Изобретение относится к области строительства трубопроводов высокого давления и может быть использовано в нефтедобывающей промышленности при строительстве трубопроводов из труб с внутренним покрытием для транспортирования высокоагрессивных сточных вод систем поддержания пластового давления при добыче нефти.
Известен способ соединения металлических труб, снабженных внутренней облицовкой, где смежные концы внутренних облицовок сваривают между собой, пространство между торцами труб заполняют армированным твердеющим материалом и соединяют трубы муфтой, деформируемой до затекания ее металла в кольцевые канавки, расположенные на концах соединяемых труб (а.с. СССР №966382, кл. F 16 L 13/11, заявка №2992479/29-08 от 15.08.1980).
Недостатком данного способ соединения труб является низкая надежность по прочности и герметичности. Герметичность соединения труб обеспечивается только внутренней облицовкой и их сварным швом. Нарушение герметичности облицовок по сварному шву или по телу приводит к нарушению герметичности всего соединения. Кроме того, прочность соединения не очень высокая для трубопроводов высокого давления и, в особенности, при строительстве трубопроводов из труб диаметром свыше 114 мм, так как прочность обеспечивается только за счет сил трения и частичного затекания металла муфты в кольцевые канавки труб, что тяжело обеспечить путем редуцирования цилиндрической муфты. А также этот способ очень трудоемок, так как приходиться сваривать концы внутренних облицовок, что очень тяжело выполнять из-за разных величин коэффициентов линейного расширения у металлов труб и материала внутренних облицовок и, в особенности, при отрицательной температуре окружающей среды, так как внутренняя облицовка, выполненная, например, из полиэтилена, имеющего коэффициент линейного расширения в 20-50 раз больше, чем у металла труб, уходит во внутрь стальной трубы и при этом часто разрывает и свой сварной шов. Процесс сварки внутренних облицовок занимает очень много времени. Заполнение пространства между торцами труб твердеющим материалом до уровня наружной поверхности соединяемых труб также трудоемок, где при использовании в качестве армированного твердеющего материала ленты, пропитанного каким-либо твердеющим со временем материалом, занимает много времени в процессе намотки и неудобно выполнять в условиях монтажа и, в особенности, при отрицательной температуре окружающей среды. При этом надо учитывать температуру окружающей среды при подборе твердеющего материала, чтобы он при данной температуре затвердел.
Известен способ неразъемного соединения металлических труб, включающий насадку труб на герметизирующую цилиндрическую втулку с кольцеобразным фланцем, установку на трубы с внешней стороны обжимной цилиндрической муфты с кольцевой проточкой на наружной поверхности с сечением в виде трапеции, расположение боковых сторон трапеции по разные стороны от стыка, а редуцирование муфты производят от одного торца к другому, направляя редуцирующую силу под углом 70-84° к наружной поверхности обжимной муфты (патент RU №2016338, заявка №4855725/29 от 31.07.1990).
Недостатком данного способа соединения труб является низкая надежность по прочности для труб диаметром больше 114 мм, используемых при строительстве трубопроводов, на рабочее давление Рр≥20 МПа (200 кгс/см2), где гидравлическое испытание трубопроводов на прочность проводят с коэффициентом, равным 1,25Рр или 1,5Pp. Герметичность соединения обеспечивается только за счет защемления концов внутренней облицовки вкладышем, то есть при нарушении герметичности между концами внутренней облицовки и вкладышем нарушается герметичность всего соединения.
