Изобретение относится к составам и способам получения износостойких покрытий на режущем инструменте и может быть использовано в металлообработке для повышения его стойкости и расширения области применения как на операции непрерывного, так и прерывистого резания с высокими скоростями труднообрабатываемых материалов.
Актуальной проблемой современной металлообработки является повышение производительности роботизированных металлообрабатывающих комплексов. Ограничение их производительности в ряде случаев обусловлено отказом инструмента в условиях высокоскоростного сухого резания (время наработки на отказ снижается в 2-3 раза при увеличении скорости резания на 20-30%). Нанесение износостойких покрытий может существенно повысить стойкость инструмента, снизить материальные, энергетические и трудовые затраты, связанные с трением и изнашиванием.
Однако лезвийная обработка материалов в большинстве случаев связана с изменением условий контакта/трения сопрягаемой трибо-пары «режущий инструмент - обрабатываемый материал». В этом случае инструмент работает в изменяющихся условиях изнашивания (механическое, молекулярно-механическое, коррозионно-механическое, абразивное и др.). Усиление изнашивания также возможно при трении вследствие агрессивного действия среды и нестационарного характера прикладываемой нагрузкой (как ее величиной, так и условиями приложения - будет ли она постоянна или знакопеременна).
Ионно-плазменные вакуумно-дуговые покрытия TiN, характеризующиеся твердостью 22-25 ГПа, внутренними сжимающими напряжениями до -6 ГПа, жаростойкостью до 650°, как правило, столбчатой структурой, до последнего времени находили и находят широкое применение для упрочнения режущего инструмента.
С целью увеличения твердости и повышения их износостойкости разработаны несколько направлений. Одно из них связано с модернизацией ионно-плазменного вакуумно-дугового метода.
Известен способ получения однофазных пленок нитрида титана (RU 2497977 С2, опубликован 10.11.2013). Данный способ позволяет получить покрытие, близкое по составу к стехиометрическому нитриду титана за счет дополнительной обработки двухфазного покрытия, содержащего TiN и Ti, полученного на первой стадии вакуумно-дугового осаждения, ионами азота повышенной энергии.
Недостатком данного метода является невысокая твердость покрытий (до 25-27 ГПа), высокий уровень остаточных макронапряжений, реализующихся в композите «покрытие - подложка», отрицательно влияющих на его адгезионную прочность.
Другой путь улучшения износостойкости покрытий на основе нитрида титана - это введение в их состав различных компонентов. Известен способ осаждения сложного кубического нитрида титана, содержащего алюминий (AlxTi1-x)N (US 8,409,702 В2, опубликован 09.08.2012) в пределах от x=0,46 до 0,52 моль. При этом твердость покрытий возрастает до 31,5 ГПа.
Недостатком данного способа является сохранение в покрытиях высокого уровня остаточных напряжений (до -4,8 ГПа). Эти покрытия характеризуются нестабильностью состава. При высоких скоростях резания 300-600 м/мин и повышением температуры в зоне контакта инструмента с обрабатываемым материалом они имеют тенденцию к фазовому превращению с образованием гексагональной фазы AlN. При этом существенно ухудшаются механические, а значит, эксплуатационные свойства покрытия и инструмента, уменьшается его стойкость или время до разрушения.
Для предотвращения этого отрицательного эффекта применяются покрытия, в которые дополнительно вводится хром. Известен способ получения и состав ионно-плазменного покрытия для режущего инструмента на основе (TixAlyCrz)N (RU 2405060 C1, опубликован 27.11.2010). Дополнительное введение хрома способствует увеличению растворимости алюминия в сложном нитриде выше 60% (ат.) и позволяет сохранить его кубическую структуру соответствующим уровнем эксплуатационных свойств. При этом максимальное значение твердости покрытий не превышает 36 ГПа, индекс пластичности их равен примерно 52%. Как и в предыдущем случае, покрытия характеризуются уровнем остаточных сжимающих макронапряжений порядка 3,5 ГПа.
Известен способ повышения стойкости режущего инструмента, при котором на его поверхность вакуумным ионно-плазменным методом наносят покрытия на основе сложного нитрида титана-циркония (US 6838151 В2, опубликовано 04.01.2005).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе покрытие обладает недостаточной твердостью, адгезионной прочностью, стабильностью структуры и фазового состава в процессе резания. В результате покрытие в большей мере подвергается износу, в нем быстро появляются следы выкрашивания материала износостойкого покрытия и происходит его отслоение на контактных площадках, протекают процессы структурного, фазового изменения в процессе резания, приводящие к разупрочнению режущего инструмента, что снижает стойкость и уменьшает возможности использования режущего инструмента.
Указанные выше способы модифицирования покрытий на основе нитрида титана с целью улучшения его свойств, в первую очередь твердости, связаны с введением в состав покрытий элементов (Al, Cr, Zr), образующих с нитридом титана твердые растворы. При этом упрочнение керамики достигается за счет реализации в структуре формирующихся сложных нитридов повышенного уровня микро- и макронапряжений.
Увеличения твердости покрытий TiN с сохранением вязкости, что обеспечит в этом случае повышенную стойкость режущего инструмента с такими покрытиями как в условиях постоянных, так и переменных нагрузок, можно достичь путем наноструктурирования зеренной структуры нитридной фазы за счет введения в состав покрытия металла, не взаимодействующего с TiN.
Наиболее близким к предлагаемому способу и составу по технической сущности являются ионно-плазменные покрытия на основе нитрида титана, модифицированные медью, нанесенные на твердосплавную основу (Yu.F. Ivanov, N.N. Koval, O.V. Krysina and at al. / Superhard nanocrystalline Ti-Cu-N coatings deposited by vacuum arc evaporation of a sintered cathode // Surface and Coatings Technology, 207, 2012, p. 430-434). В этом исследовании методом ионно-плазменного вакуумно-дугового осаждения были получены покрытия TiN-Cu при испарении Ti и Ti-Cu (12 ат.%) катодов в среде реакционного газа азота. Как было установлено, такие покрытия характеризуются высоким комплексом механических свойств: твердостью ~40 ГПа, модулем упругости ~500-550 ГПа.
Недостатком данного способа является то, что полученные покрытия имеют относительную работу пластического деформирования, по которой судят о пластичности материала, только 50%, что значительно меньше, чем даже для покрытий TiN. Адгезионная прочность покрытий характеризуется относительно малой критической нагрузкой 10,7 Н, при которой происходит их отслаивание от подложки. Полученные авторами значения приведенных выше параметров ограничивают возможность их использования для упрочнения режущего инструмента. Указанные покрытия не обладают достаточной стойкостью к изнашиванию и не обеспечивают возможность расширить область применения твердосплавного режущего инструмента на операциях непрерывного и прерывистого резания. Кроме этого, жаростойкость этих покрытий ограничивается температурами порядка 550-600°С, что не дает возможности использовать их при высоких скоростях точения и для резания труднообрабатываемых материалов, поскольку в этих случаях из-за увеличивающейся силы трения в зоне контакта «режущий инструмент - обрабатываемый материал» температура может возрастать до 700-750°С.
Технический результат изобретения заключается в повышении стойкости твердосплавного режущего инструмента; расширении области его применения как на операции непрерывного, так и прерывистого резания; увеличении скорости точения обрабатываемых материалов.
Указанный технический результат достигается следующим образом.
