Изобретение относится к технологии прокладки, монтажа и ремонта трубопроводов различного назначения из труб с любым видом внутреннего антикоррозионного покрытия или без него, в том числе высоконапорных, например, в нефтегазодобывающих отраслях, сетях городского водоснабжения, теплоцентралей и т.п.
Известен способ неразъемного муфтового соединения труб, при котором размещают между обжимной муфтой и концами труб герметизирующий элемент, обжимную муфту выполняют с кольцевой проточкой и с продольным сечением в виде трапеции и осуществляют ее объемное пластическое деформирование редуцированием посредством пресс-шайбы, перемещая последнюю вдоль муфты, причем редуцирующую силу направляют под углом 70-84° к наружной поверхности муфты (патент RU 2023931, МПК5 F16L 13/14, №4855724/29; заяв. 31.07.1990; опубл. 30.11.1994. Бюл. №22).
К недостаткам данного способа следует отнести значительные энергосиловые параметры процесса, т.к. при редуцировании обжимной муфты пресс-шайбой деформируется сразу большой объем металла. Этому способствуют и силы трения скольжения между пресс-шайбой и муфтой.
Отсутствует фиксация герметизирующего элемента, что может приводить к его смещению при редуцировании обжимной муфты и снижению герметичности соединения. После образования замков между обжимной муфтой и соединяемыми трубами уменьшается проходное сечение труб, а гидравлические потери увеличиваются.
Кроме того, после редуцирования в наружном слое обжимной муфты возникают неблагоприятные остаточные напряжения растяжения, вызывающие образование «краевого» эффекта в виде раструба и вогнутости на наружной поверхности муфты (см. Удалов А.В. Разработка и исследование процесса соединения труб методом пластического обжима: Дис. канд. техн. наук, защищена 15.06.92: утв. 16.09.92. / Удалов Александр Викторович. - Екатеринбург, 1992. - 133 с.).
Поскольку обжимная муфта после редуцирования будет постоянно находиться под воздействием остаточных растягивающих напряжений, то с течением времени в результате перераспределения внутренних напряжений и деформаций «краевой» эффект и вогнутость на наружной поверхности обжимной муфты могут только увеличиваться, нарушая тем самым герметичность.
Особенно сильно будет нарушаться герметичность соединений, в которых использовались герметики, обладающие достаточно высокой хрупкостью в застывшем виде.
Известен способ неразъемного муфтового соединения труб, включающий размещение между обжимной муфтой и концами труб герметизирующего элемента и фиксаторов и объемное пластическое деформирование обжимной муфты посредством редуцирования, при котором в качестве фиксаторов используют витки резьб, нарезанные на внутренней поверхности муфты и/или на наружной поверхности концов труб, а герметизирующий элемент наносят во впадины резьбы, редуцирование производят посредством гидропресса и пресс-шайбы (патент RU 2155291, МПК7 F16L 13/14, №99102444/06; заяв. 09.02.1999; опубл. 27.08.2000. Бюл. №24).
Данный способ имеет такие же недостатки, что и предыдущий. Дополнительно, повысилась сложность конструкции соединения и увеличился объем подготовительных технологических операций. Кроме того, использование в качестве фиксаторов резьбовых витков, выполненных на внутренней поверхности муфты или на концах труб, не гарантирует повышение прочности и герметичности соединения вследствие того, что механические свойства витков не отличаются от свойств материала обжимной муфты или труб, поэтому будет происходить пластическая деформация самих витков, а не затекание материала труб во впадины резьбы.
Известен способ неразъемного муфтового соединения металлических труб с внутренним покрытием, включающий выполнение кольцевых проточек на наружной поверхности концов труб с образованием между ними кольцевых гребней с острой кромкой, размещение герметика между наружной поверхностью концов труб и соединительной муфтой, установку вкладыша внутри концов труб и соединительной муфты с наружной кольцевой проточкой и соединение труб путем редуцирования соединительной муфты до получения замкового соединения с концами труб (патент RU 2245478, МПК7 F16L 13/00).
