Предлагаемое изобретение относится к области строительства и может быть использовано при устройстве конструкций несъемной железобетонной и (или) армоцементной опалубки (НЖБО), а также при сборно-монолитном строительстве и ремонте.
Известен способ бетонирования конструкций с применением НЖБО при строительстве Боткинской ГЭС [1, с.24].
На активной поверхности армопанелей создавались вмятины и штробы с помощью деревянного штампа. Эти вмятины создавали «нагельное» соединение «нового» монолитного бетона со «старым» бетоном опалубки.
К недостаткам известного способа можно отнести то, что при обработке активной поверхности НЖБО с помощью штампов не удаляется поверхностная цементная пленка, что снижает сцепление с монолитным бетоном на 30% [1, с.22].
Кроме того, не приведены параметры вмятин и не дана количественная оценка их влияния на величину сцепления «старого» и «нового» бетонов.
Известен способ изготовление НЖБО с анкерующими петлями и арматурными выпусками со стороны активной поверхности, а также с бетонными выступами в виде «ласточкиного хвоста» [2, с.14].
К недостаткам описанного способа изготовления НЖБО можно отнести высокую трудоемкость изготовления опалубки с бетонными выступами, сложность в дальнейшей обработке, перевозке и складировании.
При устройстве анкерующих петель и арматурных выпусков также затруднена дальнейшая обработка активной поверхности и осложнено соблюдение условия травмобезопасности при монтаже опалубки и укладке бетонной смеси. Наличие дополнительной арматуры ведет к перерасходу стали.
Известен способ бетонирования конструкций в НЖБО с применением бетонных смесей средней подвижности (ОК=6-9 см), а плиты опалубки изготавливались с шероховатой активной поверхностью [2, с.46]. Срок ухода за уложенным бетоном составляет 14-20 суток.
Недостатком известного способа является малая подвижность бетонной смеси, которая сильно ограничивает применение бетонопрокачивающих устройств на строительной площадке. Также снижается общее качество конструкции за счет снижения удобоукладываемости смеси, что приводит к повышенному порообразованию. Увеличенный срок ухода за конструкцией влечет за собой невозможность дальнейшего строительства и нагружения, увеличивая прямые затраты, и накладные расходы, и общую продолжительность строительства.
Известен способ укладки бетона в несъемную опалубку предварительно, разогретого до температур 50-60°С.
Сущность известного способа заключается в укладке предварительно разогретой перлитоцементной бетонной смеси с полимерными и газо- или пенообразующими добавками в несъемную опалубку, в роли которой выступают несущий ствол дымовой трубы и футеровочный слой, которые предварительно покрыты полимерным клеящим составом и имеют более низкую температуру, чем бетонная смесь, а для уплотнения бетона используется пневмопригруз [3].
Недостатками известного способа являются: высокая трудоемкость, а подчас и невозможность предварительного нанесения клеящего состава на активную поверхность опалубки в условиях строительной площадки в армированных конструкциях. Применение пневмопригруза для уплотнения бетонной смеси не дает эффекта виброактивации цемента, что не позволяет использовать весь потенциал введенного цемента. Также рассматриваемая технология имеет большое количество ограничений по применению и ограничивается тяжелыми бетонами и несъемной металлической опалубкой.
Наиболее близким техническим решением к предлагаемому изобретению является способ бетонирования с применением армоцементной опалубки толщиной 30 мм [4, с.6].
Способ бетонирования конструкций с применением НЖБО включает укладку с вибрированием бетонной смеси в НЖБО, обработку активной поверхности опалубки пескоструйным аппаратом и нанесение вертикальных штроб. Данная обработка, по результатам испытаний, дала наилучшие результаты при испытании образцов по сравнению с аналогами.
В известном способе основополагающими факторами, влияющими на сцепление, являются силы трения, возникающие при вырывании «нового» бетона из штроб и частичной гидратации цементного камня в зоне контакта.
Сам процесс бетонирования предполагается в устроенном тепляке в качестве способа зимнего бетонирования [4, с.12].
К недостаткам описанного способа можно отнести высокую стоимость и трудоемкость пескоструйной обработки активной поверхности, а также запыленность воздуха рабочей зоны и окружающей среды, что требует дополнительных мер по охране труда.
Также к недостаткам известного способа бетонирования можно отнести низкую интенсивность выполнения бетонных работ за счет долгого процесса набора прочности бетона. Необходимо отметить то, что данный способ подразумевает собой стык монолитного бетона с бетоном опалубки более низкого качества, чем предлагаемый.
