения, так что предотвращаются деформации при последующем выталкивании готовой части. Общий промежуток времени от начала заполнения инструмента до следующего начала заполнения называется временем цикла.
Подлежащая выбору температура массы и температура инструмента являются специфическими для инструмента величинами и в большинстве случаев задаются или рекомендуются изготовителями полимеров. С их помощью можно влиять на свойства готовой детали. Так, при PET температура инструмента полностью определяет кристаллическое строение готовой детали: низкая температура инструмента является причиной быстрого охлаждения, готовая деталь является аморфной и прозрачной, высокая температура инструмента повышает степень кристаллизации и таким образом, например, механические свойства фасонной детали. Обычная температура массы при переработке массовых полимеров (РР, РЕ, PS,…) лежит в диапазоне от 220 до 280°С, температура инструмента составляет от 30 до 120°С. Полимеры для высокой производительности (PEEK, PPS, LCP's…) требуют температуры массы до 480°С и температуры инструмента до 200°С. Литье термопласта под давлением является основой для всех других способов литья под давлением и на сегодня это наиболее часто применяемый способ переработки полимеров вообще.
Машины для литья под давлением - также и использованные в данном случае машины для литья под давлением - в общем состоят из двух частей: узла экструдера или узла для пластификации, который подготавливает полимерный гранулят и под давлением подает в инструмент, и закрывающего узла, который принимает инструмент (также форму), открывает и закрывает его.
Основной деталью узла экструдера является шнековый вал, называемый также шнеком, установленный в цилиндре или корпусе. Внутренний диаметр цилиндра равен наружному диаметру шнека. Цилиндр чаще называется шнековым цилиндром. В задней части шнекового цилиндра находится воронка, которая заполняется гранулятом полимера. Через отверстие (блок заполнения) гранулят ссыпается в цилиндр. Шнек посредством привода вращается в цилиндре и транспортирует гранулят вперед. При литье термопластов под давлением шнековый цилиндр снаружи нагревается с помощью электрического ленточного нагревателя. Благодаря этому нагреву и специальной геометрии шнека гранулят не только транспортируется, но и нарезается, при этом полимер плавится, пластифицируется и гомогенизируется. В головной части цилиндра шнека находится насадка, образующая переход к инструменту.
В ходе процесса дозирования формовочная масса чаще всего до насадки транспортируется с помощью стопорного устройства обратного хода и накапливается перед ней. Чтобы иметь достаточное пространство для накапливания формовочной массы, шнек по оси нагружается только небольшим давлением (давление подпора), так что она может смещаться в направлении заполняющей воронки, и таким образом между стопорным устройством обратного хода и насадкой образуется так называемый шнековый тамбур, в котором находится массовый объем. Давление подпора действует против расплава, так что расплав уплотняется и шнек оттягивается назад. Давление, которое испытывает расплав, движет шнек назад.
В процессе подачи шнек по оси прижимается к насадке, причем устройство блокировки обратного хода блокируется, и массовый объем через насадку подается в инструмент.
Устройство блокировки обратного хода является конструктивным элементом машины литья под давлением. Оно состоит в основном из стопорного кольца, кончика шнека и упорного кольца и установлено на конце дозирующего шнека. От его работы в решающей степени зависит качество детали, получаемой литьем под давлением. Во время процесса подачи устройство блокировки обратного хода препятствует обратному течению расплава материала в витки шнека. Равным образом оно обеспечивает при дозировании течение материала из пространства шнека в буферное пространство. При вращении дозирующий шнек транспортирует пластический материал через открытое устройство блокировки обратного хода в буферное пространство, и шнек движется назад в осевом направлении до заданной величины. При подаче шнек с помощью гидравлики перемещается вперед. Теперь подпор и стопорное кольцо закрывают путь движению шнека. Дозируемый материал без потери давления и количества выдавливается в пресс-форму для литья под давлением.
После заполнения детали от 90 до 98% переключаются на повторный нажим. При этом в цилиндре должна оставаться масса (буфер остаточной массы), так как иначе давление не сможет передаваться массе. Повторный нажим требуется, чтобы компенсировать усадку объема.
При переработке термопластов часто применяется шнек с тремя зонами. В так называемой зоне загрузки происходит загрузка полимерного гранулята, который транспортируется в следующую компрессионную зону, где полимер пластифицируется и уплотняется (и при необходимости дегазируется). Затем расплав после этого гомогенизируется в кольцевой зоне, с помощью устройства блокировки обратного хода сжимается перед шнеком, который вследствие увеличивающегося подпорного давления в цилиндре движется по оси назад.
Из уровня техники известны различные способы и устройства для литья под давлением.
Из DE 19603422 А1 известны, например, способ и устройство для литьевого прессования полимеров, усиленных волокнами.
Опубликованный способ предусматривает, что исходный полимерный материал, например измельченный или гранулированный исходный полимерный материал, загружается в устройство пластификации, состоящее из корпуса экструдера и вращающегося вокруг продольной оси в корпусе шнека экструдера, пластифицируется в устройстве для пластификации и транспортируется в направлении формовочного инструмента. В области устройства для пластификации к пластифицированной полимерной массе добавляется волокнистый материал и при дальнейшей транспортировке в устройстве для пластификации перемешивается с пластифицированным полимерным материалом. После этого пластифицированная, содержащая волокна масса подается к устройству для подачи и устройством для подачи через насадку для подачи подается в образованный, по меньшей мере, двумя частями формовочный инструмент и затем в формовочном инструменте прессуется в заготовку. Исходный полимерный материал при этом подводится через машину для измельчения к экструдеру, причем при необходимости к исходному материалу в машине для измельчения примешиваются добавки.
Опубликованное устройство для осуществления способа имеет устройство для пластификации с корпусом экструдера и расположенный в корпусе экструдера с возможностью вращения вокруг продольной оси шнек экструдера, дозирующее устройство для волокнистого материала, устройство для подачи с цилиндром для подачи, поршнем для подачи и насадкой для подачи, а также прессующий форму инструмент с расположенными с возможностью движения друг к другу половинами формовочного инструмента. Далее в начале цилиндра для подачи установлена машина для измельчения, которая, во-первых, измельчает исходный полимерный материал, нагревает его за счет фрикционного тепла и, во-вторых, шнеком экструдера направляет материал в цилиндр для подачи.
Оказалось, что эти способ и устройство вполне оправдали себя, однако не пригодны для переработки смесей полимеров, в частности смесей с, по меньшей мере, компонентами полиэфира, так как, в частности, полиэфиры вблизи их точки плавления чувствительно реагируют на естественную влажность воздуха, т.е. из-за гидролитического расщепления сокращается длина цепи молекул, что влечет за собой отрицательные изменения свойств материала, например уменьшенную прочность или измененную окраску. Подобного рода отрицательное влияние на свойства материала в производимом конечном продукте нежелательно.
Другие виды полимеров, например полиамиды, вблизи или у их точки плавления подвержены окислению, что точно также влечет за собой названные выше недостатки в части свойств материала или конечного продукта.
