Область техники
Настоящее изобретение относится, в общем, к изделиям с фторполимерным покрытием и, в частности, к листам для жарения, конвейерным лентам и листам грилей.
Предпосылки создания изобретения
В ресторанной индустрии и, в частности, в предприятиях общественного питания быстрого обслуживания предприятия переходят на более быстрые способы приготовления пищи на более постоянной основе. Кроме того, эти предприятия ищут пути упрощения операций, включая операции чистки. Как один конкретный пример, гамбургеры часто готовят в створчатом двухпластинчатом гриле, в который тепло подается сверху и снизу. В случае типичных грилей гамбургер пристает к обеим поверхностям. Из-за отсутствия антипригарной поверхности на верхней пластине двухпластинчатого гриля при открытии гриля гамбургер будет разрываться на два куска, причем часть гамбургера пристанет как к верхней, так и нижней пластинам.
Соответственно, индустрия перешла на антипригарные поверхности на верхней пластине. В одном примере используется лист гриля. В одном обычном подходе используют покрытую PTFE фольгу, прижатую к верхней пластине. В другом примере верхняя пластина может покрываться листом из армированного стекловолокном PTFE. Однако когда верхние листы гриля использовались на нижней пластине, эти изделия не проявляли удовлетворительных характеристик.
С нижней пластиной часто обращаются жестко. Повар часто скребет нижнюю пластину лопаточкой. Кроме того, нижняя пластина часто подвергается более интенсивной чистке. Кроме того, на нижнюю пластину часто попадает большое количество жира, вытекающего из готовящихся на гриле пищевых продуктов, таких, как гамбургеры. В настоящее время индустрия быстрого обслуживания не использует лист гриля на нижней пластине.
Сущность изобретения
В одном конкретном варианте осуществления изобретения изделие содержит ткань, содержащую несколько пряж. Каждая пряжа из указанных нескольких пряж содержит несколько нитей. Каждая нить из указанных нескольких нитей содержит фторполимерное клеевое покрытие. Кроме того, изделие содержит на ткани слой фторполимерного покрытия.
В еще одном примерном варианте осуществления изобретения лист для жарения содержит плоскую стеклоткань и слой фторполимерного покрытия на этой ткани. Плоская стеклоткань содержит несколько пряж. Каждая пряжа из указанных нескольких пряж содержит несколько стеклонитей. Каждая стеклонить из указанных нескольких стеклонитей содержит фторполимерное клеевое покрытие. Слой фторполимерного покрытия содержит перфторполимер. Лист для жарения обладает прочностью на разрыв с изгибом в направлении основы не менее 10 фунтов и имеет удовлетворительные характеристики впитываемости.
В еще одном примерном варианте осуществления изобретения способ изготовления изделия включает стадию, на которой отпускают ткань. Ткань содержит несколько пряж. Каждая пряжа из указанных нескольких пряж содержит несколько нитей. Каждая нить из указанных нескольких нитей имеет фторполимерное клеевое покрытие. Способ включает также стадию, на которой ткань покрывают слоем фторполимерного покрытия.
В одном дополнительном варианте осуществления изобретения способ приготовления пищи тепловой обработкой включает стадию, на которой лист для жарения кладут на поверхность жарения гриля, стадию, на которой гриль нагревают, и стадию, на которой пищевое изделие кладут на лист для жарения. Лист для жарения содержит ткань и слой фторполимерного покрытия на ткани. Ткань содержит несколько пряж. Каждая пряжа из указанных нескольких пряж содержит несколько нитей, и каждая нить из указанных нескольких нитей имеет фторполимерное клеевое покрытие.
Краткое описание чертежей
Настоящее изобретение станет понятнее, а его многочисленные отличительные признаки - очевидными специалистам в данной области при обращении к прилагаемому графическому материалу.
На фиг.1 и 2 приведены иллюстрации примерных листов для жарения.
На фиг.3 приведена иллюстрация примерного створчатого гриля.
Использование одних и тех же позиций на разных чертежах указывает на подобные или идентичные элементы.
Подробное описание изобретения
В одном конкретном варианте осуществления изобретения лист для жарения содержит ткань, покрытую слоем фторполимерного покрытия. В одном примере ткань выполнена из пряжи, содержащей несколько нитей, например, стеклянных нитей. Каждая нить из указанных несколько нитей имеет клеевое покрытие, которое, например может представлять собой фторполимер. В одном конкретном примере на каждую нить предварительно наносят покрытие перед включением в пряжу, которая впоследствии вводится в ткань. В еще одном варианте осуществления ткань может представлять собой плоскую стеклоткань. Например, каждая из пряж может выполняться из нитей, не скрученных вместе. Ткань покрыта слоем фторполимерного покрытия, например слоем покрытия из перфторполимера. В одном примере перфторполимером является политетрафторэтилен (PTFE), фторированный этилен-пропилен (FEP) или перфторалкокси (PFA). Кроме того, лист для жарения может содержать верхнее покрытие, выполненное из фторполимера. В одном примере верхнее покрытие содержит перфторалкокси. В одном конкретном примере лист для жарения введен в створчатый гриль.