Известен способ неразъемного соединения металлических труб, который взят за прототип (патент RU №2155291, заявка №99102444/06 от 09.02.1999), где муфта имеет на наружной поверхности кольцевую проточку в сечении в виде трапеции, образуя по концам утолщения, а напротив утолщений муфты на внутренней поверхности нарезают резьбу, наносят антикоррозионное покрытие на внутреннюю поверхность муфты, заполняют впадины резьб герметизирующим материалом и деформируют муфту до затекания металла труб во впадины резьб муфты. Дополнительно нарезают резьбы на концах труб на длине не более чем половина длины кольцевой проточки муфты, нанося при этом на внутреннюю поверхность муфты антикоррозионное покрытие толщиной, превышающей высоту профиля резьб, нарезанных на наружной поверхности концов труб, и в процессе деформации муфты происходит затекание части материала антикоррозионного покрытия муфты во впадины резьб концов труб.
Недостатком данного способа соединения является также низкая надежность соединения для труб диаметром 114 мм, используемых при строительстве нефтепромысловых трубопроводов из труб с внутренним покрытием для системы поддержания пластового давления, где внутрипромысловые агрессивные сточные воды закачивают в пласт при рабочем давлении Рр≥20,0 МПа (200 кгс/см2), а гидравлическое испытание трубопровода проводят при давлении до 30,0 МПа (300 кгс/см2). В этом способе соединения металл трубы не полностью врезается во впадины резьб муфты, так как не очень большое расстояние между соседними гребнями резьб. И, в особенности, это ощущается в том случае, когда твердость металла труб не ниже твердости металла муфты. Этот способ соединения труб имеет высокую степень герметичности, но прочность не очень высокая для труб диаметром свыше 114 мм на строительство трубопроводов, рассчитанных на рабочее давление Рр≥20,0 МПа (200 кгс/см2).
Задачей изобретения является повышение прочности соединения труб диаметром свыше 114 мм нефтегазопромысловых трубопроводов, по которым транспортируют высокоагрессивные нефтепромысловые агрессивные сточные воды при рабочем давлении Рр≥20,0 МПа (200 кгс/см2).
Поставленная задача достигается тем, что в способе неразъемного муфтового соединения металлических труб с внутренним покрытием, включающем выполнение кольцевых проточек на наружной поверхности концов труб с образованием между ними кольцевых гребней с острой кромкой, размещение герметика между наружной поверхностью концов труб и муфтой, установку вкладыша внутри концов труб и муфты с наружной кольцевой проточкой снаружи концов труб и соединение труб путем редуцирования муфты от одного конца к другому до получения замкового соединения с концами труб с натягом и герметизацией внутренней поверхности концов труб вкладышем, новым является то, что на наружной поверхности концов труб на расстоянии от их торца не менее чем толщина стенки труб и на длине меньшей, чем половина длины муфты, делают кольцевые проточки глубиной до 4 мм и шириной, превышающей толщину стенки труб, оставляя между ними кольцевые выступы шириной меньшей, чем толщина стенки труб, устанавливают в одну или несколько кольцевых проточек каждой из труб уплотнительные
кольца, а на наружной поверхности концов муфты делают кольцевые проточки, ширина которых превышает толщину стенки труб, при котором кольцевые проточки муфты частично охватывают крайние внутренние кольцевые проточки труб и редуцируют муфту до затекания металла муфты в кольцевые проточки труб с одновременной врезкой кольцевых выступов труб в металл муфты и с образованием кольцевыми проточками муфты замкового соединения с концами труб за пределами крайних внутренних кольцевых проточек труб.
Благодаря указанным отличительным признакам повышается прочность соединения труб диаметром свыше 114 мм нефтегазопромысловых трубопроводов, по которым транспортируют высокоагрессивные нефтепромысловые сточные воды при рабочем давлении Рр≥20,0 МПа (200 кгс/см2). Так, например, оставление участка от торцов труб без образования кольцевых проточек позволяет при соединении труб муфтой меньше их деформировать и при этом кольцевые выступы труб лучше врезаются в металл муфты. При ширине кольцевых проточек на наружной поверхности труб большей, чем толщина стенки труб происходит хорошее затекание металла муфты в кольцевые проточки труб. Уплотнительные кольца, размещенные в кольцевые проточки труб, хорошо герметизируют неразъемное муфтовое соединение. Выполнение кольцевых проточек на наружной поверхности концов муфты, ширина которых превышает толщину стенки труб, позволяет получить хорошее замковое соединение с концами труб за пределами крайних внутренних кольцевых проточек труб. При этом внутренние боковые стенки кольцевых проточек муфты частично накладываются на крайние внутренние кольцевые проточки труб. Такая конструкция неразъемного муфтового соединения труб с внутренним покрытием, полученного предлагаемым способом, повышает прочность соединения до уровня предела текучести металла соединяемых труб, что позволяет монтировать трубопроводы на рабочее давление Рр≥20,0 МПа (200 кгс/см2).
