ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение, в общем, относится к эластомерным модифицированным перфторполимерным листовым материалам.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Армированные тканью композиты политетрафторэтилена (PTFE) применяются во многих отраслях промышленности. В общем, известно, что такие композиты устойчивы к накоплению грязи и сажи и имеют низкий коэффициент трения. Однако общепринятые армированные PTFE композиты обычно имеют крепкий схват и драпируемость. Другими словами, общепринятые армированные PTFE композиты являются жесткими и упругими и не могут формоваться в компаунд или формы с двойным изгибом без сморщивания или сминания. Более того, такие общепринятые композиты могут иметь небольшую способность приглушения звука и могут стучать и хлопать, когда деформированы.
При других обычных решениях армированный PTFE композит пытались покрыть эластомером. Однако такие решения добавляют затраты и сложность процесса. Кроме того, такие решения сложно производить с постоянным качеством.
Таким образом, желательным будет улучшенный листовой материал.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Данное изобретение и его многочисленные признаки и преимущества можно лучше понять специалистам данной области, опираясь на сопровождающие фигуры описания, где:
Фиг.1, Фиг.2, Фиг.3 и Фиг.4 включают иллюстрации примерных листовых материалов.
Фиг.5 и Фиг.6 включают иллюстрации примерных автомобильных HVAC (отопления, вентиляции и кондиционирования воздуха) систем.
Использование тех же условных символов в различных фигурах указывает на подобные или идентичные элементы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В конкретном варианте осуществления листовой материал включает смесь перфторполимера и силиконового полимера. Силиконовый полимер образует от приблизительно 2 вес.% до приблизительно 30 вес.% смеси. Листовой материал может включать дополнительные слои. Например, листовой материал может включать слой армирования. Слой армирования может включать волокнистый материал, такой как материал из стекловолокна, покрытый PTFE. В другом примере, листовой материал является отдельным листовым материалом без дополнительных слоев или армирования.
В варианте осуществления листовой материал может быть образован покрытием носителя полимерной дисперсией. Дисперсия включает перфторполимер и силиконовый полимер в количестве от 2% до 30% по весу на основе общего веса твердых частиц в дисперсии. Дисперсия может быть водной дисперсией. Как только носитель покрыт дисперсией, покрытие можно высушить и спечь или сплавить. В примере носитель включает материал армирования, который включен в листовой материал при спекании или сплавлении покрытия. В другом примере носитель является отделяемым от листового материала, образованного из материала покрытия, приводя к листовому материалу с отсутствующим армированием.
В варианте осуществления листовой материал является отдельным листовым материалом с отсутствующим армированием. Например, листовой материал 100, показанный на Фиг.1, включает слой 102, образованный из смеси перфторполимера и силиконового полимера. Как показано, материал 100 не содержит армирования. Альтернативно, дополнительные слои могут быть размещены на каждой основной поверхности слоя 102.
В примере смесь включает фторированный полимер. Фторированный полимер может быть гомополимером фторзамещенных мономеров или сополимером, включающим, по меньшей мере, один фторзамещенный мономер. Примерные фторзамещенные мономеры включают тетрафторэтилен (TFE), винилиденфторид (VF2), гексафторпропилен (HFP), хлортрифторэтилен (CTFE), перфторэтилвиниловый эфир (PEVE), перфторметилвиниловый эфир (PMVE) и перфторпропилвиниловый эфир (PPVE). Примеры фторированных полимеров включают политетрафторэтилен (PTFE), перфторалкилвиниловый эфир (PFA), фторированный сополимер этилена-пропилена (FEP), сополимер этилена и тетрафторэтилена (ETFE), поливинилиденфторид (PVDF), полихлортрифторэтилен (PCTFE) и сополимеры TFE с VF2 или HFP. В частности, смесь включает перфторполимер, такой как PTFE, полигексафторпропилен (HFP), фторированный этиленпропилен (FEP), перфторалкилвинил (PFA) или любую их комбинацию. В конкретном примере перфторполимер включает политетрафторэтилен (PTFE). В варианте осуществления перфторполимер получен из дисперсии, такой как водная дисперсия.
Силиконовый полимер может включать полисилоксан. Например, силиконовый полимер может включать полиалкилсилоксан, фенилсиликон, фторсиликон или любую их комбинацию. В примере полиалкилсилоксан включает полидиметилсилоксан, полидипропилсилоксан, полиметилпропилсилоксан или любую их комбинацию. В частности, силиконовый полимер может быть получен из водной дисперсии предварительно отвержденных силиконовых полимеров. В примере силиконовый полимер может быть получен из водной дисперсии и может включать предварительно отвержденный силикон с группами концевой области, которые подвергаются реакции конденсации в течение сушки. В частности, силиконовый полимер можно получить из водной дисперсии предварительно отвержденного силикона с концевыми группами или добавками, такими как кросс-линкеры, которые подвергаются реакции конденсации при высыхании. Например, силиконовый полимер может быть выбран из дисперсии силиконового полимера, доступной от Wacker-Chemie GmbH, Мюнхен, Германия, такой как дисперсия силиконового каучука Wacker СТ27Е, доступной от Dow Corning, такой как Additive 84, или доступной от Shin Etsu, такой как Polon MF 56.
Смесь может включать силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.% на основе общего веса сплавленной смеси. Например, смесь может включать силиконовый полимер в количестве в диапазоне от 5 вес.% до 30 вес.%, например в диапазоне от 10 вес.% до 30 вес.% или даже в диапазоне от 15 вес.% до 20 вес.%. Кроме того, смесь может включать фторполимер, такой как перфторполимер, в количестве в диапазоне от 70 вес.% до 98 вес.%, например в диапазоне от 75 вес.% до 90 вес.% или даже в диапазоне от 80 вес.% до 85 вес.%.
Факультативно, смесь может включать наполнители. Например, смесь может включать наполнители, светостабилизаторы, пигменты и средства, способствующие связыванию. Типичные наполнители включают тальк, диоксид кремния и карбонат кальция. Типичные светопоглощающие добавки и пигменты включают TiO2, FeO3, сажу и кальцинированные смешанные оксиды металлов. Такие наполнители могут быть включены в смесь в количестве не больше чем 60 вес.%, так, например, не больше чем 40 вес.%, не больше чем 15 вес.% или даже не больше чем 5 вес.%.
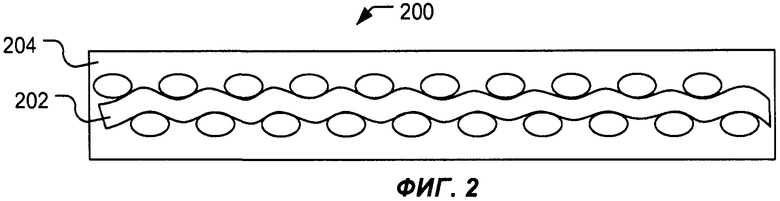
В другом варианте осуществления листовой материал может включать армирование. Например, как показано на Фиг.2, листовой материал 200 включает слой армирования 202. Слой 204, образованный из смеси перфторполимера и силиконового полимера, такой смесь, описанная выше, размещен на слое армирования 202. Например, слой 204 может контактировать со слоем армирования 202 непосредственно, без лежащих между слоев, таких как адгезив и поверхностная обработка.
Слой армирования 202 может включать волокнистое армирование, такое как тканое или нетканое волокнистое армирование. Например, волокнистое армирование может быть тканым материалом или переплетением беспорядочных волокнистых нитей. В одном примерном варианте осуществления тканью является ткань из стекловолокна. В других вариантах осуществления армирование может включать сетку из керамического, пластикового или металлического материала или листы композиционных материалов, среди прочего. Альтернативно, слой армирования 202 может принимать форму подложки, типично, листа. В вариантах осуществления можно применять подложки, образованные из термопластов с высокой точкой плавления, такие как термопластичные полиимиды, полиэфир-эфир кетоны, полиарилкетоны, полифенилен сульфид и полиэфиримиды; термореактивные пластмассы, в частности термореактивные смолы, поддающиеся высоким температурам, такие как полиимиды; покрытые или ламинированные текстильные изделия на основе вышеописанных термопластов или похожие термически стойкие смолы и термически стойкие армирования, такие как стекловолокно, графит и полиарамид; металлическая фольга с пластиковым покрытием; и пластиковые пленки, металлизированные или ламинированные металлической фольгой. Кроме того, типичные варианты осуществления включают тканые и нетканые материалы, образованные из волокон, выбранных из арамида, фторированного полимера, стекловолокна, графита, полиимида, полифенилен сульфида, поликетонов, сложных полиэфиров или их комбинации. В частности, волокнистое армирование включает стекловолоконное армирование, которое было очищено и предварительно обработано нагреванием. Альтернативно, волокнистое армирование может быть покрыто стекловолоконным армированием. В конкретном примере, каждое из волокон стекловолокна может быть отдельно покрыто полимерным покрытием, таким как фторполимерное покрытие, например PTFE.
