Область техники, к которой относится изобретение
Настоящее раскрытие изобретения относится к способу производства текстурированного листа из электротехнической стали, подходящего для использования в качестве материала железного сердечника трансформатора.
Уровень техники
Текстурированный лист из электротехнической стали представляет собой магнитно-мягкий материал, в основном использующийся в качестве материала железного сердечника электротехнического устройств, такого как трансформатор или генератор, и характеризуется наличием кристаллической текстуры, в которой ориентация <001>, которая соответствует оси легкого намагничивания железа, в значительной степени выравнивается по отношению к направлению прокатки листовой стали. Такая текстура образуется в результате вторичной рекристаллизации, предпочтительно вызывающей рост гигантских кристаллических зерен при ориентации (110)[001], которую называют ориентацией Госса, при проведении отжига вторичной рекристаллизации в способе производства текстурированного листа из электротехнической стали.
Обычная методика, использующаяся для такого текстурированного листа из электротехнической стали, вызывает вторичную рекристаллизацию зерен, характеризующихся ориентацией Госса, во время конечного отжига при использовании выделений, называемых ингибитором. Например, в публикации JP S40-15644 B2 (PTL 1) раскрывается способ, использующий AlN и MnS, а в публикации JP S51-13469 B2 (PTL 2) раскрывается способ, использующий MnS и MnSe. Данные способы фактически используются в промышленности. Данные способы, использующие ингибиторы, требуют нагревания сляба при высокой температуре, превышающей 1300°С, для полного растворения компонентов ингибитора, но являются очень хорошо подходящими для использования при стабильном проявлении зерен вторичной рекристаллизации. Для усиления функции таких ингибиторов в публикации JP S38-8214 B2 (PTL 3) раскрывается способ, использующий Pb, Sb, Nb и Те, а в публикации JP S52-24116 A (PTL 4) раскрывается способ, использующий Zr, Ti, B, Nb, Ta, V, Cr и Мо.
Помимо этого, в публикации JP 2782086 B2 (PTL 5) предлагается способ, при котором уровень содержания кислоторастворимого Al (раств. Al) находится в диапазоне от 0,010% до 0,060%, нагревание сляба контролируемо регулируют проведением его при низкой температуре и азотирование проводят в надлежащей атмосфере азотирования на стадии обезуглероживающего отжига, в результате чего образуются выделения (Al,Si)N, которые используются в качестве ингибитора при вторичной рекристаллизации. В качестве способов азотирования предлагается множество способов азотирующей обработки в промежуточной точке в способе производства и использования (Al,Si)N или AlN в качестве ингибитора.
В публикации JP 2000-129356 А (PTL 6) раскрывается методика предпочтительного стимулирования вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией Госса, при использовании исходного сырья, не содержащего ингибиторного компонента. Данная методика исключает примеси, такие как ингибиторный компонент, в как можно большей степени и выявляет зависимость энергии границы зерна на границах кристаллических зерен при первичной рекристаллизации от угла разориентации границ зерен, что, таким образом, вызывает вторичную рекристаллизацию зерен, характеризующихся ориентацией Госса, без использования ингибиторов. Данный эффект называется эффектом ингибирования текстуры. Данный способ не требует распределения мелких частиц ингибитора в стали и, таким образом, не требует проведения высокотемпературного нагревания сляба, которое было существенным. Таким образом, данный способ является исключительно выгодным применительно как к стоимости, так и к техническому обслуживанию.
Перечень цитирования
Источники патентной литературы
PTL 1: JP S40-15644 B2
PTL 2: JP S51-13469 B2
PTL 3: JP S38-8214 B2
PTL 4: JP S52-24116 A
PTL 5: JP 2782086 B2
PTL 6: JP 2000-129356 A
Источники непатентной литературы
NPL 1: Joachim Kunze et al. «Solubility of nitrogen in Fe-Si alloys», Journal of Materials Science Letters 5 (1986) p. 815-818
Сущность изобретения
Техническая проблема
Однако, поскольку материал исходного сырья, не содержащий ингибиторного компонента, не содержит никакого ингибитора, который обладает функцией, обеспечивающей ингибирование роста зерен во время первичного рекристаллизационного отжига для достижения однородного размера зерен и, кроме того, улучшение остроты пика распределения ориентаций Госса во время вторичной рекристаллизации, конечные магнитные свойства, как это было установлено, во множестве случаев являются худшими в сопоставлении с тем, что имеет место для способа, использующего ингибитор.
Поэтому могло бы быть полезным предложение текстурированного листа из электротехнической стали, обладающего лучшими магнитными свойствами в сопоставлении с тем, что имеет место для обычных листов, даже имеющих химический состав, не использующий ингибитор, в результате по возможности большего увеличения средней скорости нагревания при отжиге в зоне горячих состояний для подавления огрубления нитрида кремния в выделениях в стали, образованных на начальной ступени нагревания, а после этого надлежащего подстраивания дисперсного состояния следового количества выделений AlN, образованных при исполнении нитридом кремния функции зародышей.
Решение проблемы
Нижеследующее описывает экспериментальные результаты, которые привели к созданию настоящего изобретения.
