Область техники
Предложение относится к области переработки полимерных материалов, в частности к получению матированной полимерной пленки методом экструзии расплава через плоскощелевую головку. Такая пленка находит применение, в частности, для маскировочных покрытий.
Уровень техники
Известен принятый за прототип способ получения матированной полимерной пленки, включающий входной контроль исходного полимерного материала, установку температурного режима и скорости экструзии расплава полимерного материала, экструзию через плоскощелевую головку, охлаждение экструдата и его матирование путем тиснения [1].
Согласно способу [1] поток экструдата, вытекающий из плоскощелевой головки, охлаждают до перехода в твердую фазу, пропуская через водяную ванну ([1] стр.422, рис.361), или охлаждающие валки ([1] стр.423, рис.363), или через то и другое ([1] стр.423, рис.364), а полученную в результате охлаждения полимерную пленку матируют путем тиснения в матирующих валках. Требуемый температурный режим в тепловых зонах экструдера и скорость экструзии устанавливают, как правило, с учетом характеристик, определяемых техническими условиями на используемое сырье.
Недостаток способа [1] - неравномерность матирования пленки по ширине ее полотна, что особенно существенно, например, при производстве непрозрачной окрашенной пленки для маскировочных покрытий.
Раскрытие изобретения.
Задача изобретения - получение пленки с улучшенной равномерностью матирования.
Предметом изобретения является способ получения матированной полимерной пленки, включающий входной контроль исходного полимерного материала, установку температурного режима и скорости экструзии расплава полимерного материала, экструзию через плоскощелевую головку, охлаждение экструдата и его матирование, отличающийся согласно изобретению тем, что матирование начинают до перехода охлаждаемого экструдата в твердую фазу.
Это позволяет решить задачу изобретения.
Изобретение имеет развитие, которое состоит в том, что при входном контроле определяют показатель растяжения расплава исходного материала, а температурный режим и скорость экструзии устанавливают в зависимости от этого показателя.
Это позволяет получать матированную пленку с гарантированным коэффициентом блеска по всей поверхности.
Краткое описание фигур
На фиг.1 представлен схематический чертеж установки для получения матированной полимерной пленки. Фиг.2 иллюстрирует известный процесс (прототип) получения матированной полимерной пленки, фиг.3 - процесс согласно изобретению с учетом его развития.
Осуществление изобретения
На фиг.1 показано:
1 - экструдер;
2 - секции тепловых зон экструдера, снабженные средствами нагрева и охлаждения, не показанными на фигуре;
3 - загрузочный бункер экструдера 1;
4 - линия подачи исходного полимерного материала;
5 - шнек экструдера 1, вращаемый двигателем 6;
7 - плоскощелевая головка;
8 - матирующие валки;
9 - намоточный барабан;
10 - блок управления;
11 - датчики температуры.
Предлагаемый способ с учетом его развития осуществляют следующим образом.
Исходный полимерный материал (сырье), например, в виде гранул проходит входной контроль, в ходе которого проверяется, в частности, соответствие характеристик используемой партии сырья требованиям технических условий на него. Воздействуя с помощью блока 10 (см. фиг.1) на секции 2, устанавливают температурный режим экструзии, а на двигатель 6 - скорость экструзии. В ходе входного контроля согласно развитию предлагаемого способа дополнительно определяют показатель растяжения расплава исходного материала. Этот показатель характеризуется интервалом времени, за который образец полимера, нагретый до температуры плавления, растягивается в режиме постоянной силы до величины, соответствующей заданной относительной деформации. Метод определения этого показателя описан, например, в [2]. При этом установку температурного режима и скорости экструзии осуществляют в зависимости от показателя растяжения расплава, например, в соответствии с таблицей 1.
Когда температуры в секциях 2, контролируемые датчиками 11, достигнут устанавливаемых значений, включают двигатель 6 и обеспечивают требуемую скорость вращения шнека 5 (скорость экструзии). Исходный полимерный материал (сырье) подается по линии 4 в бункер 3. Сырье захватывается вращающимся шнеком 5 и транспортируется к плоскощелевой головке 7.