В способе получения износостойкого наноструктурного керамикометаллического покрытия TiN-Cu на твердосплавном режущем инструменте проводят предварительную очистку поверхности инструмента и последующее вакуумно-дуговое осаждение покрытия при испарении катодов, содержащих титан и никель, в реакционном газе-азоте.
Отличие способа состоит в том, что осаждение покрытия ведут в процессе испарения катодов, изготовленных из сплавов титана ВТ1 и Ti-Ni (50 ат.% Ni) при токе дуги, испаряющей катод из титана, равным 120 А, и токе дуги, испаряющей катод из сплава Ti-Ni, равным 90-110 А, и отрицательном напряжении смещения, подаваемом на режущей твердосплавный инструмент (Ub), равном 100-120 В. Эти параметры осаждения и используемые материалы катодов дают возможность реализовать в покрытиях содержание никеля 3,5-8% (ат.).
Разработанные режимы получения и предлагаемый состав упрочняющего износостойкого керамикометаллического ионно-плазменного вакуумно-дугового покрытия TiN- Ni, обеспечивают наноструктурирование зеренной структуры, ее термическую стабильность и жаростойкость, механические, трибологические свойства покрытия, повышенную адгезионную прочность его с основой, что увеличивает стойкость режущего инструмента и расширяет область его применения как на операции непрерывного, так и прерывистого резания, в том числе и при увеличенных скоростях точения обрабатываемых материалов.
Изобретение поясняется чертежами.
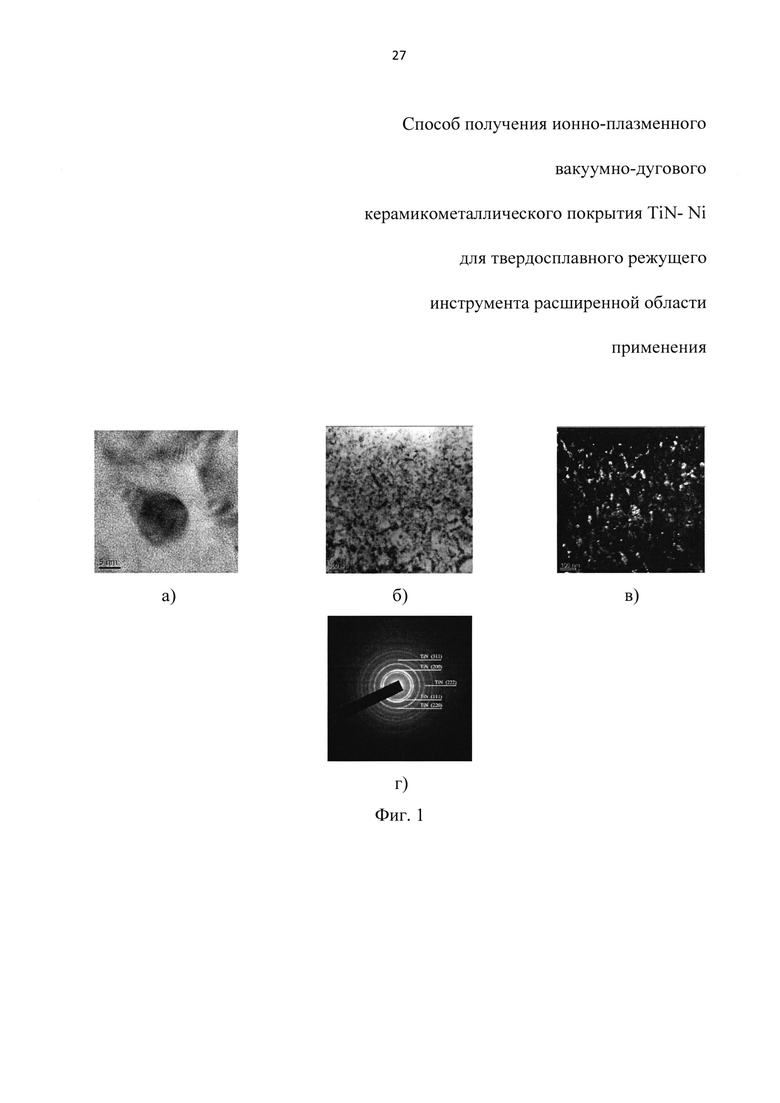
На фигуре 1 приведены изображения высокого разрешения зеренной структуры (а), свелопольное и темнопольное изображения (б, в) и электроннограмма (г) покрытия (Ti, Al)N -3% (ат.) Ni.
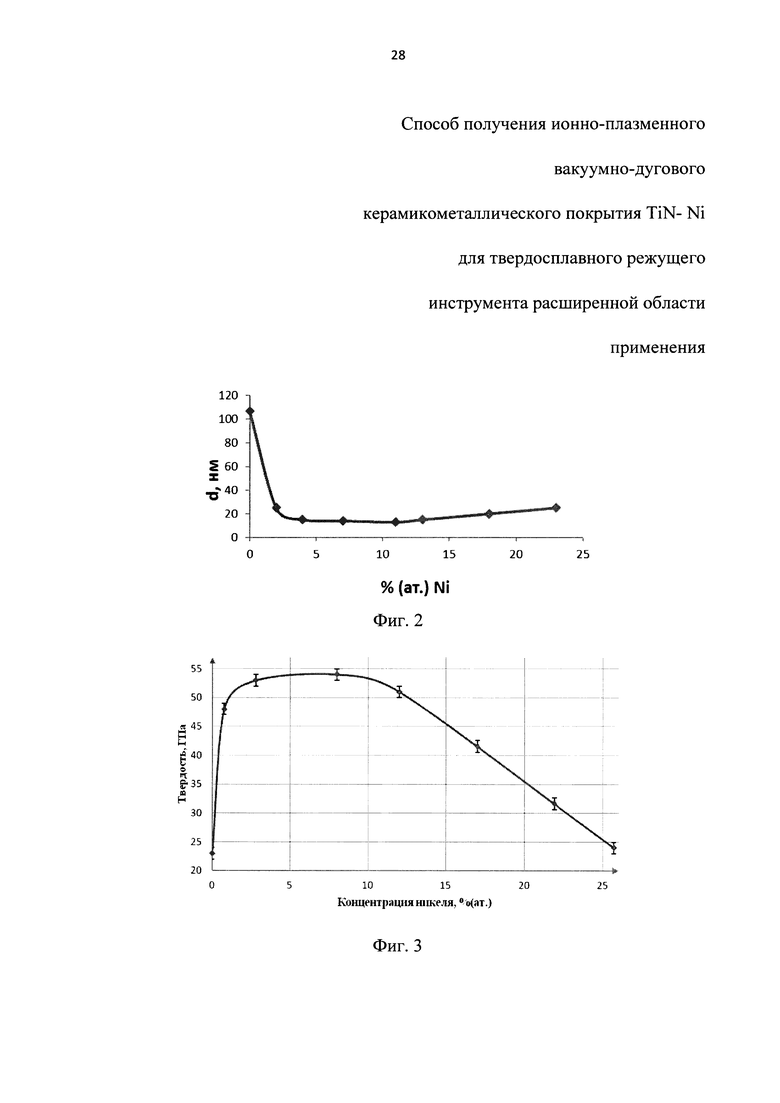
На фигуре 2 показана зависимость размера кристаллитов TiN в покрытии TiN - Ni от содержания никеля.
