ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области полимерных промежуточных слоев и многослойных стеклопанелей, содержащих полимерные промежуточные слои, и, более конкретно, к области полимерных промежуточных слоев, содержащих слои из термопластического полимера.
ОБОСНОВАНИЕ ИЗОБРЕТЕНИЯ
Поливинилбутираль (ПВБ) традиционно применяют для изготовления полимерных слоев, которые могут быть использованы в качестве промежуточных в светопропускающих ламинатах, таких как безопасное стекло или полимерные ламинаты. Безопасным стеклом часто называют прозрачный ламинат, включающий слой из поливинилбутираля, расположенный между двумя листами стекла. Безопасное стекло обычно применяют для создания прозрачной перегородки в архитектурных и автомобильных окнах. Его основная функция - поглощать энергию, возникающую при ударе предметом, и при этом не допускать проникновения предмета сквозь окно или рассеяния осколков стекла, и тем самым минимизировать повреждения или ущерб, наносимый людям или объектам внутри закрытого пространства. Безопасное стекло может также обеспечивать такие полезные эффекты, как ослабление акустических шумов, снижение пропускания ультрафиолетового и/или инфракрасного излучения, и/или улучшение внешнего вида и эстетической привлекательности оконных стекол.
Термопластический полимер в составе безопасного стекла может состоять из одиночного слоя термопластического полимера, такого как поливинилбутираль, либо из нескольких слоев. Многослойные слои используются, например, в акустических приложениях. Обычные попытки акустического демпфирования включают использование термопластических полимеров с низкой температурой стеклования. В других экспериментах использовали два смежных слоя термопластических полимеров, где слои имели несходные свойства (см., например, патенты США 5340654 и 5190826 и патентную заявку 2003/0139520 A1).
Проблема с многослойными промежуточными слоями возникает на стадии ламинирования. В то время как однослойные промежуточные слои обычно подвергают тиснению валками для придания текстуры, которая облегчает деаэрацию, трехслойные промежуточные слои содержат относительно мягкий внутренний слой между относительно жесткими и, как это бывает с некоторыми акустическими промежуточными слоями, возникают оптические искажения, если текстура внешних поверхностей переносится на внутренний, более мягкий слой. Эта проблема детально рассматривается в европейской патентной заявке EP 0710545 A1, и обращается внимание на неприемлемость слишком глубокого тиснения внешних слоев трехслойного промежуточного слоя.
Необходимы новые улучшенные составы и способы для повышения производственных и оптических характеристик многослойных стеклопанелей, и конкретно, многослойных стеклопанелей, содержащих многослойные промежуточные слои.
РЕЗЮМЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает многослойные промежуточные слои, состоящие из мягкого внутреннего полимерного слоя и относительно жестких внешних слоев, которые могут быть ламинированы без неприемлемых оптических искажений и использованы в многослойных стеклопанелях различного назначения.
Многослойные промежуточные слои согласно настоящему изобретению имеют топографию поверхности, которая образуется путем тиснения внешней поверхности промежуточного слоя или индивидуальных слоев многослойного промежуточного слоя после формирования промежуточного слоя или слоев. Процесс тиснения выполняется в температурных условиях, которые предотвращают перенос текстуры на внутренние слои промежуточного слоя.
Благодаря точному управлению тиснением промежуточного слоя ламинирование с жесткой основой не приводит к неприемлемым оптическим искажениям, вызываемым переносом поверхностной топографии через внешние жесткие слои на более мягкие внутренние слои промежуточного слоя.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
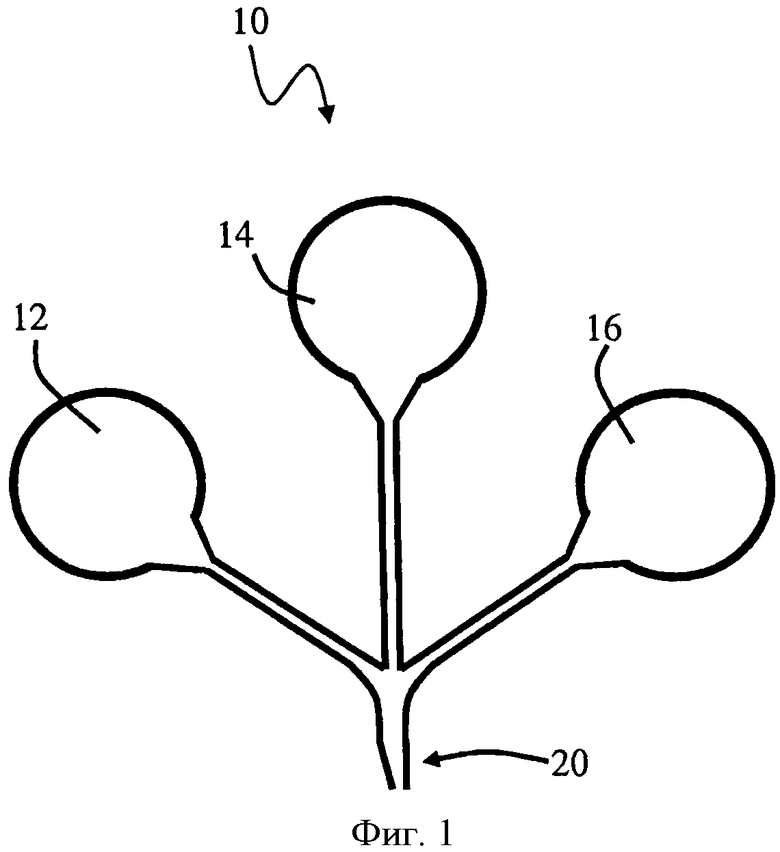
На фиг.1 схематически представлено поперечное сечение многоколлекторного устройства для соэкструзии согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения являются многослойные промежуточные слои, употребляющиеся в изделиях из ламинированного стекла, в которых более мягкий внутренний полимерный слой расположен между более жесткими внешними слоями и находится в контакте с ними, например, в применениях, в которых особенно желательно подавление звука.
Один из типов многослойного промежуточного слоя, в котором используются более мягкие внутренние слои - это акустический многослойные слои. Как описано здесь, акустические многослойные промежуточные слои согласно настоящему изобретению в предпочтительном варианте реализации содержат относительно мягкий слой, проложенный между двумя относительно жесткими слоями. Полученный трехслойный промежуточный слой может быть использован в процессе ламинирования непосредственно вместо обычного одиночного промежуточного слоя без большой или даже минимальной модификации процесса ламинирования.
Хотя изобретение будет здесь описано как применимое к таким акустическим промежуточным слоям, должно быть понятно, что сущность изобретения, которое включает многослойные, например трехслойные промежуточные слои, содержащие внутренний полимерный слой, более мягкий, чем внешние слои, между которыми он расположен, относится и к неакустическим многослойным промежуточным слоям.
Согласно настоящему изобретению было неожиданно обнаружено, что деаэрация и ламинирование многослойных промежуточных слоев могут быть облегчены путем тиснения внешних поверхностей многослойного промежуточного слоя, и при этом без возникновения оптических искажений в панели остекления, в которой этот промежуточный слой использован. Такой результат достигается, если многослойный промежуточный слой охладить после предшествующей экструзии, например после соэкструзии трехполимерного промежуточного слоя, и перед тиснением.
Промежуточный слой в различных вариантах реализации охлаждали до температуры ниже 90°C, 80°C, 70°C или 60°C. В предпочтительном варианте реализации промежуточный слой охлаждали до температуры ниже 60°C.
После охлаждения в различных вариантах реализации настоящего изобретения полимер из непрерывно раскручиваемого рулона или прямо из экструдера подавали как единый слой в каландровую машину, имеющую профилирующий валок, который давит на обрезиненный опорный валок диаметром от 10 до 60 см (4-24 дюйма), при подходящей скорости протяжки, например 305-915 сантиметров (10-30 футов) в минуту. Формующая поверхность профилирующего валка может иметь любой желаемый рельеф рисунка поверхности. В одном варианте реализации, например, профилирующий валок имел пилообразный рельеф.
В вертикальном разрезе пилообразная конфигурация представляет собой V-образные зубцы со сторонами, непосредственно прилегающими друг к другу под углом 90 градусов. Зубцы образуют на поверхности валка спиральные гряды, ориентированные под углом 45° по отношению продольной оси валка. Частота гряд может составлять, например, от 127 до 508 на сантиметр или от 203 до 508 на сантиметр (от 50 до 200 на дюйм или от 80 до 200 на дюйм), если измерять в направлении, перпендикулярном спирали.
Поверхность вспомогательного опорного валка может быть покрыта термостойкой резиной с высокой упругой деформацией, способной растягиваться без разрушения. Температура поверхности профилирующего валка регулируется и поддерживается в желаемом интервале, например, от 121°C до 232°C (250°F - 450°F), от 138°C до 216°C (280°F - 420°F), или от 149°C до 204°C (300°F - 400°F) с помощью подходящего нагревающего средства под формующей поверхностью.
