Данное изобретение относится к области упрочнения режущего инструмента.
Широкое применение для нанесения износостойких покрытий на рабочие поверхности режущего инструмента получили процессы химического (CVD) и физического (PVD) осаждения, каждый из которых имеет свои преимущества и недостатки, предпочтительные области применения. Метод CVD позволяет получать покрытия с высокой прочностью адгезии к подложке, плотностью и однородностью состава. Характерной структурой таких покрытий являются равноосные зерна, в большей степени адаптированные к работе в условиях непрерывного резания. Вместе с тем, для осуществления газофазных CVD процессов требуются относительно высокие температуры и длительность, которые в свою очередь являются причиной декарбидизации твердого сплава и формирования охрупчивающих фаз на границах раздела «покрытие-подложка». Кроме этого разница коэффициентов термического расширения твердосплавной основы и покрытий на основе TiC, TiN, Ti(C,N) приводит к формированию в изделии остаточных термических напряжений растяжения, которые снижают усталостную стойкость инструмента. Все это приводит к уменьшению прочности инструмента с покрытием и снижению его эффективности, особенно, для тяжело нагруженных операций резания, процессов, в которых реализуются знакопеременные нагрузки, резания труднообрабатываемых материалов.
PVD покрытия с учетом характерной столбчатой структуры и реализации в них, как правило, сжимающих напряжений лучше адаптированы к работе в условиях знакопеременных нагрузок, когда наряду с высокой твердостью требуется достаточная вязкость.
Совмещение процессов CVD/PVD осаждения покрытий позволяет более эффективно и направленно управлять структурой и свойствами покрытий и, таким образом, существенно уменьшить недостатки совмещенных методов, интегрируя при этом значительную долю их преимуществ [Composite CVD + PVD coatings /R.V.Godse, A.T.Santhanam // Materials Science and Engineering. - 1996. - V.209. - P.384-388.; Microstructural features of wear-resistant titanium-nitride coatings deposited by different methods. Sergei V.Fortuna, Yurii P.Sharkeev, Anthony J.Perry, Jesse N.Matossian, Ivan A.Shulepov // Thin Solid Films, - 2000. - V.377-378. - P.512-517.].
Наиболее близким к заявляемому способу нанесения комбинированных покрытий является способ осаждения CVD/PVD покрытий на режущий инструмент (Патент Канады 2090854 C23C). Улучшение свойств режущего инструмента по данному способу достигается путем нанесения на подложку одного или нескольких слоев покрытия методом CVD и последующего нанесения одного или нескольких слоев покрытий методом PVD.
Авторы изобретения предполагают наличие в PVD покрытии остаточных напряжений сжатия, наличие которых препятствует возникновению и распространению усталостных трещин в инструменте с CVD покрытиями, что повышает надежность режущего инструмента на операциях точения и фрезерования.
Недостатком данного способа является то, что он не исключает возможности формирования на границе раздела «подложка-слой» CVD покрытия, осаждаемого при высоких температурах (~1000°C), η-фазы, характеризующейся высокой хрупкостью, что повышает склонность режущей кромки инструмента к образованию сколов.
Кроме этого, наличие поверхностного PVD слоя приводит к снижению твердости покрытия, что в свою очередь снижает износостойкость режущей кромки инструмента в результате ее механического истирания.
Технической задачей заявляемого технического решения является повышение надежности получаемого покрытия и режущего инструмента с ним.
Технический результат заключается в повышении стойкости режущего инструмента с предлагаемыми покрытиями на операциях непрерывного (точение) и прерывистого резания (фрезерование), а также расширение областей его применения, как на точение, так и на фрезерование.