На фигуре 3 показано изменение твердости покрытия TiN-Ni от содержания никеля.
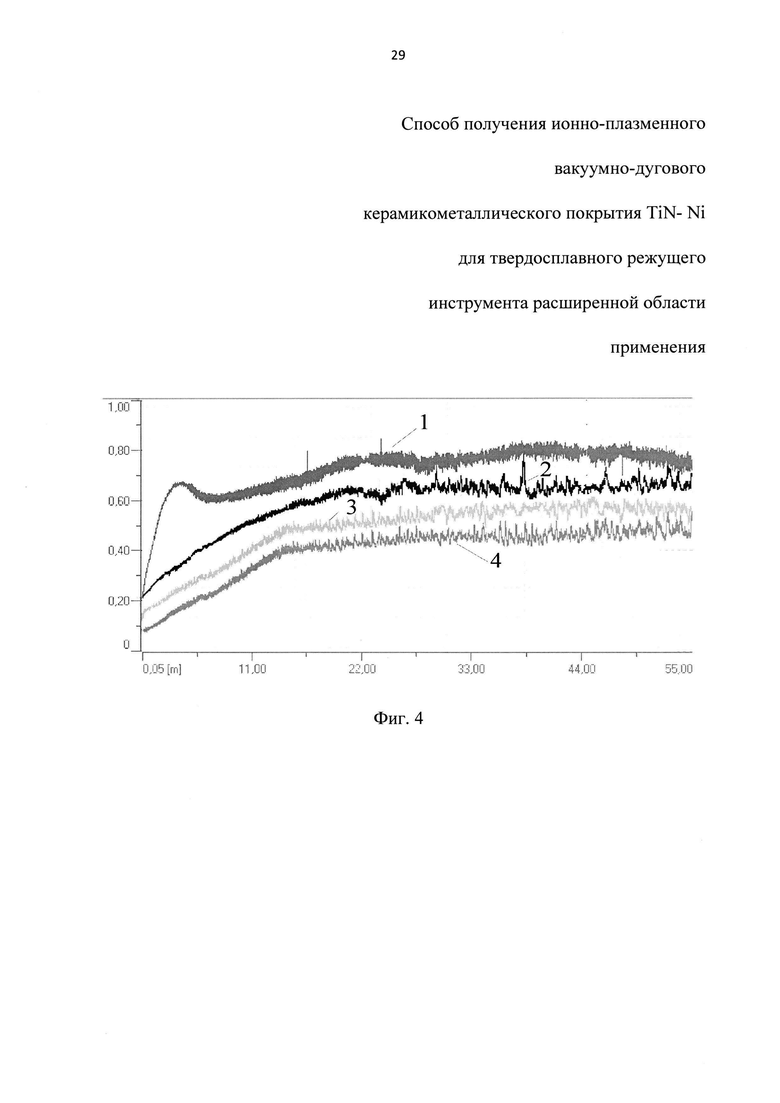
На фигуре 4 показана зависимость коэффициента трения от длины пути трения, полученная при трибологических испытаниях на образцах из: 1 - твердого сплава ВК6НСТ; 2 - с покрытием TiN; 3 - с покрытием TiN- Cu 7% (ат.); 4 - с покрытием TiN-Ni 8% (ат.).
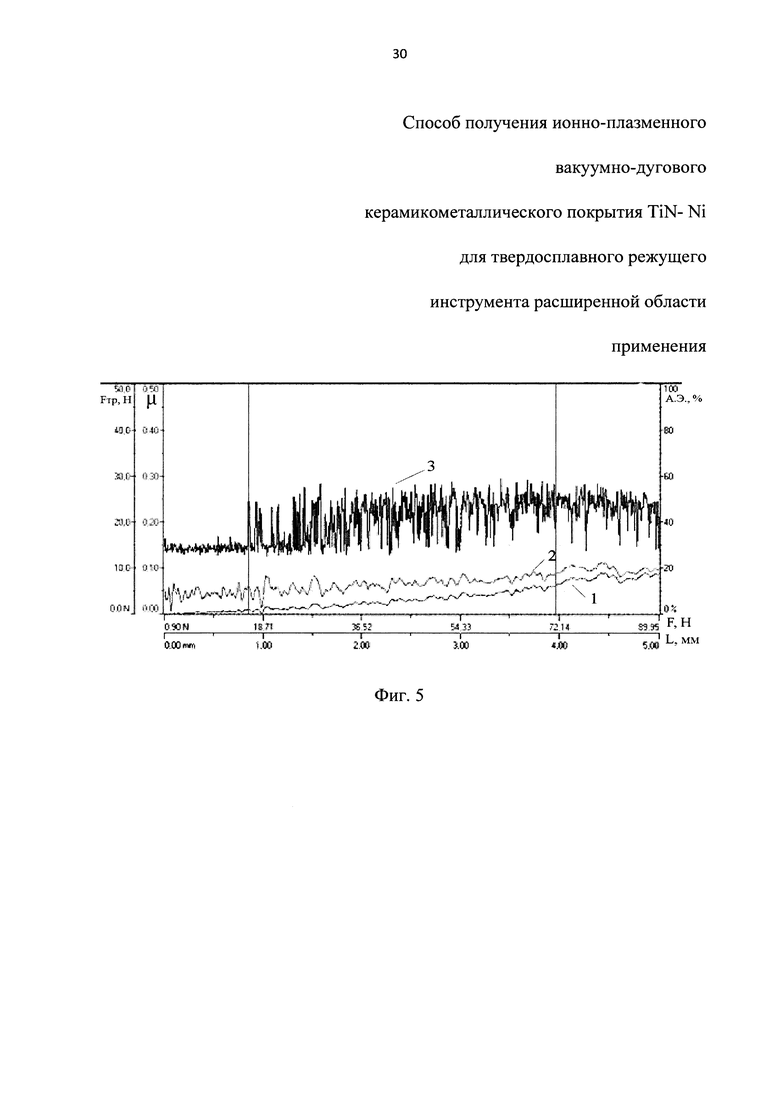
На фигуре 5 показана характерная зависимость силы трения (СТ, Н); коэффициента трения (μ) - 2; относительной интенсивности сигнала акустической эмиссии (А.Э., %) - 3; от длины царапины и прикладываемой нагрузки для образцов наноструктурированных покрытий TiN-Ni 8% (ат.). Зависимость приведена для образцов с покрытием, полученных в примере 3.
