Изобретение относится к технологии неразъемного соединения труб и может быть использовано при строительстве трубопроводов в нефтегазодобывающей промышленности и в жилищно-коммунальном хозяйстве.
Известен способ соединения металлических труб, снабженных внутренней облицовкой, при помощи сваривания смежных концов облицовки, заполнения пространства между торцами труб армированным твердеющим материалом и соединение труб муфтой, деформируемой до затекания ее металла в кольцевые канавки, расположенные на концах соединяемых труб (а. с. СССР N 966382, заявка 15.08.80 г., опубл. 15.10.82, бюл. N 38).
Недостатком данного способа является то, что герметичность соединения обеспечивается только тем, что смежные концы облицовок сваривают между собой, а при нарушении герметичности облицовок по сварному стыку или по телу нарушается и герметичность всего соединения. Течь транспортируемой среды уже начинается при давлении менее 2-3 кгс/см2. Кроме того, сам процесс соединения очень трудоемок в монтаже, так как приходится пространство между торцами труб заполнять армирующим твердеющим материалом до уровня наружной поверхности соединяемых труб, то есть сварной шов облицовок обматывают лентой, пропитанной каким-либо твердеющим со временем материалом, что занимает много времени и неудобно выполнять в условиях монтажа.
Известен способ неразъемного соединения металлических труб, включающий насадку труб на герметизирующую цилиндрическую втулку с кольцеобразным фланцем, установку на трубы с внешней стороны обжимной цилиндрической муфты с кольцевой проточкой на наружной поверхности с сечением в виде трапеции, расположение боковых сторон трапеции по разные стороны от стыка, а редуцирование муфты производят от одного торца к другому, направляя редуцирующую силу под углом 70-84o к наружной поверхности обжимной муфты (патент RU N 2016338, заявка N 4855725/29 от 31.07.90, опубл. 15.07.94, бюл. N 13).
Недостатком данного способа является то, что герметичность соединения обеспечивается только герметизирующей цилиндрической втулкой, устанавливаемой во внутрь соединяемых труб, что существенно снижает сечение трубопровода по стыкам для труб малых диаметров и возникает необходимость формирования раструбов на концах труб для размещения герметизирующей цилиндрической втулки. И при этом герметичность соединения обеспечивается только за счет защемления концов внутренней облицовки. В этом способе при нарушении герметичности соединения между втулкой и концами труб также нарушается герметичность полностью соединения, то есть муфта обеспечивает прочность соединения, но не обеспечивает его герметичность. Кроме того, чтобы обеспечить герметичность соединения приходится подвергать большой деформации муфты и концы труб в радиальном направлении, так как необходимо выбрать зазоры между втулкой и концами труб, а также между муфтой и концами труб. Для этого требуется мощное оборудование, которое имеет большие габариты и массу.
Известен также способ соединения металлических труб, который от предыдущего отличается тем, что в зазор между муфтой и концами труб устанавливают герметизирующий элемент в виде цилиндрической кольцевой прокладки, а редуцирование производят от каждого из двух торцов муфты к ее середине (патент RU N 2023931, заявка N 4855724/29 от 31.07.90 г., опубл 30.11.94 г., бюл. N 22).
Недостатком данного способа является то, что приходится оставлять большой зазор между муфтой и концами труб для размещения цилиндрической кольцевой прокладки, а также учитывать поле допуска трубы по наружному диаметру при изготовлении цилиндрической кольцевой прокладки, то есть надо учитывать возникающие проблемы при установке прокладки в процессе монтажа трубопровода. Кроме того, много времени занимает сам процесс установки прокладки, так как при наличии зазора между прокладкой и трубой она может переместиться при установке или деформации муфты в какую-либо сторону от середины стыка, так как она ничем не зафиксирована от продольного перемещения, что в конечном итоге отрицательно скажется на герметичности соединения, то есть при смещении прокладки в ту или иную сторону герметичность соединения не обеспечивается муфтой. Кроме того, приходится деформировать на большую величину муфты, чтобы выбрать большой зазор между муфтой и концами труб.