Слой 204 может включать смесь, описанную выше по отношению к слою 102 Фиг.1. Слой 204 можно наносить в количестве, по меньшей мере, 1,5 osy. Учитывая, что тканое волокнистое армирование может быть волнистым, количество слоя обеспечено в весе на площадь (унций на квадратный ярд (osy)). Например, слой можно наносить в количестве, по меньшей мере, 1,8 osy, например, по меньшей мере, 2,0 osy, по меньшей мере, 4,0 osy, по меньшей мере, 4,5 osy или даже, по меньшей мере, 6,0 osy. В общем, покрытие наносили в количестве не больше чем 50 osy.
В дополнительном варианте осуществления смесь перфторполимера и силиконового эластомера может быть нанесена поверх покрытого армирования. Например, как показано на Фиг.3, листовой материал 300 может включать слой армирования 302, который покрыт слоем 304. Слой 304 может быть, кроме того, покрыт слоем 306, который включает смесь перфторполимера и силиконового полимера, такую как смесь, описанная выше.
Слой армирования 302 может быть волокнистым тканым или нетканым материалом армирования, как описано выше по отношению к слою 202 Фиг.2. Волокнистое армирование может быть покрыто слоем перфторполимера, такого как PTFE, FEP, PFA, или любой их комбинацией. Например, слой 304 может быть нанесен в количестве, по меньшей мере, 0,5 osy. Например, слой 304 может быть нанесен в количестве в диапазоне от 0,5 osy до 2,5 osy, например от 0,5 osy до 2,0 osy, от 0,5 osy до 1,5 osy или от 0,5 osy до 1,0 osy.
Слой 306 можно наносить поверх и размещать на слое 304. В частности, слой 306 может непосредственно контактировать со слоем 304, при отсутствии любых лежащих между слоев, таких как адгезив или поверхностная обработка. Слой 306 включает смесь перфторполимера и силиконового полимера, такую как смесь, описанную выше по отношению к слою 102 Фиг.1. В примере слой 306 наносится в количестве, по меньшей мере, 1,5 osy, например, по меньшей мере, 1,8 osy или даже, по меньшей мере, 2,0 osy. В конкретном примере, слой 306 может быть нанесен в количестве, по меньшей мере, 4,0 osy, например, по меньшей мере, 6,0 osy, но в каждом случае количество слоя 306 составляет не больше чем 50 osy.
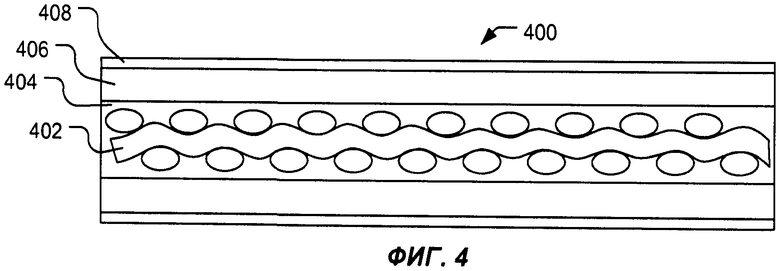
В дополнительном варианте осуществления верхнее покрытие можно наносить поверх смеси. Например, листовой материал 400, показанный на Фиг.4, может включать структуру, подобную той, что описана по отношению к Фиг.3, включая армирование 402, покрытое слоем перфторполимера 404, который, в свою очередь, покрыт слоем смеси полимеров 406.
Дополнительный слой 408 можно наносить поверх и расположить на слое смеси полимеров 406, например, непосредственно контактируя со слоем 406 без лежащих между слоев. Дополнительный слой 408 может быть образован из перфторполимера, такого как PTFE, FEP, PFA, или любой их комбинации. В частности, дополнительный слой 408 может быть нанесен в количестве в диапазоне от 0,5 osy до 2,5 osy, например диапазон от 0,5 osy до 2,0 osy, диапазон от 0,5 osy до 1,5 osy или диапазон от 0,5 osy до 1,0 osy.
Альтернативно, слой 408 может включать твердое силиконовое покрытие, такое как силиконовое покрытие, имеющее твердость, по меньшей мере, приблизительно 90, как измеряли на шкале твердости по Шору А, или, по меньшей мере, приблизительно 20, как измеряли на шкале твердости по Шору D. В результате слой 408 обеспечивает поверхность листового материала 400 желаемыми свойствами отсутствия клейкости и низкого трения. Например, слой 408 может иметь твердость, по меньшей мере, приблизительно 95, например, по меньшей мере, приблизительно 100 на шкале твердости по Шору А. В общем, слой 408 относительно тверже, чем слой 406. Кроме того, твердость можно изменить, например, изменением плотности поперечного сшивания, включения наполнителей или любой их комбинации.
Более того, могут быть обеспечены один или больше дополнительные слои, которые могут придавать функциональность поверхности листовому материалу. Между тем как вышеописанные варианты осуществления, показанные на Фигурах 2-4, являются симметричными относительно слоев армирования, слои можно альтернативно наносить в асимметричной форме, где один или больше слои могут отсутствовать с одной из сторон или каждый из слоев можно наносить разной толщиной на разные стороны. Слои можно наносить как сплавленный слой или полусплавленные слои. Полусплавленные слои могут сцепляться с полусплавленными слоями других пленок, подложек, тканей или листов и сплавляться для связывания листового материала с другим материалом.
В примере общий вес ткани с покрытием может быть, по меньшей мере, 4,0 osy. Например, общий вес ткани с покрытием может быть, по меньшей мере, 4,5 osy, например, по меньшей мере, 6,0 osy или даже, по меньшей мере, 10 osy. Кроме того, ткань может иметь общую толщину, по меньшей мере, 3,5 мил, например, по меньшей мере, 5,0 мил или даже, по меньшей мере, 9 мил. В общем, ткань имеет общий вес не больше чем 60 osy и толщину не больше чем 100 мил.
В частности, листовой материал проявляет желаемую жесткость и схват, что замечательно проявляет почти изотропию по отношению к направлению обработки и поперечному направлению. Например, листовой материал может проявлять жесткость по Герли (Gurley) в направлении обработки не больше чем 550. В частности, жесткость по Герли в направлении обработки не больше чем 525, например не больше чем 500. В поперечном направлении, жесткость по Герли не больше чем 800, например не больше чем 600 или даже не больше чем 500. Более конкретно, ткань с покрытием может иметь соотношение жесткостей по Герли между направлениями, определенное как соотношение жесткости по Герли в поперечном направлении к жесткости по Герли в направлении обработки, составляет не больше чем 1,3. Например, соотношение жесткостей по Герли между направлениями может быть не больше чем 1,1, например не больше чем 1,0.
Кроме того, листовой материал проявляет желаемую трапецеидальную прочность на раздир и в направлении обработки, и в поперечном направлении. Как в случае жесткости по Герли, трапецеидальная прочность на раздир и в направлении обработки, и в поперечном направлении совпадает более близко. Например, трапецеидальная прочность на раздир в направлении обработки может быть, по меньшей мере, 13 фунтов, например, по меньшей мере, 16 фунтов, по меньшей мере, 22 фунта или даже, по меньшей мере, 25 фунтов. В дополнительном примере трапецеидальная прочность на раздир листового материала может быть, по меньшей мере, 11 фунтов в поперечном направлении, например, по меньшей мере, 13 фунтов, по меньшей мере, 16 фунтов или даже, по меньшей мере, 20 фунтов. Трапецеидальная прочность на раздир измерялась в соответствии с ASTM D751, как модифицировано D4969. Соотношение прочностей на раздир между направлениями, определенное как соотношение трапецеидальной прочности на раздир в поперечном направлении относительно трапецеидальной прочности на раздир в направлении обработки, составляет, по меньшей мере, 0,77. Например, соотношение прочностей на раздир между направлениями может быть, по меньшей мере, 0,81, например, по меньшей мере, 0,85.