Данный способ имеет такие же недостатки, что и предыдущий. Дополнительно, повысилась сложность конструкции соединения и увеличился объем подготовительных технологических операций.
В кольцевых проточках труб можно установить при монтаже только резиновые уплотнительные кольца, обладающие высокой упругостью. Но гарантийный срок службы резиновых колец не более 10 лет, а срок службы трубопровода не менее 30 лет. Для неразъемного соединения данное противоречие разрешить не представляется возможным, поэтому эксплуатационные характеристики такого трубопровода будут постоянно ухудшаться.
Кроме того, отрицательное влияние «краевого» эффекта усиливается положительной разностью упругих деформаций разгрузки соединительной муфты и соединяемых труб. Это существенно снижает прочность сцепления соединительной муфты и труб в местах замковых соединений и фиксаторов в виде кольцевых выступов, а натяг между обжимной муфтой и концами труб образуется только за счет сил упругости внутреннего покрытия труб (например, полиэтиленовой футеровки) и внутреннего рабочего давления транспортируемой жидкости, что не может обеспечить достаточную прочность и герметичность соединения в конкретных условиях эксплуатации.
Известен способ неразъемного муфтового соединения труб, включающий размещение между обжимной муфтой и концами труб герметизирующего элемента и фиксаторов, имеющих твердость выше, чем твердость металла обжимной муфты и труб, и объемное пластическое деформирование обжимной муфты посредством редуцирования, при котором фиксаторы из металла, твердость которого выше твердости металла муфты и труб, наплавляют в виде выступов треугольной или трапециевидной формы на наружной поверхности труб (патент RU 2216674, МПК F16L 13/00, 2002).
Недостатки данного способа такие же, как у предыдущих аналогов. Кроме того, повысилась сложность реализации, т.к. требуется сначала наплавить выступы на трубах, что может выполнить только высококвалифицированный рабочий или специальное сварочное оборудование, затем их формировать требуемой формы и размеров. При этом способ формирования выступов не указан, он не является известным и требует специального оборудования для реализации, а механические свойства этих выступов целиком определяются свойствами наплавляемого металла, которыми трудно варьировать.
Известен способ неразъемного муфтового соединения металлических труб с внутренним покрытием, включающий выполнение цилиндрических проточек на наружной поверхности концов труб и винтовых гребней на внутренней поверхности муфты, твердость которой больше твердости труб, размещение герметика между наружной поверхностью концов труб и соединительной муфтой и соединение труб путем обкатки муфты роликами до внедрения винтовых гребней в тело трубы (патент RU 2366851, МПК F16L 13/14, №2007113719/06; заяв. 12.04.2007, опубл. 10.09.2009, бюл. №25).
Заявленная цель данного способа, выбранного заявителями в качестве прототипа, - повышение герметичности соединяемых стальных труб. Однако выполнение муфты из труднодеформируемого материала с большой твердостью и соответственно высоким модулем упругости не позволяет деформировать ее на величину, достаточную для создания герметичного и прочного соединения с концами труб.
Кроме того, формоизменение труднодеформируемых материалов требует больших усилий, которые могут вызвать при обкатке перенаклеп металла муфты с появлением поперечных трещин, задиров, шелушения и отслаивания металла на наружной поверхности муфты (см. Л.М.Школьник, В.И.Шахов. Технология и приспособления для упрочнения и отделки деталей накатыванием. М.: Машиностроение, 1964, 184 с.).
Поэтому обкатка муфты из труднодеформируемого материала роликами потребует технологического оснащения большой мощности и не гарантирует устойчивого протекания процесса обкатки и надежного соединения труб.
Задачей данного изобретения является снижение энергосиловых параметров процесса соединения, повышение прочности и герметичности муфтового неразъемного соединения труб при одновременном упрощении технологии соединения труб.
Для решения этой задачи в заявленном способе объемное пластическое деформирование соединительной муфты ведут несколькими локальными силами, которые располагают вокруг соединительной муфты в двух поперечных сечениях с равномерным угловым шагом и перемещают относительно соединительной муфты по винтовой линии, причем локальными силами в первом поперечном сечении производят объемное пластическое деформирование соединительной муфты на величину зазора между соединительной муфтой и трубами, а локальными силами во втором сечении производят упрочнение наружной поверхности муфты наклепом.