Для снятия тисненого слоя с поверхности профилирующего валка можно использовать продвижение захвата, образуемого профилирующим и опорным валками установки. Слой, пройдя через захват, может быть снят вакуумным барабаном выше захвата, затем может быть пропущен высокой петлей (>135 градусов) поверх охлаждающего барабана (с температурой ниже 4,44°C (40°F)), и затем свернут в рулон. В качестве альтернативы, можно выполнить тиснение слоя с двух сторон, пропустив промежуточный слой через ту же машину второй раз или через вторую машину дальше по ходу движения слоя.
Промежуточный слой, описанный выше, может быть тиснен при нагревании его внешних поверхностей до любой подходящей температуры и с любой подходящей скоростью, при которых не должен происходить перенос рисунка текстуры на поверхность раздела между мягким и жестким слоями. Температура может составлять, например, от 121°C до 232°C (250°F - 45°F), от 138°C до 216°C (280°F - 420°F), или от 149°C до 204°C (300°F - 400°F), и эти температуры могут быть достигнуты, например, при обработке промежуточного слоя в профилирующих валках, нагретых до желаемой температуры и имеющих желаемый рисунок тиснения.
Не вдаваясь в теорию, можно полагать, что если очень точно управлять температурой промежуточного слоя, так чтобы внутри слоя температура оставалась низкой, в то время как внешние поверхности нагревались достаточно, чтобы тиснение могло осуществиться и прочно закрепиться на поверхности, то рисунок тиснения может не проникнуть через внешние, подвергаемые тиснению, слои внутрь, к поверхности раздела между внешним и внутренним слоями как во время тиснения, так и позже, во время ламинирования. Предполагается, и это опубликовано в некоторых источниках (см., например, европейский патент 0710545 Ф1), что именно изменения этой поверхности раздела, происходящие во время тиснения и/или ламинирования, вызывают оптические искажения в ламинате. На самом деле, в то время как этот прототип предостерегает от слишком глубокого тиснения, многослойные промежуточные слои по настоящему изобретению не столь ограничены, и как будет подробно описано ниже, они могут подвергаться тиснению на большую глубину, чем это предполагает прототип.
Тиснение - это способ создания шероховатой деаэрируемой поверхности полимерных слоев или промежуточных слоев (см., например, патенты США 5425977 и 6077374). Обычный способ тиснения полимерных слоев включает пропускание слоя через зазор между двумя вращающимися валками, один из которых, или оба - профилирующие валки, имеющие на своей поверхности рельеф, комплиментарно-обратный тому рисунку, который нужно получить на слое (см., например, патенты США 4671913; 2904844; 2909810; 3994654; 4575540; 5151234 и европейскую патентную заявку No. 0185863). Рисунок тиснения может быть регулярным или случайным, в зависимости от назначения.
Одна или обе внешних поверхностей полимерных слоев промежуточного слоя при изготовлении подвергается тиснению для того, чтобы слой имел желаемую «шероховатость» или Rz, питч или Rsm, и стойкость текстуры. Rz - это параметр, характеризующий топографию поверхности полимерного слоя, мера отклонения поверхности от идеально плоской. Rsm - это параметр, характеризующий расстояния' между пиками в топографии поверхности полимерного слоя. Стойкость текстуры - это способность подвергнутой тиснению поверхности промежуточного слоя сопротивляться памяти, свойственной слою, которая стремится вернуть поверхности прежнюю топографию, которая была до тиснения. Измерение этих трех характеристик будет детально описано ниже.
В различных вариантах реализации настоящего изобретения многослойные промежуточные слои, содержащие более мягкий внутренний полимерный слой, изготавливали с использованием описанного здесь способа тиснения; при этом одна или обе внешние поверхности промежуточного слоя характеризовались значением Rz от 50 до 90, или от 60 до 90, или от 60 до 80. Две внешние поверхности могут иметь одинаковые или разные значения Rz. В других вариантах реализации только одна из двух внешних поверхностей имела намеченное значение Rz. Еще в одной серии реализации либо один, либо оба внешних слоя промежуточного слоя имели намеченное значение Rz на внутренней поверхности, находящейся в контакте с внутренним, относительно мягким, слоем, это применяется в неэкструзионных вариантах реализации, в которых индивидуальные слои были ламинированы вместе с образованием многослойного промежуточного слоя.
В различных вариантах реализации настоящего изобретения внешние поверхности промежуточного слоя по настоящему изобретению характеризовались значениями Rsm меньше 700, 650 или 600.
В других вариантах реализации только одна внешняя поверхность имела намеченное значение Rsm. В некоторых вариантах реализации одна или обе внутренние поверхности внешних слоев промежуточного слоя имели намеченное значение Rsm. Заданные значения Rsm можно сочетать с заданными значениями Rz в любом подходящем варианте, чтобы получить желаемые характеристики поверхности.
Многослойные промежуточные слои по настоящему изобретению в различных вариантах реализации имели значения стойкости текстуры, описываемой подробно ниже, составляли меньше 95%, 80%, 70% или 60%, и значения стойкости текстуры также можно сочетать с любыми из приведенных значений Rsm и Rz в любом подходящем сочетании, чтобы получить желаемые свойства поверхности. В других вариантах реализации стойкость текстуры одной или обеих внешних поверхностей составляла от 40% до 95% или от 40% до 90%.
Ниже даны примеры предпочтительных сочетаний трех характеристик поверхности с одной или с обеих сторон многослойных промежуточных слоев по настоящему изобретению; сочетания приводятся в порядке Rz///Rsm///стойкость текстуры и разделены точкой с запятой, и значения Rz и Rsm приведены в микронах, а стойкость текстуры выражена в процентах:
от 50 до 90///любое///меньше 95; от 50 до 90///любое///меньше 90; от 50 до 90///любое///от 40 до 95; от 50 до 90///меньше 700///меньше 95; от 50 до 90///меныпе 700///меныпе 90; от 50 до 90///меньше 700///от 40 до 95; от 60 до 80///любое///меньше 95; от 60 до 80///любое///меньше 90; от 60 до 80///любое///от 40 до 95; от 60 до 80///меньше 700///меньше 95; от 60 до 80///меньше 700///меньше 90; и от 60 до 80///меньше 700///от 40 до 95.
Промежуточные слои с указанными Rz и/или Rsm и/или стойкостью текстуры могут быть легко ламинированы между двумя слоями стекла. Значения Rz и Rsм, приведенные выше, которые получены с помощью тиснения, и которые характеризуют по меньшей мере, одну, а лучше две внешние поверхности внешних слоев промежуточного слоя, приводят к тому, что внешние поверхности после того, как они приведены в контакт со стеклянными слоями и ламинированы, могут быть легко деаэрированы с использованием такого метода как вакуумный мешок. Когда здесь употребляется «имеющий значение Х после тиснения», где Х - это Rz или Rsm, это означает, что качество поверхности, характеризуемое измеренными значениям величин Rz или Rsm, обеспечено методом тиснения после экструзии и охлаждения. Некоторые варианты реализации многослойных промежуточных слоев согласно настоящему изобретению, функция которых снижать передачу звука через стеклопанели, включают такие прототипы, как, например, патент США 5190826, который предлагает применение ацеталей с различной длиной углеродной цепи, японская патентная заявка 3124441 A и патентная заявка США 2003/0139520 A1, которая предлагает использовать различную степень полимеризации, и японский патент 3377848 и патент США 5340654, в которых предложено использование уровня остаточного ацетата, по меньшей мере, 5% для одного из двух смежных слоев, для обеспечения различия в составе.
В одном из предпочтительных вариантов реализации превосходные звукоподавляющие свойства могли быть приданы многослойным стеклопанелям путем включения в них многослойного промежуточного слоя, содержащего два полимерных слоя, имеющих различные концентрации пластификатора.
Подбором состава полимерных слоев, как описано выше, пропускание звука через многослойные стеклопанели можно снизить, например, более чем на 2 децибела на нужной частоте или в области частот. Поскольку варианты реализации с тремя полимерными слоями могут быть сформулированы так, чтобы они были легко выполнимыми, и их можно было использовать, просто заменив обычный промежуточный слой в обычном процессе, промежуточные слои согласно настоящему изобретению будут применимы во многих приложениях, не требуя никакой модификации способа производства, используемого в этих приложениях. Например, производство автомобильных ветровых стекол может включать использование обычных полимерных промежуточных слоев, которые можно заменить на промежуточные слои согласно настоящему изобретению без каких-либо изменений в процессе окончательного формирования ветровых стекол. Используемый здесь термин «промежуточный слой» означает любой термопластический конструкт, который может быть применен в многослойных стекольных изделиях/таких как безопасное стекло ветровых стекол и архитектурных окон, и «многослойный» промежуточный слой - это промежуточный слой, который образован соединением, обычно в процессе ламинирования или соэкструзии, двух или более индивидуальных слоев в один промежуточный слой. В различных вариантах реализации согласно настоящему изобретению многослойный промежуточный слой содержит два слоя, находящихся в контакте друг с другом, где каждый полимерный слой содержит термопластический полимер, как подробно излагается в настоящем описании. В каждом из слоев термопластический полимер может быть одним и тем же или это могут быть различные полимеры.