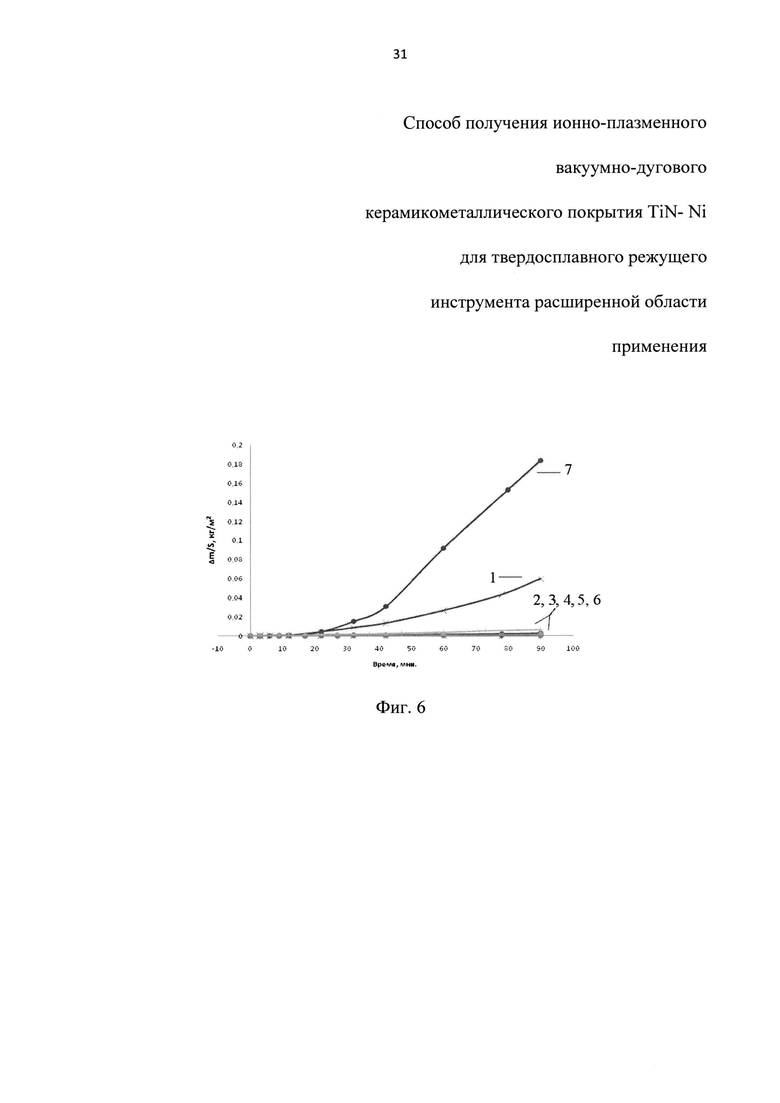
На фигуре 6 приведены результаты исследования жаростойкости образцов из сплава ВК6 НСТ без покрытия (1); с покрытиями TiN-7% (ат.) Сu (3, 5, 7) и TiN-8%(aт.)Ni (2, 4, 6) на воздухе при температурах 600°С (2, 3), 700°С (1, 4, 5) и 800°С (6, 7)
На фигуре 7 показана зависимость износа твердосплавного режущего инструмента ТТ10К8Б от времени резания при непрерывном точении стали 35ХГСА: 1 - без покрытия; 2 - с покрытием TiN; 3 - с покрытием TiN-7% (ат.) Сu; 4 - с покрытием TiN-8% (ат.) Ni; 5 - с покрытием TiN-2,5% (ат.) Ni; 6 - с покрытием TiN-12% (ат.) Ni
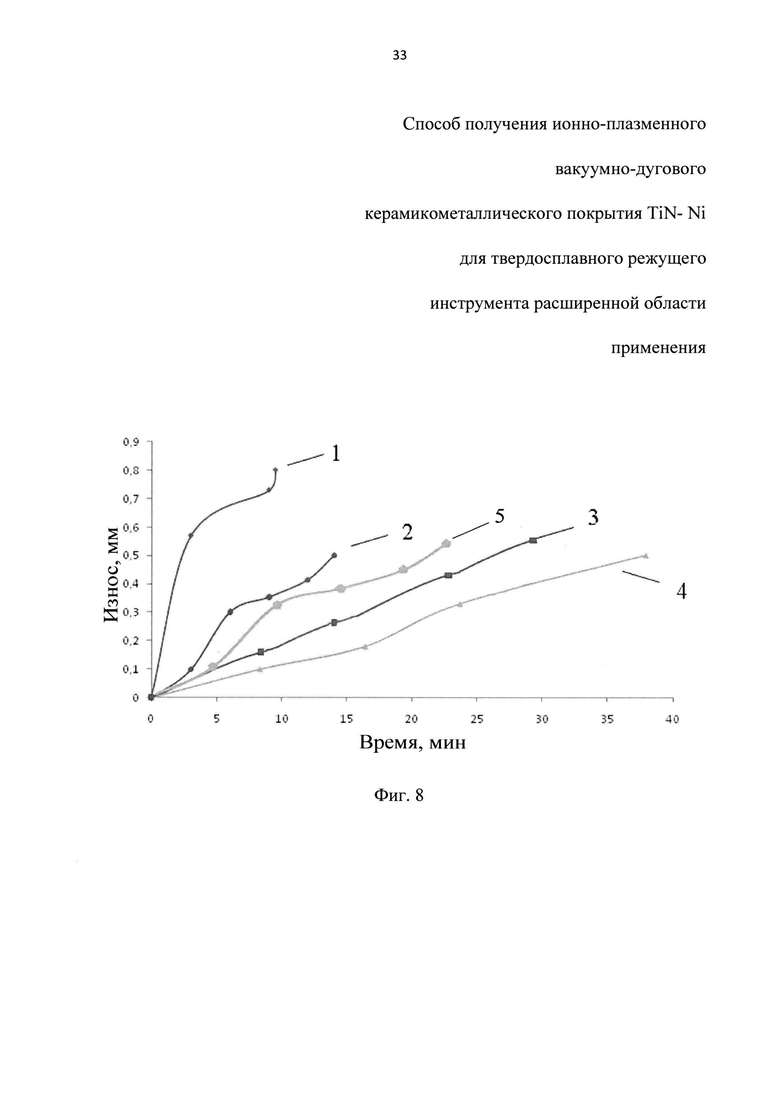
На фигуре 8 показана зависимость износа твердосплавного режущего инструмента ВК6НСТ от времени резания при непрерывном точении стали ЭП302Ш: 1 - без покрытия; 2 - с покрытием TiN; 3 - с покрытием TiN-7% (ат.) Сu; 4 - с покрытием TiN-8% (ат.) М; 5 - с покрытием TiN-2,5% (ат.) М; 6 - с покрытием TiN-12% (ат.) Ni.