<Эксперимент 1>
Стальной сляб, содержащий в массовых долях С: 0,060%, Si: 3,15%, Mn: 0,12%, N: 41 ч./млн., раств. Al: 72 ч./млн., S: 36 ч./млн. и Se: 30 ч./млн., производили в результате непрерывной отливки, подвергали сляб нагреванию, включающему выдержку при 1200°С в течение 60 минут, а после этого горячей прокатке для получения толщины 2,3 мм. Вслед за этим горячекатаный лист подвергали отжигу в зоне горячих состояний при 1000°С в течение 30 секунд в сухой азотной атмосфере. В процессе нагревания при отжиге в зоне горячих состояний скорость нагревания от обычной температуры до 400°С варьировали, а время для достижения 900°С от 400°С задавали составляющим 50 секунд. После отжига в зоне горячих состояний проводили травление для удаления окалины с поверхности горячекатаного листа, а после этого горячекатаный лист подвергали холодной прокатке для получения толщины листа 0,23 мм.
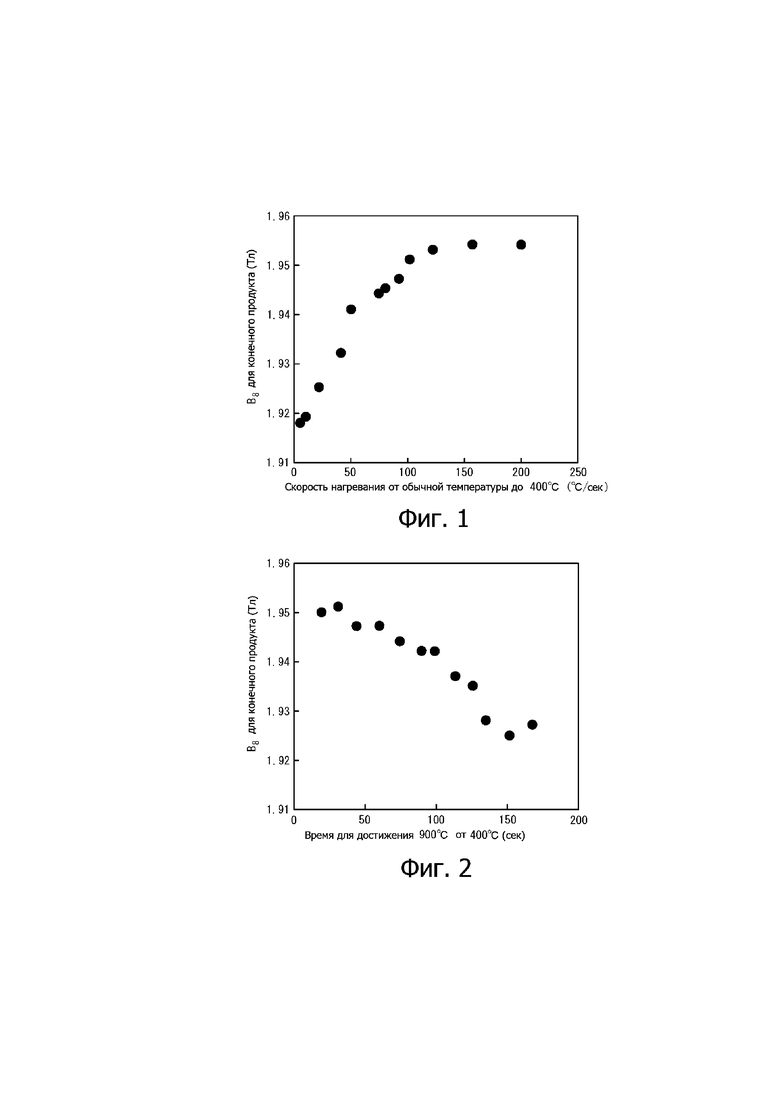
Холоднокатаный лист, кроме того, подвергали первичному рекристаллизационному отжигу, также исполняющему функцию и обезуглероживающего отжига, при 830°С в течение 150 секунд во влажной атмосфере 50% Н2 – 50% N2 с точкой росы 50°С. Впоследствии наносили отжиговый сепаратор, в основном образованный из MgO, и проводили вторичный рекристаллизационный отжиг, включающий выдерживание стального листа при 1200°С в течение 5 часов в водородной атмосфере. Плотность магнитного потока В8 (плотность магнитного потока в условиях возбуждения при использовании намагничивающей силы 800 А/м) для полученного образца измеряли при использовании метода, предписанного в документе JIS C2550. Фиг. 1 иллюстрирует результаты компоновки измеренной плотности магнитного потока В8 в соответствии со средней скоростью нагревания от обычной температуры до 400°С при отжиге в зоне горячих состояний. Как это демонстрируют результаты, более высокая средняя скорость нагревания до 400°С вносит свой вклад в лучшие магнитные свойства.
<Эксперимент 2>
Стальной сляб, содержащий в массовых долях С: 0,043%, Si: 3,36%, Mn: 0,07%, N: 29 ч./млн., раств. Al: 80 ч./млн. и S: 20 ч./млн., производили в результате непрерывной отливки, сляб подвергали нагреванию, включающему выдержку при 1220°С в течение 45 минут, а после этого горячей прокатке для получения толщины 2,0 мм. Вслед за этим горячекатаный лист подвергали отжигу в зоне горячих состояний при 1050°С в течение 30 секунд в сухой азотной атмосфере. В процессе нагревания при отжиге в зоне горячих состояний среднюю скорость нагревания от обычной температуры до 400°С задавали составляющей 75°С/сек, а время для достижения 900°С от 400°С варьировали. После отжига в зоне горячих состояний проводили травление для удаления окалины с поверхности, а после этого горячекатаный лист подвергали холодной прокатке для получения толщины листа 0,23 мм.