В еще одном варианте осуществления изобретения способ приготовления пищевого изделия включает стадию, на которой лист для жарения помещают на пластину гриля, стадию, на которой гриль нагревают, и стадию, на которой на лист для жарения кладут пищевое изделие. Лист для жарения содержит ткань, покрытую слоем фторполимерного покрытия. Кроме того, стадия, на которой лист для жарения помещают на пластину гриля, может включать стадию, на которой на пластину гриля или лист для жарения наносят тонкий слой масла, и стадию, на которой лист для жарения помещают на пластину гриля с тонким слоем масла, находящимся между листом для жарения и пластиной гриля.
В варианте осуществления изобретения, показанном на фиг.1, лист для жарения 100 содержит ткань 110, покрытую слоем фторполимерного покрытия 104. Факультативно, на слое фторполимерного покрытия 104 может быть верхнее покрытие 102, и, факультативно, под слоем фторполимерного покрытия 104 может располагаться нижний слой 114. Как показано, верхнее покрытие 102 образует поверхность жарения 108. При отсутствии факультативного верхнего покрытия 102 поверхность жарения 108 может образовываться слоем фторполимерного покрытия 104. Кроме того, факультативное нижнее покрытие 114 образует поверхность 112 контакта с грилем, как показано. При отсутствии факультативного нижнего покрытия 114 поверхность 112 контакта с грилем может образовываться слоем фторполимерного покрытия 104.
Ткань 110 содержит несколько пряж 106. В одном примере пряжи 106 переплетены, чтобы получить ткань. Хотя на фиг.1 пряжи 106 показаны распределенными равномерно, пряжи 106 могут связываться и в пучки. В одном конкретном примере ткань 110 представляет собой плоскую стеклоткань, в которой пряжи 106 содержат нити, введенные в пряжи 106 без скручивания, и пряжи 106 введены в ткань 110 без скручивания. Например, пряжи 106 могут переплетаться в ткань 110 без скручивания. Как следствие, узелки менее заметны по сравнению с узелками, встречающимися на обычных скрученных пряжах.
В одном конкретном варианте осуществления изобретения каждая нить пряжи 106 может предварительно обрабатываться перед введением в пряжу 106 или в ткань 110. Например, каждая нить может покрываться клеевым покрытием. В одном конкретном примере клеевое покрытие содержит фторполимер, например перфторполимер. В одном примере фторполимером является политетрафторэтилен (PTFE) или его сополимер или смесь. В другом примере клеевое покрытие содержит фторированный сополимер этилена-пропилена (FEP) или его смесь.
В одном конкретном варианте осуществления изобретения ткань имеет массу в пределах 0,7-2,3 унций на кв. ярд, направление 0,8-1,5 унций на кв. ярд, или даже массу 1,0-1,5 унций на кв. ярд. Ткань может иметь пряжи в пределах 20-80 пряж на дюйм, например, 30-70 пряж на дюйм, или даже 40-65 пряж на дюйм. Кроме того, ткань может иметь толщину в пределах 1-3 милов, направление в пределах 1 -2 милов, или, в частности, в пределах 1,5-2 милов.
Кроме того, ткань может иметь открытую зону, составляющую 1-30% площади поверхности. Например, открытая зона ткани может составлять 3-20%, например 3-10%. После покрытия слоем фторполимерного покрытия лист для жарения может быть практически без отверстий, например, имея 0% открытой зоны.
Факультативно, ткань 110 в целом может предварительно обрабатываться с использованием аппрета. Например, ткань 110 может предварительно обрабатываться с использованием кремнийорганического аппрета.
Как показано, ткань 110 введена в слой фторполимерного покрытия 104. Альтернативно, слой фторполимерного покрытия может располагаться по любую сторону ткани 110. В частности, ткань 110 может находиться или располагаться ближе к поверхности 112 контакта с грилем.
В одном варианте осуществления изобретения слой фторполимерного покрытия 104 содержит фторполимер. Примерный фторполимер может образовываться из гомополимера, сополимера, тройного сополимера или смеси полимеров, образованной из мономера, такого, как тетрафторэтилен, гексафторпропилен, хлортрифторэтилен, трифторэтилен, винилиденфторид, винилфторид, перфторпропилвиниловый эфир, перфторметилвиниловый эфир или любое их сочетание. Примерный фторполимер включает политетрафторэтилен (PTFE), фторированный сополимер этилена-пропилена (FEP), сополимер тетрафторэтилена с перфторалкилперфторвиниловым эфиром (PFA), сополимер тетрафторэтилена и перфторметилвиниловым эфиром (MFA), сополимер этилена и тетрафторэтилена (ETFE), сополимер этилена и хлортрифторэтилена (ECTFE), полихлортрифторэтилен (PCTFE), винилиденфторид (PVDF), тройной сополимер, включая тетрафторэтилен, гексафторпропилен и винилиденфторид (THV) или любая их смесь или любой их сплав. В одном примере фторполимер содержит политетрафторэтилен (PTFE), фторированный этилен-пропилен (FEP), PFA, винилиденфторид (PVDF) или любое их сочетание. В частности, фторполимер может содержать политетрафторэтилен (PTFE), фторированный этилен-пропилен (FEP), PFA или любое их сочетание. В еще одном варианте осуществления фторполимером может быть перфторполимер, такой, как PTFE или FEP.