В качестве фиксаторов, размещаемых между соединительной муфтой и наружной поверхностью соединяемых труб, используют разрезные упругие кольца или винтовые гребни, которые могут иметь в поперечном сечении форму прямоугольника, или ромба, или неправильного пятиугольника и которые могут располагаться в кольцевых или винтовых канавках, выполненных на наружной поверхности соединяемых труб. Герметизирующий элемент устанавливают на проточки с кольцевыми канавками, выполненные на концах труб. На наружной поверхности соединительной муфты выполняют кольцевые или винтовые канавки.
Повышение прочности и герметичности соединения труб обеспечивается тем, что после объемного пластического деформирования, проводимого несколькими локальными силами, расположенными вокруг соединительной муфты в двух поперечных сечениях с равномерным угловым шагом и перемещаемым относительно соединительной муфты по винтовой линии, причем локальными силами в первом поперечном сечении производят объемное пластическое деформирование соединительной муфты на величину зазора между соединительной муфтой и трубами, а локальными силами во втором поперечном сечении производят упрочнение наружной поверхности муфты наклепом, вследствие чего, в отличие от аналогов и прототипа, в наружном слое материала соединительной муфты возникают остаточные напряжения сжатия, а во внутреннем слое остаточные напряжения растяжения. В результате, вогнутость на наружной поверхности соединительной муфты и «краевой» эффект в виде раструба отсутствуют. При правильном выборе параметров процесса и, соответственно, благоприятном распределении остаточных напряжений по толщине стенки соединительной муфты можно уменьшить величину ее упругой деформации разгрузки и получить более прочное и герметичное соединение труб с муфтой. После создания неразъемного муфтового соединения труб, по заявленному способу, остаточные напряжения в материале соединительной муфты останутся стабильными во времени и соединение не будет терять прочности и герметичности. Способность остаточных напряжений повышать прочность конструкций в процессе эксплуатации и их стабильность во времени подтверждается работами Кудрявцева И.В. (см., например, И.В.Кудрявцев. Внутренние напряжения как резерв прочности в машиностроении. Машгиз, 1951, 278 с.).
Повышению прочности соединения труб способствует также использование в качестве фиксаторов разрезных упругих колец или винтовых гребней, которые выполняются в заводских условиях из материала, обладающего стабильным, наиболее оптимальным сочетанием механических свойств, в частности, твердости и прочности. Это позволяет разрезным упругим кольцам или винтовым гребням при объемном пластическом деформировании соединительной муфты внедряться в материал труб и соединительной муфты, пластически деформируя их, и обеспечивать прочное соединение труб, выдерживающее большие осевые нагрузки.
Повышение герметичности соединения труб обеспечивается установкой герметизирующего элемента на проточки с кольцевыми канавками, выполненные на концах труб. При этом исключается смещение герметизирующего элемента при объемном пластическом деформировании соединительной муфты, а после деформирования компенсируется положительная разность упругих деформаций разгрузки соединительной муфты и труб. В процессе объемного пластического деформирования соединительной муфты материал герметизирующего элемента затекает в кольцевые канавки проточек и находится в условиях всестороннего сжатия между концами труб и соединительной муфтой и надежно герметизирует стык.
Выполнение канавок на наружной поверхности труб для установки упругих разрезных колец или винтовых гребней обеспечивает прочность соединения в осевом направлении в тех случаях, когда соединенные трубы испытывают значительные осевые нагрузки (например, наклонные или высоконапорные трубопроводы, соединение обсадных труб).