Поскольку на значение жесткости по Герли и трапецеидальной прочности на разрыв может влиять выбор слоя армирования, листовой материал проявляет неожиданное и желаемое изменение жесткости по Герли или трапецеидальной прочности на раздир относительно тканей с подобным весом, образованных из подобного армирования и только PTFE. Например, жесткость по Герли может быть, по меньшей мере, на 10% меньше, чем ткани с покрытием PTFE, например, по меньшей мере, на 18% меньше, по меньшей мере, на 25% меньше или даже, по меньшей мере, на 30% меньше. Процент уменьшения жесткости по Герли относительно армирования, покрытого только PTFE, определен как коэффициент Герли. Кроме того, трапецеидальная прочность на раздир может быть, по меньшей мере, на 25% больше, чем PTFE ткани с покрытием, например, по меньшей мере, на 50% больше, по меньшей мере, на 70% больше или даже, по меньшей мере, на 90% больше. Увеличение трапецеидальной прочности на раздир относительно армирования, покрытого только PTFE, определено как коэффициент на раздир.
Кроме того, листовой материал может проявлять коэффициент зеркального отражения не больше чем 0,5%, например не больше чем 0,2%, как измерено в соответствии с ASTM Е424. Кроме того, поверхность может иметь коэффициент трения не больше чем 0,2.
Листовой материал может обеспечивать связующую структуру, которая имеет сцепление покрытия, как определено с помощью ASTM D4851-88, модифицированного посредством нагревания и сжатия на протяжении до 2 минут для образования образцов для испытания и выполнения испытаний на образцах 1” шириной. Например, сцепление покрытия может быть, по меньшей мере, 1,8 фунт/дюйм, например, по меньшей мере, 2,0 фунт/дюйм, по меньшей мере, 2,5 фунт/дюйм, по меньшей мере, 3,0 фунт/дюйм, по меньшей мере, 3,5 фунт/дюйм, по меньшей мере, 4,0 фунт/дюйм или даже, по меньшей мере, 4,5 фунт/дюйм.
В другом примере листовой материал может иметь прочность на разрыв основы (прочность на разрыв в направлении обработки), по меньшей мере, 270 фунт/дюйм, например, по меньшей мере, 290 фунт/дюйм, по меньшей мере, 300 фунт/дюйм или даже, по меньшей мере, 350 фунт/дюйм. Кроме того, листовой материал проявляет желаемую прочность на разрыв заполнения (прочность на разрыв в поперечном направлении), по меньшей мере, 200 фунт/дюйм, например, по меньшей мере, 230 фунт/дюйм, по меньшей мере, 250 фунт/дюйм или даже, по меньшей мере, 270 фунт/дюйм. Прочность определяли в соответствии с ASTM D3751.
Преимущественно листовой материал проявляет улучшенную прочность на разрыв основы или в направлении обработки относительно сравнительного листового материала, образованного из подобного армирования и покрытого эквивалентной толщиной перфторполимера, такого как PTFE. Коэффициент прочности основы, определенный как процентное возрастание прочности на разрыв основы относительно сравнительного листового материала, составляет, по меньшей мере, 8%, например, по меньшей мере, 10%, по меньшей мере, 12% или даже, по меньшей мере, 15%.
Кроме того, листовой материал проявляет желаемое сохранение прочности на разрыв, когда подвергается напряжению путем сминания или сгибания. На основании теста складывания и сгибания по ASTM D3751, применяя 10-фунтовый валик, листовой материал сохраняет процентное соотношение своей прочности на разрыв основы. Листовой материал может проявлять сохранение прочности, определенное как прочность на разрыв основы, сохраненная образцом после подвергания тесту складывания и сгибания, выраженное как процентное соотношение исходной прочности на разрыв основы перед складыванием, по меньшей мере, 25%, например, по меньшей мере, 35% или даже, по меньшей мере, 40%.
В дополнительном примере листовой материал также проявляет желаемую комбинацию сцепления и прочности на разрыв. В отличие от других материалов, которые проявляют компромисс между способностью к сцеплению (измеренную как сцепление покрытия) и прочностью на разрыв, листовой материал может проявлять как улучшенную прочность на разрыв, так и сцепление покрытия. По сути, листовой материал может проявлять соотношение сцепления, определенное как прочность на разрыв основы, деленное на сцепление покрытия, не больше чем 142,5, например не больше чем 100, не больше чем 85 или даже не больше чем 75.
В дополнительном примере листовой материал проявляет низкую проницаемость. В частности, листовой материал не является пористым, или слои, которые могут быть пористыми, такие как слой, включающий смесь перфторполимер/силикон, включают поры, которые не являются существенно взаимосвязанными или размещены на этом слое. Например, листовой материал может иметь проницаемость не больше чем 0,001 куб.дюйм/мин, как измерено в соответствии с ASTM D737, такой как имеющий проницаемость приблизительно 0 куб.дюйм/мин в пределах чувствительности измеряющего устройства. По сути, листовой материал может быть непроницаемым. В конкретном примере, листовой материал, включающий слой армирования и слой, включающий смесь фторполимера/силикона, описанную выше, имеет проницаемость не больше чем 0,001 куб.дюйм/мин.
В дополнительном примере листовой материал проявляет низкую проницаемость, когда подвергается действию углеводородов и растворителя. Например, паропроницаемость (VTR) при измерении в соответствии с ASTM D814 под воздействием Топлива В была не больше чем 2,0 мг/с*м2, не больше чем 1,5 мг/с*м2, не больше чем 1,0 мг/с*м2, не больше чем 0,5 мг/с*м2 или даже не больше чем 0,3 мг/с*м2.
Для образования листового материала можно приготовить дисперсию, включающую смесь частиц перфторполимера и частицы предварительно отвержденного силиконового эластомера. Например, дисперсией может быть водная дисперсия. В конкретном примере дисперсию перфторполимера, такого как PTFE, смешивают с дисперсией предварительно отвержденного силиконового полимера. Силиконовый полимер может образовывать от 2 вес.% до 30 вес.% на основе твердых частиц дисперсии. Например, силиконовый полимер может образовывать от 5 вес.% до 30 вес.% твердых частиц дисперсий, например от 10 вес.% до 30 вес.%, от 10 вес.% до 25 вес.% или даже от 15 вес.% до 20 вес.% твердых частиц дисперсии. Перфторполимер может образовывать остаток твердых частиц дисперсии. Например, перфторполимер может образовывать от 70 вес.% до 98 вес.% содержания твердых частиц дисперсии, например от 75 вес.% до 90 вес.% или даже от 80 вес.% до 85 вес.% содержания твердых частиц дисперсии. Альтернативно, в дисперсию может быть включен наполнитель из твердых частиц. Например, наполнитель из твердых частиц может образовывать не больше чем 60 вес.% твердых частиц в дисперсии, например не больше чем 40 вес.%, не больше чем 15 вес.% или не больше чем 5 вес.%.
Носитель можно покрыть дисперсией при помощи процесса, такого как покрытие, наносимое погружением, покрытие, наносимое ножевым устройством, или отливка. Избыток материала можно вытереть, и покрытие высушить, и спечь или сплавить. Например, носитель может быть твердым материалом, который может быть способен отделяться от листового материала. В таком случае листовой материал, включающий слой смеси, может быть образован первым покрытием носителя, сушкой, и спеканием материала, и отделением материала от носителя для образования листового материала. В таком примере листовой материал не содержит слоя армирования.
В альтернативном варианте осуществления носитель может быть материалом армирования, который может быть покрыт дисперсией. Материал армирования может быть волокнистым армированием и, в частности, может быть покрытым волокнистым армированием. В конкретном варианте осуществления волокнистое армирование, такое как стекловолокно, может быть пропущено через водную дисперсию. Для образования факультативного покрытия перед покрытием смесью водная дисперсия может быть дисперсией перфторполимера без силикона. Например, материал армирования может быть пропущен через водную дисперсию PTFE. Волокнистое армирование, покрытое водной дисперсией, пропускают через устройство для вытирания, чтобы удалить избыток дисперсии перфторполимера, и пропускают через печь. Печью может быть, например, башенная печь с тремя зонами. В частности, башенная печь с тремя зонами может сплавлять покрытый материал. Например, первая зона может сушить дисперсию при температуре в диапазоне от 200°F до 300°F. Вторая зона может нагревать размещенный перфторполимер для удаления поверхностно-активных веществ и других добавок. В частности, вторая зона может нагревать размещенный перфторполимер при температуре в диапазоне от 500°F до 600°F. Третья зона может плавить, спекать или сплавлять перфторполимер. Например, третья зона может сплавлять перфторполимер при температуре в диапазоне от 680°F до 700°F.