В одном конкретном примере фторполимер содержит перфторполимер. Например, перфторполимер может содержать политетрафторэтилен (PTFE), фторированный этилен-пропилен (FEP), полимер перфторалкокси или любую их смесь или их сополимер. В одном конкретном примере слой фторполимерного покрытия 104 содержит политетрафторэтилен (PTFE).
Факультативно, поверх слоя фторполимерного покрытия 104 может выполняться верхнее покрытие 102. В одном примере верхнее покрытие 102 содержит фторполимер, такой, как перфторполимер. В одном конкретном примере верхнее покрытие 102 содержит термопластичный технологичный фторполимер. Например, верхнее покрытие 102 может содержать перфторалкокси (PFA) или его смесь или сополимер. Аналогичным образом, под слоем фторполимерного покрытия 104 может выполняться нижнее покрытие 114. В одном примере нижнее покрытие 114 содержит фторполимер, такой, как перфторполимер. В одном конкретном примере нижнее покрытие 114 содержит термопластичный технологичный фторполимер. Например, нижнее покрытие 114 может содержать перфторалкокси (PFA) или его смесь или сополимер. В одном примере нижнее покрытие 114 и верхнее покрытие 102 образуют симметричные слои по обе стороны слоя фторполимерного покрытия 104. Альтернативно, нижнее покрытие 114 и верхнее покрытие 102 образуют асимметричные слои вокруг слоя фторполимерного покрытия 104. В еще одном примере лист для жарения 100 может содержать одно или другое, оба покрытия - верхнее покрытие 102 и нижнее покрытие 114, или ни одного из них.
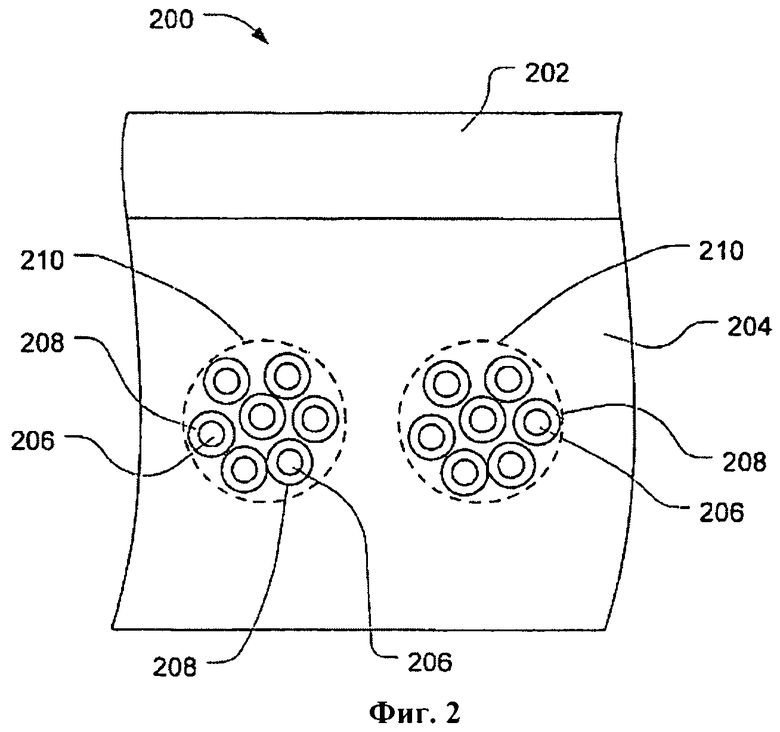
Для дальнейшей иллюстрации характера ткани на фиг.2 приведена иллюстрация части листа для жарения 200, содержащего слой фторполимерного покрытия 204 и факультативное верхнее покрытие 202. Кроме того, показаны пряжи 210 ткани. Каждая пряжа 210 содержит несколько нитей 206. Каждая нить 206 содержит клеевое покрытие 208. В одном конкретном примере нити 206 могут изготавливаться из стекла, например из стекловолокна. Каждая нить 206 покрыта клеевым покрытием 208 до введения в пряжу 210, введенную в ткань. Например, нить 206 может покрывать вскоре после обработки или формирования. В частности, каждая нить 206 отдельно содержит клеевое покрытие 208. Это клеевое покрытие 208 отличается от клеевых покрытий пряж в целом, в которые более одной нити могут вводиться внутри одной матрицы клеевого покрытия. Соответственно, каждая нить 206, имеющая отдельное клеевое покрытие 208, может вводиться в пряжу 210, такую, как крученая свободная пряжа, которая может переплетаться в ткань.
Вернемся к фиг.1, лист для жарения 100 может проявлять необходимые отличительные признаки. В частности, лист для жарения 100 имеет толщину не более 3,2 мила. Например, толщина может быть не более 3 милов, например не более 2,8 мила. Кроме того, поверхность жарения 108 листа для жарения 100 может иметь шероховатость поверхности (Ra) не более 100 микродюймов, измеренную прибором Mitutoyo Surftest SJ201P. Например, шероховатость поверхности (Ra) может быть не более 70 микродюймов.
