Область техники, к которой относится изобретение
Изобретение относится к способу производства текстурированной кремнистой стали, в частности к способу производства текстурированной кремнистой стали с использованием единственной холодной прокатки.
Уровень техники
Традиционно текстурированная кремнистая сталь производится следующим способом, в котором:
Сталь вторично рафинируют и легируют в конвертере (или в электрической печи), после чего непрерывно отливают в сляб, базовый химический состав которого включает Si 2,5-4,5%, С 0,01-0,10%, Mn 0,03-0,1%, S 0,012-0,050%, растворимый Аl 0,01-0,05% и N 0,003-0,012%, и в некоторых случаях один или более элементов из Сu, Мо, Sb, Сr, В, Вi и т.п. и остальное железо и некоторые неизбежные примеси.
Сляб нагревают до примерно 1400°С в специальном высокотемпературном нагревателе, выдерживают при этой температуре в течение еще 30 мин для того, чтобы перевести в твердый раствор нужные включения так, чтобы диспергированные тонкие частицы вторичной фазы, а именно ингибитор, выделялись в матрице кремнистой стали во время последующей горячей прокатки; после нормализации или без проведения нормализации горячекатаный лист промывают кислотой с целью удаления с его поверхности железной окалины; лист прокатывают до толщины конечного продукта при одной холодной прокатке или более двух холодных прокаток с отжигом между ними, покрывают отжиговым сепаратором, содержащим в качестве главного компонента MgO, и после этого подвергают декарбюризационному отжигу с целью снижения содержания С в стальном листе до уровня, который не влияет на магнетизм конечного продукта (как правило, ниже 30 ч./млн); во время операции высокотемпературного отжига в стальном листе происходят физические и химические изменения, такие как вторичная рекристаллизация, образование подлежащего слоя из Mg2SiO4, очистка (для удаления из стали вредных для магнетизма элементов, таких как S, N и т.д.), придающие текстурированной кремнистой стали высокой степени ориентации и низких потерь в железе; наконец, после нанесения изоляционного покрытия получают товарную вытянутую и отожженную текстурированную кремнистую сталь, пригодную для коммерческого применения.
Традиционная текстурированная сталь обладает следующими значимыми характеристиками:
(1) в связи с тем, что ингибитор образуется в самом начале рафинирования стали и проявляет активность в последующих операциях, его необходимо контролировать и регулировать;
(2) температура до 1400°С, до которой нагревается сляб, достигает предела традиционной нагревательной печи и способность контроля падения температуры прокатного стана также достигает предела существующих технологий прокатки;
(3) ключевым моментом производственного процесса является контроль микроструктуры и текстуры стального листа на каждой стадии и поведение ингибитора;
(4) нагрев при высокой температуре приводит к низкой работоспособности практичность нагревательной печи, которая нуждается в частом ремонте, характеризуется большими потерями при горении, высоким потреблением энергии и сильным растрескиванием по краям горячего прокатываемого рулона, что затрудняет операцию холодной прокатки, приводит к низкой производительности и высокой себестоимости.
После полувекового развития технология производства высокотемпературной текстурированной кремнистой стали достигла высокого уровня и позволяет производить высококачественную текстурированную кремнистую товарную сталь, что вносит значительный вклад в развитие электротехнической и электронной промышленности. Однако из-за сложности производственного процесса, высоких требований к технике, серьезных технических барьеров между предприятиями, а также из-за специфически узкого применения технологии и, таким образом, низкой общей потребности в продукции, эту технологию применяют лишь несколько производителей стали. С другой стороны, нагрев при высокой температуре является причиной ряда проблем, например, необходимости специальной высокотемпературной нагревательной печи, низкой технологичности производства, высокой себестоимости и т.п.
В стремлении разрешить эти проблемы на основании длительной практики и исследований были испытаны и успешно разработаны некоторые способы, которые описаны ниже.
(1) Способ с использованием электромагнитного индукционного нагрева
Способ с использованием электромагнитного индукционного нагрева, который используют Nippon Steel Corp. и Kawasaki Steel Corp., является способом, в котором сляб нагревают при высокой температуре за исключением того, что на стадии нагрева сляба при высокой температуре в электромагнитную индукционную нагревательную печь в качестве защитных газов вводят N2 и Н2 для точного контролирования атмосферы с целью ингибирования высокотемпературного окисления сляба. В то же время высокая скорость нагрева в этом способе сокращает время поддерживания в печи высокой температуры. Этот способ в значительной степени решил проблему краевого растрескивания. Более конкретно, краевое растрескивание может быть снижено до менее чем 15 мм, повышая тем самым выход текстурированной кремнистой стали. К сожалению, полностью краевое растрескивание устранено быть не может.
(2) Способ производства текстурированной кремнистой стали при средней температуре
Технология производства текстурированной кремнистой стали при средних температурах принята VIZ (Россия) и т.д., где сляб нагревают при 1250-1300°С, содержание Cu в химическом составе стали относительно высоко, а в качестве ингибиторов используют AlN и Сu. Подобно высокотемпературному способу, ингибиторы также изначально входят в состав. Проблему краевого растрескивания, возникающего в результате нагрева при высокой температуре, в данном способе можно полностью исключить. Однако недостатком этого способа является то, что его можно использовать лишь для производства обычной текстурированной кремнистой стали, а не текстурированной кремнистой стали с высокой магнитной индукцией.
