ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0001] Изобретение в целом относится к роторным машинам. Более конкретно, изобретение относится к способам сборки двух роторов, имеющих несовпадающие фланцевые отверстия.
[0002] В обычной роторной машине главный ротор вращается и приводит в движение ряд узлов (либо приводится ими в движение). Главный ротор соединяют с другим (управляющим) ротором посредством сопряженных концевых фланцев, используя болты, проходящие через совпадающие отверстия, выполненные обычно по окружности вокруг фланцев. Может возникнуть ситуация, при которой отверстия, выполненные во фланце одного из роторов, отличаются по размеру или не совмещаются с фланцевыми отверстиями другого ротора.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0003] В первом аспекте изобретения предложен способ сборки первого и второго роторов, во фланцах которых выполнены несовпадающие отверстия, включающий: выполнение охватываемого выступа по существу в центре фланца первого ротора; выполнение охватывающего отверстия, соответствующего охватываемому выступу, по существу в центре фланца второго ротора; установку стержня, имеющего по меньшей мере на части резьбу, в каждое из разнесенных по окружности отверстий, выполненных во фланце первого ротора; сопряжение охватываемого выступа и охватывающего отверстия и проведение указанных стержней через соответствующие отверстия, выполненные во фланце второго ротора; постепенное подтягивание друг к другу первого и второго роторов путем навинчивания муфты с внутренней резьбой на каждый из указанных стержней, обеспечивая при этом размещение на одной оси фланцев первого и второго роторов путем периодического измерения осевого положения фланцев относительно точки отсчета; при нахождении фланцев первого и второго роторов в контакте проведение механической обработки отверстия, выполненного во фланце первого ротора, или отверстия, выполненного во фланце второго ротора, или обоих этих отверстий с обеспечением комплементарности фланцевых отверстий; удаление указанных стержней и сборку первого ротора со вторым ротором путем установки крепежного элемента в каждую пару совпадающих фланцевых отверстий.
[0004] Во втором аспекте изобретения предложен способ сборки главного ротора и ротора управления, фланцы которых имеют несовпадающие отверстия, включающий: выполнение охватываемого выступа по существу в центре первого одного из фланцев главного ротора и ротора управления; выполнение охватывающего отверстия, соответствующего охватываемому выступу, по существу в центре первого другого из фланцев главного ротора и ротора управления; установку стержня, имеющего по меньшей мере на части резьбу, в каждое из разнесенных по окружности отверстий, выполненных во втором одном из фланцев главного ротора и ротора управления; сопряжение охватываемого