Упрощение технологии соединения труб по данному способу обеспечивается, во-первых, вследствие снижения энергосиловых параметров процесса, так как уменьшается требуемая мощность оборудования для реализации способа, его масса и габариты. Во-вторых, появляется возможность проведения подготовительных работ в заводских условиях. Это относится к выполнению фиксаторов в виде упругих разрезных колец или винтовых гребней. Такие кольца позволяют производить соединение как с подготовкой труб, т.е. выполнение канавок на наружной поверхности труб под упругие разрезные кольца или винтовые гребни, так и без такой подготовки. Это обеспечивается тем, что механические свойства материала разрезных колец или винтовых гребней и их профиль в поперечном сечении в виде ромба позволяют внедрять их в материал труб и соединительной муфты без выполнения канавок на достаточную глубину, обеспечивающую прочность соединения.
Выполнение проточек с кольцевыми канавками на концах труб упрощает реализацию способа, т.к. позволяет выполнять герметизирующий элемент в виде цилиндра, надеваемого на концы труб перед их соединением. При этом герметизирующий элемент может быть выполнен из любого материала, рекомендуемого для герметизации неподвижных соединений.
Выполнение кольцевых или винтовых канавок на наружной поверхности соединительной муфты способствует выравниванию деформаций материала по толщине стенки муфты и снижению энергосиловых параметров процесса, что обеспечивается возможностью перемещения избытка материала, возникающего при уменьшении поперечного сечения муфты при объемном пластическом деформировании, в указанные канавки. Без таких канавок при больших объемных пластических деформациях соединительной муфты произойдет ее значительное удлинение, особенно в наружных слоях. В результате может образоваться вогнутость на наружной поверхности муфты и снижение прочности соединения. Общий объем канавок, выполняемых на наружной поверхности соединительной муфты, не должен превышать объема материала, который переходит в удлинение муфты без канавок с уменьшением ее поперечного сечения в процессе объемного пластического деформирования при условии сохранения толщины стенки постоянной. При малых объемных пластических деформациях, когда удлинение соединительной муфты будет незначительно, кольцевые или винтовые канавки на ее наружной поверхности можно не применять.
Таким образом, заявленное сочетание отличительных признаков находится в причинно-следственной связи с получаемым техническим результатом.
Способ иллюстрируется рисунками на фиг.1-14.
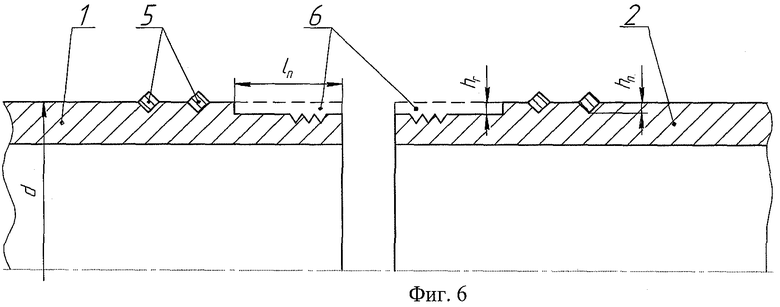
На фиг.1, 2 и 3 показаны варианты подготовки концов труб, включающие выполнение проточек с кольцевыми канавками на концах труб и канавок на наружной поверхности труб, под упругие разрезные кольца или винтовые гребни. На фиг.4 и 5 показаны варианты выполнения канавок на наружной поверхности соединительной муфты. На фиг.6 и 7 представлены варианты подготовки концов труб с установленными упругими разрезными кольцами или винтовыми гребнями различного поперечного сечения. На фиг.8 показан продольный разрез концов труб, соединительной муфты, герметизирующего элемента и упора, подготовленных к соединению. На фиг.9 показан тот же продольный разрез в процессе реализации возможного варианта объемного пластического деформирования соединительной муфты по данному способу. На фиг.10 этот вариант показан на виде А. На фиг.11 этот вариант показан на виде сверху. На фиг.12 показан готовый результат варианта реализации способа неразъемного муфтового соединения труб. На фиг.13 показана эпюра распределения остаточных напряжений по толщине стенки соединительной муфты после упрочнения ее наружной поверхности наклепом. На фиг.14 показано упругое формоизменение соединительной муфты под действием остаточных напряжений.
Способ осуществляется следующим образом.