(3) Способ нагрева сляба при низкой температуре в Японии
Согласно этому способу, сляб нагревают до температуры ниже 1250°С, в результате чего краевое растрескивание отсутствует и достигается высокий выход горячекатаной стали. Ингибиторами в этом случае являются приобретенные ингибиторы, образующиеся при азотировании после декарбюризационного отжига. Таким образом, данный способ можно использовать для производства как обычной текстурированной кремнистой стали, так и текстурированной кремнистой стали с высокой магнитной индукцией.
(4) Способ компактного производства полосы (CSP-способ) для производства текстурированной кремнистой стали
Этот способ был также нацелен на проблему краевого растрескивания во время холодной прокатки текстурированной кремнистой стали, повышение производительности и снижение себестоимости производства. Ингибиторами в этом случае также являются приобретенные ингибиторы, которые образуются при азотировании.
Способ производства текстурированной кремнистой стали при низкой температуре в Японии описан, например, в публикации японского патента Heisei JP 3-211232. В этом патенте химический состав 1 включает С 0,025-0,075%, Si 2,5-4,5%, S≤0,015%, растворимый Аl 0,010-0,050%, N≤0,0010-0,0120%, Mn 0,05-0,45%, Sn 0,01-0,10% и остальное Fе и неизбежные примеси. После прогрева при температуре ниже 1200°С сляб подвергается горячей прокатке и затем прокатывается до толщины конечного продукта за одну холодную прокатку или за более чем две холодные прокатки с отжигом между ними при степени обжатия при холодной прокатке более 80%. Далее, полученный лист подвергается декарбюризационному отжигу и высокотемпературному отжигу, в процессе которого проводится азотирование сразу после начала вторичной рекристаллизации.
Химический состав 2 включает С 0,025-0,075%, Si 2,5-4,5%, S≤0,015%, растворимый Аl 0,010-0,050%, N≤0,0010-0,0120%, В 0,0005-0,0080%, Mn 0,05-0,45%, Sn 0,01-0,10% и остальное Fe и неизбежные примеси. После прогрева при температуре ниже 1200°С сляб подвергается горячей прокатке и затем прокатывается до толщины конечного продукта за одну холодную прокатку или за более чем две холодные прокатки с отжигом между ними при степени обжатия при холодной прокатке более 80%. Далее, полученный лист подвергается декарбюризационному отжигу и высокотемпературному отжигу, в процессе которого проводится азотирование сразу после начала вторичной рекристаллизации.
После декарбюризационного отжига содержание кислорода в стальном листе может быть доведено до содержания кислорода листа толщиной в 12 милов (тысячных дюйма [O](млн)=55t±50 (t: толщина листа в тысячных дюйма). Этот способ может использоваться для производства текстурированной кремнистой стали с высокой электромагнитной индукцией.
В способе, который описан в публикации японского патента Heisei JP 5-112827, химический состав включает С 0,025-0,075%, Si 2,9-4,5%, S≤0,012%, растворимый Аl (Als) 0,010-0,060%, N≤0,010%, Mn 0,08-0,45%, P 0,015-0,045% и остальное Fe и неизбежные примеси. После прогрева при температуре ниже 1200°С сляб подвергается горячей прокатке и затем прокатывается до толщины конечного продукта за одну холодную прокатку или за более чем две холодные прокатки с отжигом между ними. После декарбюризационного отжига полученный лист непрерывно азотируется, в процессе продолжения отжига. После нанесения сепаратора лист отжигается при высокой температуре, в результате чего получают текстурированную кремнистую сталь, обладающую хорошими магнетизмом и свойством нижележащего слоя. В процессе азотирования, проводимого при температуре 500-900°С, защитной атмосферой является газовая смесь из Н2 и N2 с содержанием NH3 более 1000 ч./млн и кислородным потенциалом рН2O/рН2≤0,04.
В процессе высокотемпературного отжига атмосфера сохраняется слегка окислительной при 600-850°С.
В способе Acciai Speciali Temi Spa для производства текстурированной кремнистой стали при низкой температуре, как описано в китайском патенте CN1228817A, химический состав 2 включает Si 2,5-5%, С 0,002-0,075%, Mn 0,05-0,4%, S (или S+0,503Se) 0,015%, кислоторастворимый Аl 0,010-0,045%, N 0,003-0,013%, Sn≤0,2% и остальное Fе и неизбежные примеси. Сталь этого состава отливается в тонкий сляб, который затем нагревается при 1150-1300°С. После горячей прокатки сляб подвергается нормализационному отжигу и затем заключительной холодной прокатке со степенью обжатия 80%. Когда проводится конечный высокотемпературный отжиг, отжиговая атмосфера регулируется так, чтобы она поддерживала содержание поглощенного сталью азота ниже 50 ч./млн. В этом способе не применяется операция азотирования, подходящая в основном для производства текстурированной кремнистой стали непрерывной отливкой тонкого сляба.