Холоднокатаный лист, кроме того, подвергали первичному рекристаллизационному отжигу, также исполняющему функцию и обезуглероживающего отжига, при 840°С в течение 120 секунд во влажной атмосфере 60% Н2 – 40% N2 с точкой росы 60°С. Впоследствии наносили отжиговый сепаратор, в основном образованный из MgO, и проводили вторичный рекристаллизационный отжиг, включающий выдерживание стального листа при 1200°С в течение 10 часов в водородной атмосфере. Плотность магнитного потока В8 (плотность магнитного потока в условиях возбуждения при 800 А/м) для полученного образца измеряли при использовании метода, предписанного в документе JIS C2550. Фиг. 2 иллюстрирует результаты компоновки измеренной плотности магнитного потока В8 в соответствии со временем для достижения 900°С от 400°С при отжиге в зоне горячих состояний. Как это демонстрируют результаты, более короткое время для достижения 900°С от 400°С вносит свой вклад в лучшие магнитные свойства.
Данные два экспериментальных результата могут быть обобщенно представлены следующим далее образом: в способе нагревания при отжиге в зоне горячих состояний нагревание от 400°С до 900°С за короткий период времени вносит свой вклад в превосходные магнитные свойства, и быстрое нагревание от обычной температуры до 400°С вносит свой вклад в превосходные магнитные свойства. Несмотря на отсутствие точной ясности причины этого заявители рассматривают в качестве причины нижеследующее.
Для безингибиторного исходного материала уровень содержания Al в стали является низким, а уровень содержания Si в стали является высоким. В соответствии с этим, в способе нагревания при отжиге в зоне горячих состояний нитрид кремния, в основном имеющий состав Si3N4, образуется в стали в качестве выделений. В публикации Joachim Kunze et al. «Solubility of nitrogen in Fe-Si alloys», Journal of Materials Science Letters 5 (1986) p. 815-818 (NPL 1) раскрывается растворимость Si3N4, которая образует выделения в стали α-фазы.
Вычисление температуры плавления Si3N4 исходя из химического состава в представленном выше эксперименте 1 на основе растворимости, описанное в источнике NPL 1, приводит к получению приблизительно 910°С. Это предполагает присутствие выделений Si3N4 вплоть до приблизительно 910°С (что может в некоторой степени варьироваться в зависимости от компонентов) в способе нагревания при отжиге в зоне горячих состояний.
Как это известно, вследствие термической обработки маленькие выделения в стали исчезают, а крупные выделения в стали становятся крупнее (Оствальдское созревание). Говоря другими словами, вследствие термической обработки распределение выделений становится разреженным, а размер выделений огрубляется. Таким образом, в результате сокращения времени нагревания от 400°С до 900°С для Si3N4 могут быть предотвращены изменения распределения или размера выделений Si3N4. Это в результате приводит к получению выделений Si3N4, присутствующих при плотном распределении, при одновременном сохранении маленького размера выделений. Si3N4, как это известно, превращается в выделения AlN при замене Si на Al в результате замещения во время выдержки при отжиге в зоне горячих состояний. Это предполагает то, что в результате сокращения времени нагревания от 400°С до 900°С распределение AlN после отжига в зоне горячих состояний может быть сделано плотным, а размер выделений может быть уменьшен.
Несмотря на отсутствие точной ясности в отношении причины улучшения плотности магнитного потока в результате значительного увеличения средней скорости нагревания от обычной температуры до 400°С заявители рассматривают в качестве причины нижеследующее. В температурном диапазоне от обычной температуры до приблизительно 400°С, Si едва ли диффундирует в стали, в то время как N имеет тенденцию к диффундированию на значительное расстояние вследствие легкости данного элемента. Поэтому в случае значительного увеличения средней скорости нагревания расстояние диффундирования N уменьшится, что сделает возможным получение мелких и характеризующихся плотным распределением выделений Si3N4. Таким образом, при получении мелких и характеризующихся плотным распределением выделений Si3N4 на начальной ступени в результате быстрого нагревания, а также сокращения последующего времени нагревания возможным является подавление огрубления и получения разреженного распределения Si3N4. Следовательно, распределение AlN, получающееся в результате вышеупомянутого замещения во время томления, делается плотным, а размер выделений уменьшается, что увеличивает остроту пика распределения ориентации Госса после вторичной рекристаллизации и улучшает магнитные свойства (плотность магнитного потока В8) конечного продукта.
Вследствие большей стабильности AlN в сопоставлении с Si3N4 сразу после образования AlN вышеупомянутое контролируемое регулирование, как это ожидается, является затруднительным. Даже в случае когда способ включает двукратную или многократную холодную прокатку с проведением промежуточного отжига между ними, выделения Si3N4 будут образовываться только в способе нагревания при отжиге в зоне горячих состояний. Поэтому существенным является проведение вышеупомянутого контролируемого регулирования при отжиге в зоне горячих состояний, а не при промежуточном отжиге.
Описанный выше механизм предположительно не может быть применен к химическим составам, не содержащим Al и N. Однако, производство стального листа, имеющего химический состав, совершенно не содержащий Al и N, является невозможным при производстве в промышленном масштабе. Таким образом, вышеупомянутое контролируемое регулирование является очень важным.
Настоящее раскрытие изобретения имеет в своей основе данные экспериментальные результаты. Таким образом, заявители предлагают нижеследующее.
