Изобретение относится к усовершенствованной заготовке для изготовления полых корпусов, в частности бутылок любого вида и размеров с помощью формовки выдуванием.
Как хорошо известно специалистам в данной области техники, изготовление бутылок или банок из пластмассы в настоящее время почти всегда осуществляют исключительно с помощью двухстадийного процесса, который включает изготовление и использование полых, полуобработанных изделий, имеющих по существу цилиндрическую форму, известных именно как заготовки или черновые формы. На первой стадии подобного способа изготовление полых заготовок осуществляется централизованным способом, т.е. несколькими специализированными изготовителями, при этом заготовки имеют большую толщину, и продольный и поперечный размер в соотношении примерно от 1:2 до 1:4 по отношению к размеру обработанной бутылки. На второй стадии способа, которая обычно осуществляется на том же предприятии, где происходит разлив жидкости, которая должна быть забутилирована, полые заготовки помещают в пресс-форму, нагревают до температуры, достаточной для их размягчения, вытягивают до конечной длины бутылки с помощью вытяжения путем введения одного или больше потоков сжатого воздуха в нагретую и вытянутую заготовку.
Данный способ изготовления имеет существенные и различные преимущества по всей производственной цепочке, которые хорошо известны специалистам в данной области техники и которые нет необходимости повторять в данном описании. Эти преимущества привели, как было отмечено ранее, к почти общему принятию в мировом масштабе этого способа получения полых корпусов, в частности бутылок любого рода, формы и размера.
В частности вышеописанный способ имеет наибольшее применение при использовании светлых пластмассовых материалов, таких как, например, полиэтилентерефталат, который во время процесса выдувания испытывает такую ориентацию кристаллической структуры, которая обеспечивает бутылке наиболее удовлетворительные механические характеристики даже при очень маленьких значениях конечной толщины материала.
Конкретно для этого типа бутылок проводился постоянный поиск оптимизации способа производства для уменьшения, при том же конечном объеме бутылки количества используемого пластмассового материала и, следовательно, конечной стоимости бутылки. До сегодняшнего дня такое исследование главным образом было направлено, с одной стороны, на изменение формы обработанной бутылки (создание большей устойчивости формы) и, с другой стороны, на корректировку различных параметров формования (относительное удлинение заготовки, температура нагревания, давление вдуваемого воздуха и т.п.).
По существу неизменяемой во времени осталась форма заготовки, которая состоит из полого цилиндрического корпуса, имеющего постоянную или меняющуюся толщину, открытый конец которого имеет окончательную форму области горлышка бутылки и снабжен необходимой резьбой для соединения завинчиваемой крышки, и закрытый конец которого в большинстве случаев является полусферическим.
Для уменьшения количества пластмассового материала, который в готовой бутылке остается в центральной области дна бутылки и поэтому не имеет прямого прикладного значения, были предложены и частично использованы заготовки с несферической головкой, в частности с головкой, имеющей коническую, эллиптическую или параболическую форму. Однако, хотя заготовки такого типа в настоящее время обладают некоторыми преимуществами во время прессования заготовок, обеспечивая среднее сокращение времени прессования благодаря улучшенному оптимальному выбору пути потока расплавленного пластмассового материала (который фактически вводят в вершине закрытого конца заготовки), они не создают ощутимых результатов для сокращения веса заготовки, поскольку распределение материала в готовой бутылке значительно не отличается от распределения материала в бутылках, полученных из заготовок с полусферической головкой.
Целью настоящего изобретения является создание усовершенствованной заготовки для получения из нее бутылки с такими же размерами и механическими характеристиками, которые имеют значительно меньший вес по сравнению с весом известной заготовки, используемой в настоящее время.
Другой целью настоящего изобретения является создание усовершенствованной заготовки, обеспечивающей сокращение веса бутылки, полученной из такой заготовки, сконцентрированное в центральной области дна бутылки.
Указанные цели достигнуты согласно настоящему изобретению с помощью заготовки, имеющей признаки, определенные в п.1 приложенной формулы изобретения. Дополнительные признаки заготовки по изобретению определены в зависимых пунктах формулы изобретения.
Дополнительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания предпочтительного варианта осуществления изобретения, проиллюстрированного приложенным чертежом, на котором показан схематичный вид сбоку усовершенствованной цилиндрической заготовки согласно настоящему изобретению.
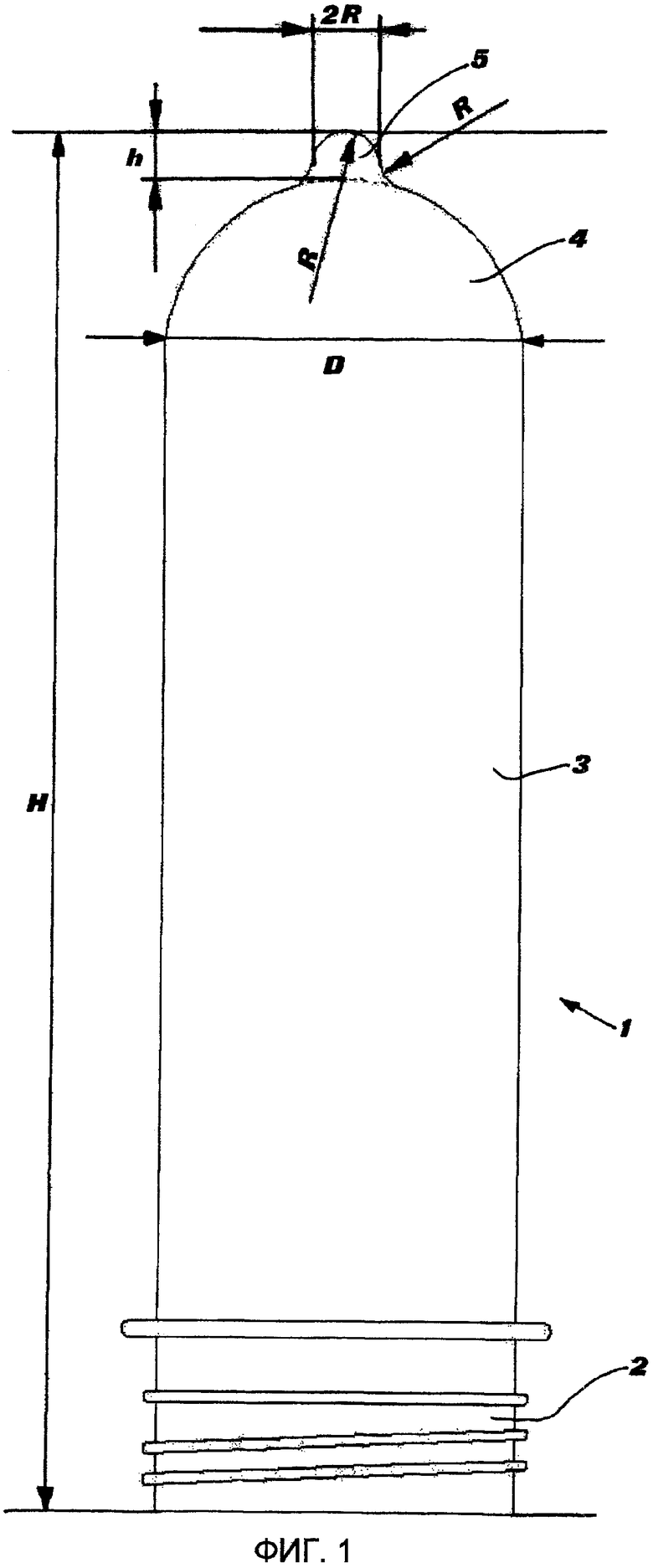
Как показано на фиг.1, заготовка 1 согласно настоящему изобретению имеет обычную конструкцию с открытым концом 2, выполненным известным образом с резьбой и ребрами для размещения и упора завинчивающейся крышки бутылки, и с вытянутым цилиндрической формы корпусом 3 заготовки.
Фактически усовершенствование заготовки согласно изобретению заключается исключительно в форме закрытого конца или головки 4 заготовки, в которой центральный участок образован осевым добавочным элементом 5, соответствующим образом изогнутым по радиусу под определенным углом к оставшемуся боковому участку головки 4. Упомянутый оставшийся боковой участок головки 4 может иметь одну из известных форм, описанных выше, и предпочтительно имеет форму полусферы.
Форма добавочного элемента 5 и его размер не являются, в частности, ограниченными, поскольку внутренний диаметр элемента 5 должен быть достаточно больше настолько, чтобы позволить разместить в нем конец вытяжного стержня заготовки (не показан) в начале этапа формовки. В показанном варианте осуществления изобретения добавочный элемент 5 также имеет форму полусферы с радиусом R и предпочтительно изогнут по радиусу под определенным углом к боковому участку закрытого конца 4 посредством криволинейной выпуклой наружу поверхности, имеющей идентичный радиус R.
Радиус R добавочного элемента 5 и его полная высота h по отношению к касательной плоскости к теоретической вершине полностью полусферической головки (показанной как линия воображаемого контура на данном чертеже), определяют признаки заготовки по изобретению. Минимальное значение, которое может принимать R, равно R=Rmin, как сказано выше, является одним из значений, соответствующих внутреннему диаметру элемента 5, подходящих для осуществления точной посадки в элементе 5 вытяжного стержня заготовки; максимальное значение R равно R=Rmax и соответствует D/2, где D - диаметр цилиндрического центрального участка 3 заготовки. Полная высота H заготовки остается такой же, эффект сокращения веса заготовки, несомненно, выше для R=Rmin, тогда как эффект является минимальным или более точно нулевым, когда R=Rmax, т.е. когда заготовка по изобретению имеет форму головки 4, совпадающей с формой обычной пресс-формы с полностью полусферической головкой.
Подобные замечания применимы к высоте h добавочного элемента 5, поскольку очевидно, что полная высота H заготовки снова остается такой же, сокращение веса тем больше, чем больше высота h, начиная от значения hmin=0, при котором заготовка по изобретению имеет форму головки 4, совпадающую с формой головки обычной заготовки, имеющей полностью полусферическую форму головки.
Внутри вышеупомянутых разнообразных диапазонов размеры и форма добавочного элемента 5 могут быть изменены по желанию в зависимости от желаемых результатов, например, для сосредоточения потери веса заготовки в центральной области дна бутылки или для других целей, которые могут быть полезными или подходящими для различных конкретных применений.
Благодаря конкретной форме заготовки согласно изобретению, описанной выше, достигнут неожиданный результат в создании заготовки с меньшим весом, по сравнению с заготовкой известного типа, имеющей такую же толщину и высоту, благодаря тому, что вся поверхность заготовки согласно изобретению имеет меньшую доводку, чем поверхность соответствующей обычной заготовки с полностью полусферической головкой и равной высоты. Сокращение веса заготовки, полученное таким образом, может достигать значения примерно от 3 до 5%, и этот значительный результат достигнут без изменения, по меньшей мере, других характеристик заготовки, и, в частности, относительного осевого вытяжения заготовки. Вытяжной стержень, возможно измененный в его конечной части для соответствия внутренней форме добавочного элемента 5, может проходить в него, а поэтому определяет удлинение заготовки по изобретению, идентичное удлинению, которое могло бы быть вызвано в обычной заготовке, у которой полусферическая головка имеет такую же полную высоту H. Растягивающее действие, кроме того, является даже более равномерным, благодаря тому, что добавочный элемент 5 уже представляет собой скос для измененной формы заготовки.
Заготовка по изобретению может, следовательно, заменить обычную заготовку без необходимости осуществлять новую калибровку способа формования дутьем и, таким образом, обеспечить простым и прямым путем значительное сокращение веса заготовки и, следовательно, готовой бутылки, достигая первую цель изобретения.
Посредством соответствующего регулирования размерных параметров добавочного элемента 5 можно сосредоточить уменьшение веса в центральной части дня бутылки, полученной формованием указанной заготовки с помощью дутья, достигая за счет этого второй цели изобретения. Эта цель особенно важна, потому что она позволяет улучшить механическую прочность бутылки в отношении ударов, устраняя или значительно сокращая хрупкую область, которая в обычных бутылках представляет собой кольцеобразную полосу дна бутылки, в которой имеет место область перехода между периферийной областью малой толщины и центральной областью с большей толщиной.
Настоящее изобретение было описано со ссылками на предпочтительный вариант осуществления изобретения, но также понятно, что другие варианты осуществления изобретения, использующих принцип изобретения, могут отличаться от упомянутого варианта осуществления изобретения. Изобретение никоим образом не ограничено признаками описанного варианта осуществления изобретения, но только пунктами приложенной формулы изобретения.
Изобретение относится к заготовке из пластмассы для производства бутылок с помощью формовки выдуванием. Заготовка содержит цилиндрический центральный корпус с открытым концом и закрытым концом. В центральной области закрытого конца расположен полый добавочный элемент, выступающий наружу из заготовки и способный вмещать в себя конец вытяжного стрежня для упомянутой заготовки. Полый добавочный элемент и оставшийся боковой участок закрытого конца заготовки могут быть сферическими, коническими, эллиптическими или параболическими. Изобретение позволяет повысить физико-механические свойства и снизить вес изделия. 6 з.п. ф-лы, 1 ил.
1. Заготовка (1) из пластмассы для производства полых корпусов с помощью формовки выдуванием, содержащая по существу цилиндрический центральный корпус (3) с открытым концом (2) и закрытым концом (4), отличающаяся тем, что закрытый конец (4) выполнен с полым добавочным элементом (5), выступающим наружу из заготовки (1) в ее центральной области, при этом боковой участок закрытого конца (4), смежный с добавочным элементом (5), имеет сферическую, эллиптическую, коническую или параболическую форму.
2. Заготовка по п.1, в которой полый корпус является бутылкой или банкой, при этом открытый конец (2) образует область горлышка готовой бутылки или банки и место посадки крышки.
3. Заготовка по п.2, в которой, по меньшей мере, центральный участок добавочного элемента (5) имеет сферическую, эллиптическую или параболическую форму.
4. Заготовка по п.3, в которой добавочный элемент (5) закруглен по радиусу под определенным углом к оставшемуся боковому участку закрытого конца (4) заготовки (1).
5. Заготовка по п.4, в которой добавочный элемент (5) имеет сферическую форму.
6. Заготовка по п.5, в которой добавочный элемент (5) имеет радиус (R), равный радиусу внешней выпуклой поверхности, соединяющей добавочный элемент (5) с оставшимся блоковым участком закрытого конца (4) заготовки (1).
7. Заготовка по любому из пп.1-6, в которой добавочный элемент (5) имеет внутренний зазор, по меньшей мере, достаточный для размещения свободного конца вытяжного стержня заготовки.
| JP 54146870 А, 16.11.1979 | |||
| ПЛАСТИКОВАЯ БУТЫЛКА И ФОРМА ДЛЯ ПОЛУЧЕНИЯ ДНА БУТЫЛКИ | 2003 |
|
RU2261199C2 |
| US 4525401 A, 25.06.1985 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "БИТОЧКИ С СОУСОМ СМЕТАННЫМ С ЛУКОМ" | 2013 |
|
RU2508004C1 |
| US 3881621 A, 06.05.1975. | |||