В способе, раскрытом в китайском патенте CN1231703A, химический состав представляет собой низкоуглеродистую систему, содержащую медь. Процесс производства в существенной степени повторяет предыдущий патент за исключением того, что стальной лист после декарбюризационного отжига азотируется при 900-1050°С с количеством азотирующего агента менее 50 ч./млн. Этот способ подходит для производства текстурированной кремнистой стали из тонкого сляба.
В другом способе, раскрытом в китайском патенте CN1242057A, химический состав включает Si 2,5-4,5%; С 150-750 ч./млн, наиболее предпочтительно 250-500 ч./млн; Mn 300-4000 ч./млн, наиболее предпочтительно 500-2000 ч./млн; S<120 ч./млн, наиболее предпочтительно 50-70 ч./млн; кислоторастворимый Аl 100-400 ч./млн, наиболее предпочтительно 200-350 ч./млн; N 30-130 ч./млн, наиболее предпочтительно 60-100 ч./млн; Ti<50 ч./млн, наиболее предпочтительно, менее 30 ч./млн, и остальное Fe и неизбежные примеси. Сляб нагревается при 1200-1320°С и азотируется при 850-1050°С. Остальные операции в существенной степени те же, что и в двух предыдущих патентах.
Еще один способ, раскрытый в китайском патенте CN 124422 ОА, отличается проводимыми одновременно азотированием и декарбюризацией.
Ключевым моментом других патентов является наличие в горячекатаном листе выделенной дисперсной фазы, облегчающей высокотемпературное азотирование при 900-100°С. Можно сделать вывод, что низкотемпературная технология Acciai Speciali Temi Spa ограничена высокотемпературным азотированием и/или производством текстурированной кремнистой стали непрерывной отливкой тонкого сляба. Основная суть заключается в наличии в горячекатаном листе выделенной дисперсной фазы, что является благоприятным фактором для высокотемпературного азотирования, которое осуществляется одновременно с декарбюризацией или после нее.
Химический состав низкотемпературной текстурированной кремнистой стали, разработанной POSCO (Южная Корея), включает С 0,02-0,045%, Si 2,9-3,30%, Mn 0,05-0,3%, кислоторастворимый Аl 0,005-0,019%, N 0,003-0,008%, S<0,006%, Сu 0,30-0,70%, Ni 0,30-0,70%, Cr 0,30-0,70% и остальное Fe и неизбежные примеси. Кроме того сталь содержит 0,001-0,012% В. Декарбюризация проводится одновременно с азотированием, которое протекает во влажной атмосфере. Основой этого способа является использование BN в качестве главного ингибитора.
Все способы, описанные в китайских патентах, таких как №№85100664 и 88101506.7, основаны на традиционном процессе, в котором ингибиторы во время нагрева переходят в твердый раствор, а выделение регулируется в процессе прокатки. Реальная температура нагрева близка к 1300°С, что существенно отлично от способа настоящего изобретения. Способ, описанный в китайском патенте ZL200410099080,7 (Baosteel), отличается проведением азотирования перед декарбюризацией.
После знакомства и анализа соответствующих патентов, ссылок и т.п., касающихся технологий производства текстурированной кремнистой стали, включающих нагрев сляба при низкой температуре согласно способу азотирования, можно прийти к выводу, что японские технологии делают упор на азотирование стального листа во время периода от окончания декарбюризационного отжига до вторичной рекристаллизации и на образование ингибиторов на ранней стадии высокотемпературного отжига; европейские технологии характеризуются азотированием после или одновременно с декарбюризационным отжигом и высокой температурой азотирования; технология POSCO является подходящей для системы, в составе которой содержится мало углерода и мало Аl и в которой азотирование и декарбюризация проводятся параллельно.
Когда для производства текстурированной кремнистой стали используют японские способы азотирования, нельзя предотвратить рост кристаллических зерен, образующихся во время первичной рекристаллизации, по причине отсутствия в стальном листе ингибиторов. Размер образующихся во время первичной рекристаллизации кристаллических зерен регулируется главным образом с помощью температуры и времени. Таким образом, существует острая потребность в контроле за процессами декарбюризационного отжига и азотирования и при этом выбор процессов является узким. С другой стороны, оксидный слой с SiO2 в качестве главного компонента уже образован на поверхности стального листа до проведения азотирования после декарбюризационного отжига, в результате чего устойчивость и поведение азотирования обусловлены существованием на поверхности оксидного слоя. Для технологии Acciai Speciali Temi Spa характерно высокотемпературное азотирование. Для осуществления этого способа сляб нужно нагревать при относительно высокой температуре, например при примерно 1250°С, в результате чего в горячекатаном листе выделяются, как и планировалось, диспергированные частицы второй фазы. Таким образом, полезные включения в горячекатаном листе необходимо контролировать. При этом азотирование проводится после или одновременно с декарбюризационным отжигом. Для POSCO также принят способ, в котором декарбюризация и отжиг ведутся параллельно. В результате этого оксидный слой на поверхности стального листа не оказывает должного влияния на азотирование. Кроме того в стали содержится мало Аl и главным ингибитором является BN. Нестабильность В делает нестабильной ингибирующую способность ингибитора, что в значительной степени влияет на стабильность магнетизма.