1. Способ производства текстурированного листа из электротехнической стали, включающий: нагревание стального сляба при температуре, составляющей 1300°С и менее, при этом стальной сляб имеет химический состав, содержащий (состоящий из) С: от 0,002 мас.% и более до 0,100 мас.% и менее, Si: от 2,00 мас.% и более до 6,50 мас.% и менее, Mn: от 0,02 мас.% и более до 1,00 мас.% и менее, S: 50 ч./млн. масс. и менее, N: 50 ч./млн. масс. и менее, Se: 50 ч./млн. масс. и менее, кислоторастворимый Al: менее, чем 100 ч./млн. масс. и остальное Fe и неизбежные примеси; проведение для стального сляба горячей прокатки для получения горячекатаного стального листа; проведение для горячекатаного стального листа отжига в зоне горячих состояний; проведение для горячекатаного стального листа после отжига в зоне горячих состояний однократной или двукратной или многократной холодной прокатки при проведении промежуточного отжига между ними для получения холоднокатаного стального листа, обладающего конечной толщиной листа; проведение для холоднокатаного стального листа первичного рекристаллизационного отжига; и нанесение отжигового сепаратора на поверхность холоднокатаного стального листа после первичного рекристаллизационного отжига и после этого проведение вторичного рекристаллизационного отжига холоднокатаного стального листа, где при отжиге в зоне горячих состояний среднюю скорость нагревания от обычной температуры до 400°С задают 50°С/сек и более, а время для достижения 900°С от 400°С задают 100 секунд и менее.
2. Способ производства текстурированного листа из электротехнической стали, соответствующий 1., где химический состав, кроме того, содержит один или несколько элементов, выбираемых из Sb: от 0,01 мас.% и более до 0,50 мас.% и менее, Sn: от 0,01 мас.% и более до 0,50 мас.% и менее, Ni: от 0,005 мас.% и более до 1,5 мас.% и менее, Сu: от 0,005 мас.% и более до 1,5 мас.% и менее, Сr: от 0,005 мас.% и более до 0,1 мас.% и менее, P: от 0,005 мас.% и более до 0,5 мас.% и менее, Mo: от 0,005 мас.% и более до 0,5 мас.% и менее, Ti: от 0,0005 мас.% и более до 0,1 мас.% и менее, Nb: от 0,0005 мас.% и более до 0,1 мас.% и менее и Bi: от 0,005 мас.% и более до 0,1 мас.% и менее.
Положительный эффект
Таким образом, возможно создать текстурированный стальной лист из электротехнической стали, обладающий превосходными магнитными свойствами, при использовании безингибиторного исходного материала в результате увеличения средней скорости нагревания и сокращения времени для достижения 900°С в способе нагревания при отжиге в зоне горячих состояний.
Краткое описание чертежей
На прилагающихся чертежах:
фиг. 1 представляет собой график, иллюстрирующий соотношение между плотностью магнитного потока В8 для конечного продукта и средней скоростью нагревания от обычной температуры до 400°С при отжиге в зоне горячих состояний; и
фиг. 2 представляет собой график, иллюстрирующий соотношение между плотностью магнитного потока В8 для конечного продукта и временем для достижения 900°С от 400°С в способе нагревания при отжиге в зоне горячих состояний.
Подробное описание изобретения
Ниже описывается способ производства текстурированного стального листа из электротехнической стали в соответствии с одним из раскрытых вариантов осуществления. Вначале описываются причины ограничений, накладываемых на химический состав стали. В описании изобретения термин «%», представляющий уровень содержания (количество) каждого элемента будет обозначать «мас.%», если только не будет указываться на другое, а термин «ч./млн.», представляющий уровень содержания (количество) каждого элемента будет обозначать «ч./млн. масс.», если только не будет указываться на другое.
С: от 0,002% и более до 0,100% и менее
В случае уровня содержания С, составляющего более, чем 0,100%, будет затруднительно уменьшить в результате обезуглероживающего отжига уровень содержания С до 0,005% и менее, который не вызывает магнитного старения. В случае уровня содержания С, составляющего менее, чем 0,002%, ощутимой станет тепловая хрупкость, и зачастую появятся проблемы при отливке сляба или горячей прокатке. Уровень содержания С предпочтительно находится в диапазоне от 0,020% и более до 0,100% и менее.
Si: от 2,00% и более до 6,50% и менее
Si представляет собой элемент, необходимый для увеличения удельного активного сопротивления стали и уменьшения потерь в железе. Данный эффект будет недостаточным в случае уровня содержания Si, составляющего менее, чем 2,00%. В случае уровня содержания Si, составляющего более, чем 6,50%, ухудшится перерабатываемость, и производство прокатки будет затруднительным. Поэтому уровень содержания Si находится в диапазоне от 2,00% и более до 6,50% и менее. Уровень содержания Si предпочтительно находится в диапазоне от 2,50% и более до 4,00% и менее.
Mn: от 0,02% и более до 1,00% и менее
Mn представляет собой элемент, необходимый для улучшения отрабатываемости в горячем состоянии для стали. Данный эффект будет недостаточным в случае уровня содержания Mn, составляющего менее, чем 0,02%. В случае уровня содержания Mn, составляющего более, чем 1,00%, плотность магнитного потока для листовой продукции уменьшится. Поэтому уровень содержания Mn находится в диапазоне от 0,04% и более до 0,30% и менее.
Элементы Al, S, N и Se, которые могут образовывать ингибиторы, желательно исключать по возможности максимально. Однако, при производстве в промышленном масштабе невозможно полностью удалить данные элементы, и, таким образом, допустимый уровень содержания каждого элемента, выбираемого из S, N и Se, находится в диапазоне от более, чем 0 ч./млн. до 50 ч./млн. и менее, а допустимый уровень содержания раств. Al находится в диапазоне от более, чем 0 ч./млн. до менее, чем 100 ч./млн.. Таким образом, в том случае, когда уменьшение количеств данных элементов потребует огромных издержек, будет допускаться сохранение данных элементов в стали в соответствующих диапазонах. Уровень содержания каждого элемента, выбираемого из S, N и Se, предпочтительно находится в диапазоне от более, чем 0 ч./млн. до 25 ч./млн. и менее, а уровень содержания раств. Al предпочтительно находится в диапазоне от более, чем 0 ч./млн. до 80 ч./млн. и менее.