Технический результат при осуществлении изобретения достигается способом нанесения комбинированного покрытия на режущий твердосплавный инструмент, включающим осаждение слоев методом химического осаждения из парогазовой фазы и финишного слоя методом ионно-плазменного вакуумно-дугового осаждения, при этом первоначально поверхность упомянутого инструмента подвергают модифицированию ионами хрома и методом ионно-плазменного вакуумно-дугового осаждения наносят барьерный слой из хрома, затем в качестве слоев, осажденных методом химического осаждения из парогазовой фазы, наносят слои, состоящие из карбида титана, карбонитрида титана и нитрида титана, проводят модифицирующую обработку ионами титана, а в качестве финишного слоя, осажденного методом ионно-плазменного вакуумно-дугового осаждения, наносят слой из нитрида титана при подаче на осаждаемую поверхность отрицательного потенциала 150-160 В с формированием в нем наноструктуры за счет изменения кристаллографических направлений роста зерен нитрида титана.
Осаждение финишного слоя PVD покрытия из нитрида титана осуществляется в условиях, способствующих формированию в нем наноструктуры с размером кристаллитов менее 100 нм, что определяет его высокую твердость (~30 ГПа) и вязкость вследствие развитости межкристаллитных границ и блокирования ими процесса зарождения и роста хрупких трещин.
Сущность метода заключается в следующем:
1. Поверхность твердосплавных режущих пластин подвергается предварительному воздействию потока ионов Cr с энергией до 1,2-1,3 кэВ, реализуемой за счет подачи на подложку отрицательного электрического потенциала ~ -1 кВ. Эта обработка существенно снижает дефектность переходной зоны между покрытием и подложкой благодаря «распыляющему» эффекту ионной бомбардировки [Аникин В.Н., Блинков И.В., Кратохвил Р.В., Левкович Н.Г., Пацюра В.Ф. Модифицирование поверхности твердосплавных пластин ионами хрома. // X111 Межд. научно-техн. семинар «Высокие технологии: тенденции развития», 12-17 сентября 2003 г. - Харьков-Алушта: НТУ «ХПИ», 2003., с.11-13].
2. На твердосплавную инструментальную основу методом arc-PVD (ионно-плазменное вакуумно-дуговое осаждение) наносят барьерный слой из хрома толщиной ~0,5 мкм. Его назначение определяется функцией блокирования интердиффузионных процессов между подложкой и покрытием при осуществлении CVD процесса, в результате которых вероятна декарбидизация твердосплавной подложки с формированием хрупкой η-фазы (Co3W3C) на границе раздела "покрытие-подложка", приводящая к охрупчиванию режущего инструмента.
3. Осаждение по стандартной CVD технологии при температуре 1020 -1050°C из парогазовой фазы TiCl4-CH4-H2 и TiCl4-N2-H2 слоев CVD покрытия, состоящих из карбида титана, карбонитрида титана и нитрида титана.
4. Нанесение финишного PVD слоя из нитрида титана, характеризующегося наноструктурой, на установке ионно-плазменного дугового осаждения в среде реакционного газа азота (PN2=10-3 Па) при распылении катодов из Ti (BT1) дугой (I=120 А, U=20 В) с подачей на подложку отрицательного потенциала смещения ~ -160 В. При повышении отрицательного потенциала смещения, подаваемого на подложку, до -160 В при осаждении покрытий начинают конкурировать два процесса: осаждение покрытия и его распыление. Это приводит с постоянному изменению кристаллографических направлений роста зерен материала покрытий и измельчению его структуры.
Предварительно поверхностный слой CVD покрытий подвергается воздействию потока металлической плазмы (ионы Ti) с энергией до 1,1-1,2 кэВ для удаления возможных концентраторов напряжений в виде поверхностных выступов, дефектных слоев покрытия и снижения остаточных напряжений растяжения [Изменение фазового состава и структуры поверхностных слоев твердого сплава под действием ионов титана. / Аникин В.Н., Блинков И.В., Данюков А.Н., Кратохвил Р.В., Пацюра В.Ф., Скрылева Е.А. // Физика и химия обработки материалов, - 2004, - №3, - с.34-37].
Предлагаемое изобретение иллюстрируется следующими примерами, которые не ограничивают его осуществление.