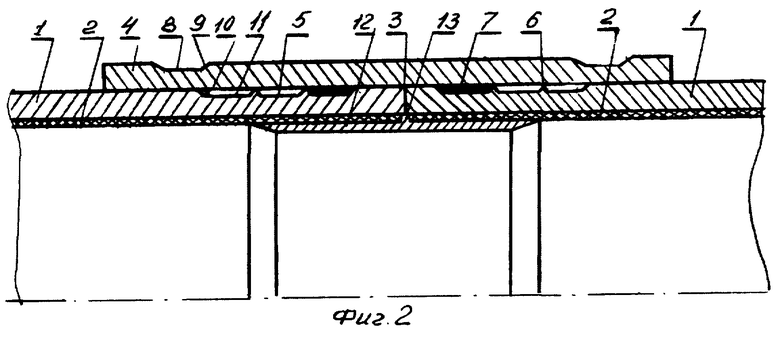
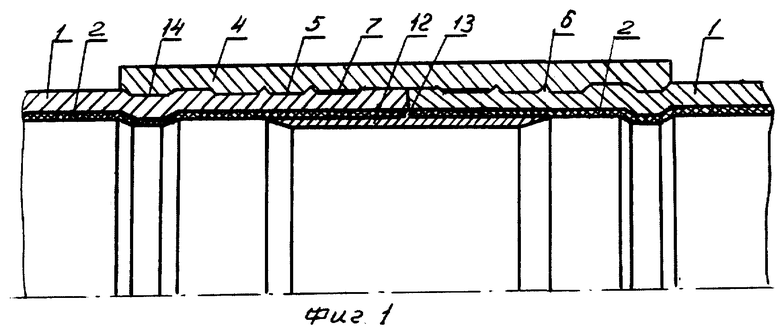
Способ поясняется на фиг.1 и 2.
На фиг.1 показан в разрезе общий вид неразъемного муфтового соединения металлических труб с внутренним покрытием.
На фиг.2 показан в разрезе общий вид металлических труб с внутренним покрытием, изготовленных для соединения муфтой.
На наружной поверхности концов металлических труб 1 с внутренним покрытием 2 на расстоянии от их торцов 3 не менее чем толщина стенки труб 1 и на длине меньшей, чем половина длины муфты 4, делают кольцевые проточки 5 глубиной до 4 мм и шириной, превышающей толщину стенки труб 1, оставляют между кольцевыми проточками 5 кольцевые выступы 6 шириной меньшей, чем толщина стенки труб 1. Устанавливают в одну или несколько кольцевых проточек 5 каждой из труб 1 уплотнительные кольца 7, а на наружной поверхности концов муфты 4 делают кольцевые проточки 8 шириной, превышающей толщину стенки труб. При этом кольцевые проточки 8 муфты 4 делают таким образом, чтобы расстояние между крайними внутренними боковыми стенками 9 муфты 4 было меньшим, чем суммарное расстояние между внешними боковыми стенками 10 крайних внутренних кольцевых проточек 11 труб 1. Устанавливают во внутрь концов труб 1 с внутренним покрытием 2 вкладыш 12, изготовленный в антикоррозионном исполнении, с центрирующим кольцевым буртиком 13, а снаружи на концы труб 1 устанавливают муфту 4, которую редуцируют при помощи гидропресса, снабженного фильером, начиная с одного конца к другому. В процессе редуцирования происходит затекание металла муфты 4 в кольцевые проточки 5 труб 1 с одновременным врезанием кольцевых выступов 6 труб 1 в металл муфты 4 и при этом кольцевые проточки 8 муфты 4 образуют с концами труб 1 за пределами крайних внутренних кольцевых проточек 11 труб 1 замковые соединения 14.