В производственных условиях на концах труб 1 и 2 выполняют проточки 6 с кольцевыми канавками 8. На наружной поверхности труб 1 и 2 выполняют кольцевые канавки 7, форма которых соответствует поперечному сечению разрезных упругих колец 5, которые изготавливают из материала, обладающего оптимальным сочетанием твердости и прочности для внедрения в материал труб и соединительной муфты. В случае применения винтовых гребней 5 канавки 7 выполняются винтовыми.
На месте монтажа труб в полевых условиях разрезные упругие кольца или винтовые гребни 5 фиксируются, соответственно, в канавках 7. На концы труб устанавливают герметизирующий элемент 4, выполненный в виде цилиндра из высокоупругого полимера (например, из полиэтилена высокой плотности) и соединительную муфту 3, внутренний диаметр которой должен быть больше наружного диаметра колец 5. Со стороны одного из торцов соединительная муфта 3 фиксируется от вращения и осевого смещения упором 11.
Внутренний диаметр соединительной муфты 3 должен назначаться возможно меньших значений, обеспечивающих наименьшие степени деформации соединительной муфты и свободную установку ее на концы труб 1 и 2. В противном случае, значительные давления, возникающие в процессе выполнения объемного пластического деформирования, могут привести к исчерпанию ресурса пластичности материала и появлению технологических дефектов на наружной поверхности соединительной муфты в виде поперечных трещин, задиров, шелушения и отслаивания материала. С целью исключения подобных разрушений и снижения усилия деформирования соединительную муфту необходимо изготавливать из материала обладающего максимальной пластичностью при наименьшей способности к упрочнению.
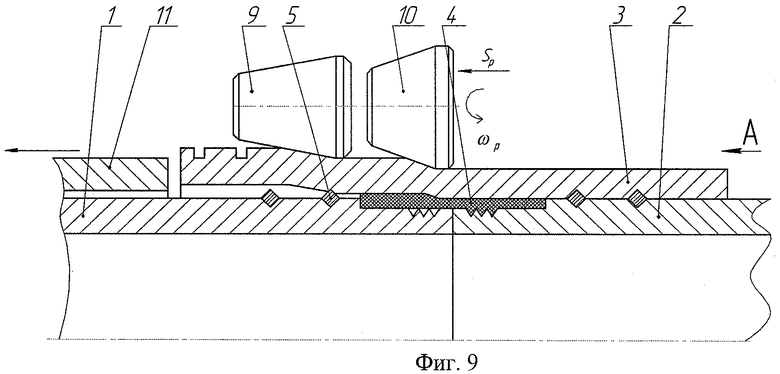
Далее соединительную муфту 3 подвергают объемному пластическому деформированию. По данному способу это реализуется посредством нескольких деформирующих инструментов, например роликов 9 и 10, совершающих качение по наружной поверхности соединительной муфты. Ролики 9 и 10 устанавливают вокруг соединительной муфты с равномерным угловым шагом в двух поперечных сечениях. В первом поперечном сечении ролик 9, совершая качение, производит объемное пластическое деформирование соединительной муфты на величину зазора между соединительной муфтой 3 и трубами 1 и 2, обеспечивая прочность и герметичность соединения труб. Во втором поперечном сечении ролик 10 совершает упрочняющее накатывание наружной поверхности соединительной муфты 3, обеспечивая требуемый характер распределения остаточных напряжений по толщине стенки соединительной муфты и, соответственно, дополнительное повышение прочности и герметичности соединения труб.
Роль внутренних остаточных напряжений в повышении прочности конструкций и их стабильность во времени широко освещены в работах Кудрявцева И.В. (см., например, И.В.Кудрявцев. Внутренние напряжения как резерв прочности в машиностроении. Машгиз, 1951, 278 с.). Идеи, заложенные Кудрявцевым И.В., получили продолжение в многочисленных работах Школьника Л.М. (см., например, Л.М.Школьник, В.И.Шахов. Технология и приспособления для упрочнения и отделки деталей накатыванием. М.: Машиностроение, 1964, 184 с.), Браславского В.М. (см., например, В.М.Браславский. Технология обкатки крупных деталей роликами. М., Машиностроение, 1975. 159 с.) и других авторов, посвященных экспериментальному исследованию остаточных напряжений возникающих в материале деталей подвергнутых упрочнению поверхностным пластическим деформированием.
