Область применения изобретения
Настоящее изобретение имеет отношение к полупрозрачным и/или прозрачным узлам панели на базе полимера, которые получают окрашивание (цвет) за счет наложенных слоев цветной пленки.
Предпосылки к созданию изобретения
Слоистые полупрозрачные системы панели получили широкое распространение при проектировании архитектурных ансамблей, а также для освещения и индикации.
Особый интерес представляет возможность добавления цвета в такие системы панели. Полупрозрачные системы панели могут иметь различные конфигурации и могут быть выполнены в виде различных узлов, начиная от композиционных материалов и изделий, полученных из полимеров, и заканчивая стеклом. Традиционными средствами придания цвета основам указанных панелей является нанесение краски и покрытий, концентратов красителей и пигментов или диспергирующих добавок или адгезия цветных пленок, тканей или бумаги. Многие из указанных систем окрашивания имеют эстетические, функциональные или производственные ограничения при использовании с указанными системами панели на базе полимера или на базе стекла.
Одним из способов придания цвета полупрозрачной или прозрачной термопластичной панели является прямое наложение цвета за счет трафаретной печати или окрашивания. При трафаретной печати печатную краску наносят на поверхность с использованием традиционных способов трафаретной печати. Недостатком трафаретной печати является то, что печатную краску легко можно соскрести с поверхности панели. Кроме того, печатную краску необходимо связать с панелью с использованием связующих добавок, которые часто изготовлены на базе растворителя и часто выделяют нежелательные летучие органические соединения.
Окрашивание представляет собой другой путь нанесения цвета (краски) на поверхность панели. Аналогично трафаретной печати краску также легко можно соскрести с поверхности панели. Кроме того, окрашивание, а более конкретно материал, удаляемый при зачистке краски, также создает нежелательные летучие органические соединения. Более того, цвета или изображения, нанесенные при помощи трафаретной печати или окрашивания, правильно видны только с одной стороны панели. Кроме того, окрашенные с использованием указанных способов панели необходимо подвергать отверждению в течение времени от четырех до двенадцати часов, когда требуется специальное хранилище и, возможно, сушильные установки.
Второй из категорий способов придания цвета полупрозрачной или прозрачной термопластичной панели является введение цвета в поверхность панели. Одним из способов этой категории является термодекалькомания (возгонка краски), при которой твердые источники краски, такие как печатная переводная бумага, нагревают, вводят в контакт с приемной основой и переносят печатную краску или изображение на основу, а затем охлаждают. В этом способе обеспечивают проникновение краски или изображения в основу, так что панели является более стойкими к поверхностным царапинам. Более того, краска или изображение, введенные при помощи указанного способа, хорошо видны с любой стороны панели. Однако способ возгонки краски требует большого опыта, чтобы создавать цифровые главные файлы, и глубокого понимания взаимодействия красителя с основой. Способ возгонки краски также требует больших капиталовложений для закупки специализированного печатного оборудования.
Вторым способом в этой категории является способ введения краски в полупрозрачную или прозрачную термопластичную панель за счет химического ввода пигмента в поверхность панели. Например, один из обычных способов предусматривает бомбардировку поверхности термопластичной панели растворителем, который на время улучшает смачиваемость панели, что позволяет переносить и внедрять находящиеся в растворителе красители в матрицу термопластичной панели. Несмотря на то что этот способ не позволяет полностью воспроизводить заданное изображение, введенный в поверхность панели краситель позволяет получать равномерное окрашивание, более стойкое к абразивному износу поверхности, чем в случае трафаретной печати или простого окрашивания.
К сожалению, указанный химический процесс потребляет большие количества энергии. Кроме того, качество готовой продукции сильно зависит от различных переменных процесса и требует жесткого управления процессом. Время цикла, регулировка температуры и концентрация растворителя определяют качество готовой панели. Кроме того, для осуществления указанного процесса требуется дорогостоящее оборудование. Более того, требуется большое время для перехода от одного цвета к другому, так как система должна пройти цикл очистки и промывки после каждого использования.
Третья категория средств придания цвета полупрозрачной или прозрачной термопластичной панели связана с использованием промежуточного слоя ткани. В этом случае способ придания цвета панелям предусматривает использование цветных текстильных тканей. Однако использование цветных текстильных тканей, чтобы получить однородное окрашивание панели, связано с большими трудностями. Одной из проблем является то, что ткань имеет собственную текстуру, которая остается видимой через полупрозрачную или прозрачную термопластичную панель. Кроме того, несмотря на то что цветные текстильные ткани могут быть использованы избирательно для контроля полупрозрачности панели, они создают тенденцию ухудшения прозрачности панели.