Пример 1. На твердосплавную режущую пластину ТТ10К8Б наносили CVD покрытие на установке «1-Н-1», включающей вертикальную колпаковую печь косвенного нагрева и реактор. Печь и реактор размещаются на монтажном столе, к которому крепятся: испаритель четыреххлористого титана, два смесителя газов, скруббер для нейтрализации отходящих газов, двухступенчатый масляный пластинчато-роторный насос для создания вакуума в реакторе перед процессом нанесения.
В состав комплекса также входят: рампа для подсоединения баллонов с технологическими газами, установка для очистки водорода «Палладий 50Т», средства управления процессом и дозировкой газов, водоциркуляционная установка для термостатированного нагрева трубопроводов и охлаждения фланца реактора. Процесс нанесения CVD покрытий на этой установке заключается в проведении ряда последовательных гетерогенных химических реакций из газовой фазы на поверхности раздела «газ-подложка» между исходными компонентами: хлоридом титана, метаном и (или) азотом в восстановительной атмосфере водорода.
Основные параметры этого процесса: температура 1020-1050°C, время 3,5-4 часа.
Пример 2. На твердосплавную режущую пластину ТТ10К8Б после предварительной ионной обработки ионами хрома методом PVD наносили барьерный слой хрома толщиной ~0,5 мкм с последующим осаждением, как и в примере 1 CVD покрытия.
Осаждение покрытий методом PVD и модифицирование поверхности потоком ускоренных ионов проводили на установке ионно-плазменного напыления ННВ-6.6-И1 в вакууме при остаточном давлении Р=1,2 мПа. Генератором металлического ионного потока был вакуумно-дуговой источник с катодом из хрома, который распылялся дугой с током 100-120 А. Поток ионов материала катода ускорялся в направлении подложки с соответствующим увеличением энергии за счет прикладываемого к ней отрицательного потенциала смещения (опорного напряжения Uоп), равного 50-1200 В. С учетом многозарядности ионов их максимальная энергия могла составлять ~1,5 кэВ. При этом могут быть реализованы три режима ионной обработки: конденсации (осаждения) покрытия (Uоп≤140 В), смешанный (Uоп=150-400 В) и распыления подложки и покрытия (Uоп≥400 В). Режим обработки (конденсация, распыление) определялся по изменению массы образца весовым методом на аналитических весах марки «ВЛР-200г» с точностью измерения ±0,0001 г. Величина тока дуги регулировалась из условия ее устойчивого горения и обеспечения максимальной скорости эрозии катода при минимальном содержании в продуктах эрозии микрокапель, попадание которых на подложку может значительно ухудшить свойства покрытия.
Пример 3. Образцы твердого сплава ТТ10К8Б с покрытием, полученные в условиях примера 2, дополнительно подвергались дуговой ионно-плазменной обработке на установке «ННВ-6.6-И1» ионами титана, образующимися при распылении титанового катода дугой с током ~120 А при подаче на осаждаемую поверхность отрицательного потенциала смещения ~1,2 кВ с последующим осаждением при значении потенциала смещения 160 В на покрываемое изделие финишного PVD слоя из нитрида титана, характеризующегося наноструктурой.
Пример 4. На твердосплавную режущую пластину ТТ10К8Б на установках «1-Н-1» и «ННВ-6,6-И1» по прототипу наносили CVD/PVD покрытие состава CVD (TiC, TiCN, TiN)/PVD(TiN). Слои CVD покрытия осаждались из газовой фазы TiCl4-CH4-H2 и TiCl4-N2-H2 при температуре 1020-1050°C в течение 3,5-4 часов. Покрытие PVD формировалось из ионно-плазменного потока, сформированного при распылении трех титановых катодов дугой с током 120 А при подаче на осаждаемую поверхность отрицательного потенциала смещения ~120 В.
Общая толщина покрытий, сформированных в указанных примерах, составляла ~7 мкм.
Рентгеновский фазовый анализ покрытий проводили по дифрактограммам, снятым в режиме шагового сканирования на дифрактометре «ДРОН-4». Использовали СоКα-излучение, монохроматизированное отражением от графита на дифрагированном пучке.