Кроме того, лист для жарения 100 проявляет необходимые механические свойства. Например, лист для жарения 100 может иметь требуемую прочность на разрыв в обоих направлениях - в направлении основы и в направлении утка. Кроме того, лист для жарения 100 может иметь требуемую прочность на разрыв трапецеидальным методом. Кроме того, лист для жарения 100 может сохранять необходимые механические свойства после механического воздействия. Например, лист для жарения 100 может проявлять требуемую прочность на разрыв с изгибом и требуемую прочность на разрыв трапецеидальным методом с изгибом. Кроме того, лист для жарения 100 может проявлять требуемые эксплуатационные характеристики при испытании на выносливость при изгибе на испытательной машине MIT Flex.
В одном конкретном варианте осуществления изобретения прочность на разрыв может измеряться по стандарту Американского общества по испытанию материалов ASTM D902. Лист для жарения 100 может иметь прочность на разрыв в направлении основы не менее 30 фунтов, например не менее 50 фунтов. В еще одном примере прочность на разрыв в направлении утка может быть не менее 45 фунтов, например, не менее 65 фунтов или даже не менее 70 фунтов.
Лист для жарения 100 может иметь требуемую прочность на разрыв трапецеидальным методом, измеренную по стандарту ASTM D751, измененному стандартом ASTM D4969. Например, прочность на разрыв трапецеидальным методом листа для жарения 100 может быть не менее 3,5 фунтов, например не менее 4,0 фунтов.
Кроме того, лист для жарения 100 может проявлять требуемую прочность на разрыв и прочность на разрыв трапецеидальным методом после механического воздействия, например изгиба. В частности, прочность на разрыв и прочность на разрыв трапецеидальным методом можно измерять после одноразового изгиба роликом массой 10 фунтов, приложенным параллельно складке. Прочность на разрыв материала после изгиба роликом массой 10 фунтов обозначается как прочность на разрыв с изгибом, и прочность на разрыв трапецеидальным методом после изгиба обозначается как прочность на разрыв трапецеидальным методом с изгибом. В частности, лист для жарения 100 может иметь прочность на разрыв в направлении основы с изгибом не менее 10 фунтов, например не менее 15 фунтов, или даже не менее 17 фунтов. Кроме того, лист для жарения 100 может проявлять прочность на разрыв трапецеидальным методом с изгибом не менее 0,5 фунта, например, не менее 1,0 фунта.
Долговечность листа для жарения 100 при механическом воздействии может характеризоваться и характеристиками при испытании на выносливость при изгибе на испытательной машине MIT Flex. Например, лист для жарения 100 может иметь характеристики при испытании на выносливость при изгибе на испытательной машине MIT Flex не менее 10000, например не менее 15000, не менее 20000 или даже не менее 25000. Характеристики при испытании на выносливость при изгибе на испытательной машине MIT Flex измеряются с повторениями при 2 фунтах на образце шириной ½ дюйма в соответствии с методом испытания прочности на изгиб по стандарту ASTM D2176-63J.
Лист для жарения 100 может проявлять необходимую жесткость или драпируемость. Например, жесткость листа для жарения 100 может быть не менее 70 мм, измеренная по Федеральному методу испытаний 191-5206. В частности, жесткость листа для жарения 100 может быть не менее 73 мм, например не менее 74 мм, не менее 75 мм или даже не менее 77 мм. Как правило, жесткость не превышает 200 мм.
Далее лист для жарения 100 хорошо проявляет себя при испытании на приготовление пищи. В частности, лист для жарения 100 является стойким к капиллярному впитыванию жира и подгоранию жира, а также обеспечивает необходимое подрумянивание на гамбургерах. В одном примере капиллярное впитывание испытывается путем воздействия на лист гриля горячего жира в течение 16 часов при температуре 400°F, как описано в примерах ниже. Когда жир впитывается в ткань или лист для жарения, он обычно обугливается и ослабляет ткань. Кроме того, он обычно меняет цвет как ткани, так и отдельных нитей. В вариантах осуществления листа для жарения 100, описанных выше, капиллярного впитывания нет или почти нет, обугливания жира нет или почти нет, и изменения цвета нитей или ткани нет или почти нет. Таким образом, варианты осуществления листа для жарения 100 получают удовлетворительные характеристики впитываемости. Оценка впитывания определяется по методу, описанному в примерах ниже. Аналогичным образом, варианты осуществления листа для жарения получают удовлетворительные характеристики проникаемости краски, как описано в примерах ниже.
Долговечность может определяться путем испытания листа для жарения 100 в типичных условиях приготовления пищи. В частности, долговечность определяется путем помещения листа для жарения 100 на основной гриль в круглосуточном предприятии общественного питания быстрого обслуживания. Варианты осуществления листа для жарения 100 демонстрируют долговечность не менее 5 дней, например не менее 7 дней, без существенного ухудшения свойств.
В еще одном примере лист для жарения 100 имеет диэлектрическую прочность не менее 2500 B. Например, диэлектрическая прочность может быть в пределах 2500-6000 B, например в пределах 3000-6000 В. В одном примере требуемая диэлектрическая прочность может свидетельствовать о плотном прилегании слоев фторполимера и отсутствии примесей.