Целью изобретения является упрощение технологии монтажа трубопроводов и повышение надежности соединения труб.
Поставленная цель достигается тем, что в способе неразъемного соединения металлических труб, включающем размещение герметика между муфтой и концами труб, установку на трубы с внешней стороны обжимной цилиндрической муфты с кольцевой проточкой на наружной поверхности с сечением в виде трапеции и соединение труб путем деформации муфты концов труб до придания внешней поверхности муфты цилиндрической формы, новым является то, что нарезают резьбы на внутренней поверхности утолщения муфты, наносят антикоррозионное покрытие на внутреннюю поверхность муфты, заполняют герметизирующим материалом впадины резьб и деформируют муфту до затекания металла труб во впадины резьб муфты.
Кроме того, нарезают резьбы на концах труб на длину не более чем половина длины кольцевой проточки муфты, наносят на внутреннюю поверхность муфты антикоррозионное покрытие толщиной, превышающей высоту профиля резьб концов труб, и деформируют среднюю часть муфты до затекания части материала антикоррозионного покрытия муфты во впадины резьб концов труб. В качестве антикоррозионного покрытия муфты используют материалы на основе термопластичных пленкообразователей (полиэтилен, полипропилен, сэвилен, поливинилбутираль, фторопласт, поливинилхлорид, полиамид, пентапласт и т.п., и их композиции).
Благодаря указанным отличительным признакам упрощается технологический процесс монтажа трубопровода, так как все подготовительные технологические операции могут быть выполнены заранее, а не в процессе соединения труб муфтой при непосредственном монтаже трубопровода. В процессе деформации муфты металл труб затекает во впадины резьб муфты, а находящийся во впадинах резьб муфты герметизирующий материал сжимается и заполняет все микронеровности. А антикоррозионное покрытие муфты также сжимается между внутренней поверхностью муфты и наружной поверхностью концов труб, что также дополнительно уплотняет соединение.
Нарезание резьб на концах труб на длине не более чем половина кольцевой проточки муфты также повышает надежность, так как часть материала антикоррозионного покрытия муфты в процессе деформации муфты затекает во впадины резьб концов труб, что повышает герметичность соединения за счет увеличения поверхности контакта, материала антикоррозионного покрытия с наружной поверхностью концов труб. Нанесение антикоррозионного покрытия толщиной, превышающей высоту профиля резьб концов труб, обеспечивает защиту металла муфты от коррозии, так как выступы резьб не прорезают покрытие до металла муфты. Наличие резьб в соединении повышает прочность и герметичность соединения. Применение в качестве антикоррозионного покрытия муфты материалов на основе термопластичных пленкообразователей (полиэтилен, полипропилен, сэвилен, поливинилбутираль, фторопласт, поливинилхлорид, полиамид, пентапласт и т.п., и их композиции) позволяют сохранить целостность антикоррозионного покрытия в процессе деформации муфты.
Способ поясняется фиг. 1-4.