Для устранения этих недостатков из ЕР 390873 известно устройство для подготовки термопластического полимерного материала. Это устройство имеет приемную емкость, которая вверху может закрываться, по меньшей мере, в основном герметично шлюзом для подаваемого полимерного материала. Внутреннее пространство приемной емкости для откачивания или подвода защитного газа в это внутреннее пространство соединено с, по меньшей мере, одним трубопроводом в месте, которое лежит выше самого высокого уровня заполнения в приемной емкости, причем этот трубопровод присоединен к отсасывающему насосу для газообразной среды или к насосу для защитного газа, а к шлюзу присоединен другой ведущий к насосу трубопровод. Подобного рода устройство позволяет обеспечивать, в частности, сушку и нагрев при отсутствии реакций разложения полиэфира. Приемная емкость целесообразно снабжена ножом для измельчения, лопастью мешалки или балочной мешалкой, которые точно так же герметично уплотнены относительно внутреннего пространства емкости. Кроме того, отверстие для подвода от машины для измельчения к цилиндру экструдера выполнено точно так же герметичным. Это устройство также оправдало себя на практике.
Для подготовки смесей полимеров в WO 01/68345 описана другая возможность, а именно описан способ для литьевого прессования смесей полимеров, в частности смесей полимеров, содержащих, по меньшей мере, одну полиэфирную и, по меньшей мере, одну модифицирующую компоненту, в частности их рециклаты, а также устройство для осуществления этого способа, посредством которого осуществляется переработка подобного рода смесей полимеров при широком сохранении свойств материалов или в полном объеме обеспечивается известное улучшение свойств таких материалов, как полимерные смеси. В частности, если точки плавления одного или нескольких из модифицирующих компонентов лежат вблизи температуры, преобладающей при сушке в приемной емкости, то для полиэфирного компонента, благодаря этому предотвращаются возможное спекание или образование агломератов в устройстве для подготовки.
Термопластический полиэфирный компонент или РЕТ-смесь в исходном состоянии нагревается и сушится в установке предварительной обработки аналогично ЕР 390873. Затем нагретый и высушенный РЕТ-компонент направляется в блок для пластификации и смешивается с, по меньшей мере, одним компонентом модификатора. Смесь из термопластического полиэфирного компонента и компонента модификатора гомогенизируется в блоке для пластификации и в виде расплава направляется в блок подачи, а потом подается в открытый формовочный инструмент.
Переработка полимерного материала в установке для литья под давлением зависит в основном от различных параметров или свойств подведенного к установке литья под давлением материала, в частности от его вязкости, кристаллизации, молекулярного строения, ориентации в поверхностном слое от возможной анизотропии и т.д. На все эти параметры решающим образом оказывает влияние вид предварительной подготовки или подготовка материала перед пластификацией или перед плавлением. Но и вид расплава и процесса подачи оказывают влияние на итоговое качество конечного продукта. В этой связи следует учитывать естественно также практические и экономические аспекты, как-то, например, время цикла и т.д.
В частности, если речь в случае изготовленных таким способом предметов идет не о конечных продуктах, а об их промежуточных продуктах, которые еще будут претерпевать изменение формы, например о пресс-формах, предпочтительным является высокое качество этих продуктов.
Таким образом, задачей настоящего изобретения является создание способа, при котором полимеры с помощью способа литья под давлением могут перерабатываться бережно, эффективно и без больших затрат в высококачественные конечные или промежуточные продукты, например, в пресс-формы. Далее должно быть создано подходящее для этого устройство.
Эта задача предпочтительным образом решается благодаря отличительным признакам пункта 1 и пункта 8 формулы изобретения.
При этом удивительным оказалось, что благодаря предложенному согласно изобретению способу и этому устройству стало возможно бережно обрабатывать также чувствительные или нестойкие, в частности, гигроскопические полимеры или полимеры с повышенным содержанием влаги. Кроме того, могут сушиться и при необходимости в одном этапе одновременно кристаллизоваться также подлежащие повторному использованию полимеры, в частности полимолочная кислота PLA, независимо от их вида, формы и состава. Далее полимеры могут подвергаться быстрому и по возможности энергосберегающему повторному использованию, причем повторно использованные, полученные обратно, изготовленные с помощью литья под давлением конечные продукты или предметы имеют высокие значения вязкости и, в частности, имеют вязкость, которая сравнима со значениями вязкости подлежащего повторному использованию продукта. Далее этим способом могут перерабатываться сильно загрязненные, или зараженные, или имеющие большие площади с печатным текстом полимеры, в частности, с испаряющимися веществами, не оказывая отрицательного влияния на механические свойства полимера и/или его свойства плавиться. Вторично использованные, обратно полученные полимеры или полученные расплавы полимеров или изготовленные способом литья под давлением из расплава продукты являются допустимыми для контакта с пищевыми продуктами, т.е. удовлетворяют пищевым предписаниям, и пригодны для применения для пищевых продуктов или сертифицированы согласно европейским ILSI-документам или Управления по контролю за продуктами и лекарствами США. Таким образом, содержащиеся в загружаемом исходном материале вредные вещества, миграционные продукты или загрязнения с помощью способа по возможности в значительной мере отделяются.
Таким образом, продукты, в частности пресс-формы, с полноценными свойствами, полученные благодаря предпочтительному способу и с помощью простого по конструкции и быстроходного устройства, являются продаваемыми.
Предложенный в соответствии с изобретением способ осуществляется в две ступени и включает, прежде всего, предварительную обработку или подготовку термопластического исходного материала и затем его дальнейшую переработку в устройстве для литья под давлением (injection molding). Упрощенно говоря, предусматривается специальная емкость для подготовки, в которой исходный материал предварительно обрабатывается, к которой присоединяется специально выполненная машина для литья под давлением, благодаря чему в машину для литья под давлением поступает только специально подготовленный материал со специальными свойствами, а там расплавляется и подается в формы.
Первый этап предварительной обработки, подготовки или вторичного использования термопластического полимерного материала во всех его предпочтительных формах обычно осуществляется в приемной емкости или реакторе. Подлежащий обработке полимерный материал закладывается в эту приемную емкость или реактор и обрабатывается при постоянном перемешивании или движении и/или измельчении при повышенной температуре.
Для перемешивания и нагрева полимерного материала в реакторе расположен, по меньшей мере, один при необходимости располагающийся в нескольких лежащих друг над другом уровнях, вращающийся вокруг вертикальной оси измельчительный или смесительный инструмент с воздействующими на материал рабочими кромками, которые измельчают и/или перемешивают материал. Благодаря этому измельчительному или смесительному инструменту к полимерному материалу прикладывается механическая энергия, вследствие чего осуществляются нагревание и одновременное перемешивание, и движение полимерного материала. Нагревание при этом осуществляется за счет преобразования приложенной механической энергии.