Кроме того, лист для жарения 100 обеспечивает требуемые качества при приготовлении пищи, обеспечивая для приготовленного изделия, такого, как гамбургер, требуемую текстуру поверхности и подрумянивание. Оценка подрумянивания определяется по методу, описанному ниже, и указывает на характер подрумянивания пищевого изделия, приготовленного на листе для жарения 100, по сравнению с непосредственным приготовлением на пластине гриля. Например, удовлетворительные антипригарные характеристики указывают, что подрумянивание пищевого изделия, приготовленного на листе для жарения 100, подобно подрумяниванию при непосредственном приготовлении на пластине гриля. Неудовлетворительные антипригарные характеристики могут указывать на пережаривание, или на корочку на листе для жарения, или на недостаточное подрумянивание. В частности, подрумянивание можно визуально определять по относительной темноте приготовленного изделия.
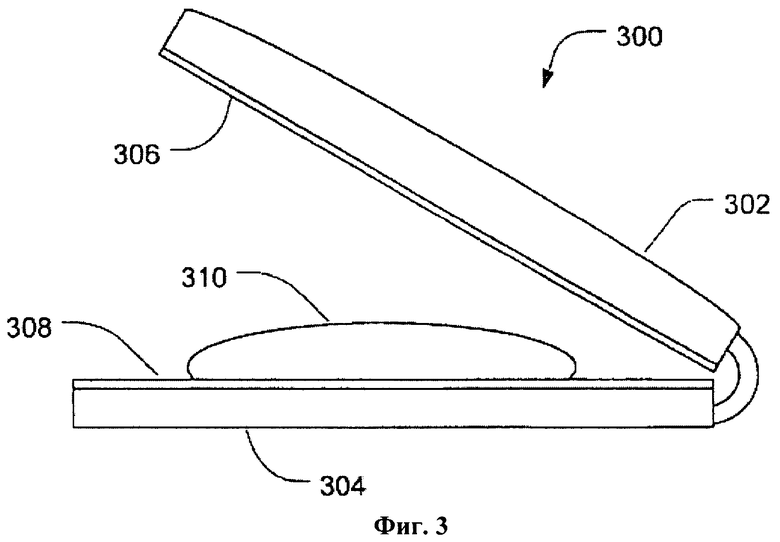
В одном конкретном варианте осуществления изобретения листы для жарения могут класться на поверхность гриля. Например, грилем может быть створчатый гриль 300, как показано на фиг.3. В одном примере гриль содержит верхнюю пластину 302 и нижнюю пластину 304. Пластины гриля (302, 304) нагреваются. Пищевое изделие 310 помещается между пластинами гриля (302, 304), после чего пластины гриля (302, 304) закрываются для приготовления пищевого изделия 310.
Лист для жарения 306 может располагаться между пищевым изделием 310 и верхней пластиной 302 гриля. В частности, лист для жарения 306 может механически крепиться к верхней пластине 302.
Лист для жарения 308 может наноситься на нижнюю пластину 304. В одном примере лист для жарения 308 может механически крепиться к нижней пластине 304. Альтернативно, лист для жарения 308 может прилипать к нижней пластине 304. Например, между нижней пластиной гриля 304 и листом для жарения 308 может наноситься тонкий слой жидкого, стойкого к высоким температурам масла, который эффективно приклеивает лист для жарения 308 к нижней пластине 304 гриля за счет поверхностного натяжения.
На практике листы для жарения (306, 308) кладут на их соответствующие пластины (302, 304), и пластины (302, 304) нагреваются. Пищевое изделие 310 кладут между пластинами поверх листа для жарения 308 и под листом для жарения 306, после чего пластины (302, 304) сводят вместе для нагрева соответствующих верхней и нижней поверхностей пищевого изделия 310. По окончании приготовления створчатый гриль раскрывают, отделяя верхнюю пластину 302 от нижней пластины 304. Пищевое изделие извлекают, оставляя листы 306 и 308 гриля на месте.
Листы гриля могут изготавливать способом, включающим стадию, на которой отпускают ткань, такую, как плоскую стеклоткань, которая содержит нити с индивидуальным клеевым покрытием. Ткань могут покрывать окунанием в дисперсию с содержанием фторполимера. Избыток дисперсии с ткани могут отбирать, а для удаления растворителей и уплотнения фторполимера дисперсию фторполимера могут нагревать. Процесс нанесения покрытия могут выполнять один или несколько раз, например, по меньшей мере, два раза или даже, по меньшей мере, три раза. Факультативно, поверх одной или обеих поверхностей покрытой ткани могут наносить верхнее покрытие. Например, покрытую ткань могут покрывать окунанием для включения иного фторполимера. Альтернативно, покрытую ткань могут ламинировать фторполимерной пленкой, или на одну или несколько поверхностей покрытой ткани могут экструдировать верхнее покрытие.
