Изобретение относится к обработке металлов давлением, в частности к способам изготовления методом горячего деформирования промежуточных заготовок из титановых сплавов, преимущественно предназначенных для изготовления роторных деталей авиадвигателей.
Известен способ производства промежуточных заготовок из (α+β)-титановых сплавов, включающий ковку слитка за несколько переходов при температуре β-области, промежуточную ковку прутка при температурах (α+β) и β-области, окончательное деформирование прутка при температурах (α+β)-области (Александров В.К. и др. Титановые сплавы. Полуфабрикаты из титановых сплавов. М.: ВИЛС, 1996, с.184-186).
Недостатками известного способа являются структурная неоднородность из-за захолаживания металла в процессе ковки, неравномерность деформации и наличие зон затрудненной деформации.
Известен способ производства промежуточных заготовок из (α+β)-титановых сплавов, включающий операцию деформирования слитка при температурах β-области и комбинированные операции деформирования заготовки при температурах (α+β) и β-областей (патент РФ №2266171, 2005 г.) - прототип.
Недостатками известного способа являются неоднородность макроструктуры в пределах одного сечения, большое количество нагревов, особенно при окончательном деформировании при температурах (α+β)-области, что существенно снижает производительность процесса. Кроме того, для получения промежуточных заготовок по известному способу требуется кузнечно-прессовое оборудование значительной мощности, которое позволяет проводить всестороннюю ковку слитка при температурах (α+β)-области.
Задачей, на решение которой направлено изобретение, является разработка способа получения промежуточных заготовок из (α+β)-титановых сплавов, позволяющего повысить производительность процесса, расширить парк используемого кузнечно-прессового оборудования, а также повысить однородность макро- и микроструктуры по всему объему изготавливаемого материала.
Техническим результатом, достигаемым при осуществлении изобретения, является получение промежуточных заготовок с однородной регламентированной структурой, уменьшение затрат за счет сокращения количества нагревов и кузнечных операций, снижение энергосиловых параметров деформирования.
Указанный технический результат достигается тем, в способе изготовления промежуточных заготовок из (α+β)-титановых сплавов, включающем комбинированные операции деформирования слитка при температурах β-области и операции деформирования заготовки при температурах (α+β) и β-областей, заготовку, предварительно деформированную после нагрева до температуры на 100÷200°C выше температуры полиморфного превращения, деформируют в заготовку квадратного сечения после ее нагрева до температуры на 20÷60°C ниже температуры полиморфного превращения, проводят рекристаллизационную обработку методом нагрева до температуры на 50÷100°C выше температуры полиморфного превращения и осадки в торец с уковом 1,3÷1,4 и последующим охлаждением в воде, а окончательное деформирование заготовки в заданный размер осуществляют за несколько переходов с величиной однократного укова 1,5÷2,0 после нагрева заготовки до температуры на 20÷60°C ниже температуры полиморфного превращения, при этом величина суммарного укова при окончательном деформировании составляет 5,0÷6,0.
Сущность предлагаемого изобретения заключается в следующем.
Ковка слитка в пруток при температуре β-области после нагрева на 100÷200°C выше температуры полиморфного превращения на первых проходах разрушает литую структуру. Первая ковка в (α+β)-области после нагрева заготовки на 20÷60°C ниже температуры полиморфного превращения разрушает большеугловые границы зерен. Последующий нагрев заготовки, предварительно деформированной в (α+β)-области, на 50÷100°C выше температуры полиморфного превращения и дальнейшая деформация заготовки сопровождается рекристаллизацией с измельчением зерна.
По известному способу рекристаллизационную обработку проводят методом нагрева и протяжки, при этом осуществляется деформация преимущественно поверхностных слоев заготовки, что не позволяет равномерно проработать весь объем металла, в частности центральных слоев заготовки. Кроме того, при протяжке деформирование заготовки совершается поступательно, т.е. выполняется последовательное обжатие части объема металла, что приводит к снижению температуры и повышению сопротивления деформации материала, и, следовательно, вызывает различие температурно-скоростных параметров в начале и конце операции. Все указанные факторы не позволяют в полной мере стабилизировать получение однородной структуры по всему сечению и объему промежуточных заготовок, особенно крупногабаритных - диаметром свыше 300 мм.