Более того, термопластичные панели с текстильными промежуточными слоями обычно не подходят для использования во влажной среде, если не принимать специальных мер предосторожности при изготовлении, так как ткань на открытых кромках панели действует как фитиль, который вводит влагу внутрь панели. Это просачивание влаги через слой ткани приводит к искажению цвета и к образованию пятен внутри панели. Кроме того, видимость цвета или изображения зависит от того, какой цвет или изображение вытканы на ткани или напечатаны (набиты) на одной стороне ткани. Кроме того, промежуточные слои ткани попадают в отходы (что нежелательно), так как их трудно отделить от полимерной основы.
Более того, в том случае когда используют несколько промежуточных слоев ткани, наиболее видным будет цвет ближайшего слоя ткани, так как цвета при использовании текстильных тканей не смешиваются. Кроме того, следует тщательно раскладывать промежуточные слои ткани, так как если они не натянуты и уложены неровно, то при наблюдении будут видны волны. Более того, множество слоев ткани могут создавать эффект муара, который может дополнительно усиливаться в зависимости от толщины любой основы, введенной между слоями ткани. Другим соображением, которое необходимо учитывать при конструировании термопластичных панелей с промежуточными слоями ткани, является то, что слой ткани не может находиться на поверхности. Более того, следует принять меры для того, чтобы слой ткани лежал в центре полной толщины панели, чтобы создать сбалансированный пакет слоев многослойной панели. В противном случае собранная панель при охлаждении будет подвергаться нежелательному короблению. Кроме того, слои ткани внутри панелей не позволяют использовать возможность термоформовки панелей, так как ткань будет отделяться или отрываться в условиях глубокой вытяжки, что связано с ее ограниченными физическими характеристиками. Последним недостатком, связанным с использованием слоев ткани внутри панелей, является то, что ткань как фитиль может вводить влагу в объем слоистой панели, если ее кромки открыты во влажную среду.
Четвертой категорией технологий окрашивания полупрозрачной или прозрачной термопластичной панели является использование пленок или "листов", окрашиваемых при изготовлении компаундированными пигментами и красителями. Обычно "листом" называют участок полупрозрачной полимерной панели, который в состоянии заводского изготовления получен за счет единичной экструзии материала и типично имеет ширину 2-6 футов, длину 8-12 футов и толщину по меньшей мере 1/32 дюйма. В отличие от этого "пленкой" называют тонкий слой в виде мембраны, имеющий такие же линейные размеры, что и лист, но имеющий толщину в диапазоне от 0.001 мил до 30 мил, преимущественно от 0.5 мил до 20 мил, а предпочтительнее 10 мил.
Уже известны соответствующие механизмы и устройства, которые позволяют использовать цветные пленки или листы для создания цветных панелей. В отличие от панелей, сконструированных с встроенными слоями ткани, панели, сконструированные с использованием цветных пленок, не имеют видимой снаружи текстуры. Кроме того, в соответствии с одной из обычных технологий такие панели могут быть сконструированы с использованием двух листов сополиэфира, изготовленных из различных материалов, и могут иметь слой основы, причем слой основы также может быть цветным. Таким образом, при использовании этой технологии имеются по меньшей мере две границы раздела, где может возникать проблема захвата воздуха.
Кроме того, панели, имеющие поверхности с высоким рельефом, когда в них вводят ткань или печатное или цветное изображение, могут испытывать сморщивание ткани или нежелательное искажение цвета или изображения при захвате между верхним слоем с высоким рельефом (с высокой текстурой) и задним слоем. Сборка дополнительно может потребовать введения слоя усиления ламинирования (LEL) в дополнение к термически совместимым поверхностям, чтобы обеспечивать надлежащее сцепление и облегчить удаление воздуха, захваченного между смежными слоями. Удаление воздуха из панелей является важным, так как любые воздушные карманы, которые остаются в готовой панели, могут создавать точки ослабления слоистой матрицы, способствующие образованию трещин в термопластичных материалах. Нанесение слоя усиления ламинирования требует введения дополнительных операций обработки, повышает стоимость материала и потенциально создает загрязнение. Кроме того, для получения наилучших результатов необходимо однородное нанесение слоя усиления ламинирования. Более того, материал слоя усиления ламинирования, которым является пленка или напыленный материал, обычно отличается от материала основы. Аналогично упомянутым выше слоям ткани это различие усложняет утилизацию таких панелей, так как другой материал следует рассматривать как загрязнитель в потоке отходов, который в основном состоит из материала основы панели.