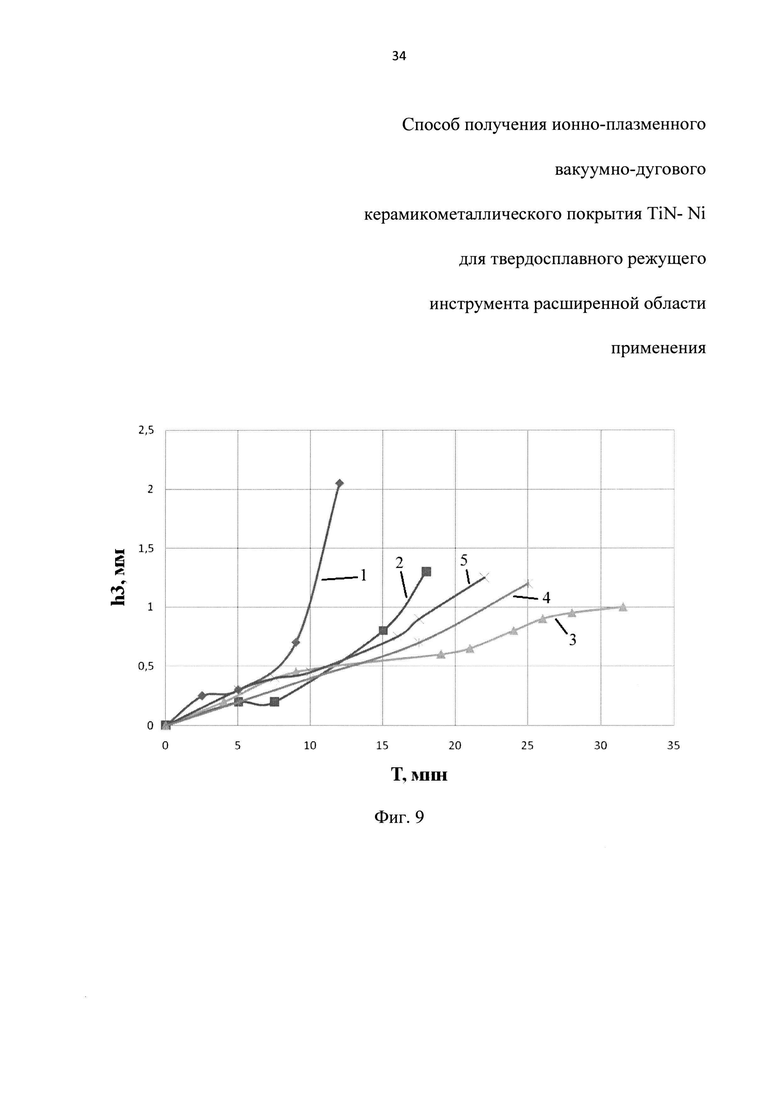
На фигуре 9 показана зависимость износа твердосплавного режущего инструмента ВК6НСТ от времени прерывистого резания (фрезерования) стали ЭП302Ш с плавным выходом: 1 - без покрытия; 2 - с покрытием TiN-7% (ат.) Сu; 3 - с покрытием TiN-8% (ат.) Ni; 4 - с покрытием TiN-2,5% (ат.) Ni; 5 - с покрытием TiN-12% (ат.) Ni.
Изобретение осуществляется следующим образом.
Твердосплавный режущий инструмент помещают в вакуумную камеру установки, оснащенную электродуговыми испарителями с устройствами магнитной сепарации, которые устраняют капельную фазу, образующуюся при испарении катодов вакуумной дугой. Перед нанесением покрытия подложку предварительно подвергают очистке ионной бомбардировкой в течение 5-10 минут. Затем путем испарения титанового катода вакуумной дугой со значением тока (ΙTi), равным порядка 120 А, и катода из сплава Ti-Ni дугой со значением тока (ITi-Ni), меняющимся в интервале 90-110 A, в атмосфере реакционного газа - азота производят напыление покрытия на подложку при подаче на нее отрицательного потенциала в диапазоне Ub=100-120 В. Концентрацию никеля в сформированном покрытии меняют изменением тока вакуумной дуги, испаряющей катод из сплава Ti-Ni, в диапазоне значений 90-110 А. При этом регламентируется оптимальное содержание никеля в износостойком покрытии на режущем инструменте в пределах 3-8% (ат.). Данный интервал концентраций Ni и предложенные параметры получения обеспечивают твердость покрытий 53÷54 ГПа, модуль упругости 670-680 ГПа, относительную работу пластического деформирования 60÷75%, коэффициент трения 0,45÷0,41, жаростойкость покрытий до 800°С, значения остаточных макронапряжений 90÷110 МПа.
Предлагаемое изобретение иллюстрируется следующими примерами. Керамико металлическое покрытие TiN - Ni наносилось на твердосплавные квадратные пластины ТТ10К8Б и ВК6НСТ без центрального отверстия размером 12,7*12,7*4,75 мм (SNUN 120408).
Пример 1
Напыление покрытий серии №1 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью катодов из сплавов ВТ1 и Ti-Ni. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения Ub (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки 550-600°С, ITi=120 A, ITi-Ni=80 A, Ub=-100-120 B, PN2=1,3⋅10-3 Па.
Пример 2
Напыление покрытий серии №2 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью катодов из сплавов ВТ1 и Ti-Ni. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения Ub (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки 550-600°С, ITi=120 A, ITi-Ni=90 A, Ub=-100-120 В, РN2=1,3⋅10-3 Па.
Пример 3
Напыление покрытий серии №3 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью катодов из сплавов ВТ1 и Ti-Ni. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения Ub (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки 550-600°С, ITi=120 A, ITi-Ni=110 A, Ub=-100-120 B, PN2=1,3⋅10-3 Па.
Пример 4
Напыление покрытий серии №4 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью катодов из сплавов ВТ1 и Ti-Ni. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения Ub (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки 550-600°С, ITi=120А, ITi-Ni=120A, Ub=-100-120 B, PN2=1,3⋅10-3 Па.
Пример 5
Напыление покрытий серии №1 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью катодов из сплавов ВТ1 и Ti-Ni. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения Ub (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки 550-600°С, ITi=120А, ITi-Ni=130 A, Ub=-100-120 B, PN2=1,3⋅10-3 Па.
Пример 6
Напыление покрытий серии №6 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью катодов из сплавов ВТ1 и Ti-Ni. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения Ub (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки 550-600°С, ITi=120 A, ITi-Ni=110 Α, Ub=-90 B, PN2=1,3⋅10-3 Па.
Пример 7
Напыление покрытий серии №7 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью катодов из сплавов ВТ1 и Ti-Ni. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения Ub (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки 550-600°С, ITi=120 A, ITi-Ni=110 А, Ub=-130 В, PN2=1,3⋅10-3 Па.
Для исследования полученных в указанных выше примерах образцов использовались следующие методики.
Прочность соединения покрытия с субстратом измеряли на приборе revetestCSM-Instruments (Швейцария) методом измерительного царапания. Изучаемую поверхность царапали алмазным индентором типа Роквелла с радиусом закругления 200 мкм при непрерывно нарастающей нагрузке. Были определены критические нагрузки: Lc1, которая обозначает момент появления первой трещины, и Lс3, соответствующая локальному истиранию покрытия до подложки. В процессе исследования измеряли акустическую эмиссию (АЭ), силу трения индентора (Fтр), коэффициент трения (μ), проводили микроскопические наблюдения характера разрушения покрытий вдоль царапины.
Исследования трибологических свойств (износостойкости и коэффициента трения скольжения) сформированных покрытий на подложках из твердого сплава осуществляли по схеме «шарик-диск» при нормальной нагрузке 10 Н, линейной скорости 20 см/сек и радиусе бороздки износа 4 мм на воздухе с помощью прибора Tribometer (CSMInstruments, Швейцария). Диаметр пятна износа контртела-шарика из стали 100Сr6 диаметром 6 мм - и ширину трека износа на образцах определяли при визуальном наблюдении в оптическом микроскопе Axiovert 25 (CarlZeiss, Германия). Профиль сечения кольца износа на образцах определяли на оптическом профилометре WYKONT1100 (VEECO, США).
Твердость и модуль упругости материала покрытий были измерены на микроиндентометре Micro-HardnessTester - МНТ CSM-Instruments (Швейцария). По их значениям были определены величины отношения твердости к модулю упругости Н⋅Е-1 и параметр Η3⋅E-2, используемые для оценки стойкости материала к упругой и пластической деформациям разрушения соответственно.
Исследование фазового состава и микроструктуры осажденных покрытий осуществляли методом рентгеновской дифракции на дифрактометре ДРОН 4.