В другом примере башня из трех зон может быть установлена для полусплавления покрытого материала. Например, первая зона может сушить дисперсию при температуре в диапазоне от 200°F до 300°F. Вторая зона может нагревать размещенный перфторполимер для удаления поверхностно-активных веществ и других добавок. В частности, вторая зона может нагревать размещенный перфторполимер при температуре в диапазоне от 500°F до 600°F. Третья зона может быть установлена на температуру ниже точки плавления перфторполимера. Например, третья зона может быть установлена на температуру в диапазоне от 550°F до 600°F.
Для размещения смешанной дисперсии, которая включает перфторполимер и силиконовый эластомер, способ можно повторить. Например, волокнистое армирование, такое как непокрытое волокнистое армирование или покрытое волокнистое армирование, можно пропустить через ванну с водной дисперсией, включающей смесь перфторполимера и силиконового эластомера. Избыток дисперсии можно удалить, применяя прибор для вытирания, такой как дозирующий валик, валик Bird, обмотанный проволокой дозирующий валик, стержневой аппликатор или другое подобное оборудование или их комбинация. Материал армирования, покрытый смешанной дисперсией, нагревают. Например, дисперсию можно нагревать для высушивания дисперсии, удаления поверхностно-активных веществ или других добавок и впоследствии, чтобы расплавить перфторполимер и отверждать предварительно отвержденный силиконовый полимер. В частности, покрытый материал армирования может проходить через башенную печь с тремя зонами, включая первую зону, которая сушит дисперсию при температуре в диапазоне от 200°F до 300°F. Вторая зона печи может удалять поверхностно-активные вещества и другие добавки из покрытия из нанесенной смеси при температуре в диапазоне от 500°F до 600°F. Третья зона может быть настроена для сплавления смеси, например плавления перфторполимера, или может быть настроена для образования полусплавленного слоя. Например, третья зона может быть настроена на температуру в диапазоне от 680°F до 700°F для сплавления материала. В другом примере третья зона может быть настроена на температуру в диапазоне от 550°F до 600°F для полусплавления слоя. Альтернативно, покрытие можно нагреть в печи, включающей одну зону, две зоны или больше. В конкретном примере покрытие можно высушить и спечь в два этапа.
Кроме того, особенно, когда внешний слой являлся полусплавленным слоем, листовой материал можно спрессовать или каландрировать. В примере, барабаны каландра могут быть настроены на температуру в диапазоне от 275°F до 400°F и давление между барабанами в диапазоне от 500 фунт/кв. дюйм до 4000 фунт/кв. дюйм. Впоследствии каландрированный листовой материал, включая полусплавленный слой или слои, можно подвергнуть условиям сплавления, таким как температура в диапазоне от 680°F до 700°F.
Кроме того, листовой материал может проходить через охлаждающую камеру повышенного давления, из которой он может быть направлен в последующий чан для погружения для начала образования дополнительного слоя пленки, в съемный аппарат, или свернут в рулон для хранения. В другом варианте осуществления образуют листы композиционного материала и впоследствии наслаивают поверх материала армирования. Эти листы могут быть дополнительно обработаны для связывания материала армирования. Например, листы материала могут быть ламинированы на материал армирования.
В конкретном примере материал армирования можно пропустить через эмульсию перфторполимера, такого как PTFE, и сплавить. Например, материал армирования можно пропустить через эмульсию один раз. В другом примере материал армирования можно пропустить второй раз или, факультативно, третий раз и сплавить. Каждое прохождение дает в результате дополнительную толщину, называемую в данном документе как прохождение. После нанесения слоя перфторполимера листовой материал можно пропустить через эмульсию, включающую смесь перфторполимера и силикона. Листовой материал можно пропустить через эмульсию смеси, по меньшей мере, раз. В частности, листовой материал можно пропустить через эмульсию смеси дважды или можно пропустить через эмульсию три или больше раз. После покрытия смеси поверх листового материала слой смеси можно сплавить. Альтернативно, слой смеси можно полусплавить, как описано выше, и можно каландрировать, прессовать или дополнительно обработать и впоследствии сплавить.
Факультативно, можно наносить дополнительные слои. Например, дополнительный слой или слои можно нанести на листовой материал прохождением листового материала через дополнительную эмульсию. В примере дополнительной эмульсией может быть эмульсия перфторполимера. В другом примере дополнительной эмульсией может быть эмульсия силикона. Прохождения, лежащие под дополнительными слоями, можно сплавить или полусплавить при покрытии дополнительным слоем. Дополнительный слой или слои можно сплавить или полусплавить. Дополнительный слой или слои можно каландрировать или по-другому обработать.
В конкретном примере полусплавленный слой, или слой смеси, или дополнительный слой можно прессовать для контакта с другим полусплавленным слоем другого листового материала или пленкой. В примере конструкцию можно сплавить для связывания листовых материалов или листового материала и пленки вместе. Например, дополнительный полусплавленный внешний слой PTFE можно прессовать или каландрировать для контакта с полусплавленным слоем PTFE второго листового материала или пленки и впоследствии сплавить. В другом примере полусплавленный слой смеси можно привести в контакт с полусплавленным слоем смеси или полусплавленным слоем перфторполимера второго листового материала или пленки и впоследствии сплавить.
В конкретном варианте осуществления листовой материал включает материал армирования, покрытый одним прохождением перфторполимера, такого как PTFE, который покрыт, по меньшей мере, одним прохождением и, вероятно, двумя прохождениями смеси. Каждый из слоев можно сплавить. Альтернативно, прохождения смеси могут быть полусплавленными, каландрированными и впоследствии сплавленными. В другом варианте осуществления листовой материал включает материал армирования, прохождение сплавленного перфторполимера, два прохождения сплавленной смеси и внешний слой, образованный из, по меньшей мере, одного прохождения полимера, такого как перфторполимер или силиконовый полимер. В примере внешний слой является сплавленным. В другом примере внешний слой является полусплавленным.
В дополнительном варианте осуществления внешний слой, который является полусплавленным, или слой смеси, который является полусплавленным, могут быть приведены в контакт с пленкой, такой как пленка, включающая перфторполимер или силикон. В примере пленкой является перфторполимерная пленка без дефектов, такая как PTFE пленка. В примере пленка имеет более однородную консистенцию, чем покрытие, и более низкую изменчивость свойств. Пример пленки включает зачищенную пленку, отлитую пленку или экструдированную пленку.
Примечательно, раскрыто, что дисперсия, включающая смесь перфторполимера и силиконового полимера, позволяет наносить более толстые покрытия однократным прохождением. Например, в однократном прохождении дисперсию смеси можно покрыть для образования покрытия, имеющего вес, по меньшей мере, 1,5 osy, например, по меньшей мере, 1,8 osy, по меньшей мере, 2,0 osy или даже, по меньшей мере, 2,4 osy. В общем, покрытия из PTFE, когда нанесены для образования слоев весом больше чем 1,0 osy, образуют трещины, деформации или неровности поверхности, если только покрытия не осуществляют многократными прохождениями.