В таблице 1 проводится сравнение химического состава систем текстурированной кремнистой стали, производимой с помощью нескольких технологий для нагрева сляба при низкой температуре.
Раскрытие изобретения
Как уже описано выше, способы производства текстурированной кремнистой стали, включающие нагрев сляба при высокой температуре, имеют несколько недостатков, таких как высокое потребление энергии, низкая работоспособность нагревательной печи, сильное краевое растрескивание горячекатаного листа, низкая эффективность производства и высокая себестоимость. Технологии для производства текстурированной кремнистой стали нагреванием сляба при низкой температуре могут успешно решить названные проблемы и, таким образом, находятся в активной разработке. Почти все раскрытые в современных патентах технологии производства текстурированной кремнистой стали нагреванием сляба при низкой температуре основаны на процессе азотирования.
Цель настоящего изобретения состоит в создании способа для производства текстурированной кремнистой стали с единственной холодной прокаткой, в котором благодаря контролированию процесса нормализации и охлаждения горячекатаного листа и применения поглощения слябом азота во время декарбюризационного отжига и низкотемпературной выдержке при высокотемпературном отжиге образуется достаточное количество полезных включений (Al, Si)N. Осуществляется эффективный контроль за действием включений по торможению первично рекристаллизованных зерен и, следовательно, микроструктуры стального листа первичной рекристаллизации. Это облегчает генерирование стабильной и совершенной микроструктуры вторичной рекристаллизации конечного продукта. В то же время изобретение исключает неблагоприятное использование аммиака во время азотирования на подлежащем слое и, таким образом, способствует образованию более качественного стеклопленочного подлежащего слоя.
Для достижения указанной выше цели изобретения служит использование способа производства текстурированной кремнистой стали с единственной холодной прокаткой, включающего:
1) плавку
После вторичного рафинирования и непрерывной разливки расплавленной стали в конвертере или электропечи получают отлитую заготовку, имеющую следующий состав (по весу): С 0,035-0,065%, Si 2,9-4,0%, Mn 0,08-0,18%, S 0,005-0,012%, растворимый Al 0,015-0,035%, N 0,0050-0,0130%, Sn 0,001-0,15%, P 0,010-0,030%, Сu 0,05-0,60%, Cr≤0,2% и остальное Fe и неизбежные примеси;
2) горячую прокатку
Отлитую заготовку нагревают до 1090-1200°С в нагревательной печи. Прокатка начинается при температуре ниже 1180°С и заканчивается при температуре выше 860°С. Таким образом получают горячекатаный лист толщиной 1,5-3,5 мм, который затем свертывают в рулон при 500-650°С;
3) нормализацию
Нормализационный отжиг проводят при 1050-1180°С (1-20 сек)+850-950°С (30-200 сек). Охлаждение ведется со скоростью 10-60°С/сек;
4) холодную прокатку
Лист прокатывается до толщины конечного продукта за одну холодную прокатку при степени обжатия при холодной прокатке 75-92%;
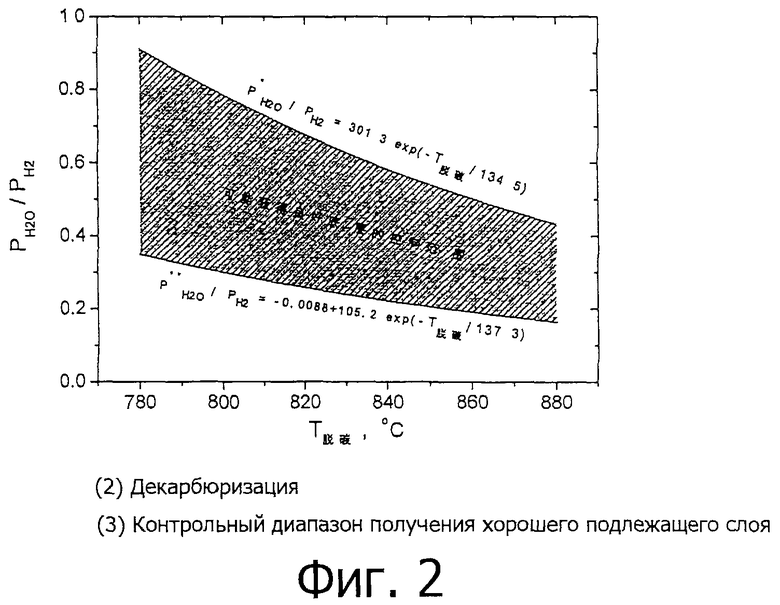
5) декарбюризацию