Основной задачей, на решение которой направленно изобретение, является повышение прочностных характеристик стыка «старого» и «нового» бетонов, увеличение долговечности конструкции и интенсификация бетонных работ.
Для решения поставленной задачи предлагается способ бетонирования конструкций с применением несъемной железобетонной и (или) армоцементной опалубки, который, как и прототип, включает обработку активной поверхности с нанесением вертикальных штроб и укладку с вибрированием бетонной смеси в НЖБО.
В отличие от прототипа в предлагаемом способе перед укладкой бетонной смеси в несъемную железобетонную и (или) армоцементную опалубку бетонную смесь подвергают предварительному электроразогреву переменным током до температур, превышающих на 25-45°С температуру активной поверхности опалубки, причем обработку активной поверхности опалубки ведут струей воды высокого давления 8-16 атм через 4-8 часов после формования палубы, при этом нанесение дополнительных наклонных штроб на активную поверхность опалубки осуществляют под углом 45±15° по отношению к вертикальным штробам, а вертикальные и наклонные штробы наносят путем механической нарезки.
Сущность предлагаемого изобретения заключается в том, что в предлагаемом способе, включающем предварительный электроразогрев бетонной смеси до температур, превышающих на 25-45°С температуру активной поверхности опалубки с последующей укладкой в НЖБО, с обработкой активной поверхности опалубки струей воды высокого давления для удаления сплошной цементной пленки и максимального сцепления с монолитным бетоном и совместной работы конструкции.
Способ обработки активной поверхности НЖБО заключается в применении струи воды высокого давления (8-16 атм) для удаления сплошной цементной пленки через 4-8 часов после формования опалубки и механического нанесения вертикальных и дополнительных наклонных штроб.
Штробы выполняются не только вертикальные, но и наклонные под углом 45±15° по отношению к вертикальным штробам. Это позволяет увеличить количество «анкерующего» бетона и увеличить площадь сцепления. Нанесение штроб под углом необходимо для выхода воздушных пор из пятна контакта, что способствует наиболее плотному прилеганию «нового» бетона к «старому».
Кроме того, если в способе бетонирования конструкций, принятом за прототип, основополагающими факторами, влияющими на сцепление, являются силы трения, возникающие при вырывании «нового» бетона из штроб опалубки и частичной гидратации цементного камня в зоне контакта, то в предлагаемом способе, помимо сил, перечисленных в описании прототипа, наблюдается эффект макродиффузии за счет выявления термомассопереноса, вызванного разницей температур «нового» и «старого» бетонов.
Разница температур «старого» и «нового» бетонов достигается путем предварительного электроразогрева бетонной смеси непосредственно перед укладкой в НЖБО.
В отличие от прототипа в предлагаемом способе бетонные работы интенсифицированы путем предварительной обработки бетонной смеси, что позволяет ускорить процесс строительства в целом и снизить расходы на мероприятия по уходу за конструкцией.
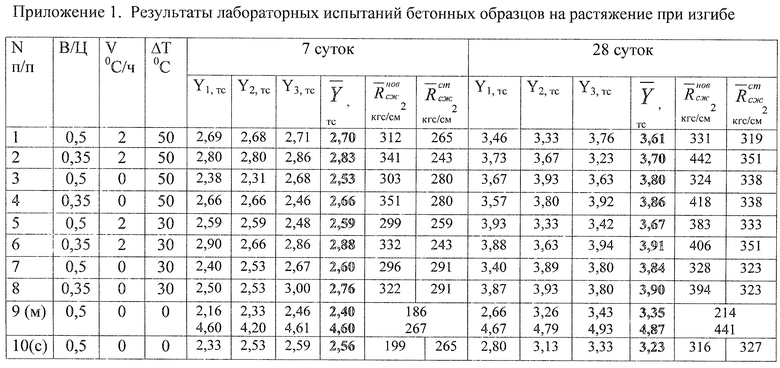
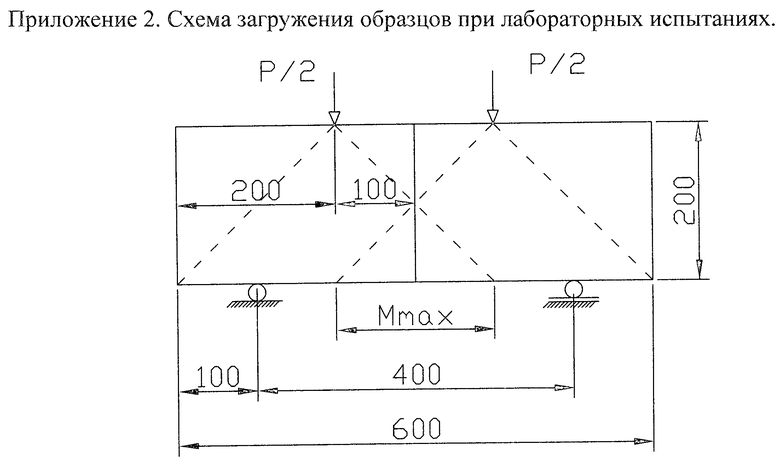
Предлагаемый способ бетонирования конструкций с применением несъемной железобетонной и (или) армоцементной опалубки поясняется Приложением 1, в котором представлена таблица результатов лабораторных испытаний бетонных образцов на растяжение при изгибе, и Приложением 2, в котором дана схема загружения образцов при лабораторных испытаниях.