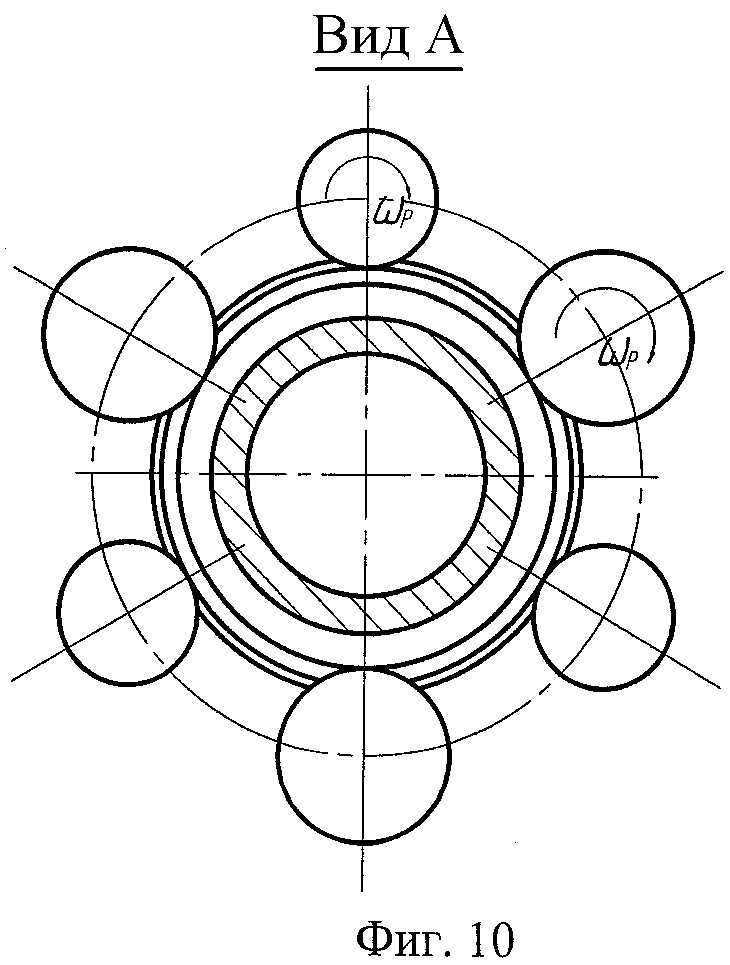
Качение деформирующих роликов по наружной поверхности соединительной муфты производится в направлении винтовой линии. В результате контакта роликов с соединительной муфтой появляется деформирующая сила Fp, направление которой показано на фиг.11, и сила трения Fтр, которая заставляет ролики совершать качение по поверхности соединительной муфты. При качении ролики производят локальное объемное пластическое деформирование материала соединительной муфты на величину, устанавливаемую предварительной настройками роликов относительно соединительной муфты. На фиг.9 показан процесс деформирования в промежуточной стадии, на котором видно, как происходит объемная пластическая деформация соединительной муфты 3, взаимодействие ее после деформации с трубой 2, разрезными упругими кольцами 5 и герметизирующим элементом 4. Материал герметизирующего элемента 4, в процессе деформации, затекает в кольцевые канавки 8, выполненные на проточках 6, чем обеспечивается повышение герметичности соединения. Фиг.10 поясняет расположение деформирующих инструментов - роликов 9 и 10 вокруг соединительной муфты 3. После прохождения роликов по всей длине соединительной муфты соединение принимает вид, показанный на фиг.12.