Стальной лист, прокатанный до толщины конечного продукта, подвергается декарбюризационному отжигу при 780-880°С в течение 80-350 сек в защитной смесевой газовой атмосфере H2 и N2, содержащей 15-85% Н2. Точка росы защитной атмосферы равна 40-80°С. Общий кислород [О] на поверхности декарбюризованного листа составляет 171/t≤[O]≤313/t (t обозначает реальную толщину стального листа в мм). Количество поглощенного азота составляет 2-10 ч./млн. После этого лист покрывают высокотемпературным отжиговым сепаратором, содержащим в качестве главного компонента MgO;
6) высокотемпературный отжиг
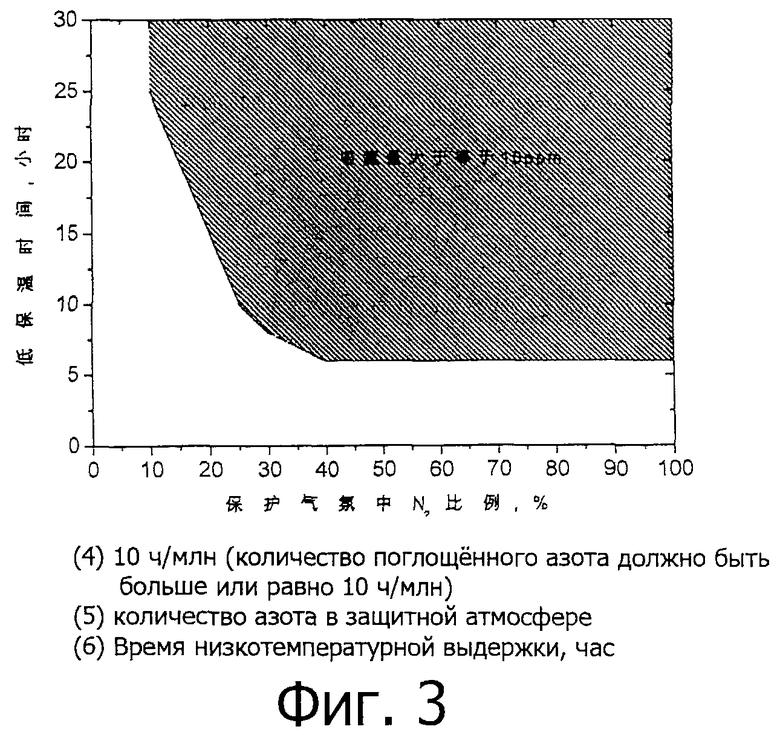
Защитная отжиговая атмосфера, состоящая из смесевого газа из H2 и N2 или чистого N2 и имеющая точку росы 0-50°С, контролируется при температуре ниже 1000°С. Время выдержки на первой стадии составляет 6-30 час. Оптимальное время низкотемпературной выдержки для стального рулона весом ≥5 т составляет 8-15 час. Проводят высокотемпературный отжиг. Количество поглощенного азота равно 10-40 ч./млн;
7) отжиг с правкой в горячем состоянии
Осуществляется традиционная операция правки в горячем состоянии.
В текстурированную кремнистую сталь, имеющую указанный выше базовый состав, может быть дополнительно добавлено 0,01-0,10% Мо и/или ≤0,2% Sb в расчете на общую массу.
На 1/4-1/3 и 2/3-3/4 толщины нормализованного листа отношение гауссовой текстуры (110) [001] к кубической текстуре (001)[110] контролируется в пределах 0,2≤I(110)[001]/I(001)[110]≤8, преимущественно 0,5≤I(110)[001]/I(001)[110]≤2, где I(110)[001] и I(001)[110] означают интенсивности гауссовой и кубической текстур соответственно (см. фиг.1).
Слишком большая доля кристаллических зерен с гауссовой текстурой будет неблагоприятна для оптимизированного роста, приводя к ухудшенной ориентации кристаллических зерен после вторичной рекристаллизации и, следовательно, к сильному воздействию на магнетизм. Слишком большая доля кристаллических зерен с кубической текстурой приведет к образованию большого количества тонких кристаллов того же типа в стальном листе после высокотемпературного отжига, что также окажет сильное влияние на магнетизм. При этом размеры ингибиторов можно оптимизировать регулированием скорости охлаждения.
Далее, количество кристаллических зерен с гауссовой текстурой на 1/4-1/3 и 2/3-3/4 толщины нормализованного листа составляет не менее 5% от общего количества кристаллических зерен.
Преимущества способа изобретения включают следующее:
(1) Способ решает проблемы, свойственные способам производства текстурированной кремнистой стали при высокой температуре, и снижает потребление энергии и себестоимость производства. Кроме того, поскольку для нагрева сляба при высокой температуре не требуется специальной печи, значительно повышается гибкость производства и производительность стана горячей прокатки не ограничивается производительностью нагревательной печи. Следовательно, от данного способа можно ожидать значительных преимуществ.
(2) Достигнута четкость в контролируемых пределах содержания S и Cu в химическом составе, что обеспечивает равномерное выделение диспергированных тонких ингибиторов.
(3) Текстура кристаллических зерен и выделение части ингибиторов оптимизируются регулированием операции нормализации.