Микроструктуру и элементный состав изучали на растровом электронном микроскопе «JSM-6700F» с приставкой «JED-2300F» (JEOL) для элементного анализа. Разрешение при исследовании микроструктуры - 1,0 нм при ускоряющем напряжении 15 кВ и 2 нм при 1 кВ.
Определение параметров субструктуры формируемых покрытий (размера блоков (ОКР) D, нм и величины микродеформаций решетки е, %) проводили по двум парам линий каждой фазы покрытия (111-222) и (111-220) методом аппроксимации по величине физического уширения β. В качестве эталона для отделения инструментального уширения использовали мелкозернистый порошок Ge.
Предел прочности при изгибе определяли методом трехточечного изгиба на разрывной машине «Р-5».
Для измерения твердости использовался метод непрерывного индентирования при малых нагрузках, который осуществляли на нанотвердомере «Nano-Hardness Tester» (CSM Instmments).
Испытания на стойкость к царапанию были проведены на приборе «REVETEST» (CSM Instruments). Прибор представляет собой автоматизированный адгезиометр, позволяющий наносить царапину и соотносить значения измеряемых параметров: акустической эмиссии, коэффициента трения, глубины проникновения индентора и остаточной глубины царапины после снятия нагрузки с величиной нормальной приложенной нагрузки, длинной и глубиной царапины. Царапание изучаемой поверхности проводили алмазным индентором типа Роквелла с радиусом закругления 200 мкм при непрерывно нарастающей нагрузке. Длина царапины - 5 мм, нарастающая нагрузка - 0,9-90 Н, скорость нагружения - 90 Н/мин.
Критическую нагрузку, которая привела к разрушению покрытия, определяли после испытания путем анализа формы (амплитуды, наклона) кривых «параметр-нагрузка», а также визуально при наблюдении царапины с помощью оптического микроскопа по появлению трещин, отслаиванию или истиранию покрытия.
Для определения коэффициентов стойкости инструментальных пластин с исследуемыми покрытиями были проведены аттестационные испытания при непрерывном и прерывистом резании на стали марки Ст.50.
Точение и фрезерование проводили в условиях сухого резания. Продольное точение осуществляли на следующих режимах: скорость резания V=230 м/мин; подача материала f=0,2 мм/оборот, глубина резания t=1 мм. В качестве критерия износа фиксировался износ на задней поверхности инструментальной пластины, допустимая величина которого составляет 0,2 мм.
Аттестационные испытания при фрезеровании проводили при глубине резания t=1 мм, подаче на зуб Sz=0,1 мм/зуб, скорости резания V=50 м/мин, частоте вращения шпинделя n=500 об/мин. Критерием отказа инструмента служил предельный износ задней поверхности пластины, равный 0,5 мм.
Показателем режущих свойств пластины с покрытием является коэффициент стойкости Кст, который определяется отношением ее стойкости, выраженной во времени, в течение которого происходит затупление пластины до установленной величины износа, к стойкости пластины из материала основы, выраженной в свою очередь во времени, в течение которого происходит затупление пластины до величины предельного износа.
На фигуре 1 показаны микроструктура и характер распределения элементов по толщине PVD/CVD/PVD покрытия (пример 3), получаемого по предлагаемому способу. Концентрационные кривые свидетельствует о наличии в структуре покрытия сплошного слоя хрома, сформированного по границе с подложкой, карбидного, карбонитридного и наружного слоя из нитрида титана.
Рентгенофазовый анализ образцов первой серии и полученных по прототипу показал присутствие в покрытии трех фаз с решеткой типа NaCl (B1) и наличие η-фазы. В образцах второй и третьей серии η-фаза отсутствовала. На рентгенограммах этих образцов присутствуют линии четырех фаз: хрома и, как и у предыдущего образца, трех фаз типа NaCl. Наличие этих фаз следует из анализа профиля дифракционной линии 220, представленной как сумма линий 220 этих фаз (пакет программ «Outset»). Отражение 220 удобно для такого анализа, так как в его окрестностях нет линий хрома, а интенсивность и угол дифракции этой линии достаточно велики для расщепления со сравнительно малой погрешностью.