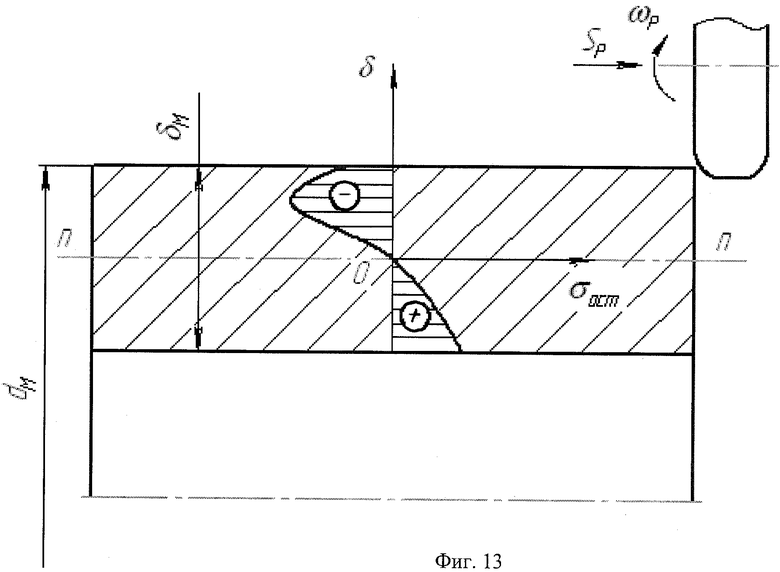
Повышение прочности и герметичности соединения по данной технологии объясняется благоприятным распределением остаточных напряжений по толщине стенки соединительной муфты, после прохождения ролика 10, совершающего упрочняющее накатывание, которое показано на фиг.13. В наружном слое материала соединительной муфты возникают остаточные напряжения сжатия, а ниже нейтральной линии n-n, во внутреннем слое, остаточные напряжения растяжения. Такое распределение остаточных напряжений наблюдается всегда после упрочняющего накатывания металлических деталей цилиндрической формы (см. Л.М.Школьник, В.И.Шахов. Технология и приспособления для упрочнения и отделки деталей накатыванием. М.: Машиностроение, 1964, с.57-59). Усилие, необходимое для упрочняющего накатывания наружной поверхности соединительной муфты роликом 10, можно определять по методике, разработанной Хейфецом С.Г. (см. С.Г.Хейфец. Аналитическое определение глубины наклепанного слоя при обкатке роликами стальных деталей. Труды ЦНИИТМАШ, кн.49, Машгиз, 1952, с.7-17). При необходимости учета влияния кривизны контактирующих поверхностей методика Хейфеца С.Г. может уточняться согласно рекомендациям Кудрявцева И.В. (см. Кудрявцев И.В., Петушков Г.В. Влияние кривизны поверхностей на глубину пластической деформации при упрочнении деталей поверхностным наклепом. - «Вестник машиностроения», 1966, №7, с.41-43) и Дрозда М.С. (см. Дрозд М.С., Федоров А.В., Сидякин Ю.И. Расчет глубины распространения пластической деформации в зоне контакта тел произвольной кривизны. - «Вестник машиностроения», 1972, №1, с.54-57).
На фиг.14 показано упругое формоизменение соединительной муфты при возникающем распределении остаточных напряжений по толщине ее стенки. Соединительная муфта стремится изогнуться выпуклостью наружу и прижать свои торцы к соединяемым трубам. В результате "краевой" эффект в виде раструба на концах труб не возникает, а прочность и герметичность соединения повышаются. Кривизна и прогиб выпуклости будут в значительной степени влиять на прочность и герметичность соединения и, в свою очередь, зависят от геометрических параметров соединительной муфты, величины и распределения остаточных напряжений.
При соединении труб с полиэтиленовой футеровкой обеспечение целостности защитного покрытия осуществляется известными методами, например установкой внутренней герметизирующей втулки с буртиком с предварительной раздачей концов труб или без нее, а также отбортовкой футеровки на торцы соединяемых труб.