В одном конкретном примере лист для жарения изготавливают посредством процесса покрытия несущего тканого изделия или усиливающего материала (например, ткани) материалом с низкой поверхностной энергией, низким коэффициентом трения, таким, как фторированный полимер. Одним таким фторированным полимером является PTFE. Несущее тканое изделие или усиливающий материал отматывают с рулона и покрывают, по меньшей мере, с одной стороны, суспензией, содержащей частицы фторированного полимера, диспергированные в жидкой среде. В одном конкретном варианте осуществления суспензия включает водную дисперсию PTFE Dupont® ТЕ3859, в которую добавлено поверхностно-активное вещество. Альтернативно, суспензия может не содержать поверхностно-активного вещества.
Для удаления излишней суспензии с несущего тканого изделия предусмотрены лопатка или дозирующие стерженьки. После этого суспензию высушивают и запекают для получения слоя на несущем тканом изделии. В одном конкретном варианте осуществления нанесенную суспензию сушат при температуре от приблизительно 150 до приблизительно 300°F и запекают при температуре от приблизительно 550 до приблизительно 720°F. Толщину слоя можно увеличить, повторяя процесс нанесения покрытия. В одном примерном варианте осуществления несущее тканое изделии могут покрывать суспензией, эту суспензию высушивать, и на высушенную суспензию перед спеканием наносить второе покрытие.
Открытую поверхность фторированного полимера выполняют прихватывающейся. Например, эту поверхность могут подвергать химическому травлению травильным составом, таким, как смесь металлического натрия, нафталина и гликолевого эфира и смесь металлического натрия и безводного аммиака. В других примерных вариантах осуществления эту поверхность выполняют прихватывающейся путем электрохимических обработок, напыления металла и осаждения металлов и/или оксидов металлов. Например, осаждение металлов и оксидов металлов может включать химическое осаждение из паровой фазы и физическое осаждение из паровой фазы.
В еще одном примерном варианте осуществления поверхность фторированного полимера выполняют прихватывающейся путем пропитывания материала коллоидным кремнеземом. Например, фторированный полимер может содержать 25-70 мас.% коллоидного кремнезема. В еще одном примере эту поверхность могут выполнять прихватывающейся путем нанесения на поверхность покрытия из FEP или PFA, включающего коллоидный кремнезем. Покрытие из FEP или PFA сушат и запекают или сплавляют с поверхностью фторированного полимера, такого, как PTFE. В одном конкретном варианте осуществления поверхность фторированного полимера покрывают смесью DuPont FEP ТЕ-9568, дисперсией коллоидного кремнезема Ludox® LS 30, выпускаемой компанией W.R.Grace Company, и неионогенного поверхностно-активного вещества Triton® Х-100. Альтернативно, эту поверхность могут оставлять необработанной.
Факультативно, поверх первого слоя могут наносить второй слой фторполимера. Например, этот второй слой может содержать второй фторполимер, например PFA. Нанесение второго фторполимера могут выполнять с помощью метода покрытия погружением, подобного методу, описанному выше. Альтернативно, второй слой могут наносить путем экструдирования этого слоя поверх первого слоя. В еще одном примере второй слой могут ламинировать на первый слой, например методом теплового ламинирования.
В примерных вариантах осуществления изобретения толщина слоя фторированного полимера обычно составляет примерно 0,2-12 милов. Например, толщина может быть примерно 0,2-4 мила, например примерно 0,5-3 мила. Второй слой может иметь толщину примерно 0,1-5 милов, например 0,1-3 мила, или даже примерно 0,1-1 мил.
Хотя варианты осуществления изобретения, описанные выше, описаны в отношении использования на грилях, лист для жарения может выполняться и в конвейерной ленте, такой, как непрерывная конвейерная лента. В еще одном варианте осуществления лист для жарения может применяться как покрытие на конвейерной ленте или как облицовка контейнера для тепловой обработки пищевых продуктов.
Конкретные варианты осуществления листа для жарения обладают требуемыми техническими преимуществами. В частности, листы для жарения обладают большей долговечностью и прочностью на разрыв. В частности, покрытые листы являются стойкими к изгибу, капиллярному впитыванию жира и подгоранию. Как описано далее, испытание продемонстрировало долговечность в напряженных условиях при требуемых характеристиках в части приготовления пищи. Листы для жарения обеспечивают долговечную пленку, поддерживающую качество пищевых продуктов.
Пример
Подготовлены образцы, содержащие ткань, покрытую PTFE и, факультативно, покрытую верхним покрытием. Форма, толщина и масса образцов приведены в таблице 1.
Механические свойства
Образцы испытывают на прочность на разрыв по стандарту ASTM D902 и на прочность на разрыв трапецеидальным методом по стандарту ASTM D751, измененному стандартом ASTM D4969. Жесткость измеряют в соответствии со стандартом ASTM D4032.