Периоды решетки этих фаз, по которым они аттрибутированы как TiC, TiCN и TiN, представлены в таблице 1 (погрешность 0,005 Å) вместе со значениями периодов решетки этих фаз из банка программ «PHAN».
Результаты исследований механических свойств полученных композиций представлены в таблице 2.
Из таблицы 2 видно, что прочность пластин с CVD-покрытием падает примерно на 30% по сравнению с непокрытыми пластинами. Для образцов второй серии наблюдается увеличение прочности по сравнению с образцами с CVD-покрытием. По-видимому, это связано с положительным влиянием на прочность субстрата модифицирующей обработки ионами Cr, в результате которой происходит «залечивание» микротрещин, устранение шероховатости его поверхности, а также с отсутствием охрупчивающего эффекта η-фазы. Вместе с тем, эта группа образцов характеризуется некоторым уменьшением твердости. Это объясняется влиянием барьерного слоя из относительно мягкого хрома на интегральную характеристику твердости поверхностного слоя сформированного изделия (твердосплавная пластина с покрытием). Прочность образцов третьей серии уже сравнима с прочностью исходных твердосплавных пластин. Они же характеризуются максимальным значением твердости. Образцы, полученные по способу прототипу, имеют прочность несколько выше, чем у образцов с CVD покрытиями (первая серия), но значительно уступают по прочности образцам второй серии и третьей серии, полученным по предлагаемому способу.
О возможных причинах повышения твердости и прочности образцов третьей серии, полученных дополнительным воздействием потока плазмы при PVD осаждении нитрида титана, на поверхность сформированного CVD покрытия, можно судить по результатам исследований субструктуры фаз покрытия, представленных в таблице 3.
Как видно из полученных данных, в поверхностных слоях покрытия третьей серии образцов формируется наноструктурированная фаза нитрида титана с размером блоков порядка 30 нм, которая и является, по-видимому, ответственной за возрастание твердости и прочности покрытий этой серии.
Сравнение значения отношения интенсивностей линий 111, 200 и 220 нитрида титана (I111:I200:I220) для образцов второй (1:0,9:0,9) и третьей (1:0,3;0,1) серий указывает на сильную текстуру {111} в покрытии, верхний слой которого был сформирован на основе PVD процесса (третья серия). Наличие в покрытии текстуры {111} свидетельствует о преимущественной ориентировке зерен параллельно поверхности образца плоскостями с минимальной поверхностной энергией. Это, в свою очередь, должно сводить к минимуму вероятность схватывания покрытия и материала обрабатываемого изделия.