Выше были описаны основные компоненты, соответствующие настоящему раскрытию изобретения. Остаток, отличный от компонентов, описанных выше, представляет собой Fe и неизбежные примеси. В дополнение к этому, для улучшения плотности магнитного потока при необходимости необязательно могут быть добавлены один или несколько элементов, выбираемых из Sb: от 0,01% и более до 0,50% и менее, Sn: от 0,01% и более до 0,50% и менее, Ni: от 0,005% и более до 1,5% и менее, Сu: от 0,005% и более до 1,5% и менее, Сr: от 0,005% и более до 0,1% и менее, P: от 0,005% и более до 0,5% и менее, Mo: от 0,005% и более до 0,5% и менее, Ti: от 0,0005% и более до 0,1% и менее, Nb: от 0,0005% и более до 0,1% и менее и Bi: от 0,005% и более до 0,1% и менее. В случае, если каждый из данных элементов добавляют в количестве меньшем, чем нижнее предельное значение, эффект улучшения плотности магнитного потока будет недостаточным. В случае, если количество добавленного каждого из элементов, больше, чем верхнее предельное значение, будет невозможно прохождение вторичной рекристаллизации, и магнитные свойства ухудшатся.
Ниже описываются условия производства текстурированного стального листа из электротехнической стали, соответствующей настоящему раскрытию изобретения.
В качестве способа производства сляба может быть использован обычный способ производства. Например, для производства сляба расплавленную сталь, подстроенную к предварительно определенному составу, подвергают отливке в слитки или непрерывной отливке. Вышеупомянутые необязательные дополнительные компоненты в желательном случае добавляют на стадии расплавления стали вследствие затруднительности добавления данных компонентов в промежуточный момент в способе производства.
Нагревание
После этого сляб нагревают с использованием обычного способа. Вследствие уменьшения количеств Al и N в химическом составе, соответствующем настоящему раскрытию изобретения, термическая обработка при высокой температуре для растворения данных элементов не является необходимой. В соответствии с этим, термическую обработку проводят при низкой температуре, составляющей 1300°С и менее, при использовании данного варианта возможным является уменьшение издержек.
Горячая прокатка
После нагревания проводят горячую прокатку. Горячую прокатку предпочтительно проводят при использовании начальной температуры, составляющей 1000°С и более, и конечной температуры, составляющей 750°С и более, применительно к получению благоприятного прокатного профиля. Для предотвращения увеличения количества окалины, образующейся на поверхности после прокатки, конечная температура предпочтительно составляет 900°С и менее.
Отжиг в зоне горячих состояний
После этого проводят отжиг в зоне горячих состояний. По представленным выше причинам в способе нагревания существенными являются задание средней скорости нагревания от обычной температуры до 400°С составляющей 50°С/сек и более и задание времени для достижения 900°С от 400°С составляющим 100 секунд и менее. При условии получения в описанных выше экспериментальных результатах плотности магнитного потока В8, составляющей более, чем 1,945 Тл, средняя скорость нагревания от обычной температуры до 400°С предпочтительно составляет 100°С/сек и более, а время для достижения 900°С от 400°С предпочтительно составляет 60 секунд и менее.
Для подавления искажения профиля стального листа средняя скорость нагревания от обычной температуры до 400°С предпочтительно составляет 500°С/сек и менее. Для обеспечения получения достаточного количества Si3N4 время для достижения 900°С от 400°С предпочтительно составляет 10 секунд и более. Несмотря на отсутствие ограничений, накладываемых на способ нагревания, для реализации средней скорости нагревания, составляющей 50°С/сек и более, могут быть использованы не только способ нагревания, использующий обычные нагреватель или горелку, но также и способ индукционного нагревания или способ нагревания в электропечи сопротивления.
Помимо этого, для обеспечения замены выделений Si3N4 на выделения AlN в стали температура выдержки предпочтительно составляет 950°С и более. Температура выдержки в желательном случае находится в диапазоне от 1000°С и более до 1100°С и менее. В случае температуры выдержки, составляющей менее, чем 1000°С, будет существовать возможность неполного замещения выделений и ухудшения магнитных свойств. В случае температуры выдержки, составляющей более, чем 1100°С, будет существовать возможность нестабильности вторичной рекристаллизации. Для замещения выделений время выдержки предпочтительно составляет 3 секунды и более. Для предотвращения избыточного огрубления выделений время выдержки предпочтительно составляет 120 секунд и менее.
Холодная прокатка
После отжига в зоне горячих состояний проводят однократную или двукратную или многократную холодную прокатку при необходимости с промежуточным отжигом между ними. Температура промежуточного отжига предпочтительно находится в диапазоне от 900°С и более до 1200°С и менее. В случае, если температура составляет менее, чем 900°С, рекристаллизованные зерна будут мелкими, и уменьшатся зародыши Госса в текстуре первичной рекристаллизации, в результате чего ухудшатся магнитные свойства. В случае температуры, составляющей более, чем 1200°С, размер зерен будет избыточно огрубляться, что является очень невыгодным при реализации текстуры первичной рекристаллизации для зерен однородного размера. При конечной холодной прокатке эффективными являются увеличение температуры холодной прокатки до значения в диапазоне от 100°С до 300°С, а также проведение состаривающей обработки в диапазоне от 100°С до 300°С однократно или многократно в промежуточный момент при холодной прокатке применительно к изменению рекристаллизованной текстуры и улучшению магнитных свойств.