Предлагаемый способ бетонирования конструкций с применением несъемной железобетонной и (или) армоцементной опалубки осуществляется следующим образом.
Формовка плит опалубки осуществляется на заводе железобетонных изделий.
Через 4-8 часов после формовки и выдерживания палубы в нормальных условиях производят обработку активной поверхности опалубки струей воды высокого давления 8-16 атм.
По истечении 72 часов выдерживания в нормальных условиях на активную поверхность опалубки наносят вертикальные глубиной 4-8 мм, шириной 4-8 мм через каждые 10-20 мм, после чего наносят дополнительные наклонные штробы с аналогичными характеристиками под углом 45±15° относительно вертикальных.
Нанесение штроб осуществляется путем механической нарезки.
Затем производят промывку проточной водой и осуществляют транспортировку до места монтажа.
Бетонную смесь с подвижностью П4 и водоцементным отношением В/Ц=0,32-0.38 доставляют на место укладки. Смесь подвергают предварительному электроразогреву переменным током до температур, превышающих температуру активной поверхности опалубки на 25-45°С с последующей укладкой с вибрированием в предварительно смонтированную НЖБО.
Открытую поверхность бетонной конструкции укрывают полиэтиленовой пленкой и утеплителем на одни сутки.
Основными техническими результатами предлагаемого способа является повышение прочностных характеристик стыка «старого» и «нового» бетонов, что повышает долговечность конструкции, а за счет предварительного электроразогрева сокращение сроков выдерживания «нового» бетона до приобретения им требуемой прочности.
Для исследования стыка нового и старого бетонов изготавливались призмы размером 100×200×600 (Ш×В×Дл) со стыком по середине.
В качестве старого бетона выступал бетон класса В25, отформованный на трое суток ранее подливки нового. На активной поверхности старого бетона устраивались вертикальные и наклонные штробы алмазным кругом отрезной машинки. Новый бетон непосредственно перед укладкой подвергался предварительному электроразогреву до температур, превышающих температуру активной поверхности образцов на 25-45°С. Также варьируемыми факторами являлись скорость остывания образцов и В/Ц.
Каждая укладка бетонной смеси сопровождалась дальнейшим вибрированием и утеплением форм.
В/Ц варьируется в диапазоне от 0.35 до 0.5, что соответствует производственным составам бетонной смеси.
Скорость остывания варьируется в пределах от 2°С/час до 0°С/час, что возможно соблюсти в условиях строительной площадки.
Состав бетонной смеси абсолютно идентичен составу, применяемому на бетонных узлах «СЗНК-Бетон» В25 W6 F200 П4.
Рассмотрены 8 различных сочетаний факторов по 3 образца в каждом сочетании. Испытания проводились через 7 и 28 суток с загружением образцов по представленной схеме в Приложении 2 и определением кубиковой прочности.
Полученные данные при проведении испытаний образцов бетона представлены в таблице результатов лабораторных испытаний бетонных образцов на растяжение при изгибе (см. Приложение 1).
Как видно из таблицы, в ходе проведенного эксперимента выявлено положительное влияние температуры разогрева бетонной смеси на прочность стыка конструкций и прочность нового бетона таким образом, что новый бетон набирал прочность на 5-7% более чем старый бетон. В то время прочность стыка увеличилась на 11% по сравнению с известной технологией. Данную положительную тенденцию можно обосновать эффектом макродиффузии. Также выявлено, что уменьшение В/Ц до определенного уровня уменьшает влажностную усадку нового бетона и увеличивает прочность стыка на 9-14%, а прочность бетона на 25-30%.