Умеренное, но постоянное движение полимерного материала, предпочтительно. Благодаря этому предотвращается образование комков или склеивание материала в критической области температуры, пока достаточная кристаллизация поверхности частиц не будет сама препятствовать склеиванию отдельных частичек. Кроме того, благодаря движению возможна более высокая температура процесса. В емкости для обработки при умеренном и постоянном движении наряду с задержкой склеивания одновременно обеспечивается, что температура в емкости становится или остается высокой и каждая частичка бережно нагревается до соответствующей температуры или сохраняет ее. Одновременно благодаря движению поддерживается отделение мигрирующих молекул от поверхности частичек. С этой целью преимущественным образом применяются инструменты на различных уровнях при непрерывных процессах или смесительные инструменты при периодических процессах.
Подобного рода реакторы применяются также на практике и, например, известны, как "EREMA Kunststoff Recycling System PC" или как "одно или двух ступенчатые VACUREMA-установки".
Подготовка осуществляется при температуре ниже температуры плавления и преимущественно выше температуры перехода в стеклообразное состояние полимерного материала, причем полимерный материал равномерно и постоянно движется и перемешивается. Благодаря этому полимерный материал на этапе кристаллизируется, сушится и очищается.
В качестве подлежащих обработке полимерных материалов применяются, прежде всего, полимолочная кислота (PLA), имеющие высокую плотность полиэтилены (HDPE), имеющие невысокую плотность полиэтилены (LDPE), полипропилены (РР), поликарбонат (PC), полистирол (PS), полиэтиленнафталат (PEN), полиамиды (РА), полиимид (PI), полигидроксиалкалиновая кислота (РНА), сополимеры стирола, как, например, акринитрил-бутадиен-стирол (ABS), стирол-акринитрил (SAN), полиметилметакрилат (РММА) и/или вздутые полимеры, в частности, на основе крахмала или смеси крахмала. Также применяются смеси этих полимерных материалов, например РЕТ/РЕ, РЕТ/РА или РР/РА.
Полимерный материал обычно имеет форму, частично, кристаллизованного, или не кристаллизованного, или аморфного гранулята в виде нового продукта или в виде регенерированного продукта. Но может иметься также в форме скорее аморфных, измельченных отходов пленки, в частности, после применения глубокой вытяжки с толщиной, в частности, от 100 µм до 2 мм, в форме тонких отходов пленки из вытяжных установок с толщиной, в частности между 5-100 µм, и/или в форме отходов волокон или нетканого материала. Кроме того, полимерный материал может существовать в форме бутылочных отходов или отходов литья под давлением.
Точные параметры способа, в частности температура, определяются формой и толщиной материала и естественно самим видом полимера.
Способ для кускового полимерного продукта, в частности в форме гранулята, хлопьев и т.п., осуществляется преимущественно в одноступенчатом реакторе VACUREMA. Подобного рода реактор имеет приведенные выше признаки и в нем может быть обеспечен вакуум.
Для полимерного материала в форме тонких пленок, волокна или прочесов способ осуществляется преимущественно в одноступенчатом реакторе EREMA PC. При этом часто оказывается достаточно, если способ осуществляется при давлении окружающей среды, т.е. без вакуума. Реактор точно также имеет приведенные выше признаки.
Способ может также осуществляться в две ступени. Так, например, смесь из кристаллизованного или некристаллизованного гранулята или хлопьев в качестве подлежащего очистке материала может загружаться в кристаллизационный сушильный аппарат двухступенчатого реактора VACUREMA. В установленном впереди кристаллизационном сушильном аппарате расположены вращающиеся вокруг вертикальной оси измельчительные и смесительные инструменты, которые оборудованы воздействующими на материал рабочими кромками, которые измельчают и перемешивают его. Благодаря этим измельчительным и смесительным инструментам к материалу прикладывается механическая энергия, вследствие чего осуществляются предварительный нагрев материала и одновременное перемешивание и движение материала. Затем предварительно нагретый, предварительно высушенный, предварительно кристаллизованный материал подвергается основной обработке.
Чтобы иметь возможность осуществить первый этап предложенного согласно изобретению способа предпочтительным образом, может, например, применяться устройство, снабженное емкостью для обрабатываемого полимерного материала, в которую подается этот материал через загрузочное отверстие и из которой материал выгружается с помощью, по меньшей мере, одного шнека, присоединенного к боковой стенке емкости, причем в донной зоне емкости расположен инструмент, вращающийся вокруг вертикальной оси, снабженный воздействующими на материал рабочими кромками, которые измельчают и/или перемешивают его, и загрузочное отверстие шнека лежит, по меньшей мере, приблизительно на уровне инструмента, и преимущественно снабжено с, по меньшей мере, одним присоединенным к емкости трубопроводом для создания вакуума и/или для насыщения газами внутреннего пространства емкости. Такое устройство выполнено, например, в виде реактора VACUREMA или в виде реактора EREMA PC.
Подобное осуществление способа в общем является удовлетворительным, даже при переработке таких сортов полимерных материалов, которые чувствительны к кислороду воздуха и/или влажности, так как с помощью разрежения в емкости или введения защитного газа во внутреннюю часть емкости полимерный материал может защищаться от вредных влияний.
Однако оказалось, что во многих случаях степень гомогенизации полимерного материала, направленного в шнек, недостаточна, в частности, в отношении к достигнутой степени высыхания, в частности, таких полимерных материалов, которые для предотвращения разложения должны быть полностью сухими уже перед пластификацией.
Фольга большей толщины требует возрастающих с увеличением толщины затрат на сушку, вследствие чего для подобного материала необходимы специальные процессы сушки, например с помощью обезвоженного воздуха, в специальных сушильных аппаратах. Кроме того, эти сушильные аппараты работают в диапазоне температур, допустимом только для кристаллизованного материала, т.к. аморфный материал становился клейким и вследствие этого спекался.
Это значит, что процессу сушки должен предшествовать процесс кристаллизации. Однако если подлежащий обработке материал в емкости долго обрабатывается инструментом, тогда, в частности, при непрерывной работе устройства появляется опасность, что отдельные частички полимера схватываются еще задолго до разгрузочного шнека, а другие частички только значительно позже. Ранее схватившиеся частички полимера могут быть еще холодными и поэтому недостаточно предварительно обработаны, вследствие чего материал, подведенный в установку для литья под давлением будет неоднородным.
Для предотвращения этого и для существенного улучшения однородности выгружаемого материала предложенный согласно изобретению способ может осуществляться в другом устройстве, в котором к загрузочному устройству основной емкости присоединено разгрузочное отверстие, по меньшей мере, одной другой емкости, в донной зоне которой предусмотрен точно также, по меньшей мере, один инструмент, вращающийся вокруг вертикальной оси. Таким образом, в серии расположены две или более емкостей и подлежащий переработке полимерный материал должен последовательно пройти эти емкости. В первой емкости получается уже предварительно измельченный, предварительно нагретый, предварительно высушенный и предварительно уплотненный и таким образом предварительно гомогенизированный материал, который загружается в следующую емкость. Благодаря этому никакой необработанный, т.е. холодный, неуплотненный, не измельченный или негомогенный материал, не будет направляться непосредственно к разгрузочному шнеку или в установку непрерывного литья, или через разгрузочный шнек к присоединенному экструдеру, или тому подобному.