Первичный рекристаллизационный отжиг
После этого проводят первичный рекристаллизационный отжиг. Первичный рекристаллизационный отжиг также может исполнять функцию и обезуглероживающего отжига. Эффективная температура отжига применительно к эксплуатационным характеристикам по обезуглероживанию находится в диапазоне от 800°С и более до 900°С и менее. Применительно к обезуглероживанию атмосфера в желательном случае является влажной атмосферой. С другой стороны, в случае содержания в химическом составе только С: 0,005% и менее, что не требует обезуглероживания, могут быть использованы условия, отличные от вышеупомянутых условий. Для достижения благоприятных конечных магнитных свойств средняя скорость нагревания до температуры выдерживания в желательном случае находится в диапазоне от 50°С/сек и более до 400°С/сек и менее.
Отжиговый сепаратор
После первичного рекристаллизационного отжига на стальной лист наносят отжиговый сепаратор. Нанесение отжигового сепаратора, в основном образованного из MgO, в случае проведения последующего вторичного рекристаллизационого отжига будет обеспечивать развитие текстуры вторичной рекристаллизации, а также образование форстеритной пленки. В случае отсутствия потребности в форстеритной пленке при важности обрабатываемости в ходе штамповки, то MgО для получения форстеритной пленки использовать не будут, а в место этого будут использовать диоксид кремния, оксид алюминия и тому подобное. Нанесение такого отжигового сепаратора эффективно проводят, например, в результате электростатического нанесения покрытия, при котором не вводят влагу. Может быть использован лист термостойкого неорганического материала (диоксида кремния, оксида алюминия или слюды).
Вторичный рекристаллизационный отжиг
После этого проводят вторичный рекристаллизационный отжиг. Для развития вторичной рекристаллизации вторичный рекристаллизационный отжиг в желательном случае проводят при температуре, составляющей 800°С и более. Для завершения вторичной рекристаллизации стальной лист в желательном случае подвергают отжигу при температуре, составляющей 800°С и более, в течение 20 часов и более. Кроме того, для получения форстеритной пленки предпочтительным является нагревание стального листа до приблизительно 1200°С.
Выравнивающий отжиг
После вторичного рекристаллизационного отжига эффективным является проведение промывания водой, крацевания, травления и тому подобное для удаления отжигового сепаратора, приставшего к стальному листу. В результате дальнейшего проведения выравнивающего отжига для подстраивания профиля могут быть эффективно уменьшены потери в железе. Температура при выравнивающем отжиге предпочтительно находится в диапазоне от 750°С до 900°С, а время отжига предпочтительно находится в диапазоне от 3 секунд и более до 120 секунд и менее.
Изолирующее покрытие
В случае использования стального листа для укладки в ступку эффективным будет получение на поверхности стального листа изолирующего покрытия до или после выравнивающего отжига в целях улучшения потерь в железе. В данном случае для уменьшения потерь в железе предпочтительным является покрытие, способное придавать натяжение стальному листу. В изолирующем покрытии предпочтительно используют способ нанесения покрытия, заключающийся в нанесении покрытия, придающего натяжение, при использовании связующего, или способ нанесения покрытия, заключающийся в осаждении неорганического вещества на поверхность стального листа в результате физического осаждения из паровой фазы или химического осаждения из паровой фазы, поскольку это обеспечивает получение превосходной адгезии покрытия и демонстрирует эффект значительного уменьшения потерь в железе.
Обработка для улучшения магнитных доменов
В дополнение к этому, в целях дополнительного уменьшения потерь в железе в желательном случае проводят обработку для улучшения магнитных доменов. В качестве обработки желательным является обычный способ, такой как деформация кристаллической решетки железа в стальном листе после конечного отжига при использовании электронного пучка, лазера и тому подобного. Также может быть использован способ заблаговременного прорезания бороздок для полуфабриката, такого как холоднокатаный стальной лист, с конечной толщиной листа, а не стального листа после конечного отжига.
С обычными способами производства текстурированного стального листа из электротехнической стали могут согласовываться и другие производственные условия.