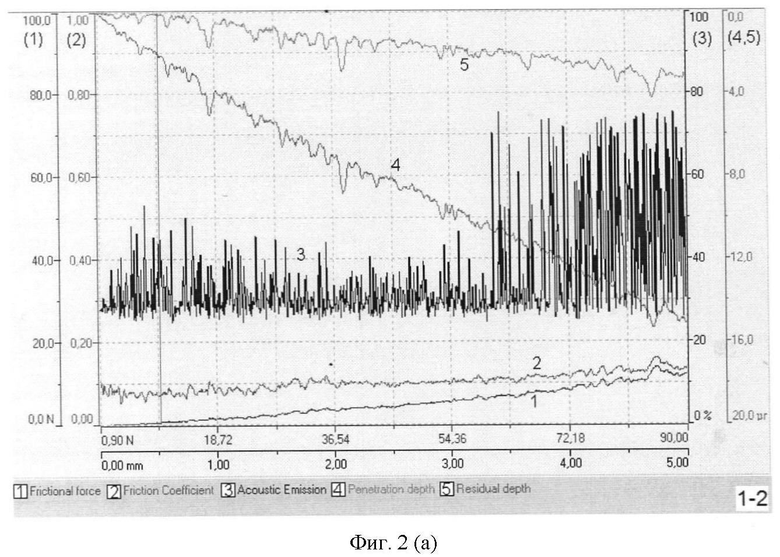
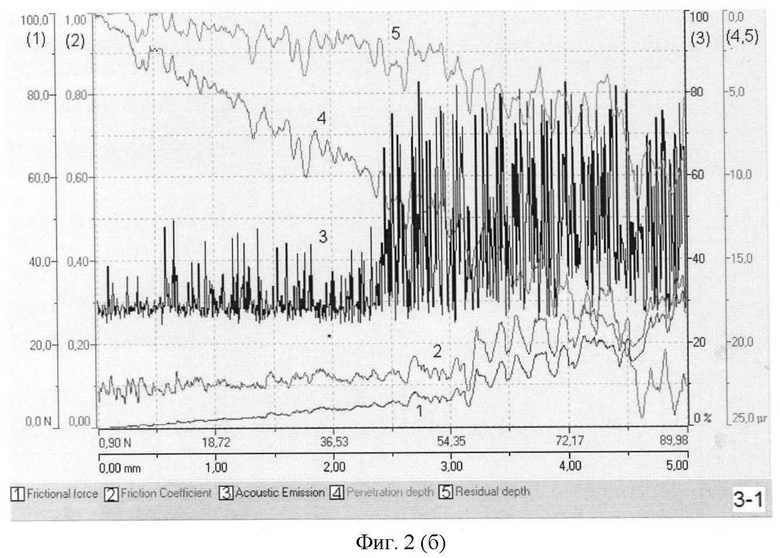
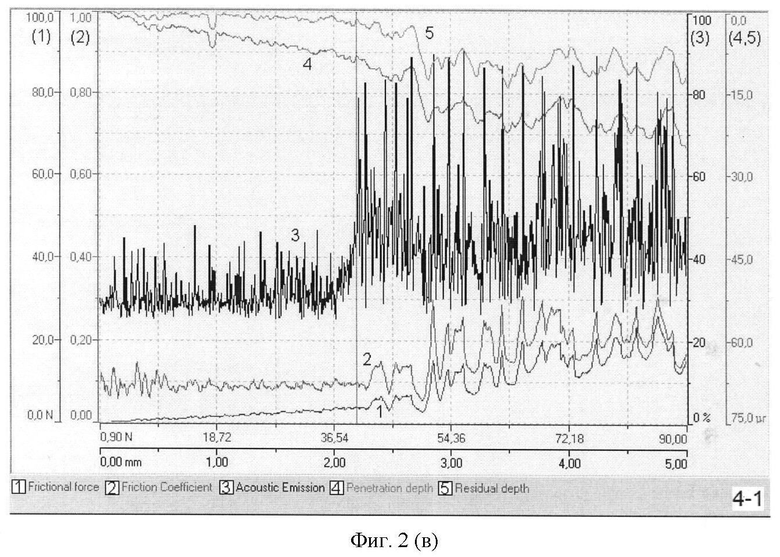
Проведенные исследования адгезионной прочности соединения покрытия с подложкой, полученные при царапаний его индентором при увеличивающейся нормальной нагрузке, иллюстрируются характером изменения пяти параметров системы «индентор-исследуемая поверхность»: акустической эмиссии (3), силы трения (1), коэффициента трения (2), глубины проникновения индентора (4), остаточной глубины царапины (5) (фигура 2 (а) - образец первой серии; фигура 2 (б) - образец второй серии; фигура 2 (в) - образец третьей серии).
При малых нагрузках наблюдается прерывистый контакт индентора с поверхностью покрытия, который проявляется при наблюдении под микроскопом в виде округлых светлых пятен от срезанных алмазным индентором вершин выступающих зерен материала покрытия. Прерывистый контакт сопровождается отдельными акустическими импульсами, а также скачками коэффициента трения. Для образцов третьей серии такая неоднородность сигнала менее выражена.