Влияния скорости остывания на прочность образцов выявлено не было, следовательно, это позволяет нам применять разработанную технологию как для массивных конструкций, так и для не массивных.
Таким образом, путем сочетания условий с максимальным откликом достигнуто увеличение прочности стыка на 21%.
Источники информации
1. В.Г.Микульский, Л.А.Игонин. Сцепление и склеивание бетона в сооружения. М., 1965, сс.22-24.
2. А.Ф. Мацкевич. Несъемная опалубка монолитных железобетонных конструкций. М.: Стройиздат, 1986. - сс.14-46.
3. Российская Федерация, патент на изобретение №2355855, МПК Е04Н 12/28; Е04С 5/00, опубл. 20.05.2009.
4. А.З. Каримов. Автореферат диссертации на соискание ученой степени кандидата технических наук «Исследование способов возведения монолитных фундаментов под турбогенераторы», М., 1968 г., сс.6-12 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ОБРАБОТКИ БЕТОННОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133194C1 |
| Универсальная стеновая панель и способ ее изготовления | 2023 |
|
RU2830025C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ БЕТОННОЙ СМЕСИ | 2001 |
|
RU2229975C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ БЕТОННЫХ СМЕСЕЙ | 1998 |
|
RU2132917C1 |
| Способ обработки и транспортирования бетонной смеси | 1990 |
|
SU1730404A1 |
| Несъемная сталефибробетонная опалубка | 2017 |
|
RU2652770C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВОЙ АРМИРОВАННОЙ КОНСТРУКЦИИ | 2002 |
|
RU2229570C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЩИТОВ ОПАЛУБКИ | 2001 |
|
RU2210659C1 |
| СБОРНО-МОНОЛИТНЫЙ КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2007 |
|
RU2318099C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ КАРКАСОВ | 2013 |
|
RU2541996C1 |
Использование: в области строительства при устройстве конструкций несъемной железобетонной и (или) армоцементной опалубки (НЖБО), а также при сборно-монолитном строительстве и ремонте. Задача изобретения: повышение прочностных характеристик стыка «старого» и «нового» бетонов, увеличение долговечности конструкции и интенсификация бетонных работ. Сущность изобретения: в способе бетонирования конструкций с применением несъемной железобетонной и (или) армоцементной опалубки, включающем обработку активной поверхности опалубки с нанесением вертикальных штроб и укладку с вибрированием бетонной смеси в опалубку, перед укладкой бетонной смеси в несъемную железобетонную и (или) армоцементную опалубку бетонную смесь подвергают предварительному электроразогреву переменным током до температур, превышающих на 25-45°С температуру активной поверхности опалубки, причем обработку активной поверхности опалубки ведут струей воды высокого давления 8-16 атм через 4-8 часов после формования палубы, при этом нанесение дополнительных наклонных штроб на активную поверхность опалубки осуществляют под углом 45±15° по отношению к вертикальным штробам, а вертикальные и наклонные штробы наносят путем механической нарезки. 1 ил., 1 табл.
Способ бетонирования конструкций с применением несъемной железобетонной и (или) армоцементной опалубки, включающий обработку активной поверхности опалубки с нанесением вертикальных штроб и укладку с вибрированием бетонной смеси в опалубку, отличающийся тем, что перед укладкой бетонной смеси в несъемную железобетонную и (или) армоцементную опалубку бетонную смесь подвергают предварительному электроразогреву переменным током до температур, превышающих на 25-45° температуру активной поверхности опалубки, причем обработку активной поверхности опалубки ведут струей воды высокого давления 8-16 атм через 4-8 ч после формования палубы, при этом нанесение дополнительных наклонных штроб на активную поверхность опалубки осуществляют под углом 45±15° по отношению к вертикальным штробам, а вертикальные и наклонные штробы наносят путем механической нарезки.
| Несъемная опалубка для монолитных железобетонных конструкций | 1980 |
|
SU920169A1 |
| СПОСОБ ПРОГРЕВА БЕТОНА ПРИ ВОЗВЕДЕНИИ ВЕРТИКАЛЬНЫХ КОНСТРУКЦИЙ | 1996 |
|
RU2085677C1 |
| Щит несъемной опалубки | 1981 |
|
SU991004A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М., 1989, п.2.14 | |||
| ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ЭЛЕКТРОРАЗОГРЕВ БЕТОННОЙ СМЕСИ В БАДЬЯХ, Всесоюзный головной проектно-технологический институт "Союзоргтехводстрой" Волгоградский филиал | |||
| - М., 1980, п.2. | |||