выступа и охватывающего отверстия и проведение указанных стержней через соответствующие отверстия, выполненные во втором другом из фланцев главного ротора и ротора управления; постепенное подтягивание друг к другу главного ротора и ротора управления путем навинчивания муфты с внутренней резьбой на каждый из указанных стержней, обеспечивая при этом размещение на одной оси фланцев главного ротора и ротора управления путем периодического измерения осевого положения фланцев относительно точки отсчета; при нахождении фланцев главного ротора и ротора управления в контакте проведение механической обработки отверстия, выполненного во фланце первого ротора, или отверстия, выполненного во фланце второго ротора, или обоих этих отверстий с обеспечением комплементарности фланцевых отверстий; удаление указанных стержней и сборку главного ротора с ротором управления путем установки крепежного элемента в каждую пару совпадающих фланцевых отверстий.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0005] Эти и другие характерные особенности данного изобретения станут более понятными из приведенного ниже подробного описания различных аспектов изобретения со ссылкой на прилагаемые чертежи, на которых изображены разные варианты выполнения изобретения и на которых:
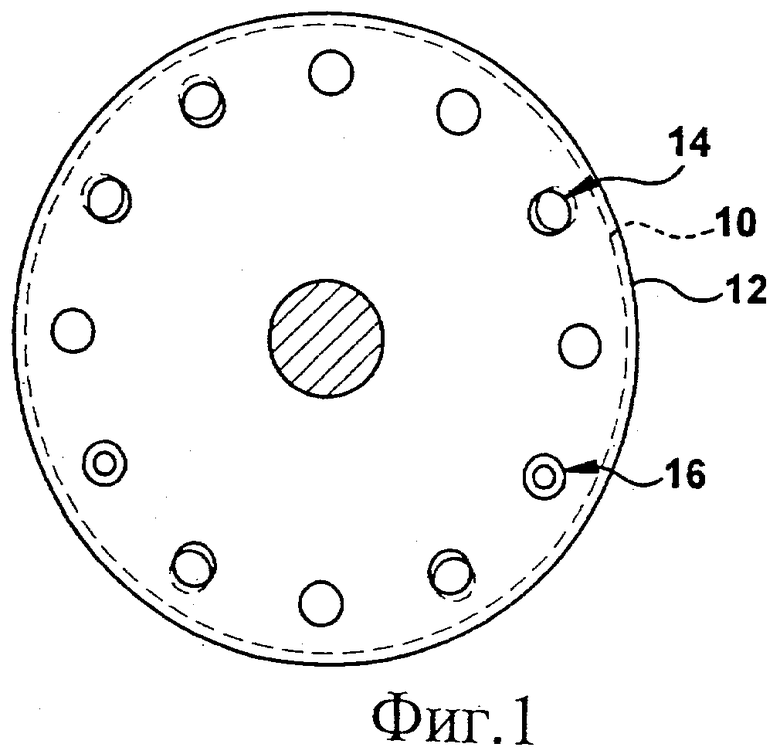
[0006] Фиг.1 изображает разрез роторных фланцев, имеющих несовпадающие отверстия.
[0007] Фиг.2 - Фиг.6 изображают виды в аксонометрии, иллюстрирующие варианты выполнения предложенного способа сборки роторов, имеющих несовпадающие фланцевые отверстия.
[0008] Отметим, что чертежи выполнены не в масштабе. Чертежи отражают лишь типичные аспекты изобретения и, таким образом, не должны считаться ограничивающими рамки изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0009] В вариантах выполнения данного изобретения предложен способ сборки роторов, имеющих несовпадающие фланцевые отверстия. Ниже описан по меньшей мере один вариант выполнения данного изобретения со ссылкой на его применение в связи с турбомашиной в виде паровой турбины и ее работой. Тем не менее, специалистам, знакомым с идеями, изложенными в данном документе, очевидно, что варианты выполнения данного изобретения можно применить к любой соответствующей роторной машине, такой как турбина и/или двигатель.
[0010] На Фиг.1 изображен разрез одного роторного фланца 10 и второго роторного фланца 12, имеющих несовпадающие отверстия, например, по причине их несовмещения (как в паре 14) или разных размеров (как в паре 16). Указанная ситуация может, к примеру, возникнуть в процессе обслуживания такой турбомашины, как паровая турбина. В данном случае ротор или его часть, изготовленные одним производителем, могут быть заменены ротором или его частью, изготовленными другим производителем, и фланцевые отверстия могут не совпасть.