При этом эти преимущества оправдывают себя в том случае, если во второй и соответственно или в следующей емкости осуществляется обработка в вакууме или в защитном газе термопластического полимера. Поперечное сечение переливающегося потока, как правило, небольшое и выравнивание давления сильно дросселируется транспортом материала. К тому же тромб смеси, образованный в установленной впереди емкости, перекрывает разгрузочное отверстие этой емкости и при этом действует точно так же до известной степени в качестве уплотнителя.
Условия становятся особенно благоприятными, если разгрузочное отверстие другой емкости, т.е. установленной впереди емкости, по меньшей мере, лежит в этой емкости приблизительно на уровне инструмента, т.е. в донной области емкости. Вращающийся в этой области инструмент в этом случае под действием центробежной силы транспортирует материал к разгрузочному отверстию, так что поперечное сечение переливающегося потока с материалом постоянно хорошо заполнено.
Согласно предпочтительному усовершенствованному варианту разгрузочное отверстие соединено с загрузочным с помощью патрубка, в котором расположен запорный элемент. Благодаря этому между обеими емкостями может быть достигнута полная герметичность, так что полностью могут быть предотвращены потери вакуума или защитного газа. В самом простом случае этот запорный элемент может быть представлен заслонкой, которая закрывается, когда осуществляется вакуумная обработка или газация в установленной следом емкости. Правда, из-за этого становится невозможным какое-либо полностью непрерывное производство. Однако если согласно предпочтительной форме осуществления изобретения запорный элемент представлен шлюзом, в частности шлюзовым затвором, то сохраняется упомянутая герметичность между обеими емкостями и все-таки становится возможным непрерывное производство. Шлюзовые камеры могут известным образом точно также газироваться или в них может создаваться разрежение.
Образованный в установленной следом емкости вакуум поддерживает всасывание подлежащего обработке материала из установленной впереди емкости. Поэтому при таких установках, как правило, емкости могут располагаться на одной высоте. Однако если хотят улучшить заполнение установленной следом емкости за счет влияния силы тяжести, то согласно усовершенствованному варианту изобретения расположение может быть таковым, что установленная первой по направлению течения материала емкость лежит выше, чем последующая емкость. Отсюда последняя может загружаться в средней области или в верхней области ее боковой стенки и при необходимости также сверху через крышку.
Этот первый этап способа может, как описано, предпочтительным способом осуществляться также в две ступени в соответственно для этого разработанном устройстве. При таком осуществлении способа производится двухступенчатая обработка поступающего или загружаемого материала, причем в ходе предварительной обработки в устройстве для предварительной обработки не происходит какой-либо пластификации материала, однако осуществляется кристаллизация и/или определенное предварительное уплотнение при одновременной сушке. Предварительное уплотнение при соответствующей температуре достигается благодаря механическому приложению или введению энергии в материал, в частности повышение или регулировка температуры осуществляется благодаря механической нагрузке на материал или благодаря преобразованию энергии вращения, по меньшей мере, одного смесительного и/или измельчительного элемента в тепловую энергию благодаря возникающим потерям на трение.
В ходе основной обработки в устройстве для основной обработки материал продолжает сушиться при повышенной температуре, обеззараживается и, если нужно, кристаллизируется и при высоком вакууме выдерживается определенное среднее время. Опять осуществляется приложение механической нагрузки или осуществляется уплотнение материала и введение энергии с помощью, по меньшей мере, одного смесительного или измельчительного элемента, который благодаря своему вращению передает соответствующую тепловую энергию материалу и снова нагревает его.
Основная обработка, которая осуществляется в вакууме, уменьшает остаточную влажность до заданной определенной средней величины и способствует также тому, что из материала выделяются летучие вредные вещества.
Температура при основной обработке удерживается ниже температуры плавления материала. Однако следует стремиться к тому, чтобы эта температура была по возможности высокой.
Точно и специфически описанные в печатных изданиях ЕР 123771, ЕР 390873, AT 407235, AT 396900, AT 407970, AT 411235, AT 411235, AT 413965, AT 413673 или AT 501154 устройства вместе со всеми предпочтительными вариантами исполнения включаются в данное раскрытие и представляют интегральную составляющую раскрытия. Подобного рода устройства применяются на практике и, например, известны как "EREMA Kunststoff Recycling System PC" или как "одно или двухступенчатые установки VACUREMA".
После подготовки или предварительной обработки полимера в качестве второй ступени предложенного согласно изобретению способа осуществляется пластификация выведенного из емкости для обработки полимера, а также литье под давлением в устройстве для литья под давлением.
Пластификация осуществляется с помощью экструдера установки для литья под давлением, преимущественно прямо присоединенного к устройству для основной обработки или к режущему уплотнителю. Благодаря прямому вакуум-плотному присоединению вакуум может иметь место в устройстве для основной обработки в области входа экструдера. Экструдер часто имеет зону пластификации, к которой присоединяется компрессионная и подпорная зона. К этой подпорной зоне может присоединяться зона дегазации или создания вакуума, в которой при вакууме, в частности высоком вакууме, летучие вещества откачиваются из расплава. При этом может предусматриваться одно или многоступенчатая дегазация; также могут располагаться друг за другом несколько компрессионных и декомпрессионных зон с различным вакуумом. Благодаря этому могут испаряться стойкие или тяжело испаряющиеся загрязнения.
С помощью соответствующего выбора температуры и длительности предварительной обработки и основной обработки может регулироваться величина вязкости расплава, отбираемого из экструдера и продукта, полученного способом литья под давлением, изготовленного из расплава. Благодаря соответственно большей длительности и соответственно высокой температуре в вакууме оказывается положительное влияние на вязкость или осуществляется реполимеризация.
Машины для литья под давлением известны как поршневые машины для литья под давлением, шнеко-поршневые машины для литья под давлением или как шнековые машины для литья под давлением. До 1956 г. применялись главным образом поршневые машины для литья под давлением. Сегодня обычная шнеко-поршневая машина для литья под давлением загружается большинством полимеров в форме гранулята из воронки в витки шнека, измельчает и режет их. Возникающее благодаря этому функциональное тепло обеспечивает в сочетании с теплом, подведенным от обогреваемого цилиндра, относительно однородный расплав. Он собирается перед коническим концом поданного назад шнека. В фазе подачи шнек гидравлически или с помощью механической силы находится под давлением с обратной стороны. При этом расплав под высоким давлением (чаще между 500 и 2000 бар) - в отличие от литьевого прессования - с помощью устройств блокирования обратного хода, насадки, прижатой к инструменту для литья под давлением, при необходимости системы нагревательных каналов (у современных серийных инструментов обычно) и центрального литника подается в задающую форму полость инструмента для литья под давлением, где поддерживается равномерная температура. Уменьшенное давление действует на расплав в качестве выдержки под давлением еще так долго, пока впускной литник (литник) не схватится (застынет). Благодаря этому возникающее при охлаждении сокращение объема компенсируется в значительной степени. Тем самым достигаются точное соблюдение размеров и желаемое качество поверхности. После этого начинается вращение шнека. В то время как таким образом готовится вес подаваемой порции для следующей фасонной детали, фасонная деталь в инструменте еще может охлаждаться до тех пор, пока сердцевина (жидкий сердечник) не застынет. Инструмент открывается, и готовая фасонная деталь выталкивается.