(4) Благодаря исключению специальной азотирующей обработки стального листа с использованием аммиака или какого-либо другого азотирующего агента снижается себестоимость и облегчается защита окружающей среды.
(5) В связи с тем, что для проведения азотирования не используется аммиак, исключается влияние на азотирование подлежащего слоя, что облегчает образование хорошего стеклопленочного подлежащего слоя.
Согласно традиционным способам производства текстурированной кремнистой стали для того, чтобы перевести в твердый раствор крупные осадки ингибиторов, таких как MnS, AlN и т.д., так, чтобы MnS, AlN и т.п. могли образовываться в тонкой форме и устойчиво во время горячей прокатки или отжига горячекатаного листа, отлитую заготовку необходимо нагревать до 1350-1400°С. Таким образом, традиционные способы относятся к технологии нагрева сляба при высокой температуре. Чтобы устранить возникающие при высокотемпературном нагреве серьезные проблемы окисления, краевого растрескивания и т.п., разработаны технологии производства текстурированной кремнистой стали с нагревом сляба при низкой температуре, в которых в результате азотирования образуются приобретенные ингибиторы. Эти технологии включают в себя следующие типы. Один из типов раскрыт, например, в публикациях японских патентов Heisei JP 1-230721, Heisei 1-283324 и т.д., и включает добавление к высокотемпературному отжиговому сепаратору химических компонентов для азотирования и образование ингибиторов, таких как (Al,Si)N и т.п., в результате азотирования стальной полосы на стадии высокотемпературного отжига. Другой тип включает азотирование с помощью азотирующей атмосферы на стадии подъема температуры при высокотемпературном отжиге. Эти оба типа не дают продуктов со стабильным магнетизмом из-за, в числе прочих причин, неравномерного азотирования. На основе указанных типов появляется еще одна технология, которая включает введение в атмосферу в достаточной степени активного аммиака во время промежуточного отжига после декарбюризационного отжига или одновременно с декарбюризационным отжигом. Аммиак не используется в изобретении в качестве азотирующего средства. В отличие от предыдущих патентов перед стадией подъема температуры при высокотемпературном отжиге повышение содержания азота в стальном листе в основном происходит в результате разложения азота в защитной атмосфере на стадиях декарбюризационного отжига и низкотемпературной выдержки при высокотемпературном отжиге.
В изобретении кроме того используется традиционный процесс непрерывной разливки. Таким образом, изобретение существенным образом отличается от способов производства текстурированной кремнистой стали, включающих непрерывную отливку и прокатку тонкого сляба, как это раскрыто в патентах US 6273964 B1 и US 6296719 B1.
Патент Acciai Speciali Temi Spa относится к технологии азотирования при высокой температуре, в которой азотирование проводится после или одновременно с декарбюризацией, откуда следует, что эта технология отлична от настоящего изобретения. Способы, описанные в китайских патентах №№85100664 и 88101506.7, в обоих случаях основаны на традиционном способе, в котором ингибиторы переходят в твердый раствор при нагревании и выделяются контролируемым образом во время прокатки, в то время как реальная температура нагрева близка к 1300°С. Таким образом, указанные патенты существенно отличны от настоящего изобретения.
Путем регулирования операции нормализации горячекатаного листа в изобретении достигается оптимизация текстуры стального листа и количества полезных включений после нормализации. Чтобы обеспечить образование хорошего подлежащего слоя во время декарбюризационного отжига, декарбюризация и строгий контроль за количеством кислорода на поверхности стального листа достигаются путем контролирования отношения азот/водород в защитной атмосфере, температуры, времени и точки росы. Контроль отношения азот/водород в защитной атмосфере влияет также на поглощение азота стальным листом. Подходящее количество ингибиторов получают путем контролирования отношения азот/водород в защитной атмосфере на низкотемпературной стадии выдержки при высокотемпературном отжиге, что обеспечивает совершенную вторичную рекристаллизацию.
Краткое описание чертежей
Фиг.1 - схематический вид, показывающий положения на 1/4-1/3 и 2/3-3/4 толщин нормализованного листа согласно изобретению.
Фиг.2 - диаграмма, показывающая контрольный диапазон процесса декарбюризации для получения хорошего подлежащего слоя согласно изобретению.
Фиг.3 - схематический вид, показывающий регулирование количества поглощенного азота на уровне, превышающем или равном 10 ч./млн, согласно изобретению.
Осуществление изобретения
Пример 1
Сталь выплавляют в 500-кг вакуумной печи. Химические составы и условия горячей прокатки приведены в таблицах 2 и 3. Нормализацию проводят в следующих условиях: 1130°С×5 сек +930°С×70 сек +50°С/сек охлаждения. Полосовую сталь прокатывают до 0,30 мм. После декарбюризации и нанесения MgO-сепаратора сталь подвергают высокотемпературному отжигу с правкой в горячем состоянии, покрывают изолирующим покрытием и проводят измерения на магнетизм. Результаты перекрестных опытов приведены в таблице 4.