Недостаток использования цветных пленок или листов в обычном производстве панелей заключается в том, что обычно цветные пленки продают в больших упаковках по более низкой цене. Поэтому изготовителю приходится покупать большие количества пленок одного цвета. Кроме того, изготовителю необходимо иметь множество цветов для производства панелей различного цвета. Таким образом, изготовителю приходится идти на расходы по созданию ненужных запасов пленки, подверженных моральному старению. Альтернативно изготовитель может покупать небольшие количества цветных пленок по намного более высокой цене. Как уже было указано здесь выше, образующие основу панели листы сами по себе могут быть окрашены при помощи пигментов или красителей за счет введения краски в исходный материал во время процесса изготовления листов. В этом случае изготовитель также вынужден покупать большие количества цветных листов, чтобы получить приемлемую цену, или же вынужден платить очень высокую цену за небольшое количество листов.
Как уже было указано здесь выше, существует ряд обычных механизмов, которые предусматривают использование слоистых полупрозрачных полимерных панелей с декоративным слоем изображения, со слоем усиления ламинирования или без него. В таких случаях декоративный слой изображения представляет собой слой печатной или цветной пленки, причем по меньшей мере одна из поверхностей этого слоя является цветной или имеет напечатанное на ней изображение. Кроме того, следует иметь в виду, что декоративный слой изображения расположен между внешними слоями. Более того, слой усиления ламинирования может быть необходимым элементом для обеспечения сцепления различных разнородных слоев и для облегчения удаления воздуха, захваченного между ними. Введение слоя усиления ламинирования не только увеличивает число операций обработки и расход материалов, но и потенциально ведет к появлению дефектов изготовления панели или к загрязнению. Так как слой усиления ламинирования не является однородным, его обычно необходимо тщательно контролировать и наносить так, чтобы имелось надлежащее покрытие для осуществления сцепления. Такие обычные механизмы используют слой основы, позволяющий снижать уровень дефектов, вызванных дополнительными требованиями к обработке, однако это дополнительно повышает требования к обработке. Более того, слой основы может иметь оптическое качество или не иметь его и может снижать прозрачность и/или полупрозрачность полученной панели.
Имеются также другие обычные механизмы, в которых используют цветные пленки, изготовленные из поливинилбутираля ("PVB") и предназначенные для ламинирования стекла. В соответствии с такими механизмами цветной PVB слой используют как слой связки, чтобы облегчить ламинирование множества слоев стекла. Однако следует иметь в виду, что такие механизмы обычно специфически направлены на создание слоистых композиций из стекла.
Кроме того, цветные PVB пленки, несмотря на то что они необходимы для создания слоистых композиций из стекла, могут содержать пластификаторы, которые могут быть несовместимы с некоторыми термопластами, такими как сополиэфир, известный как PETG, (то есть полиэтилен-со-циклогексан 1,4-диметанол терефталат, модифицированный гликолем поли-циклогексилен-диметилен терефталат), поликарбонат или акриловая смола (например, полиметилметакрилат или РММА). Более того, PVB требует особых условий обращения и хранения, в том числе наличия холодильной установки. Такие требования повышают расходы при использовании PVB для ламинирования. Кроме того, известно, что пластификаторы, использованные в PVB, создают волосные трещины в поликарбонате, когда PVB используют при ламинировании вместе с поликарбонатом.
Известно использование этилвинилацетатных (EVA) пленок для обеспечения хороших характеристик сцепления в случае слоистых структур из стекла. Такие пленки различных цветов могут быть закуплены, например, на фирме Sekesui; однако следует иметь в виду, что такие пленки не являются идеальными для использования на поверхности панелей, так как они притягивают грязь и мусор, и поэтому их трудно использовать. Поверхность таких пленок является очень липкой и имеет низкую шероховатость поверхности, что часто требует использования вакуума для удаления воздуха при ламинировании. Кроме того, EVA пленки не могут быть использованы для конструирования внутренних архитектурных панелей из-за их относительно высокой воспламеняемости.
Как уже было указано здесь выше, одной из проблем при изготовлении слоистых панелей является захват воздуха между слоями, если только не принимать превентивные меры для удаления воздуха. Примерами способов, которые уже используют для удаления воздуха, является использование усиливающего ламинирование слоя и/или вакуумного мешка, и использование автоклава для удаления воздуха. Однако использование усиливающего ламинирование слоя и/или вакуумного мешка требует введения дополнительных операций процесса совмещения и сборки пакета и операций обработки, что повышает расходы изготовления.