В предпочтительных вариантах реализации, как описано ниже, полимерный слой с высоким содержанием пластификатора прокладывают между двумя слоями с низким содержанием пластификатора с образованием трехслойного промежуточного слоя. Состав полимерных слоев выбирается так, чтобы суммарная миграция пластификатора из одного полимерного слоя в другой была нулевой или пренебрежимо малой, чтобы сохранялось различие слоев по его содержанию.
Когда здесь используется словосочетание «содержание пластификатора», имеется в виду, что оно измеряется в весовых частях на сто весовых частей смолы. Например, если 30 г пластификатора добавлены к 100 г полимерной смолы, то содержание пластификатора в полученном пластифицированном полимере составляет 30 частей. Везде в данном тексте, когда дано содержание пластификатора в полимерном слое, содержание пластификатора в этом индивидуальном слое указывается в соответствии с содержанием пластификатора в расплаве, который использовался для изготовления этого индивидуального слоя.
Для слоя с неизвестным содержанием пластификатора, оно может быть определено мокрым химическим методом, в котором для экстракции пластификатора из слоя используется подходящий растворитель или смесь растворителей. Определив веса образца слоя и вес экстрагированного слоя, можно вычислить содержание пластификатора в частях на 100 частей. В случае многополимерного промежуточного слоя один полимерный слой может быть физически отделен от других перед определением содержания пластификатора в каждом из полимерных слоев. В различных вариантах реализации настоящего изобретения, содержание пластификатора в двух полимерных слоях различается, по меньшей мере, на 8,10,12, 15, 18,20 или 25 частей пластификатора на 100 частей смолы. Каждый слой может содержать, например, от 30 до 100, от 40 до 90 или от 50 до 80 частей пластификатора на 100 частей смолы.
В различных вариантах реализации настоящего изобретения содержание остаточных гидроксилов компонентов термопластического полимера в полимерных слоях различается, что позволяет изготовление слоев со стабильными различиями содержания пластификатора. Под использованным здесь «остаточным содержанием гидроксилов» подразумевается количество гидроксильных групп, остающихся как боковые группы на полимерных цепях после завершения обработки. Например, поливинилбутираль может производиться путем гидролиза поливинилацетата до поливинилового спирта, а затем взаимодействия поливинилового спирта с масляным альдегидом с образованием поливинилбутираля. В процессе гидролиза поливинилацетата обычно не все ацетатные боковые группы превращаются в гидроксильные. Дальнейшее взаимодействие с масляным альдегидом обычно не приводит к превращению всех гидроксильных групп в ацетальные. Следовательно, в конечном продукте, поливинилбутирале обычное есть остаточные ацетатные группы (как винилацетатные группы) и остаточные гидроксильные группы (как винилгидроксильные) как боковые группы на полимерных цепях. Употребляемое здесь «содержание остаточных гидроксилов» измерено как весовое процентное содержание согласно ASTM 1396.
В различных примерах реализации согласно настоящему изобретению, содержание остаточных гидроксилов в двух смежных полимерных слоях может различаться, по меньшей мере, на 1,8, 2,0, 2,2, 2,5, 3,0, 4,0, 5,0, 7,5 или 10%. Эти различия вычисляются путем вычитания содержания остаточных гидроксилов в слое с меньшим их содержанием из содержания остаточных гидроксилов в слое с большим их содержанием. Например, если первый из двух полимерных слоев содержит 20 весовых процентов остаточных гидроксилов, а второй содержит 17 весовых процентов, значит разница в содержании остаточных гидроокислов в этих двух слоях составляет 3 весовых процента.
Для данного типа пластификатора совместимость пластификатора с поливинилбутиралем определяется главным образом его содержанием гидроксилов. Обычно поливинилбутираль с большим содержанием остаточных гидроксилов обладает меньшей совместимостью с пластификатором или меньшей емкостью пластификатора. Подобным образом поливинилбутираль с меньшим содержанием остаточных гидроксилов обладает большей совместимостью с пластификатором или большей емкостью пластификатора. Эти свойства можно использовать для выбора содержания гидроксилов в каждом их поливинилбутиральных полимеров и определения такого состава каждого полимерного слоя, который позволил бы осуществлять необходимый уровень содержания пластификатора сохранять стабильной разницу в содержании пластификатора в разных полимерных слоях.
Как известно в данной области техники, содержание остаточных гидроксилов можно регулировать, управляя временем реакции, концентрацией реагентов и другими параметрами производственного процесса. В различных вариантах реализации содержание остаточных гидроксилов в двух слоях составляло: первый слой меньше 25% и второй слой меньше 23%; первый слой меньше 23% и второй слой меньше 21%; первый слой меньше 21% и второй слой меньше 19%; первый слой меньше 20% и второй слой меньше 17%; первый слой меньше 18% и второй слой меньше 15%; первый слой меньше 15% и второй слой меньше 12%. В любой из этих реализации может быть использовано любое приведенное в предыдущем абзаце значение для разницы в содержании гидроксилов между двумя слоями.
Повсеместно используемые здесь термины «мягкий/более мягкий» и «жесткий/более жесткий» относятся к прочности полимерного слоя на разрыв. Используемое здесь напряжение разрушения при растяжении или прочность на разрыв полимерного слоя определяется и измеряется согласно методу, описанному в JIS K6771; при этом относительно «мягкий» полимерный слой обладает более низким значением прочности на разрыв, чем относительно более «жесткий» полимерный слой. В различных вариантах реализации настоящего изобретения два полимерных слоя имели указанную ниже прочность на разрыв, где первый полимерный слой в приводимом списке - это полимерный слой с более низким содержанием пластификатора: первый полимерный слой - больше 135 кг/см и второй полимерный слой - меньше 120 кг/см2; первый полимерный слой - больше 150 кг/см2 и второй полимерный слой - меньше 135 кг/см2; первый полимерный слой - больше 165 кг/см и второй полимерный слой - меньше 150 кг/см2; первый полимерный слой - больше 180 кг/см2 и второй полимерный слой - меньше 165 кг/см2. Третий полимерный слой, находящийся в контакте со вторым полимерным слоем, противоположный по положению первому полимерному слою так, что второй полимерный слой проложен между первым и третьим слоями, может быть добавлен к любому из вышеописанных вариантов реализации, с третьим слоем, одинаковым или различным по составу с первым полимерным слоем, но предпочтительно - с тем же составом, что и первый полимерный слой.
Хотя значения прочности на разрыв, приведенные в предыдущем абзаце, представляют значения, которые могли бы использоваться для многослойных промежуточных слоев акустического типа, специалист в данной области признает, что способы и промежуточные слои по настоящему изобретению пригодны для любых многослойных промежуточных слоев, имеющих относительно мягкий внутренний слой и один или более относительно жестких внешних слоев. Соответственно, в различных вариантах реализации настоящего изобретения один или оба внешних слоя имеют прочность на разрыв, минимум, на 15, 20 или 30 кг/см2 большую, чем прочность внутреннего слоя. Под употребляемым здесь «обычным ламинированным стеклом» подразумевается стекло, полученное ламинированием обычного промежуточного слоя, которое распространено сегодня как коммерческое ламинированное стекло, где обычный промежуточный слой имеет прочность на разрыв 200 кг/см2 или выше. Для целей настоящего изобретения обычное ламинированное стекло будет здесь обозначаться как «ламинатная панель сравнения» или «панель сравнения».
Улучшение акустической изоляции, характеризующее стеклоламинаты, включающие промежуточные слои по настоящему изобретению, определяется по отношению к ламинатной панели сравнения, описанной в предыдущем абзаце. В типичных ламинатах с двумя внешними слоями стекла, «объединенная толщина стекла» представляет сумму двух слоев стекла; в более сложных ламинатах с тремя или более слоев, объединенная толщина стекла равна сумме толщин трех или более слоев стекла. Для целей настоящего изобретения «совпадающая частота» означает частоту, при которой стеклопанель демонстрирует провал в потерях передачи звука за счет «эффекта совпадения». Частота совпадения панели сравнения обычно лежит в области между 2000 и 6000 герц и может быть эмпирически определена на монолитном листе стекла, имеющего толщину, равную объединенной толщине стекла панели сравнения по формуле
fc=15000/d,
где d - это суммарная толщина стекла в миллиметрах и fc - частота совпадения в герцах.
Для целей настоящего изобретения улучшение акустической эффективности можно измерить по увеличению потерь передачи звука на частоте совпадения (частоте сравнения) панели сравнения.
«Потери передачи звука» измеряются для ламината по настоящему изобретению и обычной панели сравнения фиксированных размеров по ASTM E90 (95) при фиксированной температуре 20°C.
В различных вариантах реализации настоящего изобретения многослойные промежуточные слои по настоящему изобретению, когда они ламинированы между двумя листами стекла, снижают передачу звука через ламинированную стеклопанель, по меньшей мере, на 3 децибела (дБ) по сравнению с панелью сравнения, имеющей обычный промежуточный слой с толщиной, сравнимой с толщиной многослойного промежуточного слоя по настоящему изобретению. В различных вариантах реализации настоящего изобретения промежуточные слои по настоящему изобретению, ламинированные между двумя листами стекла, улучшают потери передачи звука на частоте сравнения, относительно с панели сравнения, по меньшей мере, на 2 дБ, более предпочтительные - на 4 дБ, и еще более предпочтительные - на 6 или даже на 8 дБ.
Попытки прототипов изготовить промежуточные слои, содержащие смежные полимерные слои, которые снижали бы передачу звука через многослойную стеклопанель, основывались на различных композиционных перестановках между этими слоями. Примеры включают патент США 5190826, который предлагает использовать ацетали с различной длиной углеродной цепи, и японскую патентную заявку 3124441 А и патентную заявку США 2003/0139520 A1, которые предлагают использовать различающиеся степени полимеризации. Два других применения, японский патент 3377848 и патент США 5340654, предлагают использовать уровни остаточного ацетата, по меньшей мере, 5 мольных процентов в одном из двух смежных слоев в качестве различия в составе.
В различных вариантах реализации настоящего изобретения и в существенно отличных от подходов, использованных в этих применениях, два смежных полимерных слоя по настоящему изобретению имели различное содержание пластификатора, как описано выше, и каждый следующий имел содержание остаточного ацетата менее 5, менее 4, менее 3, менее 2 и менее 1 мольных процента. Эти концентрации остаточного ацетата можно сочетать с содержанием остаточного гидроксила, описанного выше, чтобы образовать два полимерных слоя по настоящему изобретению, имеющие описанные различия в содержании пластификатора и содержании остаточного гидроксила, и с малым или нулевым содержанием остаточного ацетата. Другие варианты реализации многослойных промежуточных слоев по настоящему изобретению включают промежуточные слои, имеющие более двух полимерных слоев, где один или больше добавочных слоев имеют содержание остаточного ацетата меньше 5, меньше 4, меньше 3, меньше 2 или меньше 1 мольного процента.
Дальнейшие варианты реализации настоящего изобретения, которые являются предпочтительными вариантами, включают любые из предыдущих вариантов реализации, содержащих третий полимерный слой, например, тот, который находится в контакте с более мягким полимерным слоем, имеющим более высокое содержание пластификатора. Добавление этого третьего полимерного слоя приводит к трехслойному конструкту, имеющему следующую структуру: первый, относительно жесткий полимерный слой // второй, относительно мягкий полимерный слой // третий полимерный слой. Третий полимерный слой может иметь тот же состав, что и первый полимерный слой, как это имеет место в предпочтительных вариантах реализации, или может отличаться от него по составу. Хотя предпочтительные варианты реализации настоящего изобретения относятся к внутреннему мягкому слою, расположенному между контактирующим с ним двумя внешними слоями, специалисту в данной области будет понятно, что способы настоящего изобретения могут быть применены также к двухслойным промежуточным слоям и к промежуточным слоям, состоящим из большего числа слоев, чем 3. Например, пятислойный промежуточный слой с двумя внешними и тремя внутренними, более мягкими слоями будет вариацией внутри области, охватываемой настоящим изобретением.
В различных вариантах реализации третий полимерный слой имеет тот же состав, что и первый полимерный слой, что дает трехслойный ламинированный промежуточный слой, который состоит из относительно трудного в переработке полимерного слоя, расположенного между двумя слоями, относительно легкими в переработке. Такой многослойный промежуточный слой, относительно легкий в переработке, может быть введен непосредственно в существующие технологии, которые прежде использовали одиночный полимерный слой, имеющий состав двух внешних слоев промежуточного слоя по настоящему изобретению или состав, который приводит к подобным технологическим характеристикам (например, тенденцию к блокированию). В других вариантах реализации использование трехполимерных слоев в одном промежуточном слое третий полимерный слой имеет иной состав, чем первый полимерный слой, а различия в составе между третьим полимерным слоем и вторым полимерным слоем могут быть любыми из тех различий, которые выше приведены для различий между первым полимерным слоем и вторым полимерным слоем. Например, один вариант реализации мог бы быть таким: первый полимерный слой с содержанием остаточного гидроксила 20%//второй полимерный слой с содержанием остаточного гидроксила 1б%//третий полимерный слой с содержанием остаточного гидроксила 18%. Видно, что в этом примере третий полимерный слой отличается от второго полимерного слоя, по меньшей мере, тем, что содержание остаточных гидроксилов в нем на 2% больше их содержания во втором полимерном слое. Разумеется, любые другие отмечаемые здесь различия, каждое в отдельности или в сочетании друг с другом, могут отличать третий полимерный слой от второго.
В промежуточные слои по настоящему изобретению могут быть включены другие традиционные слои, известные в этой области. Например, между двумя любыми слоями из полимерных слоев по настоящему изобретению, если нужно, могут быть включены полимерные пленки (подробно описанные здесь в другом месте), такие как полиэфирные типа полиэтилентерефталата, имеющие металлизированный слой, покрытие, отражающее инфракрасное излучение или другой специальный слой, нанесенный на них. Например, в двухслойном варианте реализации промежуточный слой может быть изготовлен в следующем составе: полимерный слой с относительно низким содержанием пластификатора//полиэфирная пленка со специальным слоем//полимерный слой с относительно низким содержанием пластификатора. В общем, к многослойному промежуточному слою по настоящему изобретению могут быть добавлены дополнительные слои термопластиков, таких как поливинилбутираль, полиэфирные пленки, грунтовочные слои и слои твердых покрытий, в зависимости от желаемого эффекта и конкретного применения.
Предпочтительный способ изготовления промежуточных слоев по настоящему изобретению - одновременная соэкструзия многослойных, например трехслойных, полимерных слоев. Для целей настоящего изобретения получение многополимерных слоев, сформованных вместе как один промежуточный слой возможно посредством соэкструзии нескольких расплавов.
Многослойные промежуточные слои по настоящему изобретению получены преимущественно соэкструзией с использованием могоколлекторного устройства для соэкструзии, такого как показанный на фиг.1. Как видно из представленного схематического поперечного сечения, устройство для экструзии содержит первый коллектор экструзионной головки 12, второй коллектор экструзионной головки 14 и третий коллектор экструзионной головки 16. В устройстве, показанном на фиг.1, происходит одновременное выдавливание полимерных расплавов из каждого коллектора (12, 14, 16) в направлении экструзионного отверстия 20, где происходит экструзия многослойного промежуточного слоя, состоящего из трех индивидуальных полимерных слоев. Толщину слоя можно менять регулировкой расстояния между рабочими кромками экструзионного отверстия 20.
Используемый здесь термин «полимерный слой» включает слои, которые были изготовлены индивидуально и слои, полученные соэкструзией. Например, промежуточный слой, который изготовлен соэкструзией трех расплавов, будет иметь три индивидуальных «полимерных слоя», так же, как промежуточный слой, произведенный ламинированием трех индивидуально произведенных полимерных слоев в один промежуточный слой.
Помимо промежуточных слоев, полученных здесь, настоящее изобретение предусматривает также способы снижения уровня звука, проникающего через окна, включающие стадию размещения в окнах многослойных стеклопанелей, содержащих промежуточные слои по настоящему изобретению Настоящее изобретение включает также способы производства многослойных панелей остекления, включающие ламинирование любых промежуточных слоев согласно настоящему изобретению между двумя жесткими, прозрачными панелями, такими как стеклянные или акриловые слои, как это известно в данной области техники. Настоящее изобретение также включает многослойные стеклянные панели, такие как ветровые стекла и архитектурные окна, содержащие многослойный промежуточный слой по настоящему изобретению.
В изобретение также включены многослойные панели остекления, содержащие пластмассы, такие как акриловые или другие подходящие материалы, вместо стеклянных панелей.
Настоящее изобретение включает также способ изготовления полимерного промежуточного слоя, включающего внутренний слой с относительно низкой прочностью на разрыв, по сравнению с внешними слоями, посредством приготовления, первого полимерного расплава, второго полимерного расплава и третьего полимерного расплава, и, по выбору, четвертого и других расплавов, и соэкструзии указанного первого полимерного расплава, указанного второго полимерного расплава и указанного третьего полимерного расплава с образованием промежуточного слоя, и, по выбору, указанного четвертого и других расплавов, охлаждения промежуточного слоя до подходящей температуры, как описано здесь в другом месте, нагревания поверхности промежуточного слоя до подходящей температуры, как описано здесь в другом месте, и тиснения указанной поверхности указанного промежуточного слоя до значений Rz от 20 до 90 или от 20 до 70.
Для этих вариантов реализации значения Rsm и стойкости текстуры могут быть любыми, из приведенных здесь в другом месте. Ниже даны примеры предпочтительных сочетаний трех характеристик поверхности с одной или с обеих сторон многослойных промежуточных слоев по настоящему изобретению; сочетания приводятся в последовательно Rz///Rsm///стойкость текстуры и разделены точкой с запятой, и значения Rz и Rsm приведены в микронах, а стойкость текстуры выражена в процентах: от 20 до 90///любое///меньше 95; от 20 до 90///любое///меньше 90; от 20 до 90///любое///от 40 до 95; от 20 до 90///меньше 700///меньше 95; от 20 до 90///меньше 700///меньше 90; от 20 до 90///меньше 700///от 40 до 95; от 20 до -70///любое///меньше 95; от 20 до -70///любое///меньше 90; от 20 до -70///любое///от 40 до 95; от 20 до -70///меньше 700///меньше 95; от 20 до -70///меньше 700///меньше 90; и от 20 до -70///меньше 700///от 40 до 95.
ПОЛИМЕРНАЯ ПЛЕНКА Используемый в настоящем описании термин «полимерная пленка» означает относительно тонкий и жесткий слой полимера, функция которого заключается в улучшении эксплуатационных качеств. В соответствии с настоящим описанием полимерные пленки отличаются от полимерных слоев тем, что сами по себе полимерные пленки не обеспечивают необходимого сопротивления проникновению предметов через многослойную структуру для остекления, а также не обеспечивают свойства удержания стекол, но обеспечивают улучшение некоторых эксплуатационных качеств, например характера поглощения инфракрасного излучения. В качестве полимерной пленки чаще всего используют полиэтилентерефталат.
В различных вариантах реализации толщина полимерной пленки составляла от 0,013 мм до 0,20 мм, предпочтительно, от 0,025 мм до 0,1 мм или от 0,04 мм до 0,06 мм. Для улучшения одного или нескольких свойств слоя полимерной пленки, например адгезии или отражения инфракрасного излучения, его поверхность может быть обработана, или на нее может быть нанесен слой покрытия, улучшающего функциональные характеристики. Слои, улучшающие эксплуатационные качества, включают, например, многослойное покрытие для отражения инфракрасного солнечного излучения и пропускающее видимый солнечный свет. Это многослойное покрытие известно в данной области техники (см., например, WO 88/01230 и патент США 4799745), и содержит, например, один или больше металлических слоев, толщиной порядка единиц ангстремов, и один или больше (для примера - два) последовательно нанесенных, оптически взаимодействующих диэлектрических слоя.
Также известно (см., например, патенты США 4017661 и 4786783), что нанесенные на пленку слои металлов можно, при необходимости, нагревать за счет их электрического сопротивления для оттаивания или устранения запотевания стекол.
С настоящим изобретением можно использовать и другой тип полимерной пленки, который описан в патенте США 6797396 и содержит множество неметаллических слоев, функция которых - отражать инфракрасное излучение, не создавая помех, которые могут вызывать металлические слои.
Слой полимерной пленки в некоторых вариантах реализации оптически прозрачен (т.е. объекты, прилегающие к одной стороне слоя, могут быть хорошо видны наблюдателю, смотрящему с другой стороны слоя) и обычно, независимо от состава пленки, она имеет больший, а в некоторых вариантах реализации, значительно больший модуль упругости на разрыв, чем модуль упругости смежного полимерного слоя. В различных вариантах реализации слой полимерной пленки содержит термопластический материал.
Среди термопластических материалов с подходящими свойствами: нейлоны, полиуретаны, акрилаты, поликарбонаты, полиолефины, такие как полипропилен, ацетат и триацетат целлюлозы, хлорвиниловые полимеры и сополимеры и другие подобные термопласты. В различных вариантах реализации слой полимерной пленки содержит такие материалы, как повторно вытянутые термопластические пленки, обладающие указанными свойствами, которые включают полиэфирные, например, полиэтилентерефталатные и полиэтилентерефталатгликольные (ПЭТГ) пленки. В различных вариантах реализации используют полиэтилентерефталатые пленки и в некоторых вариантах - полиэтилентерефталатные пленки, подвергнутые двухосному вытягиванию, чтобы увеличить прочность, и термически стабилизированные пленки, чтобы обеспечить низкую усадку при воздействии повышенных температур (например, усадку меньше 2% в обоих направлениях после нагревания при 150°C в течение 30 минут).
Различные способы покрытия и обработки поверхности полиэтилентерефталатных пленок, которые можно использовать с настоящим изобретением, описаны в опубликованной европейской патентной заявке No. 0157030. Полимерные пленки, предлагаемые согласно настоящему изобретению, также могут включать твердые покрытия и/или слой, предотвращающий запотевание стекла, известные в данной области техники.
ПОЛИМЕРНЫЙ СЛОЙ
Используемый здесь термин «полимерный слой» означает любую термопластическую полимерную композицию, сформированную любым подходящим способом в тонкий слой, который сам по себе или в пакете, содержащем более одного слоя, пригоден для использования в качестве промежуточного слоя, обеспечивающего достаточную устойчивость к проникновению и свойство удержания стекла в ламинированных панелях остекления. Чаще всего для формирования полимерных слоев используют пластифицированный поливинилбутираль.
Полимерный слой может содержать любой подходящий полимер, и в предпочтительном варианте реализации полимерный слой содержит поливинилбутираль. В любой из вариантов реализации настоящего изобретения, приводимых в данном описании, которые включают поливинилбутираль в качестве полимерного компонента полимерного слоя, включен другой вариант реализации, в котором полимерный компонент состоит или в значительной мере состоит из поливинилбутираля. В этих вариантах реализации любые описанные здесь вариации аддитивов могут быть использованы с полимерным слоем, состоящим, или в значительной мере состоящим, из поливинилбутираля.
В одном варианте реализации полимерный слой содержит полимер, полученный на основе частично ацетилированного поливинилового спирта. В другом варианте реализации полимерный слой содержит полимер, выбранный из группы, состоящей из поливинилбутираля, полиуретана, поливинилхлорида, полиэтиленвинилацетата, их сочетаний и подобных полимеров. В других вариантах реализации полимерный слой содержит пластифицированный поливинилбутираль. В дальнейших вариантах реализации полимерный слой содержит поливинилбутираль и один или более других полимеров. Могут быть также использованы другие полимеры, в достаточной мере поддающиеся пластификации. В любом разделе данного описания, в котором предпочтительные интервалы, значения и/или способы приводятся как специфические для поливинилбутираля (например, процентное содержание компонентов, пластификаторов, толщины, аддитивы, улучшающие свойства, и не только эти данные) следует также относить, там где это уместно, к другим полимерам и полимерным смесям, упомянутым здесь как пригодные компоненты полимерных слоев.
Для вариантов реализации, содержащих поливинилбутираль, он может быть получен известным способом ацетилирования, который включает взаимодействие поливинилового спирта с масляным альдегидом в присутствии кислотного катализатора с последующей нейтрализацией катализатора, выделением, стабилизацией и сушкой смолы, и с пониманием того, как в различных вариантах реализации будет регулироваться содержание остаточного гидроксила, как описано здесь в другом месте.
В различных вариантах реализации полимерный лист содержит поливинилбутираль, молекулярный вес которого составляет больше 30000, 40000, 50000, 55000, 60000, 65000, 70000, 120000, 250000 или 350000 грамм на моль (г/моль или дальтонов). Для увеличения молекулярного веса до значений выше 350 г/моль на стадии ацетилирования могут быть добавлены небольшие количества диальдегида или триальдегида (см., например, патенты США 4874814; 4814529; и 4654179). Употребляемый здесь термин «молекулярный вес» означает средневесовой молекулярный вес.
Если дополнительные, обычные полимерные слои используются в дополнение к любому вышеописанному варианту реализации как имеющие различия в содержании пластификатора, эти дополнительные обычные слои могут содержать от 20 до 60, от 25 до 60, от 20 до 80 или от 10 до 70 частей пластификатора на 100 частей смолы. Разумеется, можно использовать и другие количества, когда этого требует конкретное приложение. В некоторых вариантах реализации пластификатор содержит углеводородную часть молекулы, размером менее 20, менее 15, менее 12 или менее 10 атомов углерода.
Для формирования полимерных слоев к полимерным смолам по настоящему изобретению, могут быть добавлены любые подходящие пластификаторы. Пластификаторы, используемые в полимерных слоях по настоящему изобретению, могут включать, кроме прочих, сложные эфиры многоосновных кислот или многоосновных спиртов. К подходящим пластификаторам относятся, например, ди-(2-этилбутират) триэтиленгликоля, ди-(2-этилгексаноат) триэтиленгликоля, дигептаноат триэтиленгликоля, дигептаноат тетраэтиленгликоля, дигексиладипат, диоктиладипат, гексилциклогексиладипат, смеси гептил- и нониладипатов, диизонониладипат, гептилнониладипат, дибутилсебакат, полимерные пластификаторы, такие как модифицированные маслом себациловые алкиды, и смеси фосфатов и адипатов, например, описанные в патенте США 3841890, и адипаты, такие как описанные в патенте США 4144217, а также смеси и сочетания вышеуказанных соединений. Можно также использовать другие пластификаторы, представляющие собой смешанные адипаты, полученные из спиртов с алкильным радикалом, содержащим от 4 до 9 атомов углерода, и из спиртов с циклоалкильным радикалом, содержащим от 4 до 10 атомов углерода, например, описанные в патенте США 5013779, и эфиры адипиновой кислоты, содержащие в алкильном радикале от 6 до 8 атомов углерода, такие как гексиладипат. В предпочтительных вариантах реализации пластификатором служил ди-(2-этилгексаноат) триэтиленгликоля.