Сталь состава А в таблице 2 подвергают горячей прокатке в условиях С в таблице 3 для проведения опытов по нормализации. Влияние условия операции нормализации 1120°С×6 сек+910°С×Х сек+Y°C/ceк на текстуру показано в таблице 5, а взаимосвязь между условиями операции нормализации и магнетизмом показана в таблице 6.
Пример 3
Сталь состава А в таблице 2 подвергают горячей прокатке в условиях С в таблице 3 для проведения опытов по нормализации. Влияние условия операции нормализации 1120°С×5 сек+910°С×70 сек+20°С/сек, времени декарбюризации, температуры и точки росы на магнетизм и подлежащий слой показаны в таблицах 7 и 8.
Температура декарбюризации и способность к окислению (точка росы, доля водорода) для получения высококачественного подлежащего слоя приведены на фиг.2.
Пример 4
Сталь состава А в таблице 2 подвергают горячей прокатке в условиях С в таблице 3 для проведения опытов по нормализации. Влияние условия операции нормализации 1120°С×5 сек +910°С×70 сек +20°С/сек, условия декарбюризации 850°С×200 сек, точки росы +60°С, а также доли азота в защитной атмосфере ниже 1000°С, точки росы и времени на стадии подъема температуры при высокотемпературном отжиге на магнетизм приведено в таблице 9.
На фиг.3 показано влияние доли азота в защитной атмосфере и время низкотемпературной выдержки на количество поглощенного азота в защитной атмосфере. На фигуре приведены также требуемые условия для высокотемпературного отжига, когда количество поглощенного азота больше или равно 1 ч./млн. В этом случае может быть получен хороший магнетизм.
Пример 5
Сталь выплавляют в 500-кг вакуумной печи. Химические составы приведены в таблице 10. Сталь подвергают горячей прокатке в условиях С в таблице 3. После этого горячекатаные листы нормализуют согласно 1150°С×5 сек +930°С×70 сек +35°С/сек охлаждения. Полосовую сталь прокатывают до 0,30 мм, подвергают декарбюризации согласно 850°С×200 сек, наносят MgO-сепаратор, подвергают высокотемпературному отжигу и отжигу с правкой в горячем состоянии, наносят изоляционное покрытие и измеряют магнетизм. Результаты приведены в той же таблице 10.
В течение длительного времени текстурированную кремнистую сталь производят путем нагрева сляба при высокой температуре, нагревая при этом сляб при температуре до 1400°С с целью перевода в твердый раствор полезных включений, и подвергают высокотемпературной прокатке после нагрева для получения требуемого распределения и размеров полезных включений. Первично рекристаллизованные зерна рафинируют во время высокотемпературного отжига с целью получения хорошей микроструктуры вторичной рекристаллизации. В число недостатков такого способа производства входят:
(1) Необходима специальная высокотемпературная нагревательная печь.
(2) Необходимость нагрева при высокой температуре.
(3) Сляб с основной толщиной в пределах 200-250 мм должен нагреваться в течение длительного времени перед тем, как он станет прогрет равномерно, что требует больших энергозатрат.
(4) В слябе находится большое количество цилиндрических кристаллов, а окисление происходит на границе кристаллов. По этой причине имеет место значительное краевое растрескивание, приводящее к низкой эффективности производства в последующих операциях, низкому выходу и высокой себестоимости производства.
Названные проблемы успешно решаются с помощью способа изобретения. По сравнению со способами Японии, POSCO Южной Кореи, Acciai Speciali Temi Spa и т.д. способ изобретения способен эффективно контролировать микроструктуру первичной рекристаллизации стального листа путем оптимизации размеров ингибитора и текстуры кристалла с помощью нормализации и образования дополнительных полезных (Аl,Si)N-включений из азота, поглощенного стальным листом, облегчающих образование устойчивой совершенной микроструктуры конечных продуктов. Кроме того, в способе не применяется какая-либо специальная азотирующая обработка. Благодаря этому отсутствует необходимость в каком-либо азотирующем аппарате, что благоприятствует образованию хорошего подлежащего слоя.
Технология производства текстурированной кремнистой стали путем нагрева сляба при низкой температуре находится на экспериментальной границе текстурированной кремнистой стали. Используемые в способе изобретения устройства являются традиционными устройствами для производства текстурированной кремнистой стали. Способ изобретения прост и практичен и может найти широкое применение.