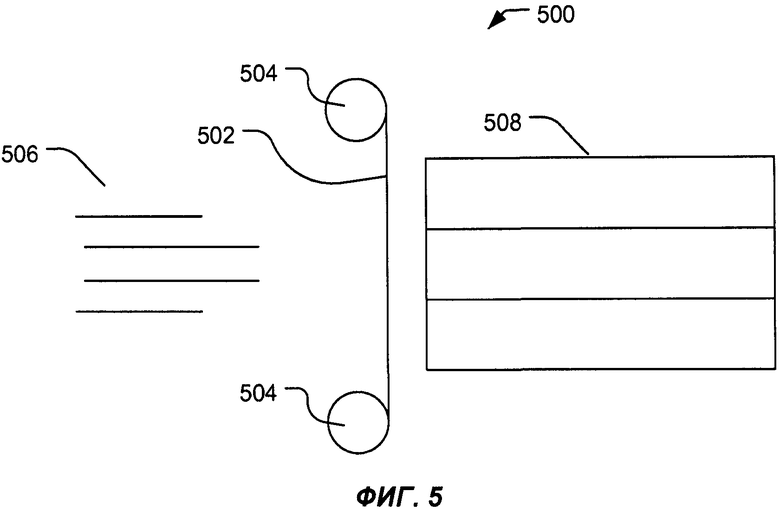
Ткань с покрытием, образованная при помощи такого способа, и как описано выше по отношению к Фиг.1-4, особенно хорошо подходит для применения в пленочных клапанах автомобильных HVAC. Например, как показано на Фиг.5 и Фиг.6, листовой материал 502, образованный, как описано выше, может особенно хорошо подходить в качестве пленочных клапанов. Например, в автомобильной HVAC системе 500, показанной на Фиг.5, пленочный клапан может проходить через валики 504. Пленочный клапан 502 может протягиваться через валики 504 к размещенным в линию отверстиям 608, 610 и 612, как показано на Фиг.6 с выходными отверстиями 508. В зависимости от выравнивания отверстий 608, 610 и 612 с выходными отверстиями 508, источник воздуха, такой как вентилятор, может направлять воздух через пленочный клапан 502 и в одно или больше выходные отверстия 508.
Преимущественно, варианты осуществления листового материала, описанные выше, проявляют желаемую гибкость и схватывание, а также другие желаемые признаки, которые делают листовой материал особенно хорошо подходящим для применения в автомобильных HVAC системах. Кроме того, варианты осуществления листового материала имеют большее звукопоглощение, чем ткань с покрытием PTFE, имеющая то же армирование.
В конкретном примере листовой материал проявляет желаемые свойства, включая прочность на разрыв и сопротивление сминанию и раздиру, а также соответствие, которое усиливает срок службы материала. По сути, листовой материал, в частности, подходит для применения как высокотемпературный антиадгезионный лист или как лента в промышленных применениях.
Например, при фотоэлектрическом ламинировании на антиадгезионную ткань (или в форме листа, или в форме ленты) воздействуют для некоторого соответствия несимметричным контурам фотоэлектрического элемента посредством вакуума или механического давления. Такая вынужденная структура может обуславливать искажение фотоэлектрического материала, что может вызывать сминания, которые приводят к дефектам в образованных фотоэлектрических ячейках. Кроме того, общепринятый материал может быть сильно ослаблен после повторяющихся циклов прессования и может пострадать из-за разрыва или разрыва. Настоящий листовой материал выдерживает повторяющиеся циклы прессования до потери антиадгезионных свойств, а не от механической неисправности. Усиленные физические свойства позволяют антиадгезионной ткани оставаться дольше на месте, сокращая количество замен, обусловленных преждевременным разрушением.
Кроме того, антиадгезионные применения опираются на физические свойства материала армирования, также как и на свойство, не допускающее прилипания перфторполимера. Такие применения включают другие операции ламинирования или прессования в текстильных изделиях, автомобильных и общих промышленных применениях. Запечатывание пластиковой упаковки, или жесткие формы, как упаковки батарей, или в тонкие гибкие пленки, которые заключают туалетную бумагу и бумажные полотенца, извлекает пользу из высокоулучшенной прочности на растяжение, более высокой прочности на разрыв при сминании и разрыве, а также улучшенного соответствия настоящего листового материала, поскольку антиадгезионные листы и опоясывающие продукты, посредством которых применяется теплота для образования или упаковки этих материалов, соответствуют неравномерным формам и материалам различной твердости (т.е. середина туалетной бумаги или бумажного полотенца относительно самой туалетной бумаги). Дополнительно, покрытые клеем продукты самоклеящейся ленты используются в подобных применениях и часто соответствуют неровным запечатываемым теплом зажимам, проволокам или пресс-формам. В отличие от обычных листовых материалов настоящий листовой материал используют в применениях, где антиадгезионная ткань или лента не сохраняются в плоскостной форме. В таких применениях, настоящий листовой материал проявляет повышенный пригодный срок антиадгезионного действия.
В дополнительном примере настоящий листовой материал может применяться в облицовке изолятора, применениях эластичных баллонов, компенсирующих стыках, HVAC контрольных пленках, фотоэлектрических антиадгезионных листах и уплотнениях плавающей крыши. Варианты осуществления, включающие силикон пищевого качества, могут также применяться в пищевой промышленности и сфере общественного питания, например, как коврики, предохраняющие от проливания, или промышленные ленточные конвейеры для готовки, среди других аппаратов для приготовления пищи.
ПРИМЕРЫ
Пример 1
Образец стекловолоконной ткани промышленного вида 1080, серовато-бежевую в конце, весом 1,38 унций на квадратный ярд (osy) после тепловой очистки, с толщиной 2,1 мил, слегка покрыли сплавленной PTFE смолой протягиванием ткани через ванну водной дисперсии PTFE, DuPont ТЕ-3859, разбавили водой до удельной плотности 1,25. Ткань с покрытием пропустили через устройство для вытирания для удаления избытка дисперсии PTFE и пропустили через башенную печь с тремя зонами, которая в первой зоне сушит дисперсию при температуре в диапазоне от 200°F до 300°F, во второй зоне нагревает размещенную смолу PTFE при температуре в диапазоне от 500°F до 600°F и в третьей зона плавит PTFE при температуре в диапазоне от 680°F до 700°F. Ткань с покрытием весит приблизительно 2,02 osy.
Второе покрытие из дисперсионной смеси дисперсии PTFE DuPont ТЕ-3859 и дисперсии силиконовой смолы, Wacker Silicones Finish СТ27Е (Wacker Silicones, Эйдриан, Мичиган) наносят на ткань с покрытием с помощью протягивания ткани с покрытием через дисперсию и вытирания избытка дисперсии с ткани с покрытием. Дисперсионную смесь готовят с помощью объединения при простом перемешивании приблизительно 131 части по весу (pbw) DuPont ТЕ-3859 с приблизительно 31 pbw Wacker СТ27Е. Смесь не разбавляют водой.
Покрытие, включающее приблизительно 80 весовых процентов PTFE и 20 весовых процентов силиконового каучука, наносят с применением способа, описанного выше, за исключением того, что устройство для вытирания было модифицировано, чтобы позволить нанесение большего веса состава покрытия. Последующий общий вес ткани с покрытием равен 4,24 osy и составляет 0,0035 дюймов в толщину.
Второй образец готовят с применением подобного двухэтапного способа, стекловолоконная ткань промышленного вида 2116, серовато-бежевой в конце, весом после тепловой очистки 3,13 osy, с толщиной 3,7 мил. Промежуточная ткань с покрытием PTFE весит приблизительно 3,79 osy, и готовый продукт весит приблизительно 6,24 osy. Готовый продукт является приблизительно 0,0052 дюйма толщиной.
Измеряют конечную толщину, конечный вес и коэффициент трения двух образцов. Кроме того, два образца исследуют на прочность на разрыв, нагрузку, трапецеидальную прочность на раздир и сцепление покрытия, как показано в таблице 1.
Пример 2
Дополнительный образец приготовлен с применением способа, описанного в Примере 1. Базовой тканью является стекловолоконная ткань промышленного вида 7628, имеющая стандартный вес 5,94 osy после очистки. Наносят исходное покрытие PTFE, как описано по отношению к Примеру 1. Смесь композиции покрытия, описанную выше, наносят в три прохождения. Вес ткани перед нанесением смеси покрытия составляет 7,3 osy и каждого из трех последующих прохождений составляет 9,06 osy, 11,57 osy и 12,39 osy соответственно. Конечная толщина пленки составляет 0,0103 дюйма.
Образец (Образец 3) сравнивают со стандартной 10 мил PTFE пленкой (PTFE CF210) на основе той же базовой ткани. Образец и сравнительный образец испытываются на жесткость по Герли, трапецеидальную прочность на раздир (ASTM D751) и коэффициент зеркального отражения (ASTM Е424).