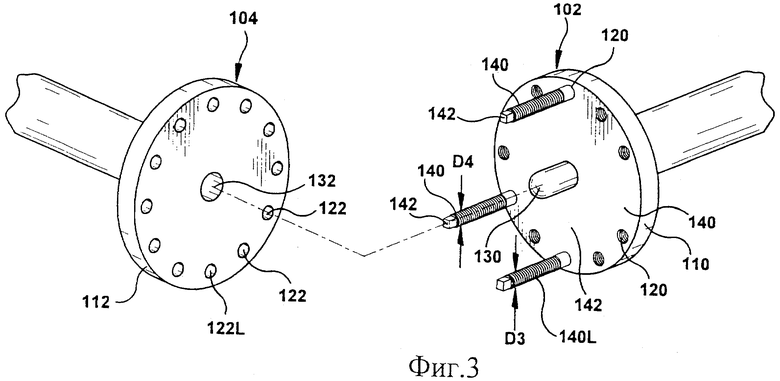
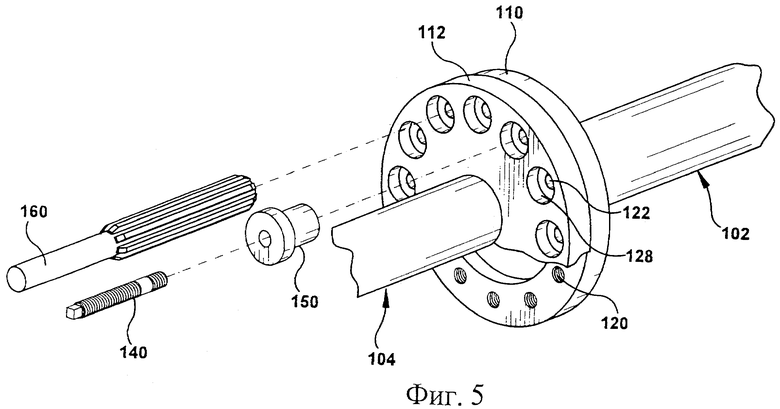
[0011] Обратимся к Фиг.2 - Фиг.5, на которых изображены первый ротор 102 и второй ротор 104, выполненные согласно вариантам выполнения данного изобретения. В одном варианте выполнения первый или второй ротор 102, 104 может являться главным ротором роторной машины (главным изображен ротор 102), такой как турбомашина, а другой ротор может представлять собой ротор управления, соединяемый с главным ротором. Как изображено на Фиг.2, первый ротор 102 имеет фланец 110, соединяемый с фланцем 112 второго ротора 104, для того чтобы роторы работали как единая конструкция. Каждый фланец 110, 112 неподвижно соединен с соответствующим валом 114, 116, при этом вал 116 может иметь другие размеры, например диаметр, длину и тому подобные. Кроме того, каждый фланец 110, 112 имеет отверстия 120, 122 соответственно. Один фланец, например фланец 110, может иметь отверстия 120, выполненные в виде резьбовых глухих отверстий 124 (Фиг.4), а другой фланец, например фланец 112, может иметь отверстия 122, выполненные в виде резьбовых или нерезьбовых проходов 126, которые могут иметь развернутую часть 128 на поверхности, противоположной фланцу 110. В данном случае через фланцевые отверстия 122 может проходить резьбовой крепежный элемент, который ввинчивают во фланцевые отверстия 120 для соединения роторов 102, 104, как описано ниже в данном документе.
[0012] Как описано применительно к Фиг.1, одна возможная ситуация заключается в том, что фланцевые отверстия 120, 122 не являются совпадающими. Свойство некомплементарности фланцевых отверстий 120, 122 может проявляться в разных видах, к примеру: отверстия имеют разные размеры (например, одно отверстие больше другого или имеет другой размер резьбы и т.д.) и/или отверстия не совмещены в осевом направлении. Как еще отмечено в данном документе, может возникнуть, например, такая ситуация, когда ротор или его часть, изготовленные одним производителем, заменяют на ротор или его часть, изготовленные другим производителем. Для разрешения данной проблемы среди вариантов выполнения данного изобретения предложен вариант выполнения способа сборки роторов 102, 104, которые имеют несовпадающие фланцевые отверстия 120, 122.