Напряженное состояние изучаемых вакуумно-плазменных керамикометаллических конденсатов, могущее оказать существенное влияние на их эксплуатационные свойства и быть причиной растрескивания покрытий, потери ими адгезии, определяли методом sin2ψ.
Анализ элементного состава проводили на растровом электронном микроскопе JEOLJSM-6700F с приставкой для энерго-дисперсионной спектрометрии JED-2300F JEOL.
Для проведения структурных исследований покрытий применялся просвечивающий электронный микроскоп высокого разрешения JEM 2100 (JEOL, Япония). Для утонения образца использовали ионное травление. Его проводили на установке PIPS (Gatan, США) ионами аргона.
Жаростойкость покрытий оценивали по увеличению массы образца вследствие его окисления на воздухе в электропечи в алундовом тигле по ГОСТ 6130-71. Температура проведения исследований составляла: 600, 700, 800°С. Продолжительность эксперимента 1,5 часа. Привес образцов определяли на аналитических весах GR-202 (AND, Япония) с точностью до 10-4 г с периодичностью один раз каждые 3, 5 и 10 минут в течение первых 20, 40 и 60 минут соответственно.
Исследования режущих свойств тведосплавного режущего инструмента с разработанным покрытием в условиях непрерывного и прерывистого резания осуществлялось в соответствии с ISO 3685:1993.
Исследования режущих свойств пластин ТТ10К8Б при непрерывном резании (продольном точении) проводили на токарном станке. Обрабатываемый материал - цилиндрическая заготовка диаметром 200 мм из стали 35ХГСА. Режим резания: скорость резания V=350 м/мин, подача S=0,2 мм/оборот, глубина резания t=1,0 мм.
Испытания твердосплавных пластин ТТ10К8Б при фрезеровании с плавным выходом режущих кромок инструмента из обрабатываемого материала проводили при скорости резания V=200 м/мин, подаче S0=0,1 мм/об, глубине резания t=1,0 мм.
Критерием потери стойкости инструмента ТТ10К8Б при непрерывном и прерывистом резании служил износ задней поверхности пластины hmax=0,5 мм с покрытием и hmax=0,8 мм без покрытия.
Исследования режущих свойств пластины ВК6НСТ при непрерывном резании стали ЭП302Ш (продольном точении) осуществляли на токарном станке 163 при скорости резания 350 м/мин, подаче S0=0,1 мм/об, глубине резания t=0,5 мм.
Исследование в условиях прерывистого резания при фрезеровании твердосплавными режущими пластинами ВК6НСТ стали ЭП302Ш проводилось на горизонтально - расточном станке модели 2А622Ф1 с применением фрезерной головки с одним режущим элементом (скорость резания V=200 м/мин, подача на зуб S0=0,1 мм/об, глубина резания t=1,0 мм). За критерий затупления в этих испытаниях был принят износ по задней поверхности h3=0,5 мм.
Измерение h проводили на оптическом микроскопе. При этом фиксировали время работы инструмента (стойкость) и путь, пройденный им до момента наступления заданного износа.
Показателем режущих свойств пластины с покрытием является коэффициент стойкости Кст, который определялся отношением ее стойкости, выраженной во времени, в течение которого происходит затупление пластины с покрытием и без него до установленной величины износа.
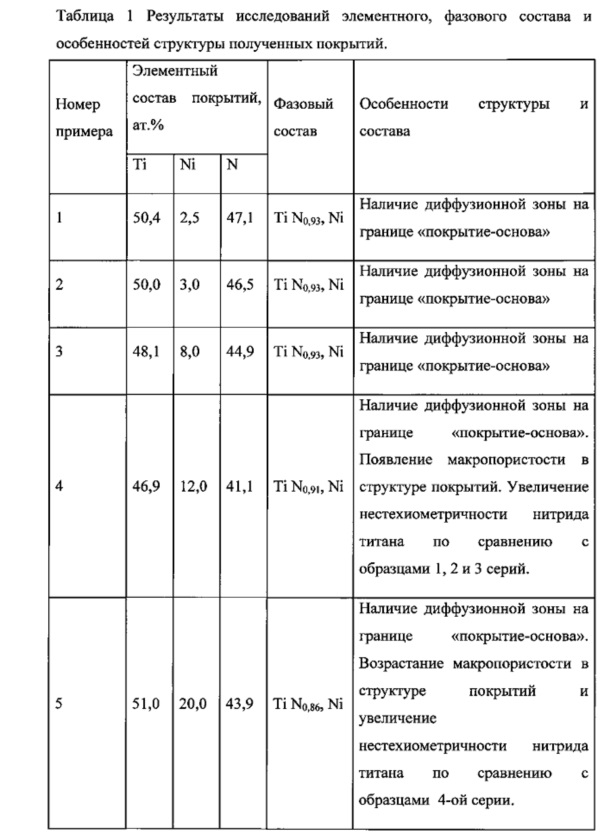
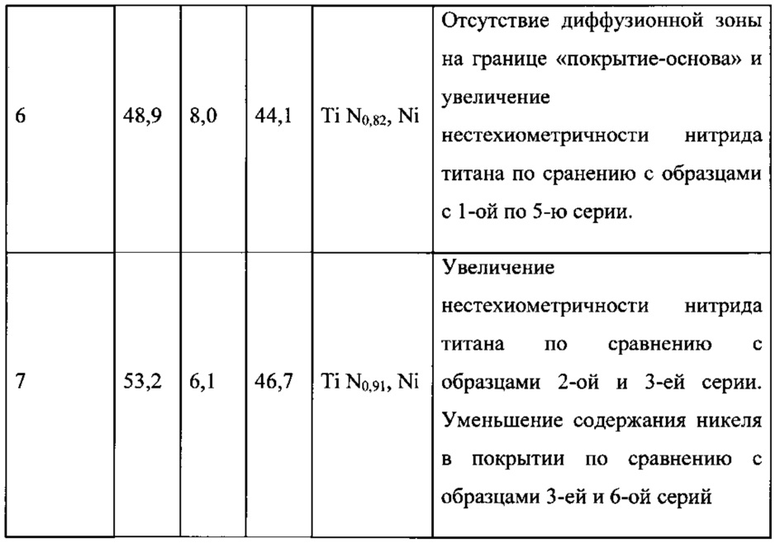
В таблице 1 приведены данные по составу и особенностям структуры получаемых покрытий для приведенных примеров. Как следует из представленных результатов, концентрация никеля в сформированных покрытиях регулируется изменением тока вакуумной дуги, испаряющей катод из сплава Ti-Ni, в диапазоне значений 80-130 А (примеры 1-5). Отрицательное напряжение смещения, подаваемое на подложку, определяет наличие, протяженность и отсутствие (пример 6) диффузионной зоны на границе покрытия с основой, влияющей на адгезионную прочность покрытия с основой, а также оказывает воздействие на состав покрытий через процессы распыления компонентов покрытия при большой энергии бомбардирующих его ионов (пример 7). Примеры 4 и 5 свидетельствуют, что превышение содержания Ni выше 8% (ат.) приводят к формированию неплотной структуры покрытия и увеличивают нестехиометричность нитрида титана.
Исследование морфологии и изломов полученных покрытий показывают, что при содержании никеля до 8 ат.% они имеют ячеистую структуру с шероховатостью (Ra) порядка 0,1-0,2 мкм, определяемой неровностями подложки, характеризуются высокой плотностью. С увеличением содержания никеля в покрытиях появляется пористость, которая растет с возрастанием количества металла в композите.