Сущность изобретения
В соответствии с настоящим изобретением предлагаются системы, способы и устройства, связанные с изготовлением полупрозрачной и/или прозрачной системы панели на базе полимера, которая содержит множество цветных слоев. Множество цветных слоев, в свою очередь, позволяют изменять цвет, прозрачность или пропускание света готовой системы панели. В соответствии с настоящим изобретением предлагается также способ конструирования таких панелей, позволяющий исключить захват и удержание воздуха внутри панелей за счет использования текстурированной поверхности у поверхностей ламинирования. Кроме того, в соответствии с настоящим изобретением предлагается нанесение главным образом однородной текстуры на панель, сконструированную в соответствии с настоящим изобретением. Таким образом, настоящее изобретение позволяет устранить различные недостатки и ограничения обычных торговых архитектурных и световых систем панелей.
Например, термопластичная структура в соответствии с настоящим изобретением может иметь главным образом прозрачную полимерную основу и один или несколько слоев цветной пленки, ламинирующих ее. Слои цветной пленки могут ламинировать полимерную основу за счет использования теплоты и давления. Кроме того, слои цветной пленки могут придавать цвет всей структуре. Более того, в соответствии по меньшей мере с одним из вариантов осуществления настоящего изобретения полимерная основа главным образом толще, чем слои цветной пленки.
Кроме того, термопластичная структура в соответствии с настоящим изобретением может иметь одну или несколько главным образом прозрачных полимерных основ и один или несколько слоев пленки, выполненных с возможностью сплавления друг с другом. В этом случае каждый из слоев пленки имеет шероховатость поверхности, которая главным образом больше, чем шероховатость поверхности одной или нескольких основ. Шероховатость поверхности слоев пленки снижает вероятность захвата воздуха между слоями пленки и основами в ходе изготовления структуры.
Более того, система для создания текстурированной термопластичной структуры в соответствии с настоящим изобретением может содержать полимерный узел панели, который имеет полимерную основу, имеющую переднюю поверхность и заднюю поверхность, одну или несколько цветных пленок, ламинирующих по меньшей мере одну из передней и задней поверхностей полимерной основы, и один или несколько текстурированных валиков, позволяющих создавать текстуру на одном или нескольких изделиях полимерного узла панели. В соответствии с одним из вариантов осуществления системы один или каждый из нескольких текстурированных валиков имеет главным образом однородно текстурированную внешнюю оболочку для создания текстуры на полимерной панели. Кроме того, один или несколько текстурированных валиков могут быть использованы для текстурирования одного или нескольких изделий одновременно или последовательно.
Указанные ранее и другие характеристики и преимущества примерных вариантов изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи, на которых показаны типичные варианты осуществления настоящего изобретения и которые не имеют ограничительного характера.
Краткое описание чертежей
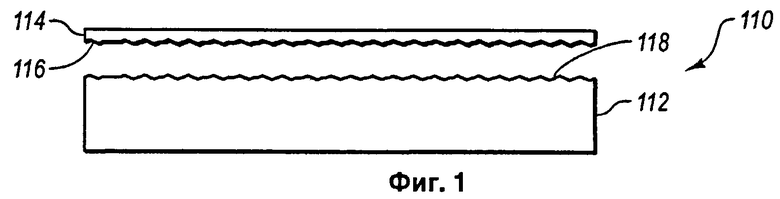
На фиг.1 показан вид сбоку в разрезе узла панели в соответствии с одним из вариантов осуществления настоящего изобретения, где детально показана текстура, распределенная по обеим поверхностям соединения.
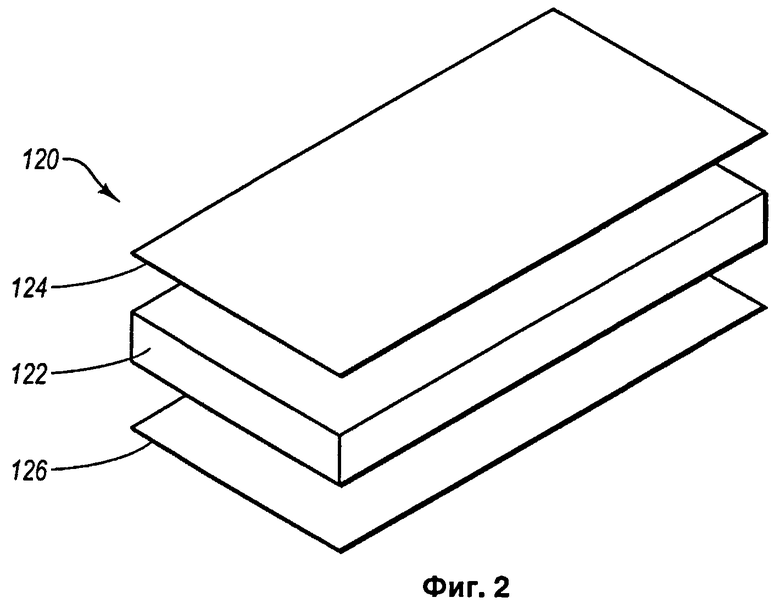
На фиг.2 показан пакет слоев многослойной сборки изделия в соответствии с вариантом осуществления настоящего изобретения, который содержит цветную пленку на каждой стороне основы.