Смена прерывистого контакта при скольжении индентора на непрерывный приводит к выпрямлению краев царапины. Переход к непрерывному контакту «индентор-поверхность» происходит для всех образцов при нагрузках 35-36 Н. С этого момента царапина имеет вид светлой сплошной полосы с четкими линиями краев.
Критические нагрузки, приведшие к разрушению покрытия, составляют, соответственно, для образцов первой, второй, третьей, четвертой серий 61, 47, 45 и 60 Н. Разрушение в условиях непрерывного контакта для образцов всех серий соответствует когезионному механизму, связанному с пластической деформацией и образованием усталостных трещин в материале покрытия. Для образцов первой и четвертой серий происходит частичное адгезионное разрушение, что связано, возможно, с образованием на границе раздела «подложка-покрытие» хрупкой η-фазы.
Отличительной особенностью образцов второй и третьей серий в процессе царапания при нагрузках, больших, чем критическая, является скачкообразное изменение коэффициента трения, глубины погружения индентора и остаточной глубины царапины. Это, по-видимому, связано с достижением индентором пластичного, относительно мягкого барьерного слоя хрома. Данное предположение подтверждается визуальными наблюдениями, свидетельствующими об увеличении отражательной способности материала на дне царапины, что характерно для вскрытого слоя металла по сравнению с нитридно-карбидным покрытием.
Аттестационные испытания исследуемых твердосплавных пластин с покрытиями при точении показали, что коэффициент стойкости всех серий образцов был более трех. Износ для задней поверхности пластин при этом составил: для образцов первой серии - 0,16 мм; второй - 0,19 мм; третьей - 0,17 мм и четвертой - 0,18 мм. Время фактической работы испытуемого лезвийного инструмента равнялось 24 мин по сравнению с 8 мин работы твердосплавной пластины без покрытия.
Полученные результаты свидетельствуют о незначительном преимуществе образцов первой серии при непрерывном резании в указанных выше условиях.
При работе же лезвийного инструмента в условиях прерывистого резания (фрезерования), когда наряду с высокой износостойкостью требуются высокая вязкость, наилучшие результаты показали образцы третьей серии, полученные по предлагаемому способу. Коэффициент стойкости их составил 3,2 против 2,2 для образцов первой серии и 2,4 образцов четвертой серии, полученных по способу-прототипу.
Полученные результаты связаны, по-видимому, с максимальным значением у образцов этой серии предела прочности при изгибе и твердости (см. таблицу 2), определяемых отсутствием η-фазы на границе раздела «подложка-покрытие», а также наличием наноструктуры поверхностного слоя PVD покрытия, которая может явиться фактором, сдерживающим зарождение и рост усталостных трещин в объеме материала покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения ионно-плазменного вакуумно-дугового керамикометаллического покрытия TiN-Ni для твердосплавного режущего инструмента расширенной области применения | 2015 |
|
RU2613837C1 |
| Способ получения адаптивного износостойкого покрытия Ti-Al-Mo-N для защиты от изнашивания в меняющихся условиях трения | 2016 |