Появление ее может быть связано с плохой смачиваемостью никелем нитрида титана и возможно формированием островковых пленок металлической фазы на образующихся кристаллитах нитрида титана при осаждении керамикометаллических покрытий. По мере увеличения содержания никеля происходит слияние этих островков с уменьшением площади их контакта с зернами TiN и последующим схлопыванием образующихся пор. Их появление может быть связано и с тем, что при возрастании концентрации никеля в образцах происходит замещение атомов азота в соединении TiN никелем с образованием никелида титана. Это приводит к избытку азота на поверхности растущего покрытия, и адсорбированный азот не успевает полностью выделиться в атмосферу и остается в материале покрытия в виде пор.
Размеры зерен с использованием ПЭМ оценивались по светло- и темнопольным изображениям. На фигуре 1 представлены светло- и темнопольные изображения структуры покрытий TiN-Ni и ее изображение высокого разрешения.
Было установлено, что средняя величина зерен нитридной фазы в керамикометаллических покрытиях по сравнению с покрытием на основе TiN с увеличением концентрации никеля уменьшается. Это, по-видимому, связано с его блокирующим влиянием на рост кристаллитов керамики и определяющей ролью при формировании покрытий TiN-Ni процесса зародышеобразования. На фигуре 2 приведен график зависимости величины зерна нитридной фазы от процентного содержания никеля в покрытии. При его концентрации 3-8% (ат.) они составляют 15-18 нм.
С ее увеличением выше 12-13% (ат.) (пример 4) размер зерна нитридной фазы несколько возрастает до 25-27 нм. Это, вероятно, связано с тем, что в интервале концентраций от 13-14% (ат.) Ni и выше, его часть расходуется на формирование интерметаллида, что, в свою очередь, влияет на роль никеля в процессе ограничения роста зерен TiN.
Покрытия состоят из случайно ориентированных относительно друг друга кристаллитов. Об этом свидетельствуют ярко выраженные кольца дифракции на электронограммах (фигура 1г). Отсутствие заметной текстуры нитридной фазы подтверждается и данными рентгеноструктурного анализа, который свидетельствует о большей интенсивности линии рентгеновской дифракции TiN (200) по отношению к (111).
С учетом полученных результатов можно сделать вывод о том, что оптимальной концентрацией никеля в керамикометаллических покрытиях TiN- Ni для получения высокоплотной нанокристаллической структуры является интервал ее значений 3-8% (ат.) (примеры 2, 3).
Этот вывод подтверждается и результатами измерения твердости сформированных покрытий. Ее величина возрастала с 20-22 до 53-54 ГПа с увеличением содержания никеля в них от 0 до 3,0 ат.% (фигура 3) (пример 2). Затем уменьшалась до 24 ГПа для покрытий, содержащих 20 ат.% никеля (пример 5). Это может говорить о возрастающей роли на эту характеристику, по мере увеличения количества никеля в покрытии, не уменьшающегося размера кристаллитов, а растущего содержания в композите мягкого пластичного металла и появления пористости.
H покрытий зависит от размера зерен керамической фазы, который до определенной концентрации никеля в них уменьшается (фиг. 3), а также определяется снижением твердости по мере увеличения в покрытии содержания пластичного мягкого никеля и появлением макропористости (пример 5). Кроме этого на твердость покрытий TiN- Ni оказывает влияние состав керамической фазы. К уменьшению твердости материала покрытия приводит увеличенная нестехиометричность нитрида титана, появляющаяся из-за распыления азота как самого легкого элемента в рассматриваемой системе при бомбардировке подложки ионами повышенных энергий при превышении напряжения смещения выше -120 В (пример 7). Увеличение нестехиометричности также возникает из-за низкой подвижности и активности атомов азота при их относительно малой энергии, соответствующей значениям Ub менее - 100-120 В (пример 6).
Результаты исследования адгезионной прочности соединения покрытия с подложкой, полученные при царапании его индентором при увеличивающейся нормальной нагрузке, иллюстрируются изменением трех параметров системы «индентор-исследуемая поверхность»: акустической эмиссии (АЭ), силы трения (СТ), коэффициента трения (М), представленными в таблице 2 и на фигуре 5 в виде характерных зависимостей (СТ, H)-(1); (М)-2; (А.Е., %) - 3 от длины царапины и прикладываемой нагрузки.
В начале царапания происходит прерывистое касание индентора с неровностями покрытия, оно сопровождается отдельными импульсами акустической эмиссии.
Первая трещина для образцов с 1-й по 7-й серии образуется при нагрузках Lc1=12; 15; 15; 12; 5; 217; 12 H соответственно. На кривой акустической эмиссии это сопровождается ростом интенсивности сигнала. Полученные результаты показывают заметное влияние на значение Lc1 содержания никеля, макропористости покрытий, состава нитридной фазы. Значение Lc1 максимально для покрытий, полученных во 2-м, 3-м и 6-м примерах. Ее наименьшее значение имеют покрытия 5-й серии, характеризующиеся наличием макропористости в покрытии и низким значением твердости.
Дальнейшее увеличение нагрузки приводит к разрушению глубинных слоев покрытия с разной интенсивностью и выходом на стационарный режим изнашивания путем пластического выдавливания материала покрытия из царапины или фрагментированием отдельных его элементов без отслаивания от подложки за исключением покрытия, полученного в примере 5. Локальное вскрытие подложки происходит при нагрузках (Lс3), равных порядка 47; 59; 65; 49; 25; 41; 53 H, соответственно для образцов, полученных в 1-м по 7-м примерах. Момент локального вскрытия подложки фиксируется изменениями на зависимостях силы и коэффициента трения от прикладываемой нагрузки из-за его проникновении в более мягкий материал подложки, а также наблюдается визуально и характеризуется изменением цвета дна царапины. Значение нагрузки, прикладываемой к индентору, при котором происходит вскрытие подложки для образца 5-й серии является минимальным, как и параметр Lc1. Полного истирания покрытий, полученных в примерах 2 и 3, не происходит вплоть до нагрузки 90 Н.
Полученные результаты свидетельствуют, что при царапании и разрушении отслаивания покрытий не происходит, то есть они разрушаются по когезионному механизму, связанному с пластической деформацией и образованием трещин в материале покрытия, распространение которых ограничивается наноструктурой. При этом разрушение покрытия сопровождается образованием относительно малых его фрагментов, что должно существенно снижать роль твердых продуктов изнашивания как абразива в интенсификации износа.
Выводы, сделанные выше, подтверждаются результатами прямых микроскопических наблюдений, проводимых при скрайбировании образцов покрытий.
Wп, характеризующая пластичность покрытий, определяется содержанием в них никеля, составом керамической фазы и макроструктурой покрытия. Ее максимальные значения соответствуют покрытиям, полученным по режимам, реализованным в примерах 2 и 3.
Для этих покрытий высокие значения имеют и параметры Н3⋅Е-2 и Н⋅Е-1. Их повышенные значения обычно связывают с большей износостойкостью, что и имеет место в нашем случае.
Важным фактором долговечности работы режущего инструмента при высоких температурах, развиваемых в зоне контакта при высоких скоростях резания, является обеспечение покрытием стойкости к высокотемпературному окислению композиции покрытие-основа (жаростойкости).