Для достижения желаемых адгезионных свойств в полимерные слои по настоящему изобретению можно также включать агенты регулирования адгезии. Эти агенты могут быть включены, например, во внешние слои в трехполимерных вариантах реализации. Можно использовать все агенты регулирования адгезии, описанные в патенте США 5728472. Кроме того, посредством изменения количества ассоциированной щелочи, используемой при кислотной нейтрализации, можно регулировать содержание остаточного ацетата натрия и/или ацетата калия. В различных вариантах реализации полимерные слои по настоящему изобретению помимо ацетата натрия могут также содержать бис(2-этилбутират) магния (Chemical Abstracts, номер 79992-76-0). Соль магния может быть включена в количестве, необходимом для эффективного регулирования адгезии полимерного слоя к стеклу.
Для повышения эксплуатационных показателей готового изделия, в полимерный слой могут быть включены аддитивы. В неполный список таких аддитивов входят пластификаторы, красители, пигменты, стабилизаторы (например, придающие устойчивость к ультрафиолетовому излучению), антиоксиданты, огнезащитные добавки, другие поглотители ИК-излучения, агенты, препятствующие слипанию, сочетания вышеуказанных аддитивов и тому подобные материалы, известные в данной области техники.
В любые полимерные слои можно также добавлять подходящие агенты для селективного поглощения излучения в видимой и ближней инфракрасной области спектра. К агентам, которые можно использовать, относятся также такие красители и пигменты, как оксиды индия-олова, оксиды сурьмы-олова и гексаборид лантана (LaB6). Для получения поливинилбутираля можно применить любой подходящий способ. В данной области техники имеются подробные описания подходящих способов получения поливинилбутираля (см., например, патенты США 2282057 и 2282026). В одном из вариантов реализации может быть использован способ с применением растворителя, описанный в статье «Винилацетатные полимеры» (Encyclopedia of Polymer Science & Technology, 3rd edition. Volume 8, pages 381-399, by B.E.Wade (2003)). В другом варианте реализации может быть использован описанный там же водный способ. Поливинилбутираль коммерчески доступен в различных формах; например, в форме смолы Butvar™ производства Solutia Inc., St. Louis, Missouri (США). Используемый здесь термин «смола» относится к полимерному компоненту (например, поливинилбутиралю), который выделяют из смеси, полученной из полимерных предшественников в результате кислотно-катализируемой реакции и последующей нейтрализации. Кроме полимера, например, поливинилбутираля, смола обычно содержит и другие компоненты, например, ацетаты, соли и спирты. Используемый здесь термин «расплав» относится к смеси смолы и пластификатора и, возможно, других аддитивов.
Один из способов изготовления поливинилбутирального слоя, включает экструзию расплавленного поливинилбутираля, содержащего смолу, пластификатор и аддитивы, путем продавливания его через щелевую экструзионную головку (например, головку, отверстие которой в одном измерении значительно больше, чем в перпендикулярном измерении). Другой способ изготовления поливинилбутирального слоя включает литье расплава из экструзионной головки на валки, затвердевание смолы и последующее удаление затвердевшей смолы в форме листа.
В различных вариантах реализации «преламинатный» промежуточный слой формируют, собирая индивидуальные полимерные слои в стопку слоев и подвергая их подходящему нагреванию и давлению, чтобы скрепить слои вместе с образованием преламината. Преламинат может быть свернут или храниться в любой удобной форме до использования в ламининированном остеклении, когда он будет помещен между двумя слоями стекла ламинирован с получением конечного многослойного стекла.
В различных вариантах реализации настоящего изобретения суммарная толщина промежуточных слоев может составлять от 0,1 до 2,5 мм, от 0,2 до 2,0 мм, от 0,25 до 1,75 мм и от 0,3 до 1,5 мм. Индивидуальные полимерные слои многослойного промежуточного слоя могут быть, например, примерно равной толщины, и будучи соединенными вместе, укладываться в интервалы толщин, приведенные выше. В других вариантах, разумеется, толщина слоев может быть другой и может превышать вышеприведенные значения толщин. Например, внешние слои могут иметь толщину от 0,18 до 0,36 миллиметров, а внутренний слой может быть толщиной от 0,51 до 0,89 миллиметров.
В различных вариантах реализации настоящего изобретения любые слои и, в частности, внешние слои могут иметь толщины от 0,05 до 0,70 мм (2-28 мил), от 0,05 до 0,64 мм (2-25 мил) или от 0,05 до 0,51 мм (2-20 мил). Эти интервалы толщин можно сочетать с любыми из значений, приведенных здесь в других местах, для Rz, Rsm и стойкости текстуры. В предпочтительном варианте реализации один или оба внешних слоя многослойного промежуточного слоя имеют толщины от 0,05 до 0,71 мм, от 0,05 до 0, 64 мм или от 0,05 до 0,51 мм и Rz от 50 до 90, от 60 до 90 и от 60 до 80.
Параметры полимерных слоев, приведенные выше, применимы также к любому слою многослойного конструкта по настоящему изобретению, который является слоем поливинилбутирального типа.
В следующем абзаце описаны различные способы, которые могут быть использованы для улучшения и/или измерения характеристик полимерного слоя.
Для определения Rz испытуемый образец размером 15 см × 15 см пластифицированного полимерного слоя помещают на вакуумную пластинку, регулируемую циркулирующей через нее жидкостью комнатной температуры. Для того, чтобы притянуть образец к поверхности плиты, прикладывали вакуум, величиной 3,44 кПа (5 psi). Для того, чтобы непосредственного измерять шероховатость поверхности полимерного слоя с обеих сторон образца использовали профилометр модели Perthometer S8P с приводом PRK и копировальным щупом RFHTB-250 (производства Mahr Gage Co., New York). Выбор профиля устанавливали на отметке «R» прибора. Копировальный щуп передвигался вдоль поверхности образца автоматически. Каждая трасса длиной 17,5 мм (Lt) состояла из 7 последовательных трасс образца, равных 2,5 мм (Lc). Длина измерения (Lm) составляла 12,5 мм и состояла из 5 последовательных трасс образца по 2,5 мм, такая длина получена после отбрасывания первого и последнего участков каждой трассы. На этих пяти последовательных трассах образца Lc определяли среднее значение глубины отдельных неровностей и вычисляли среднее значение для десяти определений Rz, пять из которых производили в аппаратном направлении экструзии (MD), и пять - в направлении, перпендикулярном аппаратному (CMD). Расстояние между двумя последовательными трассами в каждом направлении составляло 3 мм. Rsm, среднее расстояние между пиками, вычисляли из тех же измерений, что и Rz. Определяли среднее расстояние меду всеми пиками профиля на каждой длине измерения (Lm); представленные значения Rsm в каждом аппаратном направлении - это среднее для пяти таких определений в этом направлении. Установочные положения переключателей профилометра во время измерения Rz и Rsm были следующими: фильтр: GS, профиль: R, LC: N 2,5 мм, LT: 17,5 мм, VB: 625 мкм. Значения Rz и Rsm здесь везде даны в микрометрах.
Полимерные слои по настоящему изобретению характеризуются также «стойкостью текстуры», которую определяли в соответствии со следующей методикой: Для полимерных слоев, которые подвергались тиснению, измеряли параметры Rz до тиснения (Rz-базовое). После тиснения делали второе измерение Rz (Rz-конечное). Для слоев, не подвергавшихся тиснению, измерение Rz проводили однажды и результат обозначали как конечное значение Rz, а базовому Rz присваивали значение 0. Затем из тисненых и нетисненых полимерных слоев вырезали квадратные образцы со стороной, равной 12,7 см. Образец полиэтилентерефталатной пленки помещали на края одной половины лежащей на горизонтальной поверхности деревянной рамки с размерами немного меньшими, чем размеры образца полимерного слоя. Затем образец полимерного слоя помещали на деревянную рамку так, что полиэтилентерефталатная пленка была между деревянной рамкой и краями полимерного слоя; в таком положении пленка предотвращала прилипание полимерного слоя к деревянной рамке, которое затруднило бы разборку. Затем поверх полимерного слоя помещали вторую полиэтилентерефталатную пленку, а на нее помещали вторую половину деревянной рамки. Проложив, таким образом, полимерный слой между двумя полиэтилпнтерефталатными пленками и двумя половинами рамки, две половины рамки затем скрепляли соединительными зажимами. Рамку с полимерной сборкой помещали на 5 минут в предварительно нагретую до 100°C печь. Затем всю конструкцию вынимали и охлаждали. После этого для образца полимерного слоя определяли другое значение Rz (Rz 100°C).
Стойкость текстуры можно определить в соответствии со следующей формулой: Стойкость текстуры = ((Rz100°C) - (Rz базовое))/((Rz конечное)-(Rz базовое))×100. Для измерения крапчатости использовали следующую процедуру: Осветитель проектора (ксеноновую лампу, питаемую от выпрямителя (модель номер R-2120-2) производства Kneisley Electric company, Toledo, Ohio) помещали в темной комнате в 1 метре от белой поверхности. Образец был закреплен между белой поверхностью и источником света вблизи «максимально стандартного уровня» стандартного ламината, который представлял минимально приемлемое оптическое качество. Изображение, проецируемое на белую поверхность, анализировали визуально. Если изображение образца было хуже, чем стандарт максимально стандартного уровня, тогда образец отбрасывали как содержащий слишком много искажений. Если образец был, по меньшей мере, не хуже, чем стандарт максимально стандартного уровня, тогда образец сравнивали со стандартами постепенно все более оптически совершенными, пока не определяли оценку для образца. Образец оценивали в направлении, перпендикулярном аппаратному, и в аппаратном, худшая из двух оценок фиксировалась как оценка этого образца. Оценка 0 означала отсутствие видимых оптических искажений. Оценка 1 или 2 свидетельствовала о некоторых незначительных наблюдаемых искажениях. Оценка 3 или 4 свидетельствовала о видимых, бóльших, чем незначительные, искажениях. Оценка 5 или выше свидетельствовала, что наблюдаются значительные искажения, и ламинат, вероятнее всего, непригоден для применений, требующих визуальной прозрачности, таких как автомобильные ветровые стекла.
Прозрачность полимерного слоя и, в частности, слоя из поливинилбутираля, может быть определена посредством измерения мутности, которая является мерой количества света, рассеянного в направлениях, отличных от направления падающего луча, при прохождении его через слой. Процент мутности может быть измерен с помощью следующего метода. В соответствии со стандартом ASTM D 1003-61 (повторно утвержден в 1977 г.), процедура А, с использованием источника света С и угла наблюдения 2 градуса, можно использовать нефелометр, прибор для количественного определения мутности (модель D 25, производства Hunter Associates, Reston, VA). В различных вариантах реализации настоящего изобретения, процент мутности составлял менее 5%, менее 3% и менее 1%.
Прозрачность в видимой области спектра можно измерить с помощью многодиапазонного спектрофотометра, такого как Lambda 900 производства Perkin Elmer Corp. по методу, описанному в международном стандарте ISO 9050:1990. В различных вариантах реализации пропускание полимерного слоя по настоящему изобретению составляло, по меньшей мере, 60%, 70% и 80%.
Адгезия по пуммель-тесту может быть измерена в соответствии со следующей методикой, и, когда здесь употребляется термин «пуммель», речь идет об определении адгезии полимерного слоя к стеклу; для измерения пуммеля использовали следующую методику. Образцы двухслойного стеклянного ламината готовили в стандартных условиях автоклавного ламинирования. Ламинаты охлаждали приблизительно до -18°C (0°F) и колотили вручную молотком до разрушения стекла. Затем все осколки стекла, которые не остались приклеенными к слою поливинилбутираля, удаляли, а стекло с оставшимися приклеенными к слою поливинилбутираля осколками, визуально сравнивали с комплектом стандартов. Стандарты соответствовали образцам, в которых различный процент осколков оставался приклеенным к слою поливинилбутираля. В частности, значение результатов пуммель-теста, равное нулю, означает отсутствие осколков, оставшихся склеенными с полимерным слоем.
Соответствие пумель-стандарту 10 означает, что 100% осколков стекла, остались приклеенными к слою поливинилбутираля. Поливинилбутиральные слои по настоящему изобретению могли, например, соответствовать значениям пумель-теста от 3 до 10.
Прочность полимерных слоев на разрыв может быть измерена в соответствии с процедурой, описанной в JIS K6771.
ПРИМЕРЫ
Пример 1
Два образца трехслойного промежуточного слоя длиной, достаточной для того, чтобы разрезать их на три отдельных промежуточных слоя, раздельно получали соэкструзией. Каждый промежуточный слой содержал 0,1524-миллиметровый (6 мил) слой, проложенный между двумя 0,3302-миллиметровыми (13 мил) слоями, суммарной толщиной 0,8128 мм (32 мил). Внутренний слой содержал 75 частей на 100 частей пластификатора (ди-(2-этилгексаноат) триэтиленгликоля) и 11,0% остаточного поливинилового спирта, тогда как внешние слои содержали 38 частей на 100 пластификатора (ди-(2-этилгексаноат) триэтиленгликоля) и 18% остаточного поливинилового спирта.
Во время соэкструзии характеристики поверхности двух слоев модифицировались методом разрушения расплава так, чтобы обеспечить различающиеся уровни Rz. Первый промежуточный слой - образец А - имел значение Rz около 20. Второй промежуточный слой - образец В - имел значение Rz около 40. Точные значения Rz даны в таблице 1, где "CMD" - направление, перпендикулярное аппаратному, "MD" - аппаратное направление, и где показаны результаты измерений обеих поверхностей каждого промежуточного слоя.
Затем образец А был разрезан на четыре отдельных промежуточных слоя, образец В также был разрезан на четыре отдельных промежуточных слоя.
Три из каждых четырех отдельных промежуточных слоя были подвергнуты тиснению. Тиснение выполняли, как описано здесь в другом месте, с разрешением 49,2 линии на сантиметр (125 линий на дюйм). Один промежуточный слой каждого образца был оставлен без тиснения.
В нижеследующей таблице показаны условия тиснения и результаты измерения Rz и Rsm.
Таблица 2 демонстрирует результаты для промежуточных слоев из образца А и образца В, которые были подвергнуты тиснению при 174°C (435°F) при скорости 7,6 метров (25 футов) в минуту.
Таблица 3 демонстрирует результаты для промежуточных слоев из образца А и образца В, которые были подвергнуты тиснению при 193°C (380°F) при скорости 7,6 метров (25 футов) в минуту.
Таблица 4 демонстрирует результаты для промежуточных слоев из образца А и образца В, которые были подвергнуты тиснению при 204°C (400°F) при скорости 4,6 метров (15 футов) в минуту.
Шесть тисненых образцов, результаты по которым показаны в таблицах 2, 3 и 4, затем помещали в рамки и полимерные сборки согласно методу измерения стойкости текстуры, подробно описанному выше, и рамки и полимерные сборки затем помещали на 5 минут в печь, предварительно нагретую до 100°C. После охлаждения шесть для шести тисненых образцов измеряли Rz и Rsm, и результаты измерений даны в таблицах 5, 6 и 7.
Таблица 5 демонстрирует результаты для промежуточных слоев из образца А и образца В, которые были подвергнуты тиснению при 174°C (435°F) при скорости 7,6 метров (25 футов) в минуту.
Таблица 6 демонстрирует результаты для промежуточных слоев из образца А и образца В, которые были подвергнуты тиснению при 193°C (380°F) при скорости 7,6 метров (25 футов) в минуту.
Таблица 7 демонстрирует результаты для промежуточных слоев из образца А и образца В, которые были подвергнуты тиснению при 204°C (400°F) при скорости 4,6 метров (15 футов) в минуту.
Из данных таблиц 1-7 для каждого из шести тисненых промежуточных слоя по методу, описанному здесь в другом месте, была определена стойкость текстуры Результаты показаны в таблице 8.
Шесть тисненых образцов, а также два образца, оставленные нетиснеными, были помещены между двумя панелями стекла и ламинированы. Ламинирование - это многостадийный процесс, в котором листы поливинилбутираля и стекла соединяются в конечный продукт - безопасное стекло, обладающее желаемыми эксплуатационными качествами и оптической прозрачностью.
Деаэрация с помощью вакуумного мешка - это технология удаления воздуха из конструкции жесткий слой/промежуточный слой/жесткий слой перед финальной стадией автоклавирования. Она часто употребляется для улучшения автоклавного выхода в коммерческих технологиях. Образцы помещались в эластичный резиновый мешок, который откачивался через вакуумный шланг, присоединенный к мешку. В одном из вариантов реализации мешок с образцами нагревался до температуры 50°C и выдерживался в течение 60 минут, и затем температуру доводили до 120°C и выдерживали в течение 20 минут. Затем мешок был охлажден, панели извлечены и помещены в автоклав для окончательной обработки.
После деаэрации в вакуумном мешке и перед автоклавированием измеряли процент пропускания света. Более высокие значения свидетельствуют о низкой мутности, которая означает небольшое, если не нулевое, количество оставшегося воздуха в конструкте жесткий слой/промежуточный слой/жесткий слой.
После автоклавирования проводили измерения крапчатости.
Светопропускание измеряли с помощью адгезионного фотометра (производства Tokyo Denshoku #8-904356). Каждый ламинат измеряли восемь раз в разных его точках, и вычисляли среднее значение по восьми измерениям светопропускания, которые и показаны в таблице 9, где LT - пропускание света.
Крапчатость определяли, как описано здесь в другом месте; для определения конечной оценки крапчатости усредняли результаты пяти наблюдателей. Результаты показаны в таблице 10, где "Smp" - это образец, "MD" - в аппаратном направлении, "CMD" - в направлении, перпендикулярном аппаратному, «Конечная» - оценка крапчатости, наибольшая в аппаратном и перпендикулярном направлении.
Благодаря настоящему изобретению теперь возможно получение многослойных промежуточных слоев, которые снижают пропускание звука и которые легко обрабатываются и включаются в многослойные конструкты, такие как ламинированные стеклопанели для ветровых стекол и архитектурных окон.