Пластификация гранулята с помощью вращательного движения шнека - при необходимости поддерживается с помощью наружных нагревательных лент, - что обеспечивает очень однородное распределение температуры. Подача, как сказано, осуществляется благодаря осевому движению самого шнека. Благодаря этому шнек выполняет также функцию поршня. Предпочтительными являются высокое качество фасонных деталей, короткое время цикла и возможность изготовления больших фасонных деталей.
Закрывающий узел должен держать закрытым разделенный инструмент для литья под давлением от воздействия давления литья и выдержки давления. После истечения времени остаточного охлаждения он должен открыть форму и после выталкивания готовой фасонной детали снова закрыть. Закрывающий узел содержит чаще всего вспомогательные устройства (выталкиватель) для лучшего извлечения из формы готовой детали.
С помощью управления регулируются все возможные параметры переработки. Одновременно оно берет на себя общий контроль за процессом во время изготовления, осуществляемого в автоматическом режиме.
Ход способа при литье под давлением может быть разделен на:
- процесс дозирования пластификации
- подача и подпитка до точки запечатывания
- процесс охлаждения
- процесс извлечения из формы.
Подача расплава осуществляется чаще всего с помощью гидравлической подачи шнека, который перед насадкой имеет кольцевое устройство блокирования обратного хода, так что расплав не может из-за противодавления поступать назад в каналы шнека. Эта скорость подачи регулируется, в результате получается определенный поток расплав «поток подачи». Поток подачи может чаще всего еще регулироваться на нескольких участках, вследствие чего получается «профиль потока подачи».
Принципиально расплав подается в форму настолько быстро, насколько это допустимо, причем подаваемый поток, разумеется, должен оставаться в таких пределах, чтобы предотвратить повреждение материала. Ориентировочно - в зависимости от вязкости расплава - для определенного объема подачи из идеального подаваемого потока можно рассчитать соответствующее время заполнения формы, которое заносится в таблицы и в конкретном случае привлекается в качестве контрольной величины.
Этот подаваемый поток может быть реализован только в том случае, если прикладывается достаточное гидравлическое давление. Гидравлическое давление из соображений бережного отношения к регулировочным клапанам должно поддерживаться по возможности небольшим, но, естественно быть достаточным, чтобы реализовать заданный подаваемый поток.
Поданный в форму расплав быстро охлаждается в инструменте и при этом происходит усадка объема, которая в значительной степени должна компенсироваться выдержкой под давлением. Требуемое для этого давление не должно, разумеется, вести к излишне высоким собственным напряжениям в конструктивном элементе. Также с помощью своевременного переключения с давления подачи на выдержку под давлением (при примерно 98% заполнении формы) должна предотвращаться чрезмерная подача. Если в инструменте будет действовать именно полное давление подачи, то это вызовет высокие нагрузки на инструмент и закрывающий блок, которые могут привести к тому, что разделительная плоскость вследствие избыточного внутреннего давления немного откроется и расплав пойдет в промежуточное пространство («чрезмерная подача», образование «плавающих пленок»).
Благодаря непрерывному охлаждению расплава в инструменте в тонкостенных местах, в частности в точке напыления, когда-нибудь может произойти застывание расплава, так что с помощью выдержки под давлением расплав в полость больше не сможет транспортироваться. К этому моменту выдержка давления может отключаться.
Если вес фасонной детали больше не изменяется, то достигнута точка запечатывания, т.е. достигнуто максимально требуемое время выдержки давления и/или требуемая подпитка. Чтобы предотвратить собственные напряжения, в лучшем случае не осуществляется никакой выдержки давления, а профиль выдержки давления, начиная от максимальной подпитки снижается за две или три ступени.
Поданный расплав подготавливается в тамбуре шнека перед устройством блокирования обратного хода. В узле подачи с помощью комбинации тепловой конвекции от нагретых цилиндрических стенок и фрикционного тепла, которое создается вращением шнека, осуществляется пластификация гранулята. Вращение шнека ведет к транспорту расплавляющейся массы в этот тамбур шнека, причем шнек по мере возникающего в тамбуре шнека давления оттягивается назад, как это создается при транспорте.
При этом гомогенизация расплава может улучшаться благодаря повышенному трению шнека, например, под действием противодавления («давление подпора»), которое прикладывается к шнеку, или благодаря повышению числа оборотов шнека (окружная скорость).
Слишком высокое трение шнека ведет к механической нагрузке на расплав, которая может вести к разложению полимера, и поэтому должно ограничиваться. В качестве контрольной цифры предлагается максимальная окружная скорость от 0,2 до 0,3 м/с. Если окружная скорость не может быть введена непосредственно в управление машиной, относящееся число оборотов шнека может быть взято из иллюстрации 14.
Для поддержания равномерного расплавления обычно применяется давление от 40 до 150 бар. При более коротких шнеках (отношение L/D является определяющим) давление подпора должно выбираться несколько выше, чем при более длинных шнеках, которые заведомо позволяют более равномерные нагревание и гомогенизацию. Обычные шнеки имеют отношение L/D между 18 и 22.
При извлечении литого изделия оно должно быть достаточно охлажденным. Температура извлечения зависит от материала и задается поставщиком материала. Во всяком случае, после извлечения не должно наступать какого-либо дополнительного коробления или пластических деформаций деталей, например, из-за выталкивающих стержней.
Требуемое время охлаждения складывается из времени дозирования и времени остаточного охлаждения. В идеальном случае времени дозирования достаточно для охлаждения до температуры извлечения. Однако часто должно предусматриваться дополнительно остаточное время охлаждения, которое соответственно удлиняет время цикла. Важными для времени охлаждения являются температура инструмента, температура массы при подаче, материал инструмента (теплопроводность), тип полимера (теплопроводность и теплопередача) или толщина стенки литого изделия. Среди прочего наибольшее влияние оказывает толщина стенки. Время охлаждения в зависимости от толщины стенки для определенного материала может быть взято из диаграмм изготовителя материала.
Благодаря данной предпочтительной комбинации этих обоих отдельных этапов способа или соединению друг с другом обоих специально разработанных устройств простым способом можно получить высококачественные продукты.
Предпочтительной является комбинация непрерывно работающего режущего уплотнителя с периодически работающим шнековым устройством для литья под давлением, причем режущий уплотнитель предпочтительным образом непосредственно и без промежуточной ступени присоединен к устройству для литья под давлением.
При подготовке полимера, согласно которой, как в предложенном в изобретении случае, не только перемешивается рыхлый материал, но подогревается и, как предусмотрено в пункте 1 формулы изобретения, переводится в клейкое, размягченное, но однако кусковое состояние, таким образом, предварительно обработанный полимер не может свободно или подвижно через открытую воронку направляться в шнековый узел для литья под давлением. Именно у шнековых установок для литья под давлением загрузка является критической, между прочим, для оптимального ведения способа, так как предварительно обработанные таким способом полимеры имеют повышенную степень уплотнения по сравнению с предварительно не обработанными хлопьями.