Изобретение относится к способам производства листа из текстурированной кремнистой стали. Способ включает: 1) плавку, рафинацию и непрерывную разливку с получением отлитой заготовки; 2) горячую прокатку; 3) нормализационный отжиг и охлаждение; 4) однократную холодную прокатку при степени обжатия холодной прокатки 75-92%; 5) декарбюризационный отжиг при 780-880°С в течение 80-350 сек в защитной атмосфере, имеющей точку росы 40-80°С, в которой общий кислород [О] на поверхности декарбюризованного листа: 171/t≤[O]≤313/t, где t - действительная толщина стального листа в мм, а количество поглощенного азота - 2-10 ч./млн; 6) высокотемпературный отжиг, при котором точка росы защитной атмосферы составляет от 0 до 50°С, время температурной выдержки от 6 до 30 час, а количество поглощенного азота во время высокотемпературного отжига составляет 10-40 ч./млн; и 7) отжиг с правкой при нагревании. Технический результат обеспечивает контроль микроструктуры первичной рекристаллизации стального листа и исключение влияния азотирования с использованием аммиака, что способствует образованию хорошего подлежащего слоя. 5 з.п. ф-лы, 5 пр., 10 табл., 3 ил.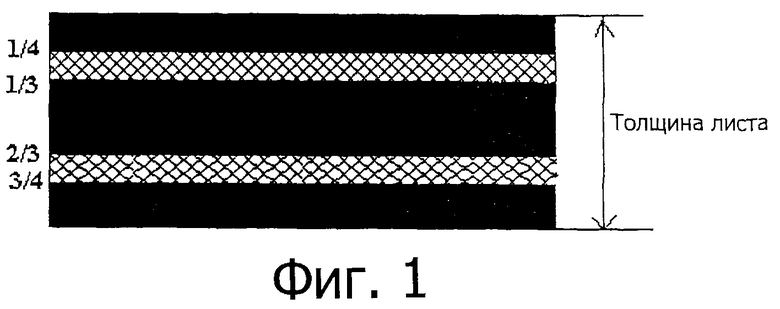
1. Способ производства листа из текстурированной кремнистой стали с однократной холодной прокаткой, включающий плавку путем вторичного рафинирования и непрерывной разливки расплавленной стали в конвертере или электропечи с получением отлитой заготовки, имеющей следующий состав, мас.%: С 0,035-0,065%, Si 2,9-4,0%, Mn 0,08-0,18%, S 0,005-0,012%, Als 0,015-0,035%, N 0,0050-0,0130%, Sn 0,001-0,15%, Р 0,010-0,030%, Cu 0,05-0,60%, Сr≤0,2% и остальное Fe и неизбежные примеси, нагрев отлитой заготовки до 1090-1200°С в нагревательной печи и ее горячую прокатку при температуре ниже 1180°С и температурой окончания прокатки выше 860°С с получением горячекатаного листа толщиной 1,5-3,5 мм, который затем сматывают в рулон при 500-650°С, нормализационный отжиг при 1050-1180°С в течение 1-20 с, а затем при 850-950°С в течение 30-200 с и охлаждение со скоростью 10-60°С/с, однократную холодную прокатку до толщины конечного стального листа при степени обжатия 75-92%, декарбюризационный отжиг прокатанного стального листа при температуре 780-880°С в течение 80-350 с в защитной газовой атмосфере смеси N2 и Н2, содержащей 15-85% Н2, и имеющей точку росы, равную 40-80°С, с получением декарбюризованного листа, у которого содержание общего кислорода [О] на поверхности составляет 171/t≤[О]≤313/t, где t обозначает реальную толщину стального листа в мм, и количество поглощенного азота составляет 2-10 ч/млн, с последующим нанесением на указанный лист высокотемпературного сепаратора, содержащего в качестве основного компонента MgO, высокотемпературный отжиг декарбюризованного листа при температуре ниже 1000°С в защитной атмосфере, состоящей из смеси Н2 и N2 или чистого N2 и имеющей точку росы 0-50°С, причем время выдержки на первой стадии составляет 6-30 ч и количество поглощенного азота равно 10-40 ч/млн, отжиг с правкой в горячем состоянии.
2. Способ по п.1, в котором текстурированная кремнистая сталь дополнительно содержит 0,01-0,10 мас.% Мо и/или не более 0,2 мас.% Sb.
3. Способ по п.1, в котором на 1/4-1/3 и 2/3-3/4 толщины нормализованного листа отношение гауссовой текстуры (110)[001] к кубической текстуре (001)[110] регулируют в пределах 0,2≤I(110)[001]/I(001)[110]≤8, где I(110)[001] и I(001)[110] означают интенсивности гауссовой и кубической текстур, соответственно.
4. Способ по п.1, в котором отношение гауссовой текстуры (110)[001] к кубической текстуре (110)[110] регулируют преимущественно в пределах 0,5≥I(110)[001]/I(001)[110]≤2.
5. Способ по п.1, в котором количество кристаллических зерен с гауссовой текстурой на 1/4-1/3 и 2/3-3/4 толщины нормализованного листа составляет не менее 5% от общего количества кристаллических зерен.
6. Способ по п.1, в котором время выдержки на первой стадии высокотемпературного отжига для стального рулона весом не менее 5 т составляет 8-15 ч.
| Неврологический молоток | 1984 |
|
SU1228817A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ ИЗ ТОНКИХ ПЛОСКИХ ЗАГОТОВОК | 1997 |
|
RU2194774C2 |
| ЕР 0420238 А2, 03.04.1991 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ ДВУХФАЗНОЙ СТАЛИ С ФЕРРИТНО-МАРТЕНСИТНОЙ СТРУКТУРОЙ И ПОЛУЧЕННАЯ ПОЛОСА | 2004 |
|
RU2341566C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |