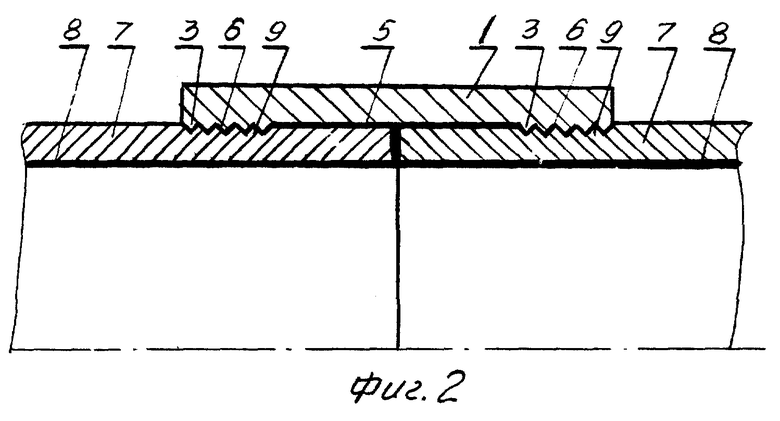
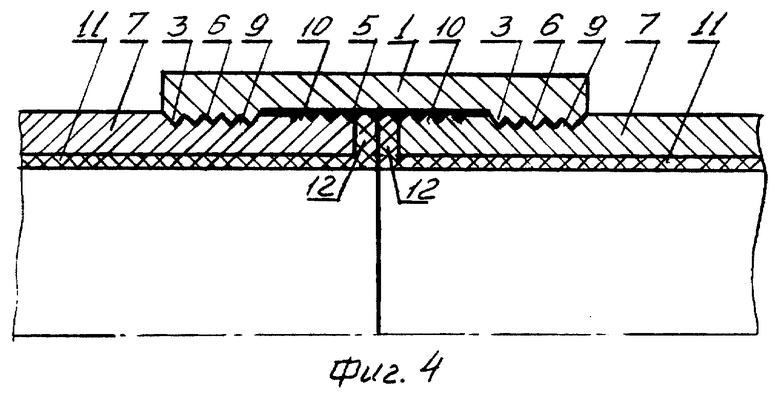
На фиг. 1 и 3 показаны продольные разрезы концов труб и муфт, подготовленные для соединения.
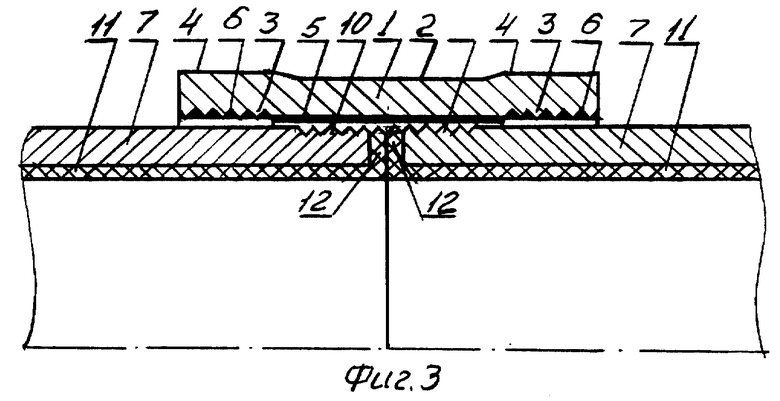
На фиг. 2 и 4 показаны продольные разрезы соединений, полученные по предлагаемому способу.
Способ осуществляют следующим образом.
Первый вариант способа поясняется изображениями фигур 1, 2.
На наружной поверхности муфты 1 делают кольцевую проточку 2 с сечением в виде трапеции, нарезают резьбы 3 на внутренней поверхности утолщений 4, наносят на внутреннюю поверхность антикоррозионное покрытие 5, заполняют герметизирующим материалом 6 впадины резьб 3. Устанавливают муфту 1 на концы труб 7, имеющей на внутренней поверхности и на торцах труб антикоррозионное покрытие 8, деформируют муфту 1 в радиальном направлении при помощи специального гидропресса по известной технологии до придания наружной поверхности муфты 1 цилиндрической формы. При этом металл труб 7 затекает во впадины резьб 3, образуя выступы 9, а герметизирующий материал 6, сжимаясь, заполняет все микронеровности, имеющиеся на соприкасаемых поверхностях муфты 1 и труб 7. Антикоррозионное покрытие 5 муфты 1 также сжимается между внутренней поверхностью муфты 1 и наружной поверхностью концов труб 7, то есть служит дополнительным уплотнением.
Второй вариант способа поясняется изображениями фигур 3, 4.