Кроме того, образцы испытывают на механические свойства после механического воздействия. Прочность на разрыв с изгибом и прочность на разрыв трапецеидальным методом с изгибом испытывают после изгиба роликом массой 10 фунтов. Для прочности на разрыв с изгибом образцы вырезают шириной 1 дюйм и длиной 7 дюймов и сгибают посредине. Образцы на изгибе прокатывают один раз роликом массой 10 фунтов параллельно складке. Прочность на разрыв образца с изгибом испытывают в соответствии со стандартом ASTM D902. Для прочности на разрыв трапецеидальным методом с изгибом образцы вырезают в соответствии с требованиями метода испытаний прочности на разрыв трапецеидальным методом. Образцы складывают так, что разрываться будет изгиб, т.е. в конце надреза, в котором начинается разрывание. Складку прокатывают один раз роликом массой 10 фунтов параллельно складке. Прочность на разрыв трапецеидальным методом с изгибом испытывают в соответствии со стандартом ASTM D751, измененным стандартом ASTM D4969. Характеристики при испытании на выносливость при изгибе на испытательной машине MIT Flex измеряют в соответствии с методом испытания прочности на изгиб по стандарту ASTM D2176-63 J.
Оценка капиллярного впитывания
Капиллярное впитывание испытывают путем воздействия на образец горячего жира в течение 16 часов подряд. Противень облицовывают снимаемой пленкой. На снимаемую пленку помещают два слоя стеклоткани 1080. Вакуумной смазкой полностью покрывают кольцо. Это кольцо крепят к листу образца, используя вакуумную смазку, для обеспечения полного отсутствия точек утечки, и лист образца помещают в противень. В резервуар, образовавшийся внутри кольца, добавляют жир для гамбургера. Во избежание разбрызгивания поверх кольца кладут металлическую фольгу. Печь нагревают до температуры 400°F, и противень помещают в печь на 16 часов. Затем противень и образец извлекают и дают остыть.
После остывания кольцо и лист осматривают на предмет утечки. Стеклоткань 1080 осматривают на предмет присутствия жира. Отсутствие жира свидетельствует об отсутствии капиллярного впитывания. Испытанные листы просматривают под микроскопом на цвет стеклянной пряжи и нитей. Изменение цвета свидетельствует о капиллярном впитывании. Если капиллярное впитывание не наблюдают, образец получает удовлетворительную оценку.
Проверка проникающей краской
Проникание краски измеряют путем помещения капли пенетранта Met-L-Chek VP-30 на образец на ровной поверхности. Каплю оставляют на ночь, а затем проводят визуальный осмотр. Ожидается, что капля по-прежнему будет иметь форму капли и не расползется по поверхности. Если же расползется, образец не прошел испытание. Пенетрант абсорбируется тканью, и просматривают под микроскопом. Если пенетрант проникает и капиллярно распространяется более чем на 1/8 дюйма, образец не прошел испытание. При отсутствии проникания, или если капиллярное впитывание произошло не более чем на 1/8 дюйма, образец проходит испытание.
Оценка подрумянивания
Гамбургеры предприятия быстрого обслуживания (QSR) готовят на гриле QSR без листа для жарения в течение 40 секунд и 38 секунд как контроль. По меньшей мере два гамбургера готовят на гриле QSR с листом для жарения. Выборку людей просят оценить, являются ли эти, по меньшей мере, два гамбургера, приготовленные на гриле с листом для жарения, светлее, темнее или примерно того же цвета, что и контроль. Если цвет такой же, как и у контроля, лист для жарения получает удовлетворительную оценку.
Долговечность
Листы-образцы кладут на гриль QSR и круглосуточно используют для приготовления пищи на среднем основном гриле QSR. Число дней до существенного разрывания определяется как долговечность. Для того чтобы получить удовлетворительную оценку, это число дней должно быть не менее 5 дней, предпочтительно не менее 7 дней.
Диэлектрическая прочность
Диэлектрическую прочность образцов измеряют в соответствии со стандартом ASTM D149.
В таблице 2 приведены характеристики образов для данного испытания. В частности, образец 6, не содержащий нитей с клеевым покрытием, обладает низкими механическими свойствами после механического воздействия и впитывает жир. Кроме того, образец 6 не проходит испытание на долговечность. Другие образцы (например, образцы 2 и 3), содержащие ткань, предварительно обработанную силаном, имеют лучшие оценки в части капиллярного впитывания, но обладают низкими свойствами после механического воздействия. Образцы 4 и 5, содержащие нити с клеевым покрытием, проходят испытание на впитывание, подрумянивание и долговечность. Кроме того, образцы 4 и 5 обеспечивают требуемые механические свойства до механического воздействия и после него.