Таким образом, необходимо направлять или подавать предварительно обработанный и подготовленный полимер из режущего уплотнителя непосредственно с помощью принудительной подачи в зону загрузки шнекового устройства для литья под давлением с тем, чтобы получить желаемую степень заполнения. Благодаря этому становится возможно бережно и при сохранении качества обрабатывать также чувствительные или нестойкие, например, гигроскопичные полимеры или полимеры с повышенным содержанием влаги, так как именно в этом размягченном и нагретом состоянии кусковые частички полимера с повышенной поверхностью очень предрасположены к окислению или гидролитическим процессам разложения.
С помощью этой принудительной подачи или прямой, непосредственной комбинации или прямого и непосредственного присоединения режущего уплотнителя к устройству для литья под давлением подготовленный материал благодаря движению в режущем уплотнителе, вызванному смесительными инструментами, перемещается в направлении устройства литья под давлением, благодаря чему достигается более высокая степень заполнения в зоне загрузки камеры для литья под давлением, так как размягченные хлопья имеют более высокую степень уплотнения, чем не обработанные хлопья. Вследствие этого, с одной стороны, шнек аппарата для литья под давлением может быть выполнен более коротким, вследствие этого также сокращается время цикла литья под давлением, и вторым следствием является возможность вести быстрее весь процесс.
В первую очередь подобного рода комбинированные устройства применяются на практике для изготовления новых РЕТ-бутылок из старых РЕТ-бутылок. Процесс проходит примерно так, что доставляются бывшие в употреблении, подлежащие вторичному использованию РЕТ-бутылки, которые при необходимости перед этим хорошо моются и затем направляются в режущий уплотнитель. Чтобы, с одной стороны, удалить загрязнение или вредные запахи и т.д. из материала и, с другой стороны, обеспечить или при необходимости с помощью повышения вязкости даже еще улучшить качество РЕТ-материала, который, как известно, чувствителен к влажности, требуется соответствующая особая переработка или подготовка. Простого перемешивания и измельчения РЕТ-бутылок, как правило, недостаточно. В ходе переработки, среди прочего, повышается температура и частицы полимера переводятся в размягченное, но еще кусковое состояние, и определенное время выдерживаются в этом состоянии. Только благодаря этому может обеспечиваться, как это упомянуто выше, что получающийся в итоге продукт допускается для контакта с пищевыми продуктами и соответствует требованиям в отношении качества.
Именно при изготовлении массовых товаров, как РЕТ-бутылки или нечто подобное, время изготовления одной бутылки является важным для эффективности установки. Время изготовления РЕТ-бутылок колеблется в стандартных установках в диапазоне от примерно 8 до 10 секунд/бутылка. Подобного рода РЕТ-бутылки, как упоминалось, изготавливаются часто с помощью способа литья под давлением.
С помощью предложенной согласно изобретению комбинированной установки теперь возможно снизить время, необходимое для изготовления одной бутылки, примерно более чем на 2 секунды, что означает экономию времени на хорошие 20%. Именно при массовых изделиях важен небольшой разгон способа, который ведет к существенному удешевлению.
Другие предпочтительные осуществления, а также предпочтительные варианты исполнения устройства описаны в зависимых пунктах формулы изобретения.
Благодаря тому, что шнек при его осевом перемещении подает расплав, собравшийся в пространстве подпора перед насадкой, прямо под высоким давлением в пресс-форму для литья под давлением или, что шнек действует на расплав или выполнен в качестве создающего (высокое) давление поршня, создается экономный и простой способ, соответственно экономное и простое устройство.
Благодаря тому, что шнек с помощью своего осевого перемещения с более низким давлением прессует расплав в разгрузочную камеру, пространственно отделенную от корпуса, но находящуюся с ним в жидкостном соединении, или расплав оттуда с помощью, в частности, независимо от шнека подключаемого поршня под высоким давлением подается в пресс-форму для литья под давлением, с помощью подобного рода устройства с конструктивно отдельной разгрузочной камерой сокращается время цикла, что ведет к повышению производительности.
Благодаря тому, что все этапы обработки соответственно предварительная обработка или подготовка и/или передача и/или литье под давлением материала осуществляются в вакууме или в защитном газе, может предотвращаться окислительное или гидролитическое разложение.
В этой связи особенно предпочтительно конструктивно просто предусмотреть, что корпус имеет загрузочное отверстие, с которым он, например, радиально или тангенциально, в частности прямо, преимущественно газонепроницаемо или вакуум-плотно присоединен к разгрузочному отверстию приемной емкости, причем разгрузочное отверстие расположено в боковой стенке вблизи донной поверхности приемной емкости, в частности на высоте смесительного инструмента.
Кроме того, предпочтительно, в частности, между шнеком и пресс-формой для литья под давлением предусмотреть, по меньшей мере, один фильтр для расплава и/или, шнековое устройство для литья под давлением включает устройство блокирования обратного хода, в частности, в форме расположенного между разгрузочной камерой и шнеком и/или в канале обратного клапана.
Далее предпочтительно, что приемная емкость работает непрерывно, а шнековое устройство для литья под давлением работает периодически.
Изобретение в качестве примера без ограничения описывается с помощью следующих предпочтительных форм осуществления:
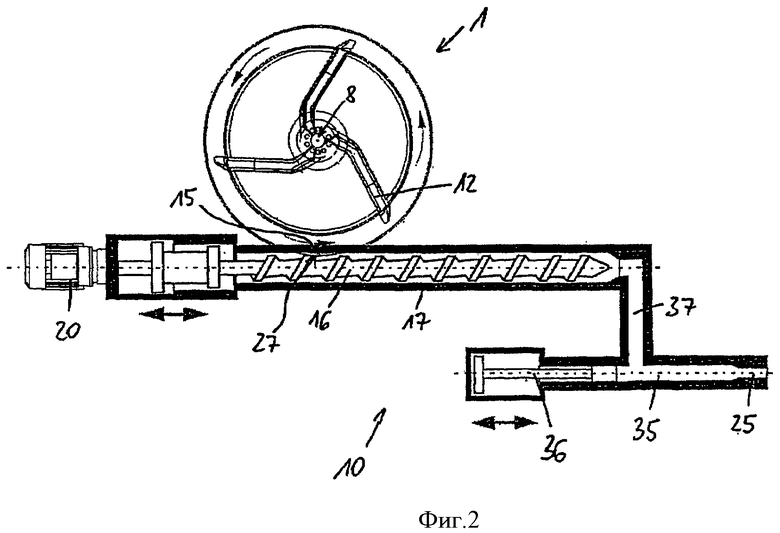
фиг.1 представляет первую форму осуществления предложенного согласно изобретению устройства без разгрузочной камеры,
фиг.2 представляет вторую форму осуществления предложенного согласно изобретению устройства с разгрузочной камерой.
Устройство согласно фиг.1 включает в основном реактор или режущий уплотнитель 1 и присоединенное к нему, в частности вакуум-плотно, изображенное частично - точно также ранее подробно описанное - шнековое устройство 10 для литья под давлением. Благодаря этой предпочтительной комбинации из полимеров, например, РЕТ-материалов, например, из хлопьев могут изготавливаться пресс-формы.