Этот вариант отличается от предыдущего тем, что нарезают резьбы 10 на концах труб 7, снабженных внутренними облицовками 11, имеющими отбортовки 12. Длины резьб 10 делают не более чем половина длины кольцевой проточки 2 муфты 1. На внутреннюю поверхность муфты 1 наносят антикоррозионное покрытие 5 толщиной, превышающей высоту профиля резьб 10 концов труб 7. При соединении муфту 1 деформируют в радиальном направлении до запекания материала антикоррозионного покрытия 5 во впадины резьб 10 концов труб 7.
Практическое применение изобретения позволяет упростить технологию монтажа трубопроводов из металлических труб, так как все подготовительные технологические операции производят до соединения труб при помощи обжимной муфты, что позволяет более качественно подготовить муфты и трубы для соединения. Кроме того, наличие резьб в соединении позволяет повысить прочность и герметичность соединения. Антикоррозионное покрытие защищает соединение от коррозии, а также служит в качестве уплотнения между внутренней поверхностью муфты и наружной поверхностью концов труб. Герметизирующий материал во впадинах резьб муфты надежно герметизирует соединение труб.
То есть предлагаемый способ позволяет упростить технологический процесс монтажа трубопроводов из металлических труб, а также металлических труб с внутренним покрытием или облицовкой и при этом повысить надежность их соединения.
Изобретение относится к технологии неразъемного соединения труб и может быть использовано при строительстве трубопроводов в нефтегазодобывающей промышленности и в жилищно-коммунальном хозяйстве. Способ включает нарезание резьбы на внутренней поверхности утолщений муфты, нанесение антикоррозионного покрытия на внутреннюю поверхность муфты, заполнение герметизирующим материалом впадины резьб и деформацию муфты до затекания металла труб во впадины резьб муфты. Производят нарезание резьб на концах труб на длине не более чем половина длины кольцевой проточки муфты, нанесение на внутреннюю поверхность муфты антикоррозионного покрытия толщиной, превышающей высоту профиля резьб концов труб, и деформацию муфты до затекания части материала антикоррозионного покрытия муфты во впадины резьб концов труб. В качестве антикоррозионного покрытия муфты используют материалы на основе термопластичных пленкообразователей (полиэтилен, полипропилен, сэвилен, поливинилбутираль, фторопласт, поливинилхлорид, полиамид, пентапласт и т.п. и их композиции). Изобретение упрощает технологию монтажа трубопроводов и повышает надежность соединения труб. 2 з.п.ф-лы, 4 ил.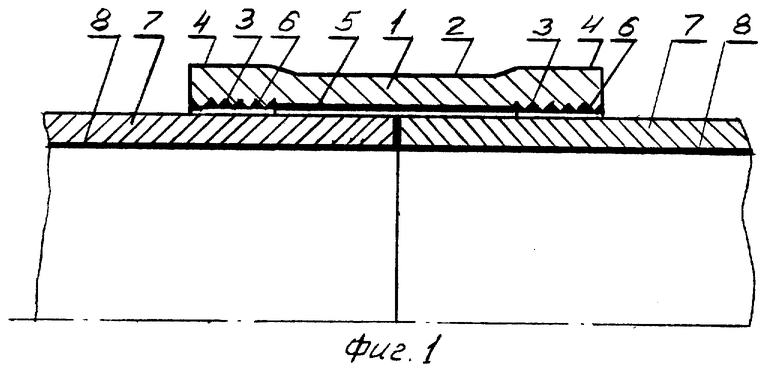
| RU, 2023931 С1, 30.11.1994 | |||
| RU, 2016338 С1, 15.07.1994 | |||
| SU, 966382 А, 15.10.1982 | |||
| DE, 3226868 А2, 21.04.1983 | |||
| DE, 4329442 А1, 02.03.1995 | |||
| US, 4624489 А, 25.11.1986. |