Кроме того, для проявления более низкой жесткости по Герли в обоих направлениях относительно сравнительного образца образец смеси проявляет более низкое различие между жесткостью в направлении обработки в сравнении с жесткостью в поперечном направлении. В частности, соотношение жесткостей по Герли между направлениями меньше чем 1,0, т.е., 0,97, тогда как сравнительный образец проявляет соотношение жесткостей по Герли между направлениями существенно больше чем 1,0. Аналогично, прочность на раздир образца выше, чем у сравнительного образца, и соотношение между направлениями составляет около 1. Коэффициент зеркального отражения смеси образца ниже. Дополнительные покрытия можно применять для управления отражательной способностью.
Тогда как на значение жесткости по Герли и трапецеидальную прочность на раздир может влиять стекловолоконная ткань 7628, изменение относительно ткани с покрытием PTFE, и соотношения направлений представляют неожиданное и желаемое улучшение.
Пример 3
Образцы и сравнительные образцы приготовлены с применением стекловолоконной ткани промышленного стандарта 1528. Образцы покрывают в прохождениях, которые являются сплавленными. Образцы и сравнительные образцы испытываются на механические свойства, включая трапецеидальную прочность на раздир в направлении обработки, трапецеидальную прочность на раздир в поперечном направлении, прочность на разрыв основы (в направлении обработки), прочность на разрыв заполнения (в поперечном направлении), сохранение прочности и сцепление покрытия.
Сравнительные образцы (Сравнительные образцы 1 и 2) готовятся повторяющимися прохождениями стекловолоконной ткани 1528 через эмульсию PTFE для образования листового материала, имеющего вес 13,5 osy. Покрытие PTFE является сплавленным.
Первый образец (Образец 4) готовят нанесением одного сплавленного прохождения прозрачного PTFE на стекловолоконную ткань 1528 с последующими двумя полусплавленными прохождениями смеси PTFE и 20 вес.% силикона, образованной, как написано по отношению к Примеру 1. После нанесения полусплавленных прохождений слой смеси сплавляют. Одно прохождение сплавленного PTFE наносят поверх слоя смеси.
Второй образец (Образец 5) включает стекловолоконную ткань 1528 и прохождение сплавленного прозрачного PTFE, покрытого тремя прохождениями полусплавленной смеси, включающей 10% силикона. Полусплавленные прохождения сплавляют для образования слоя смеси, который впоследствии покрывают слоем сплавленного прозрачного PTFE.
Третий образец (Образец 6) включает стекловолоконную ткань 1528 и два прохождения сплавленного прозрачного PTFE, покрытого двумя прохождениями полусплавленной смеси, включающей 20% силикона. Полусплавленные прохождения каландрируют и сплавляют для образования слоя смеси, который впоследствии покрывают слоем сплавленного прозрачного PTFE.
Четвертый образец (Образец 7) включает стекловолоконную ткань 1528 и два прохождения сплавленного прозрачного PTFE, покрытого двумя прохождениями полусплавленной смеси, включающей 20% силикона. Полусплавленные прохождения каландрируют и сплавляют для образования слоя смеси, который впоследствии покрывают слоем сплавленного прозрачного PTFE. Образец, кроме того, подвергают дополнительному каландрированию.
Пятый образец (Образец 8) включает стекловолоконную ткань 1528 и одно прохождение сплавленного прозрачного PTFE, покрытого двумя прохождениями полусплавленной смеси, включающей 20% силикона. Полусплавленные прохождения покрывают полусплавленным слоем прозрачного PTFE. Материал подвергают каландрированию с последующим сплавлением. Дополнительное прохождение прозрачного PTFE сплавляют с материалом.
В таблице 3 показан вес и механические свойства образцов и сравнительных образцов. Как показано, образцы проявляют желаемое улучшение прочности на разрыв. Кроме того, образцы проявляют желаемое соотношение сцепления и сохранение прочности.
Пример 4
Образцы и сравнительные образцы готовят с применением стекловолоконной ткани промышленного стандарта 7628. Образцы покрывают в прохождениях, которые являются сплавленными. Образцы и сравнительные образцы испытываются на механические свойства, включая трапецеидальную прочность на раздир в направлении обработки, трапецеидальную прочность на раздир в поперечном направлении, прочность на разрыв основы (в направлении обработки), прочность на разрыв заполнения (в поперечном направлении), сохранение прочности и сцепление покрытия.
Сравнительные образцы (Сравнительные образцы 3 и 4) готовят повторяемыми прохождениями стекловолоконной ткани 7628 через эмульсию PTFE для образования листового материала, имеющего вес 12,7 osy. Покрытие PTFE является сплавленным.
Первый образец (Образец 9) готовят нанесением двух прохождений прозрачного PTFE, которые являются сплавленными со стекловолоконной тканью 7628 с последующими тремя полусплавленными прохождениями смеси PTFE и 20 вес.% силикона. После нанесения полусплавленных прохождений слой смеси сплавляют. Одно прохождение сплавленного PTFE наносят поверх слоя смеси.
Второй образец (Образец 10) включает стекловолоконную ткань 7628 и прохождение сплавленного прозрачного PTFE, покрытого двумя прохождениями полусплавленной смеси, включающей 20 вес.% силикона. Полусплавленные прохождения покрыты полусплавленным слоем прозрачного PTFE и каландрированы. Каландрированный листовой материал сплавляют после нанесения прохождения сплавленного прозрачного PTFE.
В таблице 4 показан вес и механические свойства образцов и сравнительных образцов. Как показано, образцы проявляют желаемую прочность на разрыв и желаемое сохранение прочности и соотношение сцепления.
Пример 5
Образцы готовят, применяя стекловолоконную ткань 7628 или стекловолоконную ткань 1564. На стекловолоконную ткань наносят прозрачное PTFE покрытие и сплавляют с последующим покрытием за одно прохождение смесью, включающей 20 вес.% силикона и PTFE, которое является полусплавленным. Пленку PTFE толщиной 1 мил ламинируют на полусплавленный слой смеси и конструкцию сплавляют.
Пример 6
Образцы готовят, применяя стекловолоконную ткань 7628 или стекловолоконную ткань 1528. На стекловолоконную ткань наносят прозрачное PTFE покрытие и сплавляют с последующим покрытием за два прохождения смесью, включающей или 5 вес.%, или 10 вес.% силикона и PTFE, которую впоследствии сплавляют. Наносят прохождение прозрачного PTFE на слой смеси и сплавляют.
Пример 7
Образцы формируют в соответствии с Примером 5. Образец 11 включает серовато-бежевую стекловолоконную ткань 7628, а Образец 12 включает серовато-бежевую стекловолоконную ткань 1564. Свойства образцов сравнивают с CPI-10 42,5'' (С5) и CPI-18 42,5" (С6), оба доступны от Saint-Gobain. В таблице 5 показаны свойства.
Как показано в таблице 5, Образцы 11 и 12 проявляют низкую проницаемость, когда подвергаются действию топлива В. Кроме того, Образцы 11 и 12 проявляют желаемые механические свойства относительно сравнительных образцов.
В конкретном варианте осуществления ткань с покрытием включает армирование, первое покрытие, размещенное на армировании, и второе покрытие, размещенное на первом покрытии. Первое покрытие включает перфторполимер. Второе покрытие включает перфторполимер и силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%. В примере диапазон силиконового полимера составляет от 10 вес.% до 25 вес.%, например от 15 вес.% до 20 вес.%.
В примере ткань с покрытием может включать третье покрытие на втором покрытии. Третье покрытие может включать фторполимер, такой как перфторполимер. В другом примере третье покрытие может включать силикон.
В дополнительном примере ткань с покрытием имеет жесткость по Герли в направлении обработки не больше чем 550, например не больше чем 525 или не больше чем 500. В дополнительном примере ткань с покрытием имеет жесткость по Герли в поперечном направлении не больше чем 800, например не больше чем 600 или не больше чем 500. Кроме того, ткань с покрытием может иметь соотношение жесткостей по Герли между направлениями не больше чем 1,3, например не больше чем 1,1 или не больше чем 1,0.