После объемного пластического деформирования по данному способу в наружном слое материала соединительной муфты возникают остаточные напряжения сжатия, а во внутреннем слое остаточные напряжения растяжения. В результате «краевой» эффект с образованием раструба и вогнутость на наружной поверхности соединительной муфты отсутствуют. Соединение остается прочным и герметичным в течение всего срока службы. Сокращение затрат на реализацию данного способа соединения труб обеспечивает получение экономического эффекта и снижение себестоимости монтажа или ремонта трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2013 |
|
RU2538244C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ ТРУБ | 2017 |
|
RU2659551C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2006 |
|
RU2308634C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2006 |
|
RU2305218C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2023931C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2016338C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2014 |
|
RU2557153C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2168101C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1999 |
|
RU2155291C1 |










Изобретение относится к технологии прокладки, монтажа и ремонта трубопроводов различного назначения из труб с любым видом внутреннего антикоррозионного покрытия или без него. Объемное пластическое деформирование ведут несколькими локальными силами, которые располагают вокруг соединительной муфты в двух поперечных сечениях с равномерным угловым шагом и перемещают относительно соединительной муфты по винтовой линии. Локальными силами в первом поперечном сечении производят объемное пластическое деформирование соединительной муфты на величину зазора между соединительной муфтой и трубами, а локальными силами во втором сечении производят упрочнение наружной поверхности муфты наклепом. В качестве фиксаторов, размещаемых между соединительной муфтой и наружной поверхностью соединяемых труб, используют разрезные упругие кольца или винтовые гребни. Изобретение повышает прочность и герметичность муфтового неразъемного соединения труб. 12 з.п. ф-лы, 14 ил.
1. Способ неразъемного муфтового соединения труб, включающий размещение между соединительной муфтой и концами труб герметизирующего элемента и фиксаторов, имеющих твердость и прочность выше, чем твердость и прочность материала соединительной муфты и труб, и объемное пластическое деформирование соединительной муфты, отличающийся тем, что объемное пластическое деформирование ведут несколькими локальными силами, которые располагают вокруг соединительной муфты в двух поперечных сечениях с равномерным угловым шагом и перемещают относительно соединительной муфты по винтовой линии, причем локальными силами в первом поперечном сечении производят объемное пластическое деформирование соединительной муфты на величину зазора между соединительной муфтой и трубами, а локальными силами во втором поперечном сечении производят упрочнение наружной поверхности соединительной муфты наклепом.
2. Способ по п.1, отличающийся тем, что герметизирующий элемент устанавливают на проточки с кольцевыми канавками, выполненные на концах труб.
3. Способ по п.1, отличающийся тем, что на наружной поверхности соединительной муфты выполняют кольцевые или винтовые канавки.
4. Способ по п.1, отличающийся тем, что в качестве фиксаторов используют разрезные упругие кольца.
5. Способ по п.4, отличающийся тем, что используют разрезные упругие кольца, имеющие в поперечном сечении форму прямоугольника.
6. Способ по п.4, отличающийся тем, что используют разрезные упругие кольца, имеющие в поперечном сечении форму ромба.
7. Способ по п.4, отличающийся тем, что используют разрезные упругие кольца, имеющие в поперечном сечении форму неправильного пятиугольника.
8. Способ по п.4, отличающийся тем, что разрезные упругие кольца устанавливают в кольцевые канавки, выполненные на наружной поверхности труб.
9. Способ по п.1, отличающийся тем, что в качестве фиксаторов используют винтовые гребни.
10. Способ по п.9, отличающийся тем, что используют винтовые гребни, имеющие в поперечном сечении форму прямоугольника.
11. Способ по п.9, отличающийся тем, что используют винтовые гребни, имеющие в поперечном сечении форму ромба.
12. Способ по п.9, отличающийся тем, что используют винтовые гребни, имеющие в поперечном сечении форму неправильного пятиугольника.
13. Способ по п.9, отличающийся тем, что винтовые гребни устанавливают в винтовые канавки, выполненные на наружной поверхности труб.
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2366851C2 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ | 2002 |
|
RU2216674C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2000 |
|
RU2162184C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
| US 5730472 A, 24.05.1998 | |||
| US 4277091 A, 07.07.1981. | |||

