Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для выдувного формования при производстве контейнеров, изготовленных из термопластичных смол, в частности бутылок, изготовленных из полиэтилентерефталата (ПЭТ) или полипропилена (ПП), или другого пластика.
Уровень техники
Сегодня производство пластиковых контейнеров, особенно бутылок, широко распространено. Пластиковые контейнеры изготавливаются с использованием оборудования для формования, характеризующегося высокой часовой производительностью. С технической точки зрения указанное оборудование обычно делится на две группы: одношаговые системы и двухшаговые системы.
При так называемом двухшаговом процессе предварительно отлитая заготовка для выдувания, полученная, например, посредством литья под давлением или сжатия, охлаждается, а в ходе последующего шага повторно нагревается до определенной температуры и затем формуется выдуванием так, чтобы изделие приняло нужную конечную форму.
Напротив, одношаговые процессы называются так благодаря тому, что сразу после окончания литья под давлением без стадии охлаждения до температуры окружающей среды заготовки перемещаются непосредственно из формы для литья под давлением для выдувного формования.
В системах обоих типов механизм выдувания может осуществляться с использованием пресс-форм, расположенных в линию, или пресс-форм, расположенных вокруг поворотного стола, вращающегося вокруг своей оси. Вращающиеся устройства для выдувного формования лучше приспособлены для получения высоких показателей часовой производительности, так как они функционируют непрерывно. Некоторые из подобных систем описаны в патентных документах US 4850850, US 4313720, WO 95/05933, WO 89/01400.
В частности, в документе WO 89/01400 описывается устройство, в котором полуформы для выдувания свободно открываются и закрываются, вращаясь вокруг соответствующей оси вращения, которая перпендикулярна плоскости, в которой перемещаются заготовки и окончательные контейнеры.
Для того чтобы максимально увеличить почасовую производительность таких пресс-форм, также описаны некоторые решения, в которых пресс-формы снабжены двумя углублениями или двумя гнездами пресс-формы, которые открываются и закрываются одновременно. Следовательно, в машине такого типа двухгнездовые пресс-формы должны быть расположены двумя различными способами. Один способ состоит в выравнивании осей гнезд пресс-форм вдоль радиуса поворотного стола, а второй состоит в расположении определенных осей гнезд пресс-форм на тангенциально ориентированных плоскостях по периметру поворотного стола. Посредством указанного второго расположения возможно уменьшить кинематические перемещения при помещении и извлечении из пресс-формы двух подвергшихся выдуванию контейнеров.
Однако существует необходимость улучшения эксплуатационной гибкости подобных систем выдувного формования. Например, это необходимо в ходе использования указанного устройства при изготовлении меньших партий контейнеров для напитков или в случае, когда изготавливаются мелкие партии бутылок специальной формы. В подобных случаях тяжелее использовать пресс-формы с одним гнездом по сравнению с пресс-формами с двумя гнездами.
Еще одним недостатком такого рода формующих систем является то, что заготовка не вставляется в одно из двух гнезд, для которой она предназначается при конкретном цикле, пока заготовка не вставлена в другое гнездо, например, из-за засора в системе распределения заготовок. В данном случае система управления должна блокировать процесс выдувного формования обоих гнезд пресс-формы, что приводит к потере заготовки или той заготовки, которая расположена правильно в заранее заданном положении, и к потере цикла формования одной пресс-формы поворотного стола.
Раскрытие изобретения
Следовательно, задача настоящего изобретения заключается в том, чтобы исключить указанные выше недостатки и создать устройство выдувного формования контейнеров, которое будет функционально надежным, будет характеризоваться высокой степенью гибкости, чтобы приспосабливаться к различным объемам производства, необходимым пользователю, и в котором дополнительно уменьшено количество бракованных изделий. Указанные и другие задачи, которые будут более понятны из нижеследующего описания, достигаются в устройстве для выдувного формования, охарактеризованном в независимом пункте 1 формулы изобретения.
Задача также решена посредством способа выдувного формования, охарактеризованного в пункте 6 формулы изобретения.
Краткое описание чертежей
Другие преимущества настоящего изобретения будут более понятны специалисту в данной области из последующего подробного описания неограничительного варианта выполнения устройства для выдувного формования, приводимого для примера со ссылками на чертежи, на которых представлено:
фиг.1 - вид сверху устройства для выдувного формования, соответствующего настоящему изобретению;
фиг.2 - вид в изометрии части устройства для выдувного формования с фиг.1;
фиг.3 - вид сверху элемента по фиг.1 в увеличенном масштабе;
фиг.4 - вид в изометрии элемента пресс-формы устройства по фиг.1;
фиг.5а, b, c - виды трех вариантов выполнения элемента устройства по фиг.1;
фиг.6 - схематичный вид части линии подачи текучей среды, используемой для выдувания, устройства по фиг.1;
фиг.7а)-7е) - схематичные виды расположений заготовок для выдувания в пресс-формах для выдувания в различных фазах функционирования устройства по фиг.1.
Предпочтительные варианты выполнения настоящего изобретения описаны в зависимых пунктах формулы изобретения. Другие задачи и преимущества настоящего изобретения будут ясны из нижеследующего подробного описания, в котором имеются ссылки на предпочтительные варианты выполнения устройства для выдувного формования и которое не исключает возможность других вариантов выполнения и улучшений.
Осуществление изобретения
Во внешней периферийной зоне поворотного стола 1, вращающегося вокруг вертикальной оси X, установлено некоторое количество полуформ 2, 3, которые вместе образуют соответствующие пресс-формы 4', 4'', 4''' для выдувания. В этом варианте осуществления, показанном на чертежах, каждая пресс-форма содержит три гнезда пресс-формы, и в этом не ограничительном примере они имеют формы бутылок 5, 6, 7, так как машины такого типа могут использоваться для изготовления других типов пластиковых контейнеров очень разнообразных размеров. В некоторых вариантах выполнения также предусмотрена третья часть 8 полуформы, которая используется для формования нижней части или донышка бутылки. В этом описании будем говорить о бутылках, понимая при этом, что решения, примененные в настоящем изобретении, могут использоваться также для других типов контейнеров. Полуформа 2 каждой пресс-формы 4', 4'', 4''' связана с поворотным столом и расположена в вертикальной плоскости так, что полусферическое углубление, состоящее из трех гнезд 5, 6, 7, повернуто к внешней стороне поворотного стола 1. Для ясности поворотный стол на фигуре содержит только три пресс-формы, а другие пресс-формы, расположенные обычно по оставшейся части периметра поворотного стола, опущены.
Другая полуформа 3 каждой пресс-формы может передвигаться относительно первой полуформы 2, при этом перемещения представляют собой вращательное движение вокруг соответствующей второй оси Y, расположенной в горизонтальной плоскости, перпендикулярной оси Х поворотного стола 1.
Вариант выполнения, в котором одна пресс-форма 4' содержит три гнезда пресс-формы, позволяет увеличить количество изготавливаемых бутылок практически втрое по сравнению со случаем, когда пресс-форма содержит только одно гнездо. Указанный вариант выполнения пресс-формы с одним или двумя гнездами не представлен на чертежах, так как данные решения являются известными и стандартными.
Дополнительно факт наличия трех гнезд для бутылок в каждой пресс-форме 4', 4'', 4''' позволяет пользователю увеличить максимальную гибкость использования, устройство для выдувания способно работать как с одним гнездом одной пресс-формы, так и с двумя, вместо того, чтобы заниматься всеми тремя формами заготовок для выдувания. Подобная гибкость иногда нужна некоторым пользователям, так как она достигается без замены пресс-форм пресс-формами с двумя гнездами или пресс-формами с одним гнездом.
Указанное преимущество достигается посредством одного устройства распределения для простых заготовок, причем это устройство можно легко заменить. Указанное устройство распределения, которое можно заменить, содержит распределительную звездочку 10, имеющую заранее заданный контур, в котором выполнено некоторое количество пазов 11, подходящим образом распределенных вдоль периметра. Используя замену единственной звездочки 10 и повторно определяя систему управления системы выдувания, существует возможность работы, при которой загружены только одно или два гнезда каждой пресс-формы во время всех циклов работы. На фиг.5 представлены три варианта распределительной звездочки 10.
На фиг.5а) звездочка 10' распределяет заготовки 12 (обозначенные буквой С) так, чтобы загружать центральное гнездо 5 пресс-формы, показанной на фиг.4. В данном варианте выполнения пазы находятся на одном расстоянии друг от друга вдоль всего периметра, и заготовки 12 для выдувания расположены так, чтобы помещаться во внутреннее пространство единственного гнезда каждой пресс-формы, при этом остальные два гнезда каждой пресс-формы остаются пустыми, при этом предпочтительно, но не обязательно, чтобы пустыми оставались боковые гнезда, а центральное гнездо заполнялось. При таком решении пресс-формы поворотного стола 1 работают на две трети ниже максимальной производительности. Чертеж данного варианта представлен на фиг.7а).
На фиг.5b) пазы 11 звездочки 10'' второго варианта расположены по периметру звездочки 10'' не так, как на фиг.5а). Звездочка 10'' распределяет заготовки 12', 12'' (обозначенные буквами L и R) в углубления 6 и 7 пресс-формы, показанной на фиг.4. При указанной конфигурации пресс-формы поворотного стола функционируют при производительности, которая примерно на одну треть меньше максимальной производительности. Чертеж данного варианта представлен на фиг.7b).
На фиг.5с) пазы 11 звездочки 10''' третьего варианта расположены по периметру звездочка 10''' не так, как на фиг.5а) и 5b). Звездочка 10''' распределяет заготовки 12', 12'', 12''' (обозначенные буквами L, С и R) в соответствующие углубления 5, 6 и 7 пресс-формы, показанные на фиг.4.
Распределительная звездочка 10''' способна захватывать заготовки для выдувания в любом пазу и перемещать их вдоль пути подачи пресс-форм на расстояние, при котором они входят в каждое гнездо каждой пресс-формы. Чертеж данного варианта представлен на фиг.7с). Предпочтительно, чтобы перемещения заготовок для выдувания от распределительной звездочки до поворотного стола осуществлялось посредством распределительного кулачка 15 заготовок, что позволяет влиять на сложное перемещение заготовок для выдувания для того, чтобы поместить их в гнезда каждой пресс-формы. На самом деле только центральное гнездо 5 каждой пресс-формы 4 расположено на внешнем периметре поворотного стола 1, а оси симметрии гнезд 6 и 7 каждой пресс-формы расположены на линии, проходящей по касательной к внешнему периметру поворотного стола.
В этом варианте выполнения предпочтительно, чтобы существовало три гнезда, но также пресс-формы могут содержать большее количество гнезд, приспособленных для системы подачи и управления, эта конфигурация пресс-формы для выдувания представлена на фиг.7d).
Принимая во внимание диаметр поворотного стола, рассматриваемое устройство для выдувания более функционально гибко по сравнению с существующими в технике машинами, так как возможно использовать различные типы пресс-форм, в которых могут располагаться гнезда для трех бутылок меньшей вместимости или пресс-форм с двумя гнездами для бутылок немного большей вместимости и пресс-формы с гнездом для единственной бутылки еще большей вместимости. Это свойство обеспечивает значительное коммерческое преимущество.
Когда планируется работа поворотного стола с неполной нагрузкой или при начале распределения согласно фиг.5а) и 5b), соответствующим образом запрограммировав систему управления машины по производству бутылок, содержащей устройство для выдувания, можно изменять способ заполнения гнезд каждой пресс-формы заготовками для выдувания.
Система управления машины по производству бутылок предпочтительно представляет собой компьютеризированную систему управления, которая может быть соответствующим образом запрограммирована в зависимости от производительности, которую желательно получить при использовании машины.
Указанная система управления регулирует различные функции этой машины и, в частности, также управляет элементами нагнетания воздуха для заготовок для выдувания. Указанные элементы нагнетания воздуха, которые обычно работают с нагнетаемым под высоким давлением воздухом, расположены так, что для каждого гнезда, содержащегося в каждой пресс-форме, регулировку можно производить независимо от других гнезд. Указанный способ управления устройствами выдувания бутылок не только желателен для работы машины по изготовлению при уменьшенной нагрузке, но также имеет следующее преимущество: благодаря нему становится возможным предотвратить выдувание в гнездах, принадлежащих конкретной пресс-форме, в которой нет предназначенной для нее заготовки из-за какого-либо непредвиденного обстоятельства. Фактически управление существующими в технике устройствами для выдувания обеспечивает только возможность прекращения подачи ко всем гнездам всех пресс-форм. В этом случае неудача при помещении единственной заготовки в гнездо приводит к потере двух бутылок одной пресс-формы. Чертеж указанного варианта представлен на фиг.7е).
Указанная функциональная гибкость достигается посредством цепи распределения текучей среды для выдувания, содержащей независимую регулировочную систему пневматических клапанов 21, 22, 23 и клапана 24 блокирования подачи текучей среды ко всей пресс-форме 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ЕМКОСТЕЙ ВЫДУВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННИЕ СТЕНКИ ПЛАСТИКОВОЙ ЕМКОСТИ | 2003 |
|
RU2312016C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
| ЭКСТРУЗИОННО-ВЫДУВНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2009 |
|
RU2443557C1 |
| РАЗГРУЗОЧНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2186041C2 |
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ЗАГОТОВОК | 2006 |
|
RU2429121C2 |
| ПОВОРОТНОЕ СОЕДИНЕНИЕ ДЛЯ ПЕРЕДАЧИ РАСПЛАВЛЕННОГО ПЛАСТИКА ИЗ ЭКСТРУДЕРА В ЛИТЕЙНЫЕ ФОРМЫ РОТАЦИОННОЙ МАШИНЫ ДЛЯ ОТЛИВКИ ЗАГОТОВОК | 2014 |
|
RU2653139C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |
| ЗАХВАТ | 2009 |
|
RU2494950C2 |
| СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2250199C2 |
Устройство для выдувного формования пластиковых бутылок, в частности изготовленных из полиэтилентерефталата бутылок, из заготовок для выдувания, содержащее вращающийся поворотный стол, снабженный множеством пресс-форм, расположенных по его периметру и выполненных с возможностью вращения вокруг его оси (X). Каждая пресс-форма содержит, по меньшей мере, две полуформы, выполненные с возможностью открывания и закрывания, образуя гнезда пресс-формы для изделий, преимущественно три гнезда пресс-формы, оси симметрии которых расположены в одной плоскости. Оно имеет также средство, предназначенное для открывания и закрывания полуформ посредством относительного вращения соответствующих полуформ вокруг второй оси (Y), которая перпендикулярна первой оси (X), а также устройство, предназначенное для подачи заготовок для выдувания к пресс-формам, систему управления, предназначенную для регулирования устройства подачи заготовок и системы подачи текучей среды под давлением для выдувания заготовок и регулирования средства, предназначенного для открывания и закрывания пресс-форм. Эти гнезда при проведении операции выдувания заготовок управляются отдельно так, чтобы не производить выдувание в тех гнездах, в которые могли не попасть заготовки для выдувания. Система управления содержит средство для регулирования подачи текучей среды под давлением к гнездам каждой пресс-формы в случае перебоя подачи заготовок и для осуществления операции выдувания только в тех гнездах пресс-форм, в которых присутствуют заготовки для выдувания. Заявитель также раскрывает способ выдувного формования бутылок из заготовок из полиэтилентерефталата за счет операций формования заготовок и последующего выдувания из них изделий. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в функциональной надежности устройства, высокой степени его гибкости, чтобы приспосабливаться к различным объектам производства, и уменьшении количества бракованных изделий. 2 н. и 4 з.п. ф-лы, 7 ил.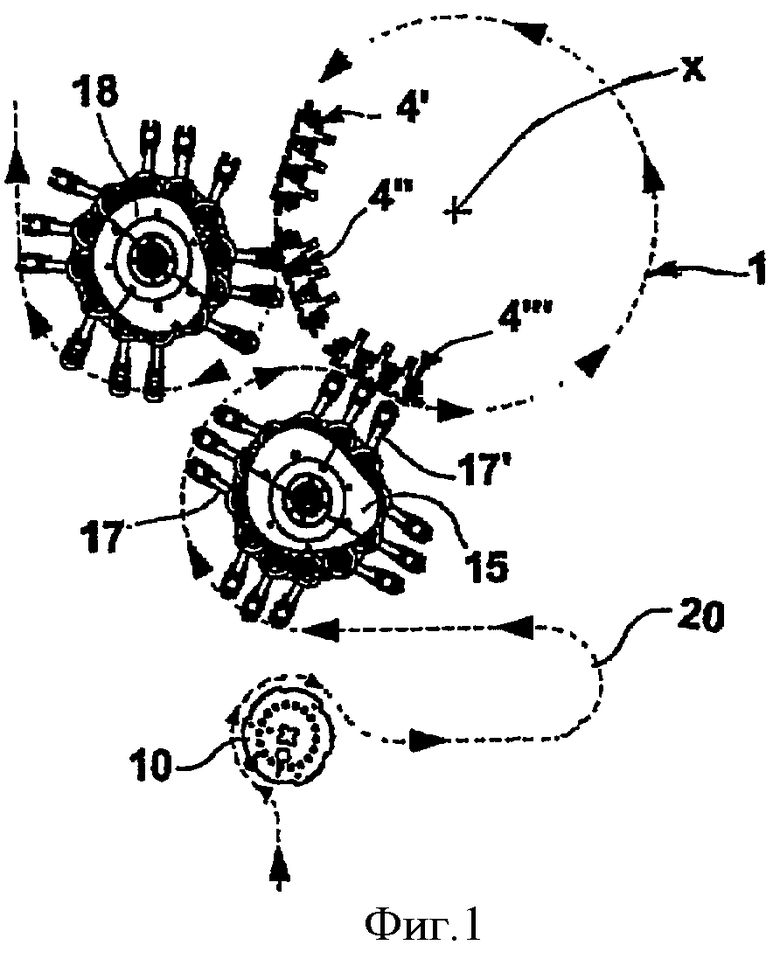