В дополнительном примере ткань с покрытием имеет трапецеидальную прочность на раздир в направлении обработки, по меньшей мере, 13 фунтов, например, по меньшей мере, 16 фунтов, по меньшей мере, 20 фунтов, по меньшей мере, 22 фунта или, по меньшей мере, 25 фунтов. В другом примере ткань с покрытием имеет трапецеидальную прочность на раздир в поперечном направлении, по меньшей мере, 11 фунтов, например, по меньшей мере, 13 фунтов, по меньшей мере, 16 фунтов или, по меньшей мере, 20 фунтов. Кроме того, покрытая ткань может иметь соотношение прочностей на раздир между направлениями, по меньшей мере, 0,77, например, по меньшей мере, 0,81 или, по меньшей мере, 0,85. Кроме того, ткань с покрытием может проявлять коэффициент на раздир, по меньшей мере, 25%.
В дополнительном примере ткань с покрытием имеет коэффициент зеркального отражения не больше чем 0,5%, например не больше чем 0,2%. Кроме того, ткань с покрытием может иметь коэффициент трения не больше чем 0,2. Кроме того, ткань с покрытием может иметь сцепление покрытия, по меньшей мере, 1,8 фунт/дюйм, например, по меньшей мере, 2,0 фунт/дюйм или, по меньшей мере, 2,5 фунт/дюйм.
В другом примере ткань с покрытием может иметь прочность на разрыв основы, по меньшей мере, 270 фунт/дюйм, например, по меньшей мере, 290 фунт/дюйм. Кроме того, прочность на разрыв заполнения может быть, по меньшей мере, 200 фунт/дюйм. Ткань с покрытием может проявлять сохранение прочности, по меньшей мере, 25%, например, по меньшей мере, 35%. Кроме того, ткань с покрытием может проявлять соотношение сцепления не больше чем 142,5, например не больше чем 100.
В примере перфторполимер включает PTFE, HFP, FEP, PFA или их комбинацию. В конкретном примере перфторполимер включает политетрафторэтилен. В дополнительном примере силиконовый полимер получен из дисперсии предварительно отвержденного силиконового полимера, такого как полимеризированный конденсационной полимеризацей силикон.
В конкретном примере первое покрытие наносят в количестве, по меньшей мере, 0,5 osy. В другом примере второе покрытие наносят в количестве, по меньшей мере, 1,5 osy, например, по меньшей мере, 1,8 osy, по меньшей мере, 2,0 osy или, по меньшей мере, 2,4 osy. Общий вес ткани с покрытием может быть, по меньшей мере, 4,0 osy, например, по меньшей мере, 4,5 osy или, по меньшей мере, 6,0 osy.
В другом варианте осуществления листовой материал включает смесь перфторполимера и силиконового полимера. Смесь включает силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%. Листовой материал имеет соотношение жесткостей по Герли между направлениями не больше чем 1,3.
В дополнительном варианте осуществления листовой материал включает смесь перфторполимера и силиконового полимера. Смесь включает силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%. Листовой материал имеет соотношение прочностей на раздир между направлениями, по меньшей мере, 0,77.
В дополнительном варианте осуществления листовой материал включает смесь перфторполимера и силиконового полимера. Смесь включает силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%. Листовой материал имеет общую толщину, по меньшей мере, 9 мил и жесткость по Герли не больше чем 550.
В другом варианте осуществления система вентиляции включает множество трубок, каждая имеет отверстие, и включает пленку, имеющую множество отверстий. Пленка является подвижной для выравнивания, по меньшей мере, одного отверстия с отверстием, по меньшей мере, одной трубки из множества трубок. Пленка включает смесь перфторполимера и силиконового полимера. Смесь включает силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%.
В дополнительном варианте осуществления способ образования листового материала включает покрытие армирования первым покрытием, включающим перфторполимер, для образования первого промежуточного изделия, покрытие первого промежуточного изделия вторым покрытием, включающим дисперсию полимеров, для образования второго промежуточного изделия, и спекание второго промежуточного изделия. Дисперсия полимеров включает перфторполимер и силиконовый полимер. Дисперсия включает силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.% на основе общего веса твердых частиц в дисперсии полимеров.
В примере покрытие первого промежуточного изделия вторым покрытием включает покрытие первого промежуточного изделия, по меньшей мере, 2,0 osy второго покрытия за один этап. В дополнительном примере покрытие первого промежуточного изделие вторым покрытием включает покрытие первого промежуточного изделия, по меньшей мере, 2,4 osy второго покрытия за один этап.
В дополнительном варианте осуществления способ образования листового материала включает покрытие носителя, по меньшей мере, 2,0 osy дисперсии полимеров, включающей перфторполимер и силиконовый полимер. Силиконовый полимер образует от 2 вес.% до 30 вес.% содержания твердых частиц дисперсии. Способ, кроме того, включает сушку дисперсии полимеров и спекание высушенной дисперсии полимеров.
В примере носитель образует носитель с поперечным армированием, который включен в листовой материал. В дополнительном примере носитель включает волокнистый материал армирования. В дополнительном примере носитель включает волокнистый материал армирования, покрытый перфторполимером. В другом примере носитель является подложкой, отделимой от покрытия, и способ, кроме того, дополнительно включает отслаивание покрытия от носителя.
В дополнительном варианте осуществления листовой материал включает смесь полимеров, включающую перфторполимер и силиконовый полимер. Смесь полимеров включает силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%. В примере листовой материал дополнительно включает слой армирования, смесь полимеров, размещенную на слое армирования. В дополнительном примере слой армирования включает волокнистый материал армирования. Кроме того, слой армирования может включать волокнистый материал армирования, покрытый перфторполимером.
В дополнительном варианте осуществления ткань с покрытием включает материал армирования и покрытие, лежащее поверх материала армирования. Покрытие включает перфторполимер и силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%. Ткань с покрытием имеет проницаемость не больше чем 0,001 куб.дюйм/мин. В примере ткань с покрытием является, по сути, непроницаемой.
В примере диапазон силиконового полимера составляет от 10 вес.% до 25 вес.%, например от 15 вес.% до 20 вес.%. В другом примере ткань с покрытием имеет трапецеидальную прочность на раздир в направлении обработки, по меньшей мере, 13 фунтов. В дополнительном примере ткань с покрытием имеет сцепление покрытия, по меньшей мере, 1,8 фунт/дюйм. В дополнительном примере ткань с покрытием проявляет сохранение прочности, по меньшей мере, 25%.
В конкретном примере перфторполимер включает политетрафторэтилен (PTFE), гексафторпропилен (HFP), фторированный этиленпропилен (FEP), перфторалкилвиниловый эфир (PFA), их комбинацию. Например, перфторполимер включает политетрафторэтилен (PTFE). Силиконовый полимер может быть получен из дисперсии предварительно отвержденного силиконового полимера. В частности, силикон может быть полимеризированным конденсацией силиконом.
В другом варианте осуществления листовой материал включает один слой. Один слой включает смесь полимеров, включающую перфторполимер и силиконовый полимер. Смесь полимеров включает силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%.
В дополнительном варианте осуществления способ образования покрытой ткани включает распределение ткани и нанесение покрытия из первой эмульсии на ткань. Первая эмульсия включает перфторполимер. Способ также включает сплавление покрытия из первой эмульсии для образования первого слоя и нанесение покрытия из второй эмульсии на покрытие из первой эмульсии. Покрытие из второй эмульсии включает смесь перфторполимера и силиконового полимера в количестве в диапазоне от 2 вес.% до 30 вес.%. Способ, кроме того, включает сплавление покрытия из второй эмульсии для образования второго слоя.
В примере способ дополнительно включает полусплавление покрытия из второй эмульсии, следующее за нанесением покрытия из второй эмульсии и перед сплавлением покрытия из второй эмульсии. Кроме того, способ может, кроме того, включать каландрирование покрытия из второй эмульсии после полусплавления покрытия из второй эмульсии. Кроме того, способ может включать контактирование покрытия из второй эмульсии с перфторполимерной пленкой после полусплавления покрытия из второй эмульсии, где сплавление покрытия из второй эмульсии включает сплавление покрытия из второй эмульсии при контакте с перфторполимерной пленкой.
В другом примере способ дополнительно включает нанесение покрытия из третьей эмульсии на покрытие из второй эмульсии. В примере покрытие из третьей эмульсии включает перфторполимер. В другом примере покрытие из третьей эмульсии включает силикон.