[0013] Вернемся к Фиг.2. Хотя это и необязательно, один (по выбору) из указанных первого ротора 102 и второго ротора 104 может быть смонтирован в машине 106, например генераторе, турбине, двигателе и т.д., в котором один указанный ротор будет работать до выполнения некоторых этапов приведенного ниже технологического процесса. Продолжим описание Фиг.2. По существу в центре фланца 110 первого ротора 102 выполнен охватываемый выступ 130. Кроме того, по существу в центре фланца 112 второго ротора 104 выполнено охватывающее отверстие 132, соответствующее охватываемому выступу 130. Центр каждого фланца можно определить любым способом, который известен на сегодняшний день или будет разработан впоследствии, например по пересечению диаметров фланцев 110, 112, путем проведения измерений и т.д. Охватываемый выступ 130 может быть выполнен разными способами, такими как сварка либо выполнение резьбового отверстия (не показано) и завинчивания охватываемого выступа 130 во фланец 110. Отверстие 132 может быть выполнено, например, при помощи любого сверлильного процесса. Хотя охватываемый выступ 130 и охватывающее отверстие 132 изображены по существу круглыми, соответствующие им формы не ограничены круглой формой, и они могут иметь любую форму, которая обеспечивает сочленение указанного выступа 130 и указанного отверстия 132. В одном варианте выполнения диаметр D1 выступа 130 превышает диаметр D2 отверстия 132 (например, примерно на 0,003-0,008 см (0,001-0,003 дюйма)), для того чтобы при их соединении обеспечить посадку с натягом.
[0014] Обратимся к Фиг.3. Стержень 140, имеющий по меньшей мере на части резьбу, устанавливают в каждое из разнесенных по окружности отверстий 120, выполненных во фланце 110 первого ротора. Указанным фланцевым отверстиям 120, которые выбраны для установки стержня 140, соответствует по существу комплементарное отверстие 122, выполненное во фланце 112 второго ротора, обеспечивая сопряженное соединение со стержнем 140. Соответственно, количество используемых стержней 140 может отличаться от изображенных на чертеже четырех штук. Каждый стержень 140 может иметь многогранный хвостовик 142 под инструмент, который способствует завинчиванию стержня во фланцевые отверстия 120. Однако хвостовик 142 не всегда обязателен. Кроме того, как изображено на Фиг.4, один стержень 140L может иметь более жесткий допуск относительно соответствующего фланцевого отверстия 122, выполненного во фланце 112 второго ротора, по сравнению с допуском других стержней 140 относительно отверстий 122, выполненных в указанном фланце. Например, диаметр D3 стержня 140L может превышать диаметры других стержней 140, а именно диаметр D4, или внутренний диаметр отверстия 122L, выполненного во фланце 112, может быть меньше других. Разница в допусках может составлять, например, около 0,005 см (0,002 дюйма). Как станет понятно из данного документа, указанный более жесткий допуск способствует соответствующему позиционированию фланцев 110, 112 в процессе их соединения в окружном направлении.
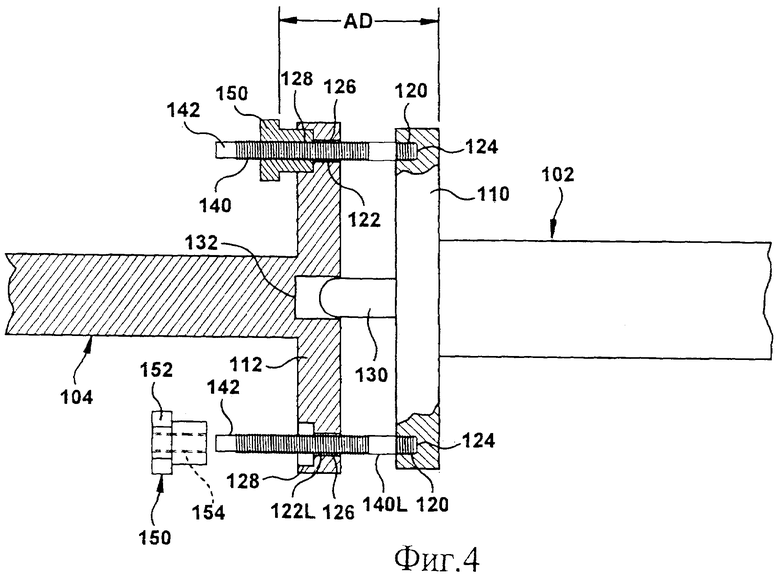
[0015] Фиг.4 иллюстрирует сопряжение выступа 130 и отверстия 132 и прохождение стержней 140 через соответствующие отверстия 122, выполненные во фланце 112 второго ротора. Посадка с натягом между выступом 130 и отверстием 132 обеспечивает расположение роторов 102, 104 на одной оси. Затем первый ротор 102 и второй ротор 104 постепенно сближают путем навинчивания муфты 150 с резьбой на каждый стержень 140. То есть путем приложения силы с помощью каждой муфты 150 к развернутой части 128, выполненной во фланцевых отверстиях 122, роторы 102, 104 подтягивают друг к другу. Каждая муфта 150 может иметь многогранный хвостовик 152 под инструмент и резьбовое отверстие 154, комплементарное с резьбой соответствующего стержня. Хотя описанные стержни 140 и муфта 150 имеют резьбовую взаимосвязь, понятно, что можно применять другие устройства, обеспечивающие постепенное сближение фланцев 110, 112 друг с другом, например в зацепление с нерезьбовыми стержнями 140 может входить гидроцилиндр натяжения.