В отличие от прототипа рекристаллизационную обработку в предлагаемом изобретении осуществляют методом нагрева до температуры на 50÷100°C выше температуры полиморфного превращения и осадки заготовки квадратного сечения в торец с уковом 1,3÷1,4 и последующим охлаждением в воду.
Проведение осадки позволяет равномерно и единовременно деформировать весь объем заготовки, сохранить однородность деформации без значительных изменений температурно-скоростных параметров процесса, что благоприятно влияет в дальнейшем на равномерность и стабильность размера получаемого макрозерна. Полученную после рекристаллизационной обработки структуру фиксируют с помощью быстрого охлаждения в воде.
Заготовка квадратного сечения по сравнению с заготовкой круглого сечения обладает большей устойчивостью и жесткостью, что позволяет значительно снизить бочкообразование при осадке и достигнуть однородности деформации.
Осадка с величиной укова менее 1,3 недостаточна для полной рекристаллизации и проработки всего объема заготовки. При величине укова более 1,4 возможно значительное бочкообразование на образующей поверхности заготовки, что приводит к необходимости проведения дополнительных кузнечных операций по выравниванию образующей поверхности.
Окончательная деформация заготовки в (α+β)-области после нагрева заготовки на 20÷60°C ниже температуры полиморфного превращения с однократными уковами 1,5÷2,0 и суммарным уковом 5,0÷6,0 изменяет структуру металла на (α+β)-деформированную и приводит к разрушению большеугловых границ β-зерен, что обеспечивает формирование однородной мелкозернистой микроструктуры.
Величину единовременных уковов необходимо поддерживать в интервале значений 1,5÷2,0. При превышении величины укова значения 2,0 длительность операции ковки увеличивается, что приводит к существенным различиям температурно-скоростных параметров в процессе деформирования металла. В случае если величина укова менее 1,5, возрастает количество нагревов, следовательно, увеличивается размер α-фазы, что приводит к возрастанию уровня структурных шумов при проведении УЗК и возможному невыполнению условий спецификации.
Величина суммарного укова при окончательном деформировании после нагрева до температур (α+β)-области составляет 5,0÷6,0. Окончательное деформирование с величиной суммарного укова менее 5 не позволяет получить заданный тип микроструктуры, в полной мере удовлетворяющий требованиям спецификации. Величина суммарного укова свыше 6,0 снижает общую эффективность процесса, увеличивая количество переходов без значительного изменения металлургического качества промежуточных заготовок.
Пример конкретного выполнения изобретения
Слиток диаметром 940 мм, длиной 2500 мм и массой 8000 кг из сплава TA6V с температурой полиморфного превращения (Тпп) 1008°C нагревали до температуры β-области, равной 1150°C (на 142°C выше Тпп), проводили осадку и протяжку слитка с суммарным уковом 2,5. Далее после нагрева заготовки до температуры (α+β)-области 968°C (на 40°C ниже Тпп) осуществляли протяжку с величиной укова 1,5 на квадратное сечение стороной 650 мм и рубку заготовки на две равные части. После этого проводили рекристаллизационную обработку методом нагрева заготовок до температуры β-области, равной 1070°C (на 62°C выше Тпп) и проведением осадки с уковом 1,33 и последующим охлаждением заготовок в воде.
Далее выполняли нагрев заготовки до температуры 968°C (на 40°C ниже Тпп). Окончательное деформирование осуществляли через квадратное и восьмигранное сечение с уковами 1,93; 1,71; 1,77 за один переход (соответственно 1, 2, и 3 протяжки). После чего выполнили промежуточный структурный отжиг и последующую калибровку для получения кованой заготовки диаметром 350 мм. Суммарный уков после окончательного деформирования составил 5,84. Затем заготовки обточили на диаметр 330 мм, подвергли ультразвуковому контролю иммерсионным методом (диаметр плоскодонного отражателя 1,2 мм) и исследованию структуры. Полученные результаты исследований приведены в таблице.