Для перемешивания и нагревания полимера в реакторе 1 - этот реактор или режущий уплотнитель 1 и его принцип действия уже ранее описывались, на что здесь указывается - расположен вращающийся вокруг вертикальной оси 8 измельчительный или смесительный инструмент 12 с действующими на материал рабочими кромками, которые измельчают и перемешивают его. Благодаря этому измельчительному или смесительному инструменту, полимер, находящийся в режущем уплотнителе, перемешивается и к нему прикладывается механическая энергия, вследствие чего происходит нагревание, но не расплавление и одновременное перемешивание и движение полимера. Обработка осуществляется в вакууме. Благодаря этому обеспечивается как сушка гигроскопических материалов, например, PET, PLA и т.д., так и возможная кристаллизация аморфных материалов, например, PS, а также достигается обеззараживание или дезактивация. Также с помощью загрузки реактора 1 предварительно высушенными РЕТ-хлопьями, например, в одно-, двухступенчатой системе может повышаться характеристическая вязкость. После этой предварительной обработки материал загружается в шнековое устройство 10 для литья под давлением.
В случае присоединенного к режущему уплотнителю 1 устройства для литья под давлением речь идет о так называемом шнековом устройстве 10 для литья под давлением. Оно и его принцип действия уже точно также описывались ранее, на что здесь указывается. Шнековое устройство 10 для литья под давлением включает шнек 16, который установлен в корпусе 17. На фиг.1 изображена форма осуществления без разгрузочной камеры 35, на фиг.2 - с разгрузочной камерой 35. Загрузочное отверстие 27 шнека 16 располагается примерно на высоте смесительного инструмента 12 или на расстоянии смесительного инструмента от донной части и предпочтительно снабжено, по меньшей мере, одним присоединенным к режущему уплотнителю 1 трубопроводом для создания вакуума и соответственно или газации во внутреннем пространстве емкости. Загрузочное отверстие 27 тангенциально, газонепроницаемо или вакуум-плотно и прямо присоединено к разгрузочному отверстию 15 приемной емкости 1. Кроме того, корпус 17 шнека 16 в направлении привода 20 выполнен газонепроницаемым. В направлении пресс-формы для литья под давлением уплотнение осуществляется благодаря расплаву.
Машина для литья под давлением состоит в общем из двух частей, а именно узла подачи или узла пластификации, который подготавливает гранулят полимера и под давлением подает в инструмент, и закрывающего узла, который служит опорой инструменту и открывает, и закрывает его. На фиг.1 и 2 изображен только узел подачи или пластификации.
Внутренний диаметр корпуса 17 равен наружному диаметру шнека 16. Режущий уплотнитель 1 расположен в задней зоне корпуса 17. Шнек 16 приводится в действие двигателем 20.
Через загрузочное отверстие 27 предварительно обработанный нагретый или размягченный, но еще кусковой материал поступает в корпус 17. Приводимый в действие приводом 20 шнек 16 вращается в корпусе 17 и транспортирует материал вперед. При литье под давлением термопластов корпус 17 при необходимости снаружи нагревается с помощью электрических нагревательных лент. Благодаря их теплу и специальной геометрии шнека гранулят не только транспортируется, но и режется, при этом полимер плавится, пластифицируется и гомогенизируется.
В головной части корпуса находится не изображенная на фиг.1 насадка 25, которая образует переход к инструменту.
В ходе процесса дозирования расплавленная формовочная масса чаще всего до насадки 24 транспортируется с помощью при необходимости имеющегося устройства блокировки обратного хода и перед этим накапливается в подпорном пространстве 26. Чтобы иметь достаточное подпорное пространство 26 для формовочной массы, шнек 16 по оси нагружается только небольшим давлением (давление подпора), так что он может смещаться назад в направлении режущего уплотнителя 1 или двигателя 20 (см. стрелки) и, таким образом между устройством блокирования обратного хода и насадкой образуется так называемый тамбур 26 шнека, в котором находится массовый объем. Подпорное давление действует против расплава, так что расплав уплотняется и оттягивает шнек 16 назад. Давление, которое создает расплав, движет шнек 16 назад.
При последующем процессе подачи шнек 16 по оси прижимается к насадке 25, причем устройство блокирования обратного хода фиксируется и таким образом массовый объем подается через насадку 25 в инструмент.
Таким образом, шнековое устройство 10 для литья под давлением работает периодически и в отличие от фиг.2 не имеет какой-либо разгрузочной камеры 35.
Эта форма осуществления представляет простой и не требующий больших затрат вид конструкции. При необходимости могут быть также предусмотрены фильтры для фильтрования расплава.
На фиг.2 представлена другая форма осуществления, для которой характерна более высокая производительность. При этом расплавленный материал шнеком 16 из корпуса 1 через канал 37, при необходимости оборудованный обратным клапаном, подается под давлением в установленную впереди разгрузочную камеру 35 и оттуда с помощью поршня 36, действующего независимо от шнека 16, с высоким давлением через насадку 25 подается в форму.
В этом случае время подачи используется для получения расплава в шнеке, благодаря чему время цикла уменьшается.
В обоих случаях режущий уплотнитель 1 работает непрерывно, а экструдер 10 для литья под давлением работает периодически. Устройства для фильтрования расплава также могут быть предусмотрены.