[0016] При постепенном подтягивании роторов 102, 104 друг к другу расположение на одной оси фланца 110 первого ротора и фланца 112 второго ротора обеспечивают путем периодического измерения осевого положения фланцев относительно точки отсчета. Используемая точка отсчета может быть разной. Например, в одном варианте выполнения обеспечение размещения на одной оси предполагает использование в качестве точки отсчета фланца 110 первого ротора и периодическое измерение осевого смещения (AD) каждой муфты 150 относительно указанного фланца. Измерение может выполняться с использованием любой методики, которая известна на сегодняшний день или будет разработана впоследствии, например штангенциркуль, лазер и т.д. В данном случае взаимодействие выступа 130 и отверстия 132 гарантирует, что первый и второй ротор 102, 104 удерживаются расположенными на одной оси, тогда как использование стержней 140 гарантирует, что второй ротор 104 совмещен с первым ротором 102 в окружном направлении. Указанные осевые измерения можно выполнять в процессе навинчивания муфт 150, обеспечивая соответствующее размещение на одной оси, когда второй ротор 104 приводится в более тесный контакт с первым ротором 102.
[0017] Как изображено на Фиг.5, при нахождении фланца 110 первого ротора и фланца 112 второго ротора в контакте отверстие 120, выполненное во фланце 110 первого ротора, или отверстие 122, выполненное во фланце 112 второго ротора, или оба эти отверстия подвергают механической обработке, чтобы обеспечить комплементарность фланцевых отверстий 120, 122, то есть пару совпадающих отверстий. Механическую обработку можно выполнять при помощи любого соответствующего инструмента (инструментов) 160, например расточной головки, расширительной головки, например развертки с винтовыми зубьями, резьбовой головки и т.д. Механическую обработку можно выполнять с целью осевого совмещения отверстий, выполненных во фланцах 110, 112, изменения размеров отверстий, размеров резьбы и модификации любой другой конструкции, которая может обеспечить модернизацию представленного устройства. Кроме того, как изображено на Фиг.5, после завершения механической обработки стержни 140 (и муфты 150) удаляют, а именно вывинчивают.