Результаты исследования жаростойкости керамикометаллических покрытий TiN- 8% (ат.) Ni (полученные в примере 3), показывающих наилучшее сочетание механических и трибологических свойств, дающее основание прогнозировать их наилучшие защитные свойства для твердосплавного инструмента, и образцы сравнения представлены на фигуре 6. Начальная масса исследованных покрытий, оцененная по объему сформированного слоя, составляла около 0,013-0,011 грамм.
Как видно, вплоть до 800°С образцы с керамикометаллическим покрытием TiN - 8% (ат.) Ni окисляются на воздухе незначительно, прирост их массы составляет менее 0,1 г/м2 за 1,5 часа. При этом следует отметить, что в отличие от покрытия (Ti,Al)N-Cu при 800°С не происходит полного окисления нитридной фазы и отсутствует окисление твердосплавной основы. Это связано, по-видимому, с относительно более высокими защитными функциями образующегося при окислении барьерного слоя с участием оксида никеля и фазы NiТiO3.
Трибологические свойства разработанных покрытий характеризуются коэффициентом трения и износом.
Как следует из результатов, представленных в таблице 2, μ керамикометаллических покрытий определяется содержанием в них никеля, влияющего на физико-химические свойства и структуру покрытий. Они имеют минимальные значения для покрытий, полученных в примерах 2 и 3. Увеличивающаяся концентрация никеля в покрытии приводит к уменьшению остаточных макронапряжений до 110 МПа и 60 МПа с 350 МПа соответственно для покрытий, полученных в примерах 2, 3 и 1. Их рост до 750 МПа для покрытий, полученных при увеличении напряжения смещения до -130 В (пример 7) с соответствующим возрастанием энергии напыляемых ионов, связан как с увеличивающейся вероятностью появления в структуре нитридной фазы покрытия дефектов, приводящих к эффекту ионного наклепа, так и с уменьшением в составе покрытия пластичного никеля из-за его преимущественного распыления по сравнению с титаном, находящимся в состоянии нитрида, из-за меньшей энергии связи.

Повышение стойкости твердосплавного режущего инструмента и расширение области его применения как на операции непрерывного, так и прерывистого резания, полученные в данном изобретении, иллюстрируются графиками на фигурах 7-9. На фиг. 7 и 8 представлены зависимости износа твердосплавного режущего инструмента ТТ10К8Б и ВК6НСТ от времени резания при непрерывном точении стали 35ХГСА и ЭП302Ш: 1 - без покрытия; 2 - с покрытием TiN; 3 - с покрытием TiN-7% (ат.) Сu; 4 - с покрытием TiN-8% (ат.) Ni; 5 - с покрытием TiN-2,5% (ат.) Ni; 6 - с покрытием TiN-12% (ат.) Ni соответственно.
На фиг. 9 представлена зависимость износа твердосплавного режущего инструмента ВК6НСТ от времени прерывистого резания (фрезерования) стали ЭП302Ш с плавным выходом: 1 - без покрытия; 2 - с покрытием TiN-7% (ат.) Сu; 3 - с покрытием TiN-8% (aт.) Ni; 4 - с покрытием TiN-2,5% (ат.) Ni; 5 - с покрытием TiN-12% (ат.) Ni соответственно
Как видно из приведенных результатов, наибольшей стойкостью как на операциях непрерывного, так и прерывистого резания обладают твердосплавные пластины с покрытием TiN-Ni, содержащим от 2,5 до 8% (ат.) никеля. Данный результат связан с многопараметрической зависимостью износостойкости предлагаемых керамикометаллических наноструктурных покрытий, которая определяется оптимальным сочетанием физико-механических и трибологических свойств, жаростойкости и адгезионной прочности с подложкой для керамикометаллических покрытий, полученных по предлагаемым режимам и содержащих никель в указанном выше интервале концентраций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО ВАКУУМНОГО-ДУГОВОГО КЕРАМИКОМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ TiN-Cu ДЛЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА РАСШИРЕННОЙ ОБЛАСТИ ПРИМЕНЕНИЯ | 2014 |
|
RU2573845C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ PVD/CVD/PVD ПОКРЫТИЙ НА РЕЖУЩИЙ ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2468124C1 |
| Способ получения адаптивного износостойкого покрытия Ti-Al-Mo-N для защиты от изнашивания в меняющихся условиях трения | 2016 |
|
RU2644094C1 |
| Способ нанесения покрытий на твердые сплавы | 2015 |
|
RU2615941C1 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2478138C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2423547C2 |
| СПОСОБ "ГИБРИДНОГО" ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ | 2011 |
|
RU2485210C2 |
| Способ нанесения аморфно-кристаллического покрытия на металлорежущий инструмент | 2019 |
|
RU2699700C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2250931C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260631C1 |

Изобретение относится к способу получения износостойких покрытий на режущем инструменте. Осуществляют предварительную очистку поверхности инструмента и последующее вакуумно-дуговое осаждение покрытия при испарении катодов, содержащих титан и никель, в реакционном газе-азоте. Осаждение покрытия ведут в процессе испарения катодов, изготовленных из сплавов титана ВТ1 и Ti-Ni (50 ат.% Ni) при токе дуги, испаряющей катод из титана, 120 А и токе дуги, испаряющей катод из сплава Ti-Ni, 90-110 А, и отрицательном напряжении смещения, подаваемом на режущей твердосплавный инструмент 100-120 В. Эти параметры осаждения и используемые материалы катодов дают возможность реализовать в покрытиях содержание никеля 3,5-8% (ат.). В результате достигается повышение стойкости твердосплавного режущего инструмента; расширение области его применения как на операции непрерывного, так и прерывистого резания; увеличение скорости точения обрабатываемых материалов. 9 ил., 7 пр., 2 табл.
Способ получения износостойкого наноструктурного керамикометаллического покрытия TiN-Ni на твердосплавном режущем инструменте, включающий проведение предварительной очистки поверхности инструмента и последующее вакуумно-дуговое осаждение покрытия путем испарения в реакционном газе-азоте катодов, содержащих титан и металл, ограничивающий рост зерен нитридной фазы, отличающийся тем, что формирование покрытия осуществляют путем испарения титанового катода вакуумной дугой током 120 А и катода из сплава Ti-Ni дугой током 90-110 A при отрицательном напряжении смещения, подаваемом на режущей твердосплавный инструмент, 100-120 В с обеспечением содержания никеля в износостойком покрытии на режущем инструменте 3-8% ат.
| Yu.F | |||
| Ivanov, N.N | |||
| Koval, O.V | |||
| Krysina and at | |||
| al | |||
| / Superhard nanocrystalline Ti-Cu-N coatings deposited by vacuum arc evaporation of a sintered cathode // Surface and Coatings Technology, 207, 2012, p | |||
| Разборная вагранка | 1925 |
|
SU430A1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ НА ДЕТАЛЬ НАНОСТРУКТУРИРОВАННОГО МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2008 |
|
RU2388684C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ И УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ С СОСТАВНЫМ КАТОДОМ | 2008 |
|
RU2376398C2 |
| Капсель для обжига керамических изделий | 1980 |
|
SU1028996A1 |
| KR 20030091851 A, 03.12.2003 | |||
| СПОСОБ ВТОРИЧНОЙ РАЗРАБОТКИ МЕСТОРОЖДЕНИЯ ВЫСОКОВЯЗКОЙ НЕФТИ | 2000 |
|
RU2194159C2 |