По мере продвижения материал разогревается за счет трения о шнек 5 и стенки экструдера 1. Недостающее тепло поступает от секций 2.
Выдавливаемый из головки 7 поток экструдата поступает в матирующие валки 8. Экструдат начинает охлаждаться на воздухе и продолжает охлаждаться, переходя из вязкотекучего состояния в твердое, на поверхности матирующих валков 8. Расстояние между головкой 7 и валками 8 выбирают таким образом, чтобы матирование начиналось до завершения этого перехода. Матирующие валки 7 могут быть выполнены в виде металлических цилиндров, обтянутых мягким теплопроводящим материалом с шероховатой поверхностью.
Матированная пленка, поступающая из валков 8, наматывается в рулон барабаном 9.
Перед использованием очередной партии сырья проводится отбор проб для входного контроля, в ходе которого, в частности, определяется по методике [2] показатель растяжения расплава.
В зависимости от значения показателя растяжения расплава, полученного в ходе входного контроля очередной партии сырья, устанавливают режим экструзии, подстраивая его под свойства контролируемой партии сырья (устанавливают режим заново, корректируют или сохраняют).
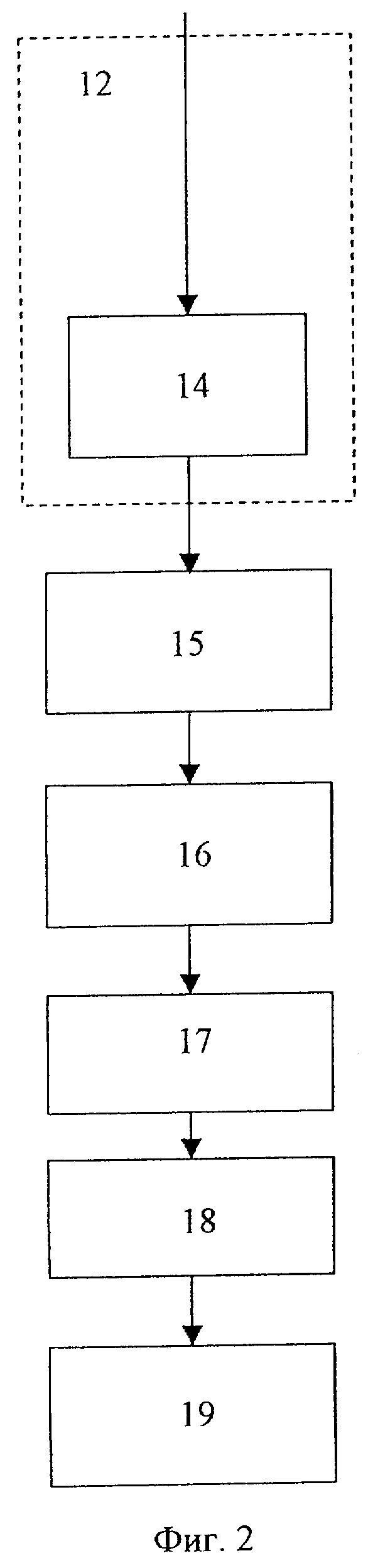
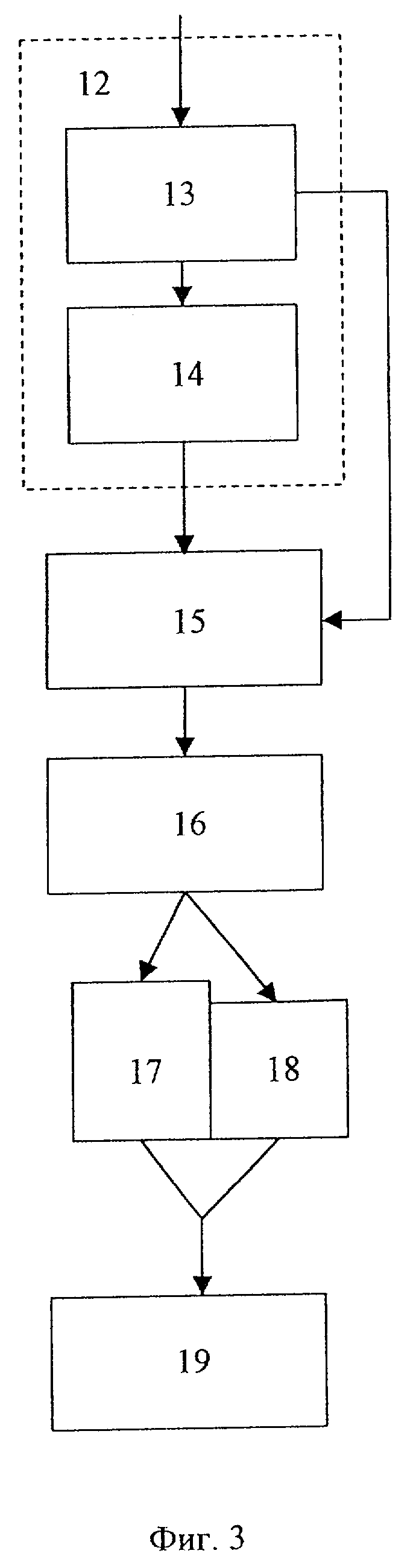
Фиг.2 и 3 позволяют наглядно сопоставить способ-прототип и предлагаемый способ получения полимерной матированной пленки.
На них обозначено:
12 - входной контроль исходного материала (сырья);
13 - определение показателя растяжения расплава;
14 - контроль других характеристик исходного материала;
15 - установка температурного режима и скорости экструзии полимерного материала;
16 - экструзия расплава полимерного материала;
17 - охлаждение экструдата;
18 - матирование путем тиснения;
19 - намотка рулона и прием готовой продукции.
По способу-прототипу матируют охлажденный экструдат, т.е. пленку, в которой полимер находится в твердой фазе (см. последовательность операций 17 и 18 на фиг.2), а по предлагаемому способу тиснение начинают, когда материал пленки еще не охладился до перехода в твердую фазу и находится в вязкотекучем состоянии (см. операции 17 и 18 на фиг.3). В таблице 2 примера 1 приведены сравнительные результаты измерения коэффициента блеска поверхности, количественно характеризующего степень матовости (измеряется как процентное отношение отраженного светового потока к падающему [3]).
Как видно из таблицы, способ-прототип дает неравномерную матовость поверхности с большим разбросом значений коэффициента блеска по ширине пленки, а пленка, полученная по предлагаемому способу, имеет существенно меньший разброс этих значений и соответственно более равномерную матовость поверхности.
Однако, как показали дальнейшие эксперименты, значение коэффициента блеска может иметь существенный разброс от партии к партии сырья из-за различий исходного материала по показателю растяжения расплава, которой не нормируется техническими условиями на используемое сырье. Отбраковка сырья или нормирование его по этому показателю привели бы к неоправданным экономическим потерям.
Развитие изобретения предусматривает входной контроль показателя растяжения расплава (см. блок 13 на фиг.3) и подстройку режима экструзии (температурного режима и скорости экструзии) под значения этого показателя для данной партии сырья (связь между блоками 13 и 15 на фиг.3). Пример такой подстройки для трех партий сырья с различными значениями показателя растяжения расплава приведен в таблице 1. Примеры 2-10 (таблица 3) содержат экспериментальные результаты, подтверждающие причинно-следственную связь между установкой режима экструзии в соответствии с показателем растяжения расплава сырья данной партии и величиной коэффициента блеска поверхности получаемой матированной пленки.
Как видно из таблицы 3 примеров 2-10, использование изобретения с его развитием позволяет без существенных экономических затрат обеспечить гарантированно низкие значения коэффициента блеска для матированной пленки, изготовленной из сырья с ненормированным техническими условиями значением показателя растяжения расплава.
Источники информации
1. Г.Шенкель. Шнековые прессы для пластмасс. Л., 1962.
2. Севрук В.Д. Кандидатская диссертация "Вытяжка расплавов полимеров из формирующего инструмента", 1983.
3. Дж.X.Бристон, Л.Л.Катан. Полимерные пленки. Изд. 3-е, с англ., М.: Химия, 1993, стр.108.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полимерная матированная пленка | 1974 |
|
SU605531A3 |
| СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОГО ШПАГАТА ИЗ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2006 |
|
RU2324775C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОГО ЛИСТА ИЗ ПОЛИЭТИЛЕНА ВЫСОКОЙ ПЛОТНОСТИ | 2001 |
|
RU2234520C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИОРАЗЛАГАЕМОГО ПЕНОПЛАСТА | 2011 |
|
RU2467036C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОЙ ПЛЕНКИ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С НАПОЛНИТЕЛЕМ ИЗ КАРБОНАТА КАЛЬЦИЯ | 2015 |
|
RU2599586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОЙ АМОРТИЗИРУЮЩЕЙ ПЛЕНКИ | 1992 |
|
RU2031796C1 |
| СВЕТОРАССЕИВАЮЩИЕ ПЛЕНКИ И ИХ ПРИМЕНЕНИЕ В ПЛОСКИХ ЭКРАНАХ | 2006 |
|
RU2437907C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ ЛЕНТЫ ИЗ ВТОРИЧНОГО ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2011 |
|
RU2481951C1 |
| УСТОЙЧИВАЯ К ОТСЛАИВАНИЮ ЗАЩИТНАЯ ПЛЕНКА С ВЫСОКОЙ ПРОЗРАЧНОСТЬЮ И БЕЗ ЗАРАНЕЕ ОПРЕДЕЛЕННЫХ МЕСТ РАЗРЫВА | 2016 |
|
RU2707991C2 |
Изобретение относится к области переработки полимерных материалов, в частности к получению матированной полимерной пленки методом экструзии расплава через плоскощелевую головку. Способ получения матированной полимерной пленки включает входной контроль исходного полимерного материала, установку температурного режима и скорости экструзии расплава полимерного материала, экструзию через плоскощелевую головку, охлаждение экструдата и его матирование путем тиснения. Матирование начинают до перехода охлаждаемого экструдата в твердую фазу. Изобретение позволяет получать пленку с улучшенной равномерностью матирования. 1 з.п. ф-лы, 3 ил., 3 табл.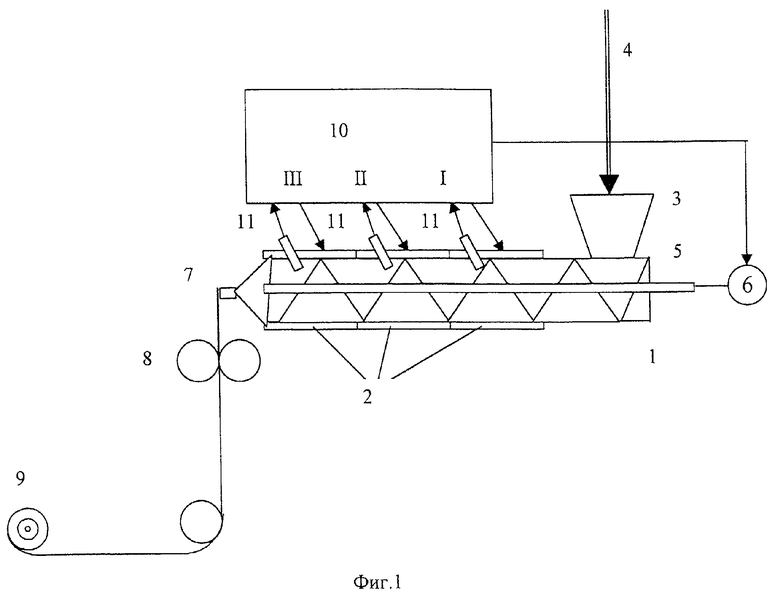
| Г.ШЕНКЕЛЬ «Шнековые прессы для пластмасс», Ленинград, ГХИ, 1962, с.422-423 | |||
| Полимерная матированная пленка | 1974 |
|
SU605531A3 |
| СПОСОБ ТИСНЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННОГО ОБЪЕМНОГО НЕТКАНОГО МАТЕРИАЛА И ПАРА ВАЛКОВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203353C2 |