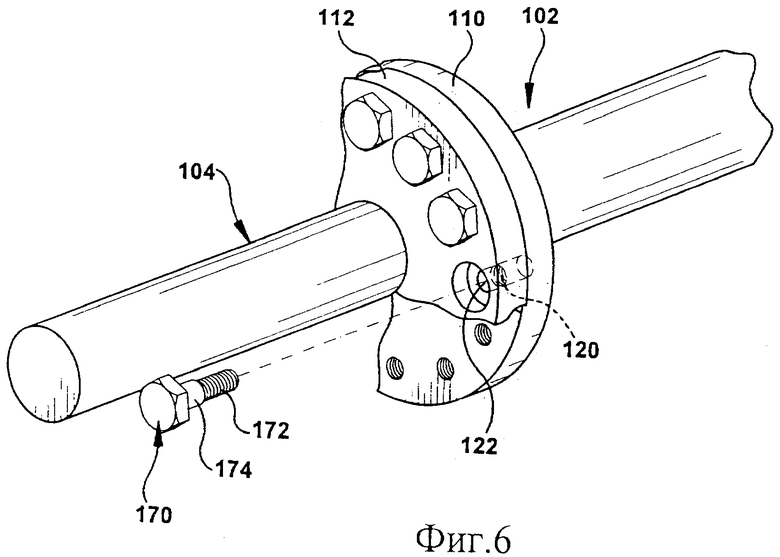
[0018] На Фиг.6 проиллюстрирована сборка первого ротора 102 со вторым ротором 104 путем установки крепежного элемента 170 в каждую пару совпадающих фланцевых отверстий 120, 122. В одном варианте выполнения крепежный элемент 170 имеет резьбовую часть 172 и стержневую часть 174. Размеры резьбовой части 172 соответствуют резьбовым глухим отверстиям 124 (Фиг.4) роторного фланца 110, учитывая, что их можно скорректировать либо не изменять. Стержневая часть 174 противостоит срезающей силе, когда на соединение оказывается нагрузка. При использовании первоначальных крепежных элементов каждая стержневая часть 174 может быть подвергнута механической обработке с целью подгонки к отверстиям 120, 122, имеющим новые размеры. Затем можно вставить крепежные элементы 170 и медленно затягивать, по одной части оборота по окружности отверстия за один прием.
На представленных выше чертежах проиллюстрированы несколько технологических способов, соответствующих некоторым вариантам выполнения данного изобретения. В этой связи, каждый чертеж представляет собой технологию, соответствующую вариантам выполнения описанного способа. Также следует отметить, что в некоторых альтернативных вариантах выполнения представленные на чертежах действия могут быть выполнены в порядке, указанном на чертеже и в описании, либо в действительности могут быть исполнены, например, по существу одновременно или в обратной последовательности, что зависит от выполняемого действия. Кроме того, несмотря на то что некоторые конструкции, например выступ 130, резьбовые глухие отверстия 124 (Фиг.4) и т.д., были изображены в одном из двух роторов 102, 104, понятно, что они могут быть выполнены в другом из двух роторов, не выходя при этом за рамки изобретения. Более того, специалистам будет понятно, что пояснительные чертежи, которые описывают технологический процесс, могли быть опущены, чтобы не усложнять описание.
[0019] Употребляемые в данном документе выражения «первый», «второй» и тому подобные не указывают на любого рода последовательность, величину или значимость, а скорее используются для отличия одного элемента от другого, а упоминание элементов в единственном числе относится не к ограничению количества, а скорее указывает на наличие по меньшей мере одного из указанных элементов. Предлог «примерно», используемый применительно к количественному параметру, охватывает установленное значение, и смысл его диктуется контекстом (например, включает степень ошибки, связанной с измерением конкретного количественного параметра). Упоминание одновременно в единственном и множественном числе в данном документе указывает как на единственное, так и множественное число термина, который склоняют, тем самым, подразумевая один или несколько данных терминов (например, выражение «металл (металлы)» включает один или несколько металлов). Описанные в данном документе диапазоны являются включающими и могут объединяться независимым образом (например, диапазоны «примерно до 25 вес.%» или точнее «примерно от 5 вес.% до примерно 20 вес.%» охватывают крайние точки и все промежуточные значения диапазонов примерно от 5 вес.% до примерно 25 вес.% и т.д.).
[0020] Хотя в данном документе описаны разные варианты выполнения, из описания понятно, что специалисты могут выполнить различные комбинации элементов, изменения или усовершенствования вариантов выполнения, не выходящие за рамки объема правовой охраны изобретения. Кроме того, могут быть выполнены различные модификации, приспосабливающие конкретную ситуацию или материал к идеям изобретения, не отходя от его основного объема. Таким образом, предполагается, что изобретение не ограничено конкретным вариантом выполнения, описанным в качестве наиболее предпочтительного варианта, предназначенного для воплощения данного изобретения, и что изобретение будет включать все варианты выполнения, находящиеся в рамках объема прилагаемой формулы изобретения.