1. Устройство для выдувного формования пластиковых изделий, в частности изготовленных из полиэтилентерефталата бутылок, из заготовок для выдувания, содержащее множество пресс-форм (4), расположенных вдоль периметра и выполненных с возможностью вращения вокруг первой оси (X), при этом каждая пресс-форма (4) содержит, по меньшей мере, две полуформы (2, 3), выполненные с возможностью открывания и закрывания, образуя гнезда пресс-формы для указанных изделий, средство, предназначенное для открывания и закрывания полуформ посредством относительного вращения соответствующих полуформ вокруг второй оси (Y), которая перпендикулярна первой оси (X), а также устройство подачи, предназначенное для подачи указанных заготовок для выдувания к пресс-формам, систему управления, предназначенную для регулирования указанного устройства подачи заготовок, системы подачи текучей среды под давлением для выдувания заготовок (12) и регулирования указанного средства, предназначенного для открывания и закрывания пресс-форм, отличающееся тем, что каждая пресс-форма (4) содержит, по меньшей мере, три гнезда (5, 6, 7) пресс-формы, оси симметрии которых расположены в одной плоскости, при этом средство обнаружения предназначено для определения наличия заготовки (12) в каждом гнезде (5, 6, 7) пресс-форм, а система управления содержит средство для регулирования подачи текучей среды под давлением к гнездам (5, 6, 7) каждой пресс-формы (4) в случае перебоя подачи заготовок и для осуществления операции выдувания только в тех гнездах пресс-форм, в которых присутствуют заготовки для выдувания.
2. Устройство по п.1, отличающееся тем, что устройство подачи заготовок для выдувания содержит подающую звездочку (10', 10'', 10''') с множеством пазов (11), расположенных по периметру и отстоящих друг от друга на заранее заданные расстояния, причем звездочка имеет средство для обеспечения подачи заготовок для выдувания в гнезда каждой пресс-формы в заранее заданной последовательности.
3. Устройство по п.2, отличающееся тем, что все пазы (11) звездочки расположены на равных расстояниях друг от друга.
4. Устройство по п.2, отличающееся тем, что пазы (11) расположены на разных расстояниях друг от друга.
5. Устройство по п.3, отличающееся тем, что пресс-формы расположены так, что заранее заданные оси гнезд (5, 6, 7), принадлежащих каждой пресс-форме (4), расположены на плоскости, касающейся упомянутого периметра.
6. Способ выдувного формования пластиковых изделий посредством устройства по п.1, в котором: перемещают заготовки для выдувания к распределительной звездочке (10', 10'', 10''') устройства формования; распределяют заготовки для выдувания посредством распределительной звездочки в соответствии с заранее заданным критерием для последующего помещения заготовок (12) для выдувания в заранее определенные гнезда (5, 6, 7) пресс-форм; определяют наличие заготовки (12) для выдувания в каждом гнезде (5, 6, 7) пресс-форм посредством средства обнаружения; подают под давлением текучую среду к каждому гнезду (5, 6, 7) пресс-форм, содержащему соответствующую заготовку, для выдувного формования пластикового изделия; одновременно блокируют подачу под давлением текучей среды в те гнезда, которые не содержат заготовок для выдувания.
| WO 9962692 A1, 09.12.1999 | |||
| Устройство для измерения мгновенных значений периодических сигналов | 1987 |
|
SU1430899A1 |
| US 2002136794 A1, 26.09.2002 | |||
| US 4968242 A, 06.11.1990 | |||
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2129957C1 |