Следует отметить, что требуются не все операции, описанные выше в общем описании или примерах, что часть конкретных операций может не понадобиться, и что в дополнение к описанным могут выполняться одна или несколько дополнительных операций. Кроме того, порядок, в котором операции перечислены, не обязательно представляет собой порядок, в котором они выполняются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ МЯСНОГО ПРОДУКТА | 2010 |
|
RU2569249C2 |
| АНТИАДГЕЗИОННЫЙ МАТЕРИАЛ И УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ | 2010 |
|
RU2515995C2 |
| ЛЕНТА КОНВЕЙЕРА ДЛЯ ЖАРКИ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2011 |
|
RU2524890C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПИЩЕВОГО ПРОДУКТА И СПОСОБ ФОРМИРОВАНИЯ ЛЕНТЫ КОНТЕЙНЕРА ДЛЯ ЖАРКИ | 2014 |
|
RU2571341C1 |
| ТКАНЬ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2009 |
|
RU2486216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ СТРУКТУР И ИЗГОТОВЛЕННАЯ ИЗ НИХ ВТУЛКА (ВАРИАНТЫ) | 2011 |
|
RU2538457C2 |
| БАРЬЕРНАЯ СТРУКТУРА И СПОСОБ ЕЕ СОЗДАНИЯ | 2009 |
|
RU2483930C2 |
| СМЕШАННАЯ ПРЯЖА ДЛЯ ФРИКЦИОННЫХ ИСПОЛЬЗОВАНИЙ | 1999 |
|
RU2216612C2 |
| СПОСОБ ПРИМЕНЕНИЯ ФТОРПОЛИМЕРНОГО ПОРОШКОВОГО ПОКРЫТИЯ В КАЧЕСТВЕ ГРУНТОВОЧНОГО СЛОЯ И ПОКРЫТИЯ | 2005 |
|
RU2411273C2 |
| Покрытие с низким коэффициентом трения на водной основе для телекоммуникационных кабелей | 2013 |
|
RU2654908C1 |
Изобретение относится к листу для жарения. Лист содержит ткань, содержащую несколько пряж, причем каждая пряжа содержит несколько нескрученных нитей, причем каждая нить содержит фторполимерное клеевое покрытие; и слой фторполимерного покрытия на указанной ткани. Также изобретение относится к способу получения указанного листа. Настоящие листы для жарения обладают большей долговечностью и прочностью на разрыв. 2 н. и 13 з.п. ф-лы, 1 пр., 2 табл., 3 ил.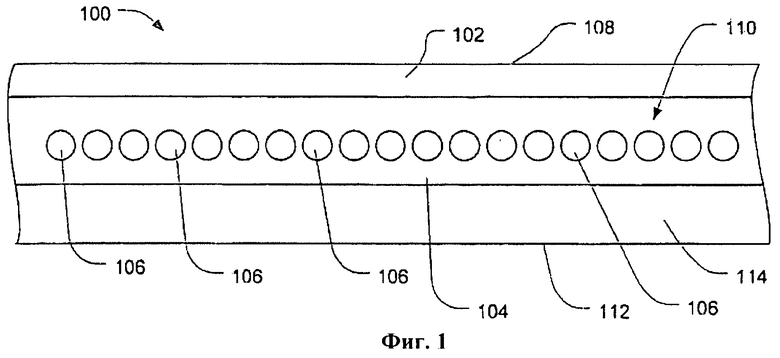
1. Лист для жарения, содержащий: ткань, содержащую несколько пряж (210), причем каждая пряжа (210) содержит несколько нескрученных нитей (206), причем каждая нить (206) содержит фторполимерное клеевое покрытие (208); и слой фторполимерного покрытия (204) на указанной ткани.
2. Лист для жарения по п.1, где ткань представляет собой плоскую стеклоткань.
3. Лист для жарения по п.1 или 2, где каждая нить (206) содержит стекловолокно.
4. Лист для жарения по п.1, где фторполимерное клеевое покрытие (208) содержит перфторполимер.
5. Лист для жарения по одному из пп.1, 2 или 4, содержащее также силановую обработку на ткани.
6. Лист для жарения по одному из пп.1, 2 или 4, где слой фторполимерного покрытия (204) содержит перфторполимер.
7. Лист для жарения по одному из пп.1, 2 или 4, содержащее также второй фторполимерный слой (202), лежащий поверх первого слоя фторполимерного покрытия (204).
8. Лист для жарения по одному из пп.1, 2 или 4, имеющий толщину не более 3,2 мила.
9. Лист для жарения по одному из пп.1, 2 или 4, имеющий жесткость не менее 70 мм.
10. Лист для жарения по одному из пп.1, 2 или 4, имеющий удовлетворительные характеристики впитываемости.
11. Лист для жарения по одному из пп.1, 2 или 4, имеющий удовлетворительные характеристики проникаемости краски.
12. Лист для жарения по одному из пп.1, 2 или 4, который представляет собой лист для гриля.
13. Лист для жарения по одному из пп.1, 2 или 4, который представляет собой конвейерную ленту.
14. Способ изготовления листа для жарения, включающий: подачу ткани, причем ткань содержит несколько пряж, причем каждая пряжа содержит несколько нескрученных нитей, причем каждая нить имеет фторполимерное клеевое покрытие; и покрывание ткани слоем фторполимерного покрытия.
15. Способ по п.14, включающий дополнительно покрывание слоя фторполимерного покрытия верхним слоем покрытия.
| US 4347278 А, 31.08.1982 | |||
| US 4729296 A, 08.03.1988 | |||
| Дренер-бороздоделатель | 1959 |
|
SU125955A1 |
| СПОСОБ ПОЛУЧЕНИЯ N-ДИАЛКИЛФОСФОРИЛИРОВАННЫХГЛИЦИНОВ | 0 |
|
SU164278A1 |
| US 2002123282 A1, 05.09.2002 | |||
| US 20040023578 A1, 05.02.2004 | |||
| JP 0003234872 A, 18.10.1991 | |||
| RU 92009147 A, 27.08.1995. | |||