Пример конкретного выполнения.
Стальные трубы с наружным диаметром 168 мм и толщиной стенки 14 мм, длиной 8-12 м, изготовленные по ГОСТ 8732-78 из стали 20, изнутри футеруют полиэтиленовыми трубами с наружным диаметром 142 мм и с толщиной стенки 4 мм, изготовленными из полиэтилена высокой плотности марки 273-79. На наружной поверхности концов стальных труб, начиная на расстоянии от их торца 20 мм и на длине 110 мм, делают кольцевые проточки шириной 25 мм и глубиной 2,5 мм, оставляя между ними кольцевые выступы треугольной или трапецеидальной формы шириной 3-4 мм, угол гребней кольцевых выступов зависит от угла заточки резца и равно 30-45° . Количество кольцевых проточек на концах труб делают в количестве 3 штук, между ними образуются 2 кольцевых выступа. В крайние кольцевые проточки труб устанавливают уплотнительные резиновые кольца, изготовленные из маслобензокислощелостойкой резины, имеющие в поперечном сечении прямоугольную форму шириной 20 мм и толщиной 2-2,5 мм. Муфту изготавливают из стальной трубы с наружным диаметром 203 мм и толщиной стенки 15 мм по ГОСТ 8732-78 из стали 20. Длина муфты 400 мм. На наружной поверхности концов муфты делают кольцевые проточки, начиная от торцов муфты 40 мм, шириной 45 мм и глубиной 3 мм. На одном из концов муфты делают фаску под углом 10-15° для захода редуцирующего инструмента. Вкладыш делают из трубы диаметром 133 мм с толщиной стенки 6 мм. Вкладыш по наружному диаметру протачивают до диаметра 129-130 мм, оставляя посередине кольцевой буртик шириной до 3 мм для центрации вкладыша внутри концов труб. На поверхность вкладыша наносят порошковое покрытие на основе эпоксидных смол. Отрезают выступающие концы полиэтиленовых труб за торцы стальных труб, устанавливают муфту на наружную поверхность одной из труб, а во внутрь стальных труб устанавливают вкладыш, где торцы полиэтиленовых труб упираются об боковые поверхности кольцевого буртика вкладыша. Надвигают муфту на вторую стальную трубу, чтобы она одинаково охватывала обе стальные трубы. Соединяют стальные трубы, футерованные полиэтиленовыми трубами, путем редуцирования муфты от одного торца к другому при помощи гидропресса, снабженного фильером, при котором наружный диаметр муфты уменьшают с диаметра 203 мм до диаметра 188 мм. В процессе редуцирования происходит затекание металла муфты в кольцевые проточки стальных труб и при этом одновременно происходит врезание кольцевых выступов труб в металл муфты. Утолщения, имеющиеся за кольцевыми проточками муфты, деформируют металл труб на 6 мм больше, чем на участке напротив кольцевых проточек муфты, то есть концы муфты с концами стальных труб за пределами крайних внутренних кольцевых проточек стальных труб образовывают замковые соединения. Одновременно происходит защемление концов полиэтиленовых труб между внутренней поверхностью стальных труб и вкладышем.