Кроме того, способ может включать полусплавление покрытия из третьей эмульсии, контактирование покрытия из третьей эмульсии с пленкой и сплавление покрытия из третьей эмульсии при контакте с пленкой. Способ также может включать полусплавление покрытия из третьей эмульсии, каландрирование покрытия из третьей эмульсии и сплавление покрытия из третьей эмульсии. Кроме того, нанесение покрытия из третьей эмульсии может включать нанесение покрытия из третьей эмульсии на покрытие из второй эмульсии, тогда как покрытие из второй эмульсии находится в полусплавленном состоянии.
Как применяется в данном описании, выражения "поверх" или "сверху" при использовании по отношению к положению указывают на положение, сравнительно более близкое к внешней поверхности листового материала при отдалении от материала армирования, при наличии.
Отмечено, что не все функции, описанные выше в общем описании или примерах, являются обязательными, что часть конкретной функции может не быть обязательной и что одну или больше дополнительные функции могут быть осуществлены дополнительно к описанным. Кроме того, порядок, в котором перечислены функции, не является необходимым порядком, в котором они осуществляются.
В вышеупомянутом описании были описаны идеи, ссылаясь на конкретные варианты осуществления. Однако специалист данной области отметит, что различные модификации и изменения могут быть сделаны без отклонения от объема изобретения, как изложено в формуле изобретения ниже. Соответственно, описание и фигуры следует оценивать скорее в иллюстративном, чем в ограничительном смысле, и все такие модификации предназначены быть включенными в объем изобретения.
Как применяется в данном описании, выражения "включает", "включающий", "содержит", "содержащий", "имеет", "имеющий" или любая другая их вариация предназначены охватывать не-исключающее включение. Например, процесс, способ, изделие или аппарат, которые включают список признаков, не обязательно ограничены только этими признаками, а могут включать другие признаки, которые явно не перечислены или присущи такому процессу, способу, изделию или аппарату. Кроме того, если явно утверждается иное, "или" относится к включающему-или, а не к исключающему-или. Например, условие А или В удовлетворяется одним из следующего: А верно (или присутствует) и В ложно (или не присутствует), А ложно (или не присутствует) и В верно (или присутствует) и оба А и В верны (или присутствуют).
Также применение форм единственного числа употребляется для описания элементов и компонентов, описанных в данном описании. Это сделано только для удобства и для получения общего смысла объема изобретения. Это описание следует читать как включающий одно или, по меньшей мере, одно, и форма единственного числа также включает множественное, если очевидно оно не означает иное.
Польза, другие преимущества и решения проблем были описаны выше относительно конкретных вариантов осуществления. Однако польза, преимущества, решения проблем и любой признак(-и), которые могут вызывать возникновение любой пользы, преимущества или решения, встречающиеся или становящиеся более явными, не должны рассматриваться как решающий, обязательный или важнейший признак любого пункта или всех пунктов формулы изобретения.
После прочтения описания специалисты отметят, что определенные признаки, для ясности описанные в данном описании в контексте отдельных вариантов осуществления, могут быть также обеспечены в комбинации в одном варианте осуществления. Наоборот, различные признаки, которые для краткости описаны в контексте одного варианта осуществления, могут также быть обеспечены отдельно или в любой подкомбинации. Кроме того, ссылки на значения, указанные в диапазонах, включают всякое и каждое значение в этом диапазоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ МЯСНОГО ПРОДУКТА | 2010 |
|
RU2569249C2 |
| АНТИАДГЕЗИОННЫЙ МАТЕРИАЛ И УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ | 2010 |
|
RU2515995C2 |
| ЛЕНТА КОНВЕЙЕРА ДЛЯ ЖАРКИ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2011 |
|
RU2524890C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПИЩЕВОГО ПРОДУКТА И СПОСОБ ФОРМИРОВАНИЯ ЛЕНТЫ КОНТЕЙНЕРА ДЛЯ ЖАРКИ | 2014 |
|
RU2571341C1 |
| ИЗДЕЛИЕ С ФТОРПОЛИМЕРНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2469141C2 |
| ЧАСТИЦА, ОБЛАДАЮЩАЯ СТРУКТУРОЙ ТИПА "ЯДРО-ОБОЛОЧКА", ДИСПЕРСИЯ И ПОРОШОК | 2018 |
|
RU2756456C1 |
| ЛЕГКИЕ ИЗНОСОСТОЙКИЕ УКРЫТИЯ И СЛОИСТЫЕ МАТЕРИАЛЫ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2514062C2 |
| СПОСОБ СНИЖЕНИЯ АБРАЗИВНОГО ИЗНОСА СТЕКЛОВОЛОКОННОЙ ПРЯДИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ТКАНИ | 1999 |
|
RU2212382C2 |
| КОМПОЗИТ ДЛЯ АРМИРОВАНИЯ АСФАЛЬТОВОГО ДОРОЖНОГО ПОКРЫТИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2425189C1 |
| ФТОРПОЛИМЕРНЫЙ СОДЕРЖАЩИЙ ПОРОШКОВЫЙ НАПОЛНИТЕЛЬ ЗАЩИТНЫЙ ЛИСТ | 2010 |
|
RU2508202C2 |



Ткань с покрытием включает армирование, первое покрытие, расположенное на армировании, и второе покрытие, расположенное на первом покрытии. Первое покрытие включает перфторполимер. Второе покрытие включает перфторполимер и силиконовый полимер в количестве в диапазоне от 2 вес.% до 30 вес.%. На втором покрытии расположено третье покрытие. Полученный тканый листовой материал характеризуется хорошими эксплуатационными свойствами 2 н. и 12 з.п. ф-лы, 6 ил., 5 табл, 7 пр.
1. Ткань с покрытием, включающая:
армирование;
первое покрытие на армировании, включающее перфторполимер;
второе покрытие на первом покрытии, включающее перфторполимер и
силиконовый полимер в количестве от 2 вес.% до 30 вес.%; и третье покрытие на втором покрытии.
2. Ткань с покрытием по п.1, в которой третье покрытие включает фторполимер.
3. Ткань с покрытием по п.1, в которой третье покрытие включает силикон.
4. Ткань с покрытием по любому из пп.1-3, которая имеет сцепление покрытия, по меньшей мере, 0,32 кг/см.
5. Ткань с покрытием по любому из пп.1-3, которая имеет сохранение прочности, по меньшей мере, 25%.
6. Ткань с покрытием по любому из пп.1-3, которая имеет коэффициент трения не больше чем 0,2.
7. Ткань с покрытием по одному из пп.1-3, в которой перфторполимер включает политетрафторэтилен (PTFE), гексафторпропилен (HFP), фторированный этиленпропилен (FEP), перфторалкилвиниловый эфир (PFA) и их комбинацию.
8. Ткань с покрытием по п.7, в которой перфторполимер включает политетрафторэтилен (PTFE).
9. Ткань с покрытием по любому из пп.1-3, в которой силиконовый полимер является полученным из дисперсии предварительно отвержденного силиконового полимера.
10. Ткань с покрытием по любому из пп.1-3, в которой первое покрытие нанесено в количестве, по меньшей мере, 0,5 osy.
11. Ткань с покрытием по любому из пп.1-3, имеющая общий вес, по меньшей мере, 4,0 osy.
12. Ткань с покрытием по любому из пп.1-3, которая имеет проницаемость не больше чем 0,001 куб. дюйм/мин при измерении в соответствии с ASTM D737.
13. Способ изготовления листового материала, включающий:
покрытие армирования первым покрытием, включающим
перфторполимер для образования первого промежуточного изделия;
покрытие первого промежуточного изделия вторым покрытием,
включающим дисперсию полимеров для образования второго промежуточного изделия, дисперсия полимеров включает перфторполимер и силиконовый полимер в количестве от 2 вес.% до 30 вес.% от общего веса твердых частиц в дисперсии полимеров;
спекание второго промежуточного изделия; и нанесение на второе промежуточное изделие третьего покрытия.
14. Способ по п.13, в котором покрытие первого промежуточного изделия вторым покрытием включает покрытие первого промежуточного изделия, по меньшей мере, 2,0 osy второго покрытия за один этап.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 5230937 A, 27.07.1993 | |||
| US 5941172 A, 24.08.1999 | |||
| US 4532054 A, 30.07.1985 | |||
| US 4699841 A, 13.10.1987 | |||
| ЗАЩИТНОЕ ОБМУНДИРОВАНИЕ ДЛЯ ПОЖАРНЫХ | 2002 |
|
RU2213596C1 |