Изобретение относится к способу и устройству для формования литьем под давлением термопластического полимера. Подлежащий обработке исходный полимерный материал сначала подвергают предварительной обработке путем нагрева и размягчения при постоянном перемешивании и при необходимости измельчении, по меньшей мере, в одном непрерывно работающем режущем уплотнителе (1) при температуре ниже температуры плавления и выше температуры перехода в стеклообразное состояние полимера. Для перемешивания и нагревания полимера применяют, по меньшей мере, один смесительный и при необходимости измельчительный инструмент (12) с действующими на материал рабочими кромками. Затем полимер прямо, непосредственно и без промежуточной ступени направляют в периодически работающее прямо и непосредственно присоединенное к режущему уплотнителю (1) шнековое устройство (10) для литья под давлением с вращающимся в корпусе (17) и перемещающимся в нем по оси или действующим в качестве поршня шнеком (16), в нем пластифицируют с получением расплава и подают в фасонную деталь. За счет движения смесительного и при необходимости измельчительного инструмента (12) полимер с помощью принудительной подачи выдавливают в загрузочную зону шнекового устройства (10) для литья под давлением. Обеспечивается бережная и эффективная переработка полимеров в высококачественные конечные или промежуточные продукты. 2 н. и 12 з.п. ф-лы, 2 ил.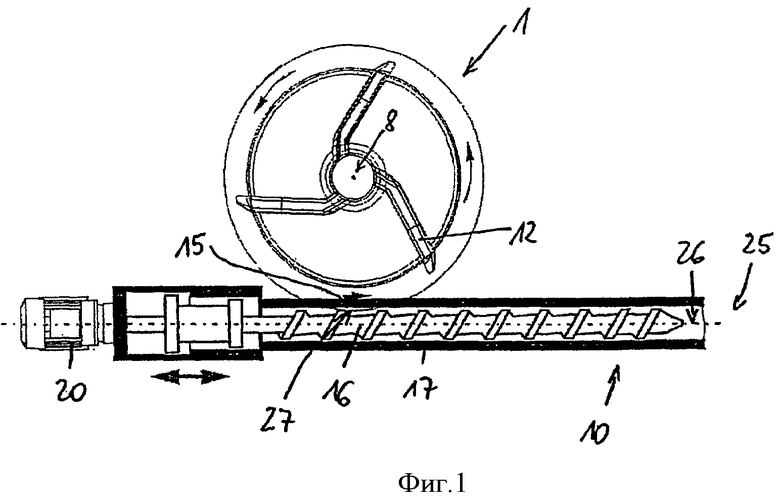
1. Способ формования литьем под давлением термопластического полимера, причем подлежащий обработке исходный полимер, в частности, имеющийся в форме полимерных частичек или хлопьев, представленных кусками или частичками, сначала подвергают предварительной обработке, причем полимер, по меньшей мере, в одном непрерывно работающем режущем уплотнителе (1) нагревают и размягчают при постоянном перемешивании и при необходимости измельчении при температуре ниже температуры плавления, преимущественно выше температуры перехода в стеклообразное состояние полимера, причем для перемешивания и нагревания полимера применяют, по меньшей мере, один смесительный и при необходимости измельчительный инструмент (12) с действующими на материал рабочими кромками, которые измельчают и перемешивают его, причем таким образом предварительно обработанный и размягченный, но еще кусковой, полимер прямо и непосредственно и без промежуточной ступени направляют в периодически работающее, прямо и непосредственно присоединенное к режущему уплотнителю (1) шнековое устройство (10) для литья под давлением с вращающимся в корпусе (17) и перемещающимся в нем по оси или действующим в качестве поршня шнеком (16), в нем пластифицируют с получением расплава и подают в фасонную деталь, например пресс-форму, отличающийся тем, что полимер за счет движения смесительного и при необходимости измельчительного инструмента (12) с помощью принудительной подачи выдавливают в загрузочную зону шнекового устройства (10) для литья под давлением.
2. Способ по п.1, отличающийся тем, что шнек (16) подает расплав за счет своего осевого перемещения непосредственно под давлением в пресс-форму для литья под давлением, или шнек (16) действует для расплава в качестве создающего давление поршня.
3. Способ по п.1, отличающийся тем, что шнек (16) за счет своего осевого перемещения под давлением прессует расплав в пространственно отделенную от корпуса, но находящуюся с ним в соединении текучей средой разгрузочную камеру (35), и расплав оттуда с помощью, в частности, независимо от шнека (16) подключаемого поршня под давлением подают в пресс-форму для литья под давлением.
4. Способ по одному из пп.1-3, отличающийся тем, что все этапы обработки или предварительную обработку, или подготовку, и/или перенос, и/или литье под давлением материала осуществляют в вакууме или в защитном газе.
5. Способ по п.1, отличающийся тем, что расплав фильтруют в шнековом устройстве (10) для литья под давлением.
6. Способ по п.1, отличающийся тем, что нагревание осуществляют посредством приложения к материалу механической энергии через смесительный и при необходимости измельчительный инструмент (12).
7. Способ по одному из пп.1-3, 5, 6, отличающийся тем, что полимер в режущем уплотнителе (1) одновременно с нагреванием, в частности на одном этапе, кристаллизуют, сушат и/или очищают, и/или повышают его характеристическую вязкость.
8. Устройство формования литьем под давлением термопластического полимера, по меньшей мере, с одним, в частности в основном цилиндрическим и имеющим донную поверхность (3) и боковую стенку (2), непрерывно приводимым в действие режущим уплотнителем (1), в котором расположен, по меньшей мере, один смесительный и при необходимости измельчительный инструмент (12), с помощью которого находящийся в режущем уплотнителе (1), подлежащий подготовке полимер смешивается, нагревается, размягчается и при необходимости измельчается, причем к режущему уплотнителю (1) прямо присоединено периодически приводимое в действие шнековое устройство (10) для литья под давлением, причем шнековое устройство (10) для литья под давлением имеет установленный с возможностью вращения в корпусе (17) шнек (16) для транспортировки предварительно обработанного материала, причем шнек (16) установлен в корпусе (17) с возможностью перемещения по оси и действует в качестве создающего давление поршня для расплава, при этом корпус (17) шнекового устройства (10) для литья под давлением имеет загрузочное отверстие (27), с которым он прямо, непосредственно и без промежуточной ступени присоединен к разгрузочному отверстию (15) режущего уплотнителя (1), и смесительный и при необходимости измельчительный инструмент (12), разгрузочное отверстие (15) и шнековое устройство (10) расположены таким образом, что подготовленный полимер с помощью принудительной подачи выдавливается в загрузочное отверстие (27) шнекового устройства (10) для литья под давлением.
9. Устройство по п.8, отличающееся тем, что корпус (17) с загрузочным отверстием (27) радиально или тангенциально преимущественно газонепроницаемо присоединен к разгрузочному отверстию (15) режущего уплотнителя, причем разгрузочное отверстие (15) расположено преимущественно в боковой стенке (2) вблизи донной поверхности (3) режущего уплотнителя (1), в частности на высоте смесительного и при необходимости измельчительного инструмента (12).
10. Устройство по п.8, отличающееся тем, что с помощью шнека (16) подается расплав, скопившийся в пространстве (26) подпора перед насадкой (25), посредством его осевого перемещения непосредственно под давлением через насадку (25) в пресс-форму для литья под давлением.
11. Устройство по п.8, отличающееся тем, что предусмотрена расположенная за корпусом (17), в частности, гидравлически соединенная с корпусом (17) посредством канала (37), при необходимости конструктивно отделенная разгрузочная камера (35), и шнек (16), в частности, за счет своего перемещения по оси, с давлением прессует расплав в эту разгрузочную камеру (35), причем в разгрузочной камере (35) предусмотрен, по меньшей мере, один поршень (36), с помощью которого расплав из разгрузочной камеры (35) под давлением подается в пресс-форму для литья под давлением.
12. Устройство по п.8, отличающееся тем, что шнековое устройство (10) для литья под давлением включает, по меньшей мере, одно устройство для блокирования обратного хода, в частности, в форме обратного клапана, расположенного между разгрузочной камерой (35) и шнеком (16) и/или в канале (37).
13. Устройство по п.8, отличающееся тем, что, в частности, между шнеком (16) и пресс-формой для литья под давлением расположен, по меньшей мере, один фильтр для расплава.
14. Устройство по одному из пп.8-13, отличающееся тем, что смесительный и при необходимости измельчительный инструмент (12) установлен с возможностью вращения вокруг вертикальной оси и/или расположен на нескольких лежащих друг над другом уровнях.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ПОТЕНЦИОСТАТИЧЕСКАЯ УСТАНОВКА | 0 |
|
SU321742A1 |
| Устройство для кручения и наматывания нити на текстильной машине | 1985 |
|
SU1273412A1 |
| US 4222728 A, 16.09.1980 | |||
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |

