Изобретение относится к крышке для печи для приема расплавленного материала, в частности металла, а также к печи для приема расплавленного материала, в частности металла, содержащей предназначенный для заполнения расплавленным материалом тигель и крышку для закрывания тигля.
При получении или переработке, в частности последующей обработке стали, необходимо, как правило, переводить сталь в жидкую фазу посредством нагревания. На основании высокой температуры плавления металла это обычно связано с высокими температурами. Поэтому для этих температурных режимов разрабатываются соответствующие тигли и при необходимости крышки.
Крышка, как правило, выполнена с возможностью снимания с тигля и служит при плавлении стали для удерживания и целенаправленного отвода возникающих в процессе плавления газов, а также для эффективного использования подводимой энергии плавления. С помощью крышки предотвращается уход вверх большой части подводимой энергии без использования.
Такие крышки и тигли используются, как правило, в дуговых печах для получения металлических расплавов и в ковш-печах, как правило, для последующей обработки металлических расплавов. Крышка для дуговой печи содержит, как правило, по меньшей мере, одно центральное отверстие для введения графитовых электродов и одно расположенное на периферии отверстие, которое вместе с всасывающей системой предусмотрено для отвода газов, летучих выгорающих частиц и порошков.
Данное изобретение относится к проблеме, которая возникает при обращении с металлическими расплавами. При этом, например, подвергают исходную сталь последующей обработке так, что получают желаемый состав легированной стали в узких границах. Часть последующей обработки исходной стали заключается в подаче добавок в стальной расплав, которые частично вызывают бурные реакции расплава. При этих бурных реакциях расплавленной стали на добавки возникают брызги, соответственно капли из жидкого металла, которые вылетают из расплава. Эти брызги ударяются, среди прочего, также в крышку печи.
Такие проблемы известны также при получении металлических расплавов с помощью дуговых печей. В этом случае для выравнивания температуры металлической ванны в дуговой печи выполняют процесс продувки. За счет взаимодействия этого процесса продувки с одной или несколькими имеющимися в дуговой печи электрическими дугами происходят также процессы, которые приводят к выходу из металлической ванны брызг, соответственно капель жидкого металла. Они также попадают на крышку дуговой печи.
Попадающие на крышку брызги расплавленного металла охлаждаются на внутренней поверхности крышки печи. При этом они свариваются с крышкой печи и прочно запекаются на внутренней стенке крышки печи. Попадание брызг, соответственно капель расплавленного металла на внутреннюю стенку крышки печи, является, как указывалось выше, обычным процессом при обращении с металлическими расплавами. Поэтому происходит нарастание спеканий на внутренней стороне крышки печи, за счет других брызг, соответственно капель металлического расплава. Со временем эти спекания достигают величины, которая создает помехи выполнению процесса получения стали. В частности, они приводят к проблемам при открывании и закрывании печи при подаче нового металла.
Охлаждаемая крышка для дуговых печей или ковш-печей, которая имеет эту проблему, известна, например, из европейского патента ЕР 1062469 В1.
В основу изобретения положена задача создания крышки для печи для приема расплавленного материала и печи для приема расплавленного материала, в которых можно уменьшать или полностью предотвращать такие спекания.
Задача решена для крышки указанного в начале вида тем, что крышка имеет, по меньшей мере, один образованный из материала слой, коэффициент теплопроводности которого больше коэффициента теплопроводности стали. Под коэффициентом теплопроводности, называемым также теплопроводностью, понимается постоянная материала с размерностью Вт/мК (ватт на метр-Кельвин), которая указывается для твердого тела, как правило, при температуре 20ºС. Предпочтительно, слой имеет коэффициент теплопроводности, который больше 100 Вт/мК. Для этого пригоден, например, алюминий. Слой может также состоять из нескольких частичных слоев, при этом, по меньшей мере, один частичный слой имеет, согласно изобретению, коэффициент теплопроводности, который больше коэффициента теплопроводности стали. Слой может быть произвольно расположен на или внутри крышки или же образовывать всю крышку.
За счет выполнения крышки в соответствии с изобретением достигается, что тепло из брызг расплавленного металла, которые попадают на внутреннюю поверхность крышки, отводится быстрее. В идеальном случае отвод тепла из брызг расплавленного металла, которые попадают на внутреннюю поверхность крышки, происходит с помощью слоя, согласно изобретению, так быстро, что полностью предотвращается сварка металлической капли с внутренней поверхностью крышки. Положительный эффект уменьшения сварки металлической капли, соответственно брызги с внутренней поверхностью крышки, проявляется уже тогда, когда крышка имеет слой из материала, коэффициент теплопроводности которого больше коэффициента теплопроводности стали. Однако предпочтительно применять материал, который не только имеет коэффициент теплопроводности больше чем у стали, но также имеет свойство плохого прилипания металлических брызг, соответственно металлических капель на этом материале. За счет этого, с одной стороны, быстро отводится тепло из металлической капли и тем самым предотвращается сварка капли с внутренней поверхностью крышки, с другой стороны, металлические капли можно легко удалять со слоя, соответственно они возможно даже самостоятельно падают вниз при охлаждении под действием силы тяжести и/или встряхиваний печи. Однако уже достаточно, что крышка имеет слой, который имеет коэффициент теплопроводности больше чем у стали. За счет этого можно уже уменьшать и возможно совсем исключать спекание на внутренней поверхности крышки.
Сталь имеет, как правило, в зависимости от состава коэффициент теплопроводности от 40 до 60 Вт/мК. Таким образом, для улучшения отвода тепловой энергии с внутренней поверхности крышки к наружной поверхности крышки пригоден каждый материал, который имеет коэффициент теплопроводности больше, чем у стали.
В частности, предпочтительно, что коэффициент теплопроводности материала, по меньшей мере, в определенном диапазоне температур больше, чем у стали, предпочтительно в определенном диапазоне температур, которые возникают при обращении с жидкими металлическими расплавами, в частности, в диапазоне температур от около 1100ºС (градусов Цельсия) до около 1500ºС.
В одном предпочтительном варианте выполнения изобретения крышка имеет обращенную к расплавленному материалу внутреннюю поверхность крышки и противоположную расплавленному материалу наружную поверхность крышки, при этом слой расположен ближе к внутренней поверхности крышки, чем к наружной поверхности крышки. Чем ближе материал с повышенным по сравнению со сталью коэффициентом теплопроводности расположен к внутренней поверхности крышки, тем быстрее может отводиться тепло из жидких металлических брызг. За счет расположения, по меньшей мере, одного слоя внутри крышки, соответственно, на крышке, можно улучшать тепловое свойство крышки и тем самым характеристики переноса тепла крышкой.
В особенно предпочтительном варианте выполнения изобретения поверхность, по меньшей мере, одного слоя образует, по меньшей мере, на некоторых участках, внутреннюю поверхность крышки. С помощью такого расположения имеющаяся в жидких металлических брызгах тепловая энергия возможно быстро отводится из металлических брызг. При этом остается минимальное время для возможного процесса сварки между металлическими каплями и внутренней поверхностью крышки. За счет этого, как правило, достигается наилучший результат относительно предотвращения спекания.
Преимуществом является то, что образующий слой материал наносится на основное тело крышки посредством плакирования. Плакирование можно выполнять во время процесса изготовления крышки печи. В качестве альтернативного решения это можно также осуществлять для уже находящихся в работе крышек печи. За счет этого преимущества изобретения можно также использовать для уже работающих установок. Плакированием называют в обработке металлов нанесение более ценного, в данном случае имеющего более высокий коэффициент теплопроводности металлического слоя на другой материал, как правило, также металл. При этом должно возникать, по возможности, неразъемное соединение между металлическим слоем и лежащим ниже и/или лежащим выше материалом. Соединение между материалом и металлом достигается за счет температуры и давления. Практически плакирование осуществляется с помощью различных технологий, таких как, например, накатывание металлической фольги на металлическое основное тело, или наварка, наливка, погружение, опрыскивание или гальванические способы. В настоящее время плакирование осуществляется в большинстве случаев посредством плакирования прокаткой.
В одном предпочтительном варианте выполнения изобретения образующий слой материал является медью. Медь можно наносить, например, с помощью плакирования особенно хорошо на сталь. Кроме того, медь имеет коэффициент теплопроводности, который в 8 раз больше коэффициента теплопроводности стали, т.е. составляет примерно 400 Вт/мК. Дополнительно к этому, жидкие металлические капли из стали имеют плохие свойства адгезии на меди. Поэтому медь можно особенно предпочтительно применять в виде слоя или пластины для предотвращения спекания жидких металлических брызг на внутренней поверхности крышки. Предпочтительно, крышка имеет слой из материала, коэффициент теплопроводности которого по существу не меньше коэффициента теплопроводности меди.
Предпочтительно, для предотвращения спекания жидких металлических брызг на внутренней поверхности крышки можно также применять слой, который состоит из материала, который выполнен в виде пластичной, в частности, имеющей никель матрицы с заделанными частицами твердого вещества, в частности углеродными нанотрубками. Этот слой имеет также высокую и в широким пределах регулируемую теплопроводность, соответственно, высокий коэффициент теплопроводности. Тепловые свойства материала, соответственно, слоя зависят, среди прочего, от того, какой материал применяется в качестве матрицы, а также от вида и доли применяемых в слое частиц твердого вещества. В частности, предпочтительно применять имеющую никель матрицу с заделанными углеродными нанотрубками. При этом коэффициент теплопроводности и тем самым тепловые свойства слоя можно регулировать в широких пределах за счет выбора концентрации углеродных нанотрубок в матрице. Дополнительно к этому, этот материал имеет высокую механическую и тепловую стойкость и поэтому хорошо пригоден для использования в диапазоне высоких температур, таком как возникает, например, при получении стали.
В одном предпочтительном варианте выполнения изобретения внутренняя поверхность крышки, по меньшей мере, на некоторых участках выполнена цилиндрической и/или конической. При этом речь идет об особенно просто изготовляемых формах для внутренней поверхности крышки. В частности, коническая поверхность крышки имеет то преимущество, что за счет конической формы внутренней поверхности крышки набрызгиваемые на эту часть внутренней поверхности крышки металлические капли легко отделяются. Это объясняется тем, что в этом случае большая составляющая сила действует перпендикулярно внутренней поверхности крышки, чем при имеющей цилиндрическую форму поверхности крышки. В последнем случае поверхность крышки ориентирована, как правило, параллельно действующей на металлические капли силе тяжести.
Особенно предпочтительно, когда внутренняя поверхность крышки, по меньшей мере, на некоторых участках выполнена гладкой. То есть на внутренней поверхности крышки нет, по меньшей мере, на некоторых участках, структур, которые позволяют металлическим каплям задерживаться и осаждаться на длительное время. Таким образом, по существу гладкая поверхность крышки, способствует предотвращению спекания тем, что попадающие на внутреннюю поверхность крышки металлические капли по возможности не могут там задерживаться, чтобы образовывать отложения. За счет этого можно улучшать самостоятельное падение вниз попадающих на внутреннюю поверхность крышки металлических капель. Это имеет значение, в частности, для крышки печи с конструкцией из расположенных с зазором труб. При этом можно предпочтительно использовать железные трубы, которые компенсируют топографические структуры конструкции из расположенных с зазором труб так, что внутренняя поверхность крышки, по меньшей мере, на некоторых участках является гладкой. На нее можно осаждать слой согласно изобретению. Применяемые трубы можно также изготавливать из материала, коэффициент теплопроводности которого больше, чем у стали, и предпочтительно не меньше, чем у меди.
В другом предпочтительном варианте выполнения крышка имеет толщину стенки между 8 мм и 16 мм. В частности, при комбинации обычной крышки из стали в соединении со слоем из материала с более высоким коэффициентом теплопроводности, чем у стали, отвод тепла из внутренней зоны печи через толщину стенки, в частности через толщину стенки стальной части крышки, ограничен. На основании различных тепловых постоянных применяемого материала и стали возникают различные температуры стали и материала. Это создает проблемы, в частности, на поверхности раздела между применяемым материалом и сталью, поскольку в этом случае на основании разницы температуры возникают напряжения, которые могут вызывать отслоение слоя материала, соответственно пластины материала от стали. Поскольку на вносимую из металлической ванны в стенку крышки тепловую энергию при обращении с металлическими расплавами можно оказывать лишь небольшое влияние, то обуславливаемые различиями температуры тепловые напряжения на пограничной поверхности ограничивают применяемую толщину стенки. Однако различия температуры вызываются также соответствующей толщиной применяемой стали, а также применяемого материала. Правильный режим для имеющихся в металлических ваннах тепловых мощностей крышки, т.е. предотвращение дегенерации пограничной поверхности между основным телом крышки и материалом, можно обеспечивать лишь при толщине стенки крышки, которая составляет между 5 мм и 20 мм, предпочтительно между 8 мм и 16 мм.
В одном предпочтительном варианте выполнения изобретения крышка имеет охлаждающее устройство для отвода вносимого во внутреннюю поверхность крышки тепла. С помощью этого охлаждающего устройства обеспечивается возможность отвода вносимого из металлической ванны тепла. При этом следует учитывать то, что охлаждающее устройство выполнено так, что обеспечивается возможность отвода достаточной для охлаждения крышки тепловой мощности. В частности, охлаждающее устройство может быть выполнено в виде замкнутого водяного охлаждающего устройства, через которое предпочтительно проходит поток воды, который имеет скорость, по меньшей мере, 3 м/с. Выбранная так скорость потока внутри водяного охлаждающего устройства обеспечивает достаточный отвод тепловой энергии.
В качестве альтернативного решения или в комбинации с этим, можно охлаждающее устройство выполнять также в виде устройства водяного струйного охлаждения. При этом наружная поверхность крышки опрыскивается с помощью соответственно распределенных форсунок водой с целью обеспечения отвода тепла. Может быть также предусмотрено охлаждающее устройство, выполненное в виде охлаждающего устройства с волной воды. Из него вода выходит предпочтительно со скоростью потока воды, по меньшей мере, 3 м/с. Вода попадает на наружную поверхность крышки и затем отводится от нее.
С помощью указанных охлаждающих устройств обеспечивается достаточно большой отвод тепла для дополнительно уменьшающего спекание охлаждения. То есть, лучше отводимое из металлических капель с помощью слоя тепло возможно быстро отдается в охлаждающее устройство. За счет этого сохраняется большая разница температур между внутренней поверхностью крышки и охлаждающим устройством, так что обеспечивается эффективный отвод тепла.
Положенная в основу изобретения задача решена также с помощью печи указанного в начале вида, при этом крышка и/или тигель имеют образованный из материала слой, коэффициент теплопроводности которого больше коэффициента теплопроводности стали. При этом аналогичным образом справедливо указанное выше относительно пункта 1 формулы изобретения. За счет улучшенного отвода тепла для крышки и печи не происходит сварки металлических брызг из расплава с соответствующими ограничениями печи. Тем самым уменьшается, соответственно, предотвращается спекание и тем самым возникающие в этой связи недостатки.
В одном предпочтительном варианте выполнения изобретения крышка и тигель имеют общую закрывающую поверхность, и слой расположен в зоне закрывающей поверхности на крышке и/или тигле. При этом, в частности, в критической зоне закрывающей поверхности возникают лишь в уменьшенной мере спекания, которые могут вызывать проблемы при открывании и закрывании крышки. За счет этого уменьшается или полностью исключается время простоя печи для удаления спеканий.
В одном предпочтительном варианте выполнения изобретения поверхность слоя образует, по меньшей мере, на некоторых участках внутреннюю поверхность крышки и/или поверхность тигля. За счет этого особенно предпочтительным образом обеспечивается возможность отвода тепла как на стороне печи, так и на стороне крышки из попадающих на соответствующую поверхность металлических брызг. Предотвращается сварка металлических капель с соответствующей внутренней поверхностью. В частности, за счет этого обеспечивается возможность самостоятельного падения брызг с внутренней поверхности тигля и/или внутренней поверхности крышки обратно в металлическую ванну.
В одном предпочтительном варианте выполнения изобретения печь содержит охлаждающее устройство для охлаждения печи. За счет этого обеспечивается, что отведенное лучше с помощью слоя тепло из внутреннего пространства тигля эффективно отводится, например, с наружной поверхности крышки и/или наружной поверхности тигля. Охлаждающее устройство для печи может быть выполнено аналогично уже указанным выше вариантам выполнения.
Задача решена, в частности, тем, что применяется, по меньшей мере, один образованный из материала слой для крышки печи для приема расплавленного материала для уменьшения спеканий расплавленного материала на крышке, при этом материал имеет коэффициент теплопроводности больше чем у стали. В специальных вариантах выполнения слой может быть выполнен так, как это указано в данной заявке для печи и/или крышки.
Другие преимущества изобретения следуют из приведенного ниже более подробного пояснения примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг.1 - разрез печи с крышкой и тиглем и нанесенным на них слоем;
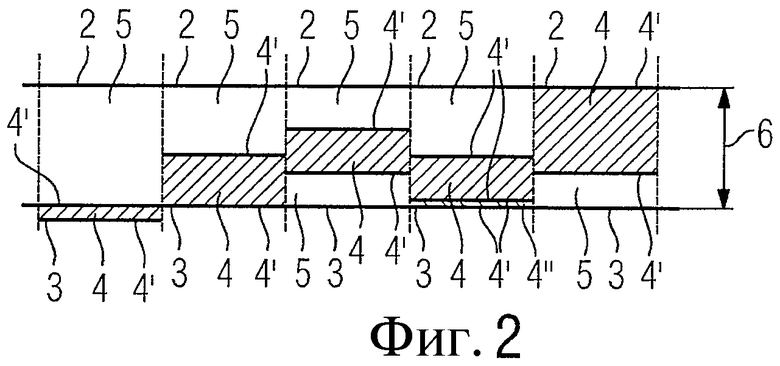
фиг.2 - возможные расположения слоя для крышки, соответственно, тигля;
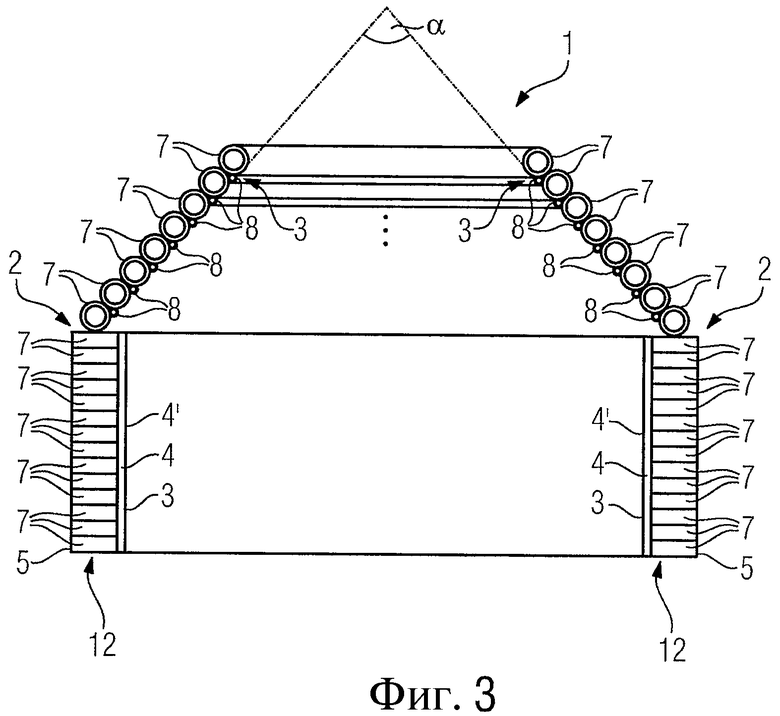
фиг.3 - крышка для ковша-печи с конструкцией с расположенными с зазором трубами со слоем согласно изобретению.
На фиг.1 показана в разрезе печь 10. Печь 10 имеет крышку 1, а также тигель 11. Печь 10 показана в закрытом состоянии, т.е. крышка 1 и тигель 11 образуют замкнутый объем. В тигле 11 имеется расплавленный материал S. Расплавленный материал S является стальным расплавом. Над расплавленной сталью находится шлак S'. Кроме того, показаны вырывающиеся из стальной ванны металлические капли. Они попадают, по меньшей мере, частично на внутреннюю поверхность 13, соответственно, 3 тигля 11 или крышки 1. Если бы печь 10, показанная на фиг.1, была выполнена согласно уровню техники, то попадающие на внутреннюю поверхность 13, соответственно, 3 тигля 11 или крышки 1 сваривались бы в соответствующем месте с внутренней поверхностью 3 тигля 11, соответственно, крышки 1. Это приводило бы к образованию трудно отделимых металлических спеканий, которые со временем увеличиваются в весе и объеме. Если спекания превышают определенный размер, соответственно, определенную предельную массу, соответственно, определенную длину, то необходимо с большими затратами удалять эти спекания. Однако в этом нет необходимости в показанной на фиг.1 системе.
Крышка 1 содержит наружную поверхность 2 крышки, а также внутреннюю поверхность 3 крышки. Кроме того, крышка 1 имеет основное тело 5 крышки. На основное тело 5 крышки нанесена плакировка из меди. Медная плакировка обозначена на фиг.1 позицией 4. Медная плакировка имеет обращенную к расплавленному материалу S поверхность 4'. Она образует на некоторых участках внутреннюю поверхность 3 крышки 1. Медная плакировка выполнена гладкой и имеет коэффициент теплопроводности около 400 Вт/мК.
За счет медной плакировки достигается такой отвод тепла из попадающих из расплавленного материала S на медную плакировку 4 металлических капель так быстро, что между внутренней поверхностью 3 крышки и металлическими каплями не происходит процесс сварки. Дополнительно к этому, попадающая на медную плакировку 4 металлическая капля имеет лишь небольшую адгезию с медной плакировкой 4. В этом случае охлажденная металлическая капля висит относительно слабо на медной плакировке 4 и падает, как правило, самостоятельно при охлаждении вниз. Однако она, по меньшей мере, легко отделима на основании предотвращения процесса сварки между внутренней поверхностью 3 крышки и металлической каплей.
Для обеспечения возможно быстрого отвода тепла из металлической капли крышка 1 имеет охлаждающее устройство 7. Охлаждающее устройство 7 содержит встроенную в крышку 1 многокамерную систему, через которую протекает охлаждающее средство, в частности вода. Скорость течения воды составляет в примере выполнения больше 3 м/с. За счет такой высокой скорости течения можно с помощью охлаждающего устройства 7 достаточно быстро отводить тепло из металлических капель. Кроме того, показанная на фиг.1 крышка 1 имеет толщину стенки 6, которая составляет 12 мм. При такой толщине стенки может быть дополнительно предусмотрено не изображенное водяное струйное охлаждение или охлаждение волной воды, которые охлаждают наружную поверхность 2 крышки сверху. Кроме того, печь 10 может иметь не изображенное на фиг.1 охлаждающее устройство для тигля 11. Для медной плакировки 4 на внутренней поверхности 13 тигля возможно выполнение, аналогичное выполнению медной плакировки 4 на внутренней поверхности 3 крышки.
Между крышкой 1 и тиглем 11 расположена закрывающая поверхность 12. Она является поверхностью прилегания крышки 1 к тиглю 11 в закрытом состоянии. По меньшей мере, в зоне, т.е. вблизи закрывающей поверхности 12 целесообразно предусмотрен плакированный медью слой 4 для крышки 1 и тигля 11 на внутренней поверхности 3, соответственно поверхности тигля 13. За счет этого обеспечивается всегда возможность простого открывания и закрывания печи 10. В частности, в зоне закрывающей поверхности 12 за счет медной плакировки 4 не происходит спекания металлических капель, что приводит к беспрепятственному открыванию и закрыванию печи 10.
Предпочтительно, в отличие от показанного на фиг.1, нет горизонтального выступания закрывающей поверхности 12 во внутреннее пространство печи. Этот выступ скошен и затем переходит, например, в вертикальный участок стенки тигля. За счет этого предотвращается отложение металлических капель на горизонтальном выступе. Металлические капли могут с помощью скоса просто направляться обратно в расплав S. В качестве альтернативного решения, может быть предусмотрено, что для предотвращения отложения металлических капель на выступе закрывающей поверхности 12 расположенная на стороне крышки закрывающая поверхность и расположенная на стороне тигля закрывающая поверхность выполнены по существу с точным перекрытием друг друга.
Для предотвращения спекания выталкиваемых из расплава металлических капель может быть предусмотрена слоистая система с несколькими слоями, в частности многократная плакировка. Предпочтительно, по меньшей мере, большая часть применяемых слоев имеет теплопроводность, которая больше теплопроводности стали и, в частности, не меньше чем теплопроводность меди. Предпочтительно, слои в многослойной системе расположены так, что на пограничной поверхности частичных слоев внутри слоистой системы более высокий коэффициент теплопроводности имеет тот слой, который расположен ближе к внутреннему пространству печи.
На фиг.1 не изображены устройства отсасывания газа, устройства внесения добавок, а также электроды, поскольку они не существенны для данного изобретения.
За счет показанного на фиг.1 расположения медной пластины 4 на основном теле 5 крышки, а также на основном теле 11' тигля можно предотвращать спекание выходящих из расплава S металлических капель на внутренней поверхности 3, соответственно поверхности 13 крышки 1 и тигля 11. В частности, предпочтительно, когда вся внутренняя поверхность 3 крышки 1 плакирована медью, так что ни в одном месте внутренней поверхности 3 крышки 1 не возникают спекания.
Кроме того, особенно предпочтительно предусматривать такие медные плакировки 4 также, по меньшей мере, в зоне закрывающей поверхности 12 для тигля 11. В этом случае спекания могут образовываться лишь вблизи поверхности расплава, в зависимости от прохождения медной плакировки 4. Однако они, как правило, создают лишь не существенные помехи для процесса плавления, соответственно процесса кондиционирования расплава S.
На фиг.2 показано несколько возможностей расположения слоя 4 для крышки 1 или тигля 11, так что улучшается перенос тепла с внутренней поверхности 3 к наружной поверхности 2. Случай, когда слой 4 образует всю крышку, соответственно, тигель здесь не изображен. Однако эта возможность не исключается, однако на основании стоимости этот случай вряд ли найдет применение.
Описание слоистых систем приводится ниже в связи с основным телом 5 крышки, однако они не ограничиваются основным телом крышки. Аналогичным образом, они могут применяться также для основного тела тигля 11.
Оба лежащих слева на фиг.2 сегмента показывают слой 4 с более высоким коэффициентом теплопроводности, чем у стали, на основном теле 5 крышки. Участок поверхности 4' слоя образует одновременно внутреннюю поверхность 3 крышки или тигля. В среднем сегменте 5 показан слой, который окружен основным телом 5 крышки. Если толщина основного тела 5 крышки, которая обращена к внутренней поверхности 3, является небольшой, то в этом случае также обеспечивается значительное улучшение отвода тепла в направлении наружной поверхности 3.
Лежащий на втором месте справа сегмент имеет основное тело 5 крышки, которое частично образует наружную поверхность 2. В направлении внутренней поверхности 3 примыкает первый слой 4 и второй слой 4”. Слои 4 и 4” лежат друг над другом, граничат друг с другом и могут иметь одинаковый коэффициент теплопроводности или различный коэффициент теплопроводности. Эти слои 4, 4” могут быть также выполнены, в частности, из различных материалов. Однако предпочтительно оба материала имеют коэффициент теплопроводности, который больше коэффициента теплопроводности стали и предпочтительно не меньше коэффициента теплопроводности меди. В качестве альтернативного решения, различные слои могут быть расположены также рядом друг с другом, так что каждый слой имеет для определенной зоны внутри крышки или тигля по возможности оптимальные тепловые свойства и/или свойства адгезии, что обеспечивает возможность снижения стоимости изготовления крышки и/или тигля.
В частности, предпочтительно, когда первый слой 4 и второй слой 4” имеют различные оптические свойства, в частности, в видимом диапазоне спектра. За счет этого обеспечивается возможность простого распознавания износа первого слоя и вероятности возникновения снова усиленного спекания. В этом случае может быть предусмотрено обновление изношенного слоя. Этот принцип можно переносить также на многослойную систему.
В лежащем на фиг.2 совсем справа сегменте показана другая возможность расположения слоя 4. В этом случае слой 4 образует, по меньшей мере, частично наружную поверхность 2, в то время как основное тело 5 крышки образует, по меньшей мере, частично внутреннюю поверхность. В зависимости от применяемых толщин, можно применять все эти показанные в изображенных на фиг.2 сегментах слоистые системы.
На фиг.3 показана крышка 1 для дуговой печи с конструкцией из расположенных с зазором труб. Крышка 1 имеет выполненную цилиндрической часть и выполненную конической часть. Коническая часть крышки имеет угол α наклона. Боковая поверхность конической части крышки 1 образована трубами 7 и 8. При этом трубы 7 являются охлаждающими трубами, по которым проходит вода для охлаждения крышки 1. Между охлаждающими трубами 7 расположены железные трубы 8, которые обеспечивают создание возможно гладкой внутренней поверхности крышки, образованной трубами 7 и 8. За счет этого достигается уменьшение отложения металлических капель на основании обусловленной конструкцией из расположенных с зазором труб структуры внутренней поверхности 3 в конической части крышки 1.
На эту трубную конструкцию конической части крышки, как показано на фиг.2, не нанесен слой, в частности медная плакировка, которая предотвращает спекание металлических капель, соответственно брызг из расплава. Однако в отклонение от показанного на фиг.3 примера выполнения она может быть предусмотрена с целью использования для крышки преимуществ данного изобретения. Кроме того, за счет применения более толстой медной плакировки для внутренней поверхности показанной на фиг.3 конической части можно дополнительно сглаживать структуру внутренней поверхности 3 крышки.
Цилиндрическая часть крышки 1 состоит из основного тела 5 крышки, в котором расположены камеры охлаждения, через которые протекает охлаждающая вода и которые являются частью охлаждающего устройства 7. Внутренняя поверхность 3 цилиндрической части крышки 1 образована поверхностью 4' медной плакировки 4. Она проходит, в частности, в зону вокруг закрывающей поверхности 12. За счет этого предотвращается спекание металлических капель вблизи закрывающей поверхности 12, которое может затруднять открывание и закрывание печи, соответственно снятие и установку крышки 1 на тигель.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЫШКА ДЛЯ ПЕЧИ ДЛЯ ПРИЕМА РАСПЛАВЛЕННОГО МАТЕРИАЛА, В ЧАСТНОСТИ МЕТАЛЛА, И ПЕЧЬ ДЛЯ ПРИЕМА РАСПЛАВЛЕННОГО МАТЕРИАЛА | 2008 |
|
RU2438083C2 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2006 |
|
RU2398166C2 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| ФУТЕРОВКА СТЕНКИ ПЕЧИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2134393C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ТЕРМОЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2014 |
|
RU2567972C1 |
| ПЛАЗМЕННАЯ ПРОТИВОТОЧНАЯ ПЕЧЬ ДЛЯ ПЛАВКИ МЕЛКОФРАКЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2007463C1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2177132C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЖЕЛЕЗА ИЛИ СТАЛИ ИЗ ЖЕЛЕЗООКИСНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2361927C1 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, ЕГО ПРИМЕНЕНИЕ В ОХЛАЖДАЮЩИХ ЭЛЕМЕНТАХ ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2718027C2 |

Изобретение относится к области металлургии, а именно к конструктивным особенностям крышки печи для приема расплавленного металла. Крышка имеет, по меньшей мере, один образованный из материала слой, коэффициент теплопроводности которого больше коэффициента теплопроводности стали, который может уменьшать или полностью предотвращать спекание выходящих из расплава твердых частиц расплава на внутренней поверхности крышки. Изобретение относится к печи для приема расплавленного металла, содержащей предназначенный для заполнения расплавленным материалом тигель и крышку для закрывания тигля. 2 н. и 18 з.п. ф-лы, 3 ил.
1. Крышка (1) печи (10) для приема расплавленного материала (S), в частности металла, имеющая, по меньшей мере, один образованный из материала слой (4, 4''), коэффициент теплопроводности которого больше коэффициента теплопроводности стали, при этом крышка имеет обращенную к расплавленному материалу (S) внутреннюю поверхность (3) крышки и противоположную расплавленному материалу (S) наружную поверхность (2) крышки, причем упомянутый слой (4, 4'') расположен ближе к внутренней поверхности (3) крышки, чем к наружной поверхности (2) крышки, при этом поверхность (4'), по меньшей мере, одного слоя (4, 4'') образует, по меньшей мере, на некоторых участках внутреннюю поверхность (3) крышки, а внутренняя поверхность (3) крышки, по меньшей мере, на некоторых участках выполнена гладкой.
2. Крышка по п.1, отличающаяся тем, что, по меньшей мере, на некоторых участках гладкая внутренняя поверхность (3) крышки выполнена без структур, которые позволяют металлическим каплям задерживаться и осаждаться на длительное время.
3. Крышка по п.2, отличающаяся тем, что, по меньшей мере, на некоторых участках гладкая внутренняя поверхность (3) крышки образована упомянутым слоем (4, 4'').
4. Крышка по любому из пп.1-3, отличающаяся тем, что образующий упомянутый слой (4, 4'') материал нанесен на основное тело (5) крышки посредством плакирования.
5. Крышка по любому из пп.1-3, отличающаяся тем, что образующий упомянутый слой (4, 4'') материал является медью.
6. Крышка по п.4, отличающаяся тем, что образующий упомянутый слой (4, 4'') материал является медью.
7. Крышка по любому из пп.1-3, отличающаяся тем, что образующий упомянутый слой (4, 4'') материал является пластичной металлической, в частности содержащей никель матрицей с заделанными частицами твердого вещества, в частности углеродными нанотрубками.
8. Крышка по п.4, отличающаяся тем, что образующий упомянутый слой (4, 4'') материал является пластичной металлической, в частности содержащей никель матрицей с заделанными частицами твердого вещества, в частности углеродными нанотрубками.
9. Крышка по любому из пп.1-3, 6 или 8, отличающаяся тем, что внутренняя поверхность (3) крышки, по меньшей мере, на некоторых участках выполнена цилиндрической и/или конической.
10. Крышка по п.5, отличающаяся тем, что внутренняя поверхность (3) крышки, по меньшей мере, на некоторых участках выполнена цилиндрической и/или конической.
11. Крышка по п.7, отличающаяся тем, что внутренняя поверхность (3) крышки, по меньшей мере, на некоторых участках выполнена цилиндрической и/или конической.
12. Крышка по любому из пп.1-3, 6, 8, 10 или 11, отличающаяся тем, что она имеет толщину стенки (6) между 8 мм и 16 мм.
13. Крышка по п.9, отличающаяся тем, что она имеет толщину стенки (6) между 8 мм и 16 мм.
14. Крышка по любому из пп.1-3, 6, 8, 10, 11 или 13, отличающаяся тем, что она имеет охлаждающее устройство (7) для отвода вносимого во внутреннюю поверхность (3) крышки тепла.
15. Крышка по п.9, отличающаяся тем, что она имеет охлаждающее устройство (7) для отвода вносимого во внутреннюю поверхность (3) крышки тепла.
16. Крышка по п.14, отличающаяся тем, что охлаждающее устройство (7) выполнено в виде замкнутого водяного охлаждающего устройства, в частности охлаждающего устройства с принудительной циркуляцией, и/или выполнено в виде устройства водяного струйного охлаждения, и/или выполнено в виде охлаждающего устройства с волной воды.
17. Крышка по п.15, отличающаяся тем, что охлаждающее устройство (7) выполнено в виде замкнутого водяного охлаждающего устройства, в частности охлаждающего устройства с принудительной циркуляцией, и/или выполнено в виде устройства водяного струйного охлаждения, и/или выполнено в виде охлаждающего устройства с волной воды.
18. Печь (10) для приема расплавленного материала (S), в частности металла, содержащая предназначенный для заполнения расплавленным материалом (S) тигель (11) и крышку (1) для закрывания тигля (11), отличающаяся тем, что крышка (1) выполнена по любому из пп.1-17.
19. Печь по п.18, отличающаяся тем, что тигель (11) имеет образованный из материала слой (4, 4''), коэффициент теплопроводности которого больше коэффициента теплопроводности стали.
20. Печь по п.18, отличающаяся тем, что крышка (1) и тигель (11) имеют общую закрывающую поверхность (12), и упомянутый слой (4, 4'') расположен в зоне закрывающей поверхности (12) на крышке (1) и/или тигле (11).
| DE 4235662 А1, 28.04.1994 | |||
| Котел-утилизатор | 1982 |
|
SU1062469A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ-ТЕРМОС | 2001 |
|
RU2213311C2 |