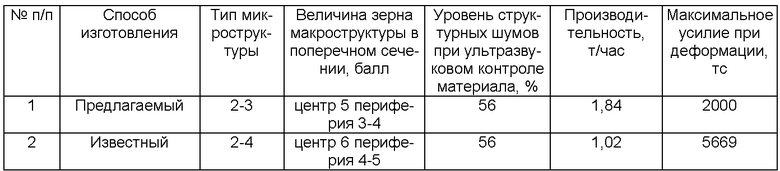
Таким образом, предлагаемый способ изготовления промежуточных заготовок, по сравнению с известным, позволяет улучшить качество металла в части получения регламентированной макро- и микроструктуры с сохранением уровня структурных шумов при ультразвуковом контроле обточенной заготовки, снизить затраты за счет уменьшения количества нагревов и кузнечных операций, а также позволяет применять для получения промежуточных заготовок из (α+β)-титановых сплавов оборудование меньшей мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ (АЛЬФА+БЕТА)- ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758045C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| Способ изготовления заготовок трубных из титановых псевдо α-сплавов 5В и 37 | 2021 |
|
RU2794154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| Способ изготовления прутков из сплавов на основе титана | 2015 |
|
RU2644714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении методом горячего деформирования промежуточных заготовок из титановых сплавов. Заготовку, полученную путем деформирования слитка после его нагрева до температуры на 100÷200°C выше температуры полиморфного превращения, деформируют в заготовку квадратного сечения. Деформирование производят после нагрева заготовки до температуры на 20÷60°C ниже температуры полиморфного превращения. Далее проводят рекристаллизационную обработку методом нагрева до температуры на 50-100°C выше температуры полиморфного превращения и осадки в торец с уковом 1,3÷1,4 с последующим охлаждением в воде. Окончательное деформирование заготовки осуществляют за несколько переходов с величиной однократного укова 1,5÷2,0 после нагрева заготовки до температуры на 20÷60°C ниже температуры полиморфного превращения. Величина суммарного укова при окончательном деформировании составляет 5,0÷6,0. В результате обеспечивается получение промежуточных заготовок с однородной регламентированной структурой, уменьшение затрат за счет сокращения количества нагревов и кузнечных операций, снижение энерго-силовых параметров деформирования. 1 пр., 1 табл.
Способ изготовления промежуточных заготовок из (α+β)-титановых сплавов, включающий комбинированные операции предварительного деформирования слитка при температурах β-области и операции деформирования заготовки при температурах (α+β)- и β-областей, отличающийся тем, что заготовку, полученную предварительным деформированием после нагрева слитка до температуры на 100÷200°С выше температуры полиморфного превращения, деформируют в заготовку квадратного сечения после ее нагрева до температуры на 20÷60°С ниже температуры полиморфного превращения, проводят рекристаллизационную обработку методом нагрева заготовки до температуры на 50÷100°C выше температуры полиморфного превращения и осадки в торец с уковом 1,3÷1,4 и последующим охлаждением в воде и осуществляют окончательное деформирование заготовки в заданный размер за несколько переходов с величиной однократного укова 1,5÷2,0 после нагрева заготовки до температуры на 20÷60°C ниже температуры полиморфного превращения, при этом величина суммарного укова при окончательном деформировании составляет 5,0÷6,0.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ (АЛЬФА+БЕТА)- ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- ИЛИ α+β-ТИТАНОВЫХ СПЛАВОВ | 2005 |
|
RU2314362C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2217260C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| JP 58145323 A, 30.08.1983 | |||
| JP 11010270 A, 19.01.1999. | |||