Примеры
Пример 1
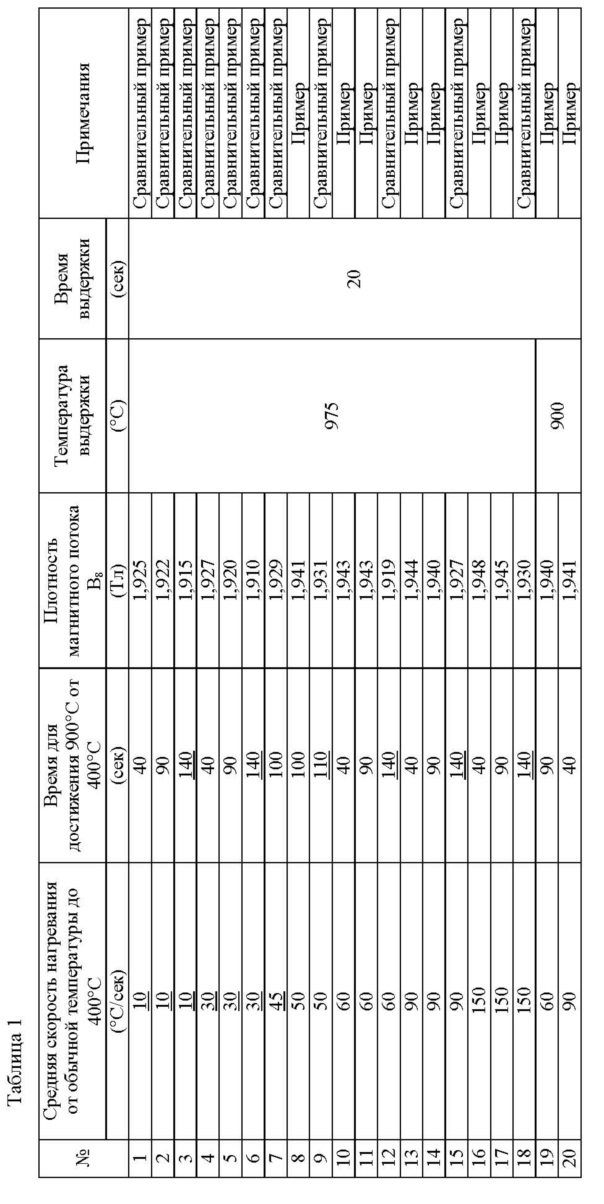
Каждый стальной сляб, имеющий состав, содержащий С: 0,023%, Si: 3,55%, Mn: 0,18%, раств. Al: 42 ч./млн., N: 42 ч./млн., S: 11 ч./млн., Sb: 0,075% и остальное Fe и неизбежные примеси, производили в результате непрерывной отливки, подвергали сляб нагреванию при 1170°С, а после этого горячей прокатке до получения толщины 2,4 мм. После этого горячекатаный лист подвергали отжигу в зоне горячих состояний при 900°С или 975°С в течение 20 секунд в атмосфере 90% N2 + 10% CO2 с точкой росы 40°С. В способе нагревания при отжиге в зоне горячих состояний среднюю скорость нагревания от обычной температуры до 400°С и время для достижения 900°С от 400°С варьировали так, как это продемонстрировано в таблице 1.
После отжига в зоне горячих состояний проводили травление для удаления окалины с поверхности, а после этого горячекатаный лист подвергали холодной прокатке для получения толщины листа 1,6 мм. Вслед за этим холоднокатаный лист подвергали промежуточному отжигу при 1100°С в течение 110 секунд в атмосфере 70% N2 + 30% H2 с точкой росы 40°С, а после этого холодной прокатке для получения толщины 0,20 мм. Вслед за этим проводили первичный рекристаллизационный отжиг, также исполняющий функцию обезуглероживающего отжига, при 850°С в течение 60 секунд во влажной атмосфере 50% Н2 – 50% N2 с точкой росы 50°С. Затем наносили отжиговый сепаратор, в основном образованный из MgO, и проводили вторичный рекристаллизационный отжиг, включающий выдерживание стального листа при 900°С в течение 40 часов в атмосфере N2, а после этого выдерживание стального листа при 1220°С в течение 5 часов в водородной атмосфере. Плотность магнитного потока В8 (плотность магнитного потока в условиях возбуждения при использовании намагничивающей силы 800 А/м) для полученного образца измеряли при использовании метода, предписанного в документе JIS C2550. Полученная плотность магнитного потока В8 указана в таблице 1. Как это демонстрируют результаты в таблице 1, достижения благоприятной плотности магнитного потока В8 добивались в результате задания средней скорости нагревания от обычной температуры до 400°С составляющей 50°С/сек и более и времени для достижения 900°С от 400°С составляющим 100 секунд и менее. Как это также демонстрируют результаты в таблице 1, достижения благоприятной плотности магнитного потока В8, кромке того, добивались в результате задания температуры выдержки при отжиге в зоне горячих состояний составляющей 950°С и более.
Пример 2
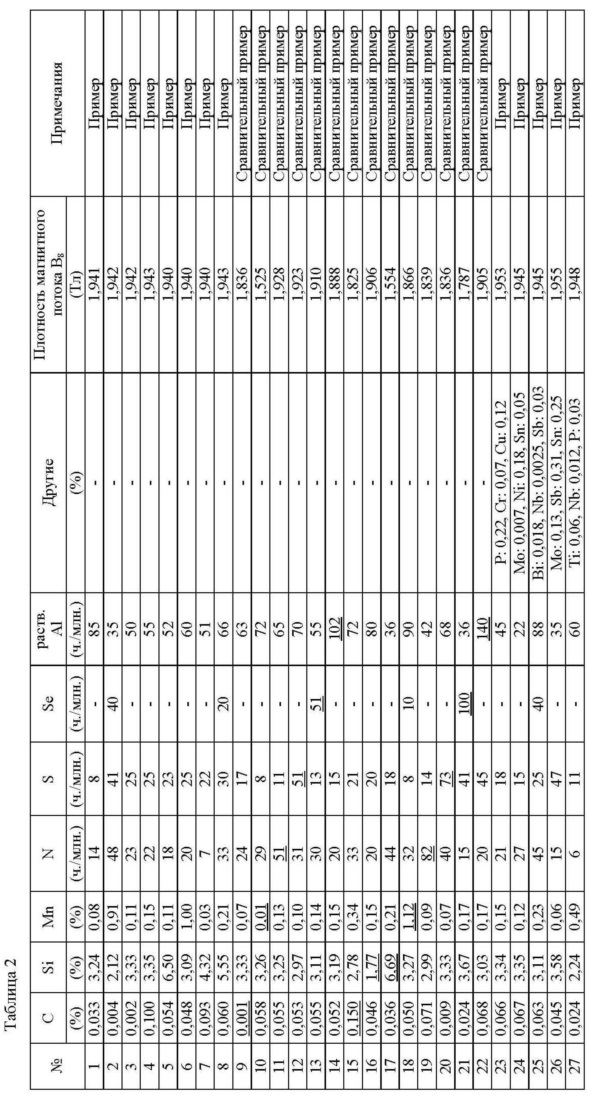
Каждый стальной сляб, имеющий состав, содержащий компоненты, перечисленные в таблице 2, и остальное, представляющее собой Fe и неизбежные примеси, производили в результате непрерывной отливки, подвергали сляб нагреванию при 1200°С, а после этого горячей прокатке до получения толщины 2,5 мм. После этого горячекатаный лист подвергали отжигу в зоне горячих состояний при 1060°С в течение 45 секунд в атмосфере 80% N2 + 20% CO2 с точкой росы 30°С. В способе нагревания при отжиге в зоне горячих состояний среднюю скорость нагревания от обычной температуры до 400°С задавали составляющей 100°С/сек, а время для достижения 900°С от 400°С задавали составляющим 45 секунд.