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2020 |
|
RU2821379C2 |
| БУРОВОЙ БЛОК И РОТОРНО-УПРАВЛЯЕМЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2564546C2 |
| РОТОР ПАРОВОЙ ТУРБИНЫ И СПОСОБ ЕГО СБОРКИ | 2009 |
|
RU2505681C2 |
| МНОГОПОДОВАЯ ПЕЧЬ | 2008 |
|
RU2453783C2 |
| ФИТИНГ, РАЗГРУЖЕННЫЙ ОТ ДЕЙСТВИЯ МОМЕНТА СИЛ | 2013 |
|
RU2653620C9 |
| ВСТАВОЧНЫЕ УСТРОЙСТВА ДЛЯ ВСТАВКИ ПРОТЕЗА МЕЖПОЗВОНОЧНОГО ДИСКА | 2008 |
|
RU2476189C2 |
| ВЕРТИКАЛЬНАЯ ШАРОВАЯ МЕЛЬНИЦА, СЕГМЕНТ СТАТОРА ДЛЯ ВЕРТИКАЛЬНОЙ ШАРОВОЙ МЕЛЬНИЦЫ И СПОСОБ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ВЕРТИКАЛЬНОЙ ШАРОВОЙ МЕЛЬНИЦЫ | 2019 |
|
RU2798529C2 |
| УСТРОЙСТВО ОБРАБОТКИ ВОЗДУХА | 2022 |
|
RU2836100C2 |
| ОСЕВОЙ УДЕРЖИВАЮЩИЙ УЗЕЛ ДЛЯ КОМПОНЕНТОВ КАМЕРЫ СГОРАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2020 |
|
RU2810870C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПРИСПОСОБЛЕНИЕМ ДЛЯ РЕГУЛИРОВАНИЯ ОСЕВОГО ПОЛОЖЕНИЯ | 2013 |
|
RU2637193C2 |
Изобретение относится к роторным машинам, а именно к способам сборки двух роторов, имеющих несовпадающие фланцевые отверстия. Способы сборки первого ротора 102 и второго ротора 104, имеющих несовпадающие фланцевые отверстия 120, 122, могут включать использование сопрягаемых элементов, расположенных по существу в центре соответствующих роторных фланцев 110, 112, установку стержней, имеющих по меньшей мере на части резьбу, в каждое из разнесенных по окружности фланцевых отверстий 120, 122, выполненных в одном роторном фланце 110, и сопряжение указанных сопрягаемых элементов и проведение стержней через соответствующие фланцевые отверстия 120, 122, выполненные в другом роторном фланце 112. Затем роторы 102, 104 постепенно подтягивают друг к другу путем навинчивания резьбовой муфты на каждый стержень, обеспечивая при этом размещение на одной оси роторных фланцев 110, 112. После того как достигнут контакт фланцев, проводят механическую обработку фланцевых отверстий 120, 122, обеспечивая их комплементарность. После удаления стержней роторы можно соединить посредством установки крепежного элемента в каждую пару совпадающих фланцевых отверстий. Изобретение направлено на обеспечение сборки двух роторов, имеющих несовпадающие фланцевые отверстия. 9 з.п. ф-лы, 6 ил.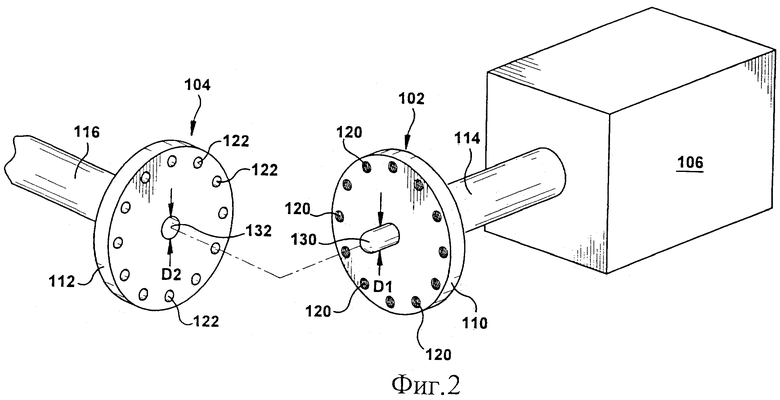
1. Способ сборки первого ротора (102) и второго ротора (104), имеющих несовпадающие фланцевые отверстия (120, 122), включающий: выполнение охватываемого выступа (130), по существу, в центре фланца (110) первого ротора (102); выполнение охватывающего отверстия (132), соответствующего охватываемому выступу (130), по существу, в центре фланца (112) второго ротора (104); установку стержня (140), имеющего по меньшей мере на части резьбу, в каждое из разнесенных по окружности отверстий (120, 122), выполненных во фланце (110) первого ротора (102); сопряжение охватываемого выступа (130) и охватывающего отверстия (132) и проведение указанных стержней (140) через соответствующие отверстия (122), выполненные во фланце (112) второго ротора; постепенное подтягивание друг к другу первого ротора (102) и второго ротора (104) путем навинчивания резьбовой муфты (150) на каждый из указанных стержней (140), обеспечивая при этом размещение на одной оси фланца (110) первого ротора и фланца (112) второго ротора путем периодического измерения осевого положения фланцев (110, 112) относительно точки отсчета; при нахождении фланца (110) первого ротора и фланца (112) второго ротора в контакте проведение механической обработки отверстия (120), выполненного во фланце (110) первого ротора, или отверстия (122), выполненного во фланце (120) второго ротора, или обоих этих отверстий с обеспечением комплементарности фланцевых отверстий (120, 122); удаление указанных стержней (140) и сборку первого ротора (102) со вторым ротором (104) путем установки крепежного элемента (170) в каждую пару совпадающих фланцевых отверстий (120, 122).
2. Способ по п.1, в котором диаметр охватываемого выступа (130) превышает диаметр охватывающего отверстия (132).
3. Способ по п.1, в котором один из указанных стержней (140) имеет более жесткий допуск относительно соответствующего отверстия (122), выполненного во фланце (112) второго ротора, по сравнению с допуском других из указанных стержней (140) относительно соответствующего отверстия (122), выполненного в указанном фланце (112).
4. Способ по п.1, в котором каждый крепежный элемент (170) имеет резьбовую часть (172) и стержневую часть (174).
5. Способ по п.1, в котором каждый указанный стержень (140) имеет многогранный хвостовик (142) под инструмент.
6. Способ по п.1, в котором каждая муфта (150) имеет многогранный хвостовик (152) под инструмент.
7. Способ по п.1, в котором выбранный ротор, первый (102) или второй (104), устанавливают в машину (106), в которой указанный ротор будет работать до присоединения указанных стержней.
8. Способ по п.1, в котором первый ротор (102) является главным ротором турбомашины (106), а второй ротор (104) представляет собой ротор управления.
9. Способ по п.1, в котором второй ротор (104) является главным ротором турбомашины (106), а первый ротор (102) представляет собой ротор управления.
10. Способ по п.1, в котором при указанном обеспечении размещения на одной оси используют фланец (110) первого ротора в качестве точки отсчета и периодически измеряют осевое смещение каждой муфты (150) относительно указанного фланца (110).
| US 3875969 A, 08.04.1975 | |||
| US 6125526 A, 03.10.2000 | |||
| US 6148494 A, 21.11.2000 | |||
| Станок для забивки спиц в ступицу колеса | 1928 |
|
SU27181A1 |
| СПОСОБ СОЕДИНЕНИЯ ВАЛОВ ФЛАНЦЕВЫМИ ПОЛУМУФТАМИ С СОЕДИНИТЕЛЬНЫМИ ПРИЗОННЫМИ БОЛТАМИ | 1995 |
|
RU2087290C1 |
| СПОСОБ СОЕДИНЕНИЯ РОТОРОВ ТУРБОМАШИНЫ | 1984 |
|
SU1269572A1 |