|
RU2644094C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО ВАКУУМНОГО-ДУГОВОГО КЕРАМИКОМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ TiN-Cu ДЛЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА РАСШИРЕННОЙ ОБЛАСТИ ПРИМЕНЕНИЯ | 2014 |
|
RU2573845C1 |
| СПОСОБ "ГИБРИДНОГО" ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ | 2011 |
|
RU2485210C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2016 |
|
RU2617189C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2466828C2 |
| ТВЕРДОСПЛАВНАЯ РЕЖУЩАЯ ВСТАВКА | 2008 |
|
RU2465098C2 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2478138C1 |
| КЕРАМИЧЕСКИЕ ИНСТРУМЕНТЫ ИЗ AlO СО СЛОЕМ, УСИЛЕННЫМ ДИФФУЗИОННЫМ СВЯЗЫВАНИЕМ | 2005 |
|
RU2392350C2 |
| Многослойное износостойкое покрытие на стальной подложке | 2020 |
|
RU2759163C1 |
Изобретение относится к области упрочнения режущего твердосплавного инструмента и может быть использовано в машиностроении, в частности в технологии металлообработки. Первоначально поверхность упомянутого инструмента подвергают модифицированию ионами хрома и методом ионно-плазменного вакуумно-дугового осаждения наносят барьерный слой из хрома, затем методом химического осаждения из парогазовой фазы наносят слои, состоящие из карбида титана, карбонитрида титана и нитрида титана, проводят модифицирующую обработку ионами титана и методом ионно-плазменного вакуумно-дугового осаждения наносят финишный слой из нитрида титана при подаче на осаждаемую поверхность отрицательного потенциала 150-160 В с формированием в нем наноструктуры за счет изменения кристаллографических направлений роста зерен нитрида титана. Повышается надежность и стойкость режущего инструмента при проведении операций непрерывного и прерывистого резания. 2 ил., 3 табл., 4 пр.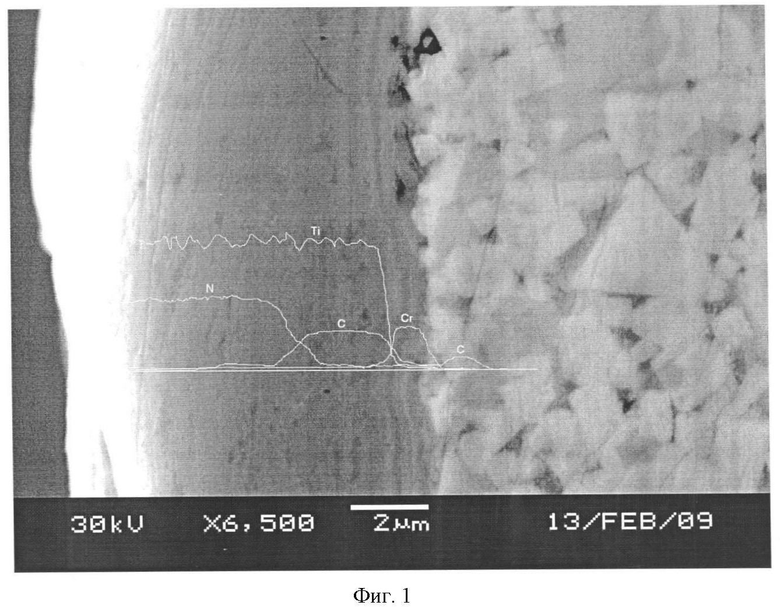
Способ нанесения комбинированного покрытия на режущий твердосплавный инструмент, включающий осаждение слоев методом химического осаждения из парогазовой фазы и финишного слоя методом ионно-плазменного вакуумно-дугового осаждения, отличающийся тем, что первоначально поверхность упомянутого инструмента подвергают модифицированию ионами хрома и методом ионно-плазменного вакуумно-дугового осаждения наносят барьерный слой из хрома, затем в качестве слоев, осажденных методом химического осаждения из парогазовой фазы наносят слои, состоящие из карбида титана, карбонитрида титана и нитрида титана, проводят модифицирующую обработку ионами титана, а в качестве финишного слоя, осажденного методом ионно-плазменного вакуумно-дугового осаждения, наносят слой из нитрида титана при подаче на осаждаемую поверхность отрицательного потенциала 150÷160 В с формированием в нем наноструктуры за счет изменения кристаллографических направлений роста зерен нитрида титана.
| РОЛИКОВЫЙ СТЕНД ДЛЯ ИСПЫТАНИЙ АВТОМОБИЛЕЙ | 1995 |
|
RU2090854C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2029796C1 |
| Судовое котельное устройство для получения одновременно пара высокого и низкого давления | 1927 |
|
SU10493A1 |
| Противообрастающая краска | 1982 |
|
SU1175949A1 |
| EP 1160350 A1, 05.12.2001. | |||