Хотя настоящее изобретение описано со ссылками на типичные варианты реализации, специалисты в данной области техники должны понимать, что в данном изобретении могут быть сделаны различные изменения, и некоторые элементы изобретения могут быть замещены соответствующими эквивалентами, не выходящими за рамки настоящего изобретения. Кроме того, чтобы приложить идею изобретения к конкретному материалу или ситуации в его описании можно сделать много изменений, не выходя за пределы сущностного объема изобретения. Поэтому подразумевается, что изобретение не может быть ограничено конкретными вариантами реализации, описанными в качестве лучшего способа рассмотрения для осуществления этого изобретения, но должно включать все варианты реализации, попадающие в объем, ограниченный прилагаемой формулой изобретения.
Должно быть также понятно, что любые интервалы, значения или характеристики, указанные для любого отдельного компонента настоящего изобретения, могут быть заменены на другие интервалы, значения или характеристики, указанные для любых других компонентов изобретения, если они совместимы, чтобы получить вариант реализации с определенными значениями для каждого компонента, как сделано в настоящем описании. Например, можно сформировать полимерный слой с содержанием остаточного ацетата, соответствующим любому из интервалов, указанных в дополнение к любым интервалам, приведенным для содержания пластификатора, а также с любыми приводимыми значениями Rz, Rsm и стойкости текстуры, где это имеет смысл, и получить много вариантов, которые находились бы в рамках объема претензий настоящего изобретения, но не загромождали бы их перечисление.
Любое численное значение, приводимое в резюме или любом пункте формулы изобретения, дано только в целях иллюстрации и не должно быть интерпретировано как ограничивающее претензии изобретения каким-либо одним конкретным вариантом реализации, который характеризуется этим значением.
В рисунках масштаб не соблюдается, если это не указано специально.
Описание каждой приведенной здесь ссылки, включая журнальные статьи, патенты, патентные заявки и книги, полностью включено в саму ссылку.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЕ ПРОМЕЖУТОЧНЫЕ СЛОИ С ПОВЕРХНОСТЬЮ РАЗРУШЕННОГО РАСПЛАВА | 2008 |
|
RU2469863C2 |
| УДАРОПРОЧНЫЕ ПОЛИМЕРНЫЕ ПРОМЕЖУТОЧНЫЕ СЛОИ | 2008 |
|
RU2469869C2 |
| СИСТЕМЫ, СПОСОБЫ И АППАРАТЫ ДЛЯ ПРЯМОГО ТИСНЕНИЯ ЛИСТА ПОЛИМЕРНОГО РАСПЛАВА | 2011 |
|
RU2584533C2 |
| МНОГОСЛОЙНЫЕ ПРОМЕЖУТОЧНЫЕ СЛОИ С ГРАДИЕНТНОЙ ОБЛАСТЬЮ | 2007 |
|
RU2470786C2 |
| ПРОМЕЖУТОЧНЫЙ СЛОЙ, ХАРАКТЕРИЗУЮЩИЙСЯ НИЗКИМ ИСКАЖЕНИЕМ | 2006 |
|
RU2404894C2 |
| АКУСТИЧЕСКИЕ ПОЛИМЕРНЫЕ ПРОМЕЖУТОЧНЫЕ СЛОИ, УСТОЙЧИВЫЕ К ФОРМИРОВАНИЮ ДЕФЕКТОВ | 2013 |
|
RU2628380C2 |
| ПРОМЕЖУТОЧНЫЕ ПОЛИМЕРНЫЕ СЛОИ, УМЕНЬШАЮЩИЕ ЗВУК | 2006 |
|
RU2413613C2 |
| ПРОМЕЖУТОЧНАЯ ПЛЕНКА ДЛЯ МНОГОСЛОЙНОГО СТЕКЛА, МНОГОСЛОЙНОЕ СТЕКЛО И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ПЛЕНКИ ДЛЯ МНОГОСЛОЙНОГО СТЕКЛА | 2015 |
|
RU2706147C2 |
| ОГНЕСТОЙКИЕ ПОЛИМЕРНЫЕ ЛИСТЫ | 2005 |
|
RU2450933C2 |
| ПРОМЕЖУТОЧНЫЕ ПОЛИМЕРНЫЕ СЛОИ КЛИНОВИДНОЙ ФОРМЫ, УМЕНЬШАЮЩИЕ ЗВУК | 2006 |
|
RU2415751C2 |
Изобретение относится к многослойным полимерным промежуточным слоям с тисненой поверхностью. Состоят из мягкого внутреннего полимерного слоя и относительно жестких внешних слоев, которые могут быть ламинированы без неприемлемых оптических искажений и использованы в многослойных стеклопанелях различного назначения. Слои имеют топографию поверхности, которая образуется путем тиснения поверхности промежуточного слоя или индивидуальных слоев многослойного промежуточного слоя после формирования промежуточного слоя или слоев. Процесс тиснения выполняется в температурных условиях, которые предотвращают перенос текстуры на внутренние слои промежуточного слоя. Благодаря прецизионному управлению тиснением промежуточного слоя ламинирование с жесткой основой не приводит к неприемлемым оптическим искажениям, вызываемым переносом поверхностной топографии через внешние жесткие слои на более мягкие внутренние слои промежуточного слоя. 3 н. и 4 з.п. ф-лы, 1 ил., 10 табл.
1. Полимерный промежуточный слой, содержащий:
первый полимерный слой, содержащий пластифицированный термопластический полимер, второй полимерный слой, содержащий пластифицированный термопластический полимер, и третий полимерный слой, содержащий пластифицированный термопластический полимер,
в котором указанный второй полимерный слой расположен между указанным первым полимерным слоем и указанным третьим полимерным слоем,
при этом указанный первый полимерный слой имеет прочность на разрыв, которая, по меньшей мере, на 15 кг/см2 больше прочности на разрыв указанного второго полимерного слоя, при этом указанный третий полимерный слой имеет прочность на разрыв, которая, по меньшей мере, на 15 кг/см2 больше прочности на разрыв указанного второго полимерного слоя,
при этом поверхность указанного первого полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением Rz от 50 до 90 мкм, которое обеспечено тиснением, и
при этом указанный первый полимерный слой имеет толщину от 0,05 до 0,71 мм.
2. Промежуточный слой по п.1, в котором указанная поверхность указанного первого полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением RSM меньше 700 мкм, которое обеспечено тиснением.
3. Промежуточный слой по п.1, в котором поверхность вышеупомянутого третьего полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением Rz от 50 до 90 мкм, которое обеспечено тиснением, и значением RSM меньше 700 мкм, которое обеспечено тиснением, и стойкостью текстуры меньше 95%.
4. Промежуточный слой по п.1, в котором указанный первый полимерный слой, указанный второй полимерный слой и указанный третий полимерный слой содержит поливинилбутираль.
5. Промежуточный слой по п.1, в котором поверхность указанного первого полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением Rz от 50 до 70 мкм, которое обеспечено тиснением.
6. Полимерный промежуточный слой, содержащий:
первый полимерный слой, содержащий пластифицированный термопластический полимер, второй полимерный слой, содержащий пластифицированный термопластический полимер, и третий полимерный слой, содержащий пластифицированный термопластический полимер,
в котором указанный второй полимерный слой расположен между указанным первым полимерным слоем и указанным третьим полимерным слоем, и
при этом указанный первый полимерный слой имеет прочность на разрыв, которая, по меньшей мере, на 15 кг/см2 больше прочности на разрыв указанного второго полимерного слоя, при этом указанный третий полимерный слой имеет прочность на разрыв, которая, по меньшей мере, на 15 кг/см2 больше прочности на разрыв указанного второго полимерного слоя, и
при этом поверхность указанного первого полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением стойкости текстуры меньше 95%,
при этом поверхность указанного первого полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением Rz от 50 до 90 мкм и толщиной от 0,05 до 0,71 мм.
7. Полимерный промежуточный слой, содержащий:
первый полимерный слой, содержащий пластифицированный термопластический полимер, второй полимерный слой, содержащий пластифицированный термопластический полимер, и третий полимерный слой, содержащий пластифицированный термопластический полимер, в котором указанный второй полимерный слой расположен между указанным первым полимерным слоем и указанным третьим полимерным слоем, и
при этом указанный первый полимерный слой имеет содержание остаточных гидроксильных групп менее 25 вес.%, указанный второй полимерный слой имеет содержание остаточных гидроксильных групп менее 23 вес.%,
при этом поверхность указанного первого полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением RSM меньше 700 мкм, которое обеспечено тиснением, и при этом поверхность указанного первого полимерного слоя, противоположная указанному второму полимерному слою, характеризуется значением Rz от 50 до 90 мкм и толщиной от 0,05 до 0,71 мм.
| US 2006210782 A1, 21.09.2006 | |||
| WO 2005005123 A1, 20.01.2005 | |||
| Регулятор роста растений | 1978 |
|
SU710545A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТИРОВАННОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 2004 |
|
RU2293021C2 |