Предлагаемый способ позволяет получить неразъемное муфтовое соединение труб с внутренним покрытием, равнопрочный материалу металлических труб, с обеспечением полной защиты соединения от внутренней коррозии при транспортировании нефтегазодобывающих высокоагрессивных сред при рабочем давлении Рр≥20,0 МПа (200 кгс/см2). Так, например, при использовании стальных труб, футерованных полиэтиленовыми трубами, срок службы нефтегазопромысловых трубопроводов будет составлять не менее 30 лет, если температура транспортируемой среды не будет превышать +60° С при использовании полиэтилена высокой плотности.
Использованная литература
1. А.с. СССР №966382, МПК F 16 L 13/11. Способ соединения металлических труб, снабженных внутренней облицовкой /И.Г.Юсупов и др. - №2992479/29-08. Заявлено 15.08.1980 г. Опубл. 15.10.1982. Бюл. №38.
2. Патент RU №2016338, кл. F 16 L 13/14. Способ неразъемного соединения металлических труб /Айдуганов В.М. и др. - №4855725/29. Заявлено 30.07.1990. Опубл. 15.07.1994. Бюл. №13.
3. Патент RU №2155291, кл. F 16 L 13/14. Способ неразъемного соединения металлических труб /Айдуганов В.М., Чахеева С.Л., Айдуганова Н.М. - №99102444/06. Заявлено 09.02.1999. Опубл. 27.08.2000. Бюл. №24.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2014 |
|
RU2557153C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2469237C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2006 |
|
RU2305218C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2006 |
|
RU2308634C1 |
| ТРУБА ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ С КОНЦЕВЫМИ СТАЛЬНЫМИ ПАТРУБКАМИ | 2002 |
|
RU2230968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406007C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2002 |
|
RU2216673C2 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2168101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406910C1 |
Изобретение относится к строительству и используется при сооружении трубопроводов. На наружной поверхности концов труб выполнены кольцевые проточки, а между ними оставлены кольцевые выступы. На концах муфты выполнены кольцевые проточки. В кольцевые проточки труб установлены уплотнительные кольца. Внутри концов труб установлены вкладыши, которые герметизируют торцы труб от полости трубопровода. Кольцевые проточки, выступы труб и кольцевые проточки муфты образовывают между собой в процессе соединения замковые соединения, а между контактируемыми их поверхностями получается соединение с натягом. Повышена прочность соединения труб в трубопроводах. 2 ил.
Способ неразъемного муфтового соединения металлических труб с внутренним покрытием, включающий выполнение кольцевых проточек на наружной поверхности концов труб с образованием между ними кольцевых гребней с острой кромкой, размещение герметика между наружной поверхностью концов труб и муфтой, установку вкладыша внутри концов труб и муфты с наружной кольцевой проточкой снаружи концов труб и соединение труб путем редуцирования муфты от одного конца к другому до получения замкового соединения с концами труб с натягом и герметизацией внутренней поверхности концов труб вкладышем, отличающийся тем, что на наружной поверхности концов труб на расстоянии от их торцов не менее чем толщина стенки труб, и на длине, меньшей, чем половина длины муфты, делают кольцевые проточки глубиной до 4 мм и шириной, превышающей толщину стенки труб, оставляя между ними кольцевые выступы шириной, меньшей, чем толщина стенки труб, устанавливают в одну или несколько кольцевых проточек каждой из труб уплотнительные кольца, а на наружной поверхности концов муфты делают кольцевые проточки, ширина которых превышает толщину стенки труб, устанавливают муфту на концах труб, при которой кольцевые проточки муфты частично охватывают крайние внутренние кольцевые проточки труб, и редуцируют муфту до затекания металла муфты в кольцевые проточки труб с одновременной врезкой кольцевых выступов труб в металл муфты и с образованием кольцевыми проточками муфты замкового соединения с концами труб за пределами крайних внутренних кольцевых проточек труб.
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1999 |
|
RU2155291C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2023931C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2016338C1 |
| Способ соединения металлических труб,снабженных внутренней облицовкой | 1980 |
|
SU966382A1 |
| US 4624489 A, 25.11.1986. | |||