После отжига в зоне горячих состояний проводили травление для удаления окалины с поверхности, а после этого горячекатаный лист подвергали теплой прокатке при 150°С для получения толщины листа 0,27 мм. Вслед за этим проводили первичный рекристаллизационный отжиг, также исполняющий функцию обезуглероживающего отжига, при 850°С в течение 180 секунд во влажной атмосфере 60 % Н2 – 40 % N2 с точкой росы 50°С. Затем наносили отжиговый сепаратор, в основном образованный из MgO, и проводили вторичный рекристаллизационный отжиг, включающий выдерживание стального листа при 1175°С в течение 15 часов в водородной атмосфере. Плотность магнитного потока В8 для полученного образца измеряли при использовании метода, предписанного в документе JIS C2550. Полученная плотность магнитного потока В8 показана в таблице 2. Как это демонстрируют результаты в таблице 2, достижения благоприятной плотности магнитного потока В8 добивались при использовании стального сляба, имеющего химический состав, содержащий С: от 0,002% и более до 0,100% и менее, Si: от 2,00% и более до 6,50% и менее, Mn: от 0,02% и более до 1,00% и менее, S: 50 ч./млн. и менее, N: 50 ч./млн. и менее, Se: 50 ч./млн. и менее и кислорастворимый Al: менее, чем 100 ч./млн.. Как это также демонстрируют результаты в таблице 2, достижения благоприятной плотности магнитного потока В8, кроме того, добивались в результате добавления предварительно определенных необязательных дополнительных компонентов.
Изобретение относится к области металлургии. Для получения текстурированного листа из электротехнической стали, обладающего лучшими магнитными свойствами, способ включает нагрев стального сляба до температуры 1300°С и менее, горячую прокатку стального сляба для получения горячекатаного стального листа, отжиг горячекатаного стального листа в зоне горячих состояний, однократную, или двукратную, или многократную холодную прокатку с промежуточным отжигом между ними для получения холоднокатаного стального листа конечной толщины, первичный рекристаллизационный отжиг, нанесение отжигового сепаратора на поверхность холоднокатаного стального листа после первичного рекристаллизационного отжига и вторичный рекристаллизационный отжиг, причем при отжиге в зоне горячих состояний средняя скорость нагрева от обычной температуры до 400°С составляет 50°С/с и более, а время для достижения 900°С от 400°С составляет 100 с и менее. 1 з.п. ф-лы, 2 ил., 2 табл.
1. Способ производства текстурированного стального листа из электротехнической стали, включающий
нагрев стального сляба при температуре, составляющей 1300°С и менее, при этом стальной сляб имеет химический состав, содержащий, мас.%:
С от 0,002 и более до 0,100 и менее
Si от 2, 00 и более до 6, 50 и менее
Mn от 0, 02 и более до 1,00 и менее
S 50 ч./млн мас. и менее
N 50 ч./млн мас. и менее
Se 50 ч./млн мас. и менее
кислоторастворимый Al менее 100 ч./млн мас. и
Fe и неизбежные примеси - остальное,
проведение горячей прокатки сляба для получения горячекатаного стального листа,
проведение отжига в зоне горячих состояний горячекатаного стального листа,
проведение после отжига в зоне горячих состояний однократной, или двукратной, или многократной холодной прокатки горячекатаного стального листа с проведением промежуточного отжига между ними для получения холоднокатаного стального листа, имеющего конечную толщину,
проведение первичного рекристаллизационного отжига холоднокатаного стального листа и
нанесение отжигового сепаратора на поверхность холоднокатаного стального листа после первичного рекристаллизационного отжига и затем проведение вторичного рекристаллизационного отжига холоднокатаного стального листа,
причем при отжиге в зоне горячих состояний среднюю скорость нагрева до 400°С устанавливают 50°С/с и более, а время для достижения 900°С от 400°С устанавливают 100 с и менее.
2. Способ производства текстурированного стального листа из электротехнической стали по п. 1, в котором химический состав дополнительно содержит один или несколько элементов, выбираемых из, мас.%:
Sb от 0,01 и более до 0,50 и менее
Sn от 0,01 и более до 0,50 и менее
Ni от 0,005 и более до 1,5 и менее
Cu от 0,005 и более до 1,5 и менее
Cr от 0,005 и более до 0,1 и менее
P от 0,005 и более до 0,5 и менее
Mo от 0,005 и более до 0,5 и менее
Ti от 0,0005 и более до 0,1 и менее
Nb от 0,0005 и более до 0,1 и менее
Bi от 0,005 и более до 0,1 и менее.
| JP 2008031498 A, 14.02.2008 | |||
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2011 |
|
RU2552792C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2539274C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2011 |
|
RU2532539C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
| JP 2015200002 A, 12.11.2015. | |||