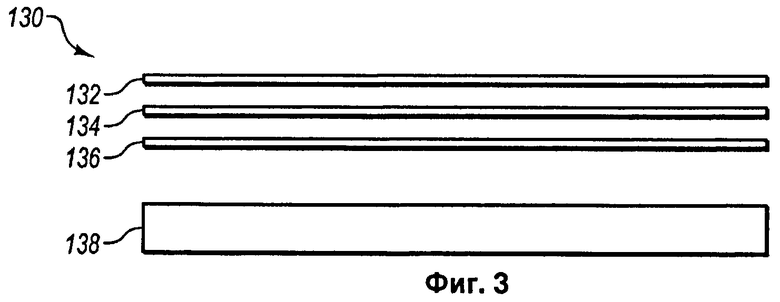
На фиг.3 показан вид сбоку с пространственным разделением деталей пакета слоев многослойной сборки с тремя пленками, расположенными на одной стороне основы.
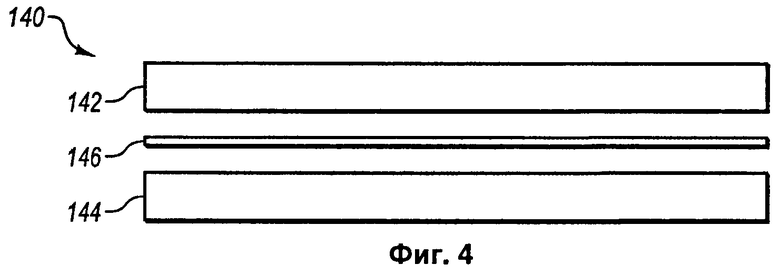
На фиг.4 показана сборка, которая содержит слой цветной пленки между двумя листами основы.
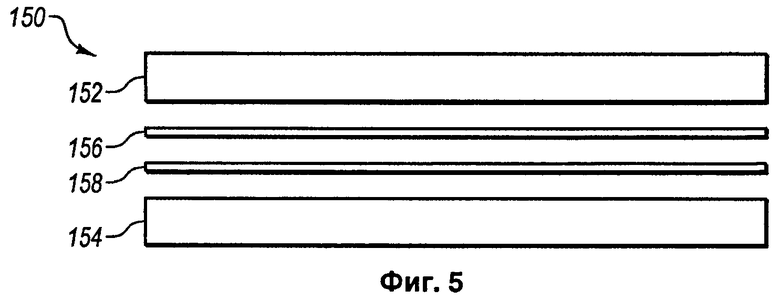
На фиг.5 показан сборка, которая содержит слой цветной пленки, содержащий две цветные пленки, между двумя листами основы.
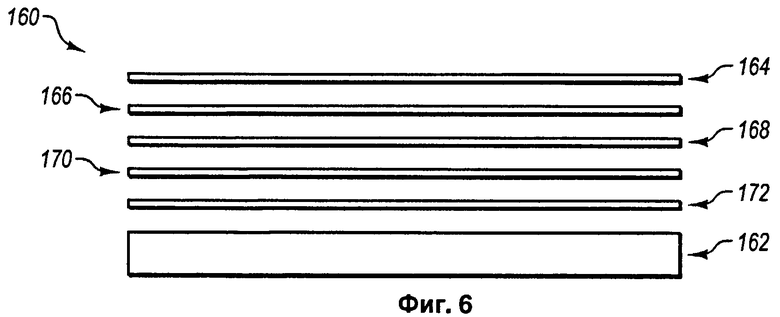
На фиг.6 показан пакет слоев многослойной сборки, который содержит множество пленок, расположенных на одной стороне основы, что позволяет повышать резидентную толщину цветных пленок.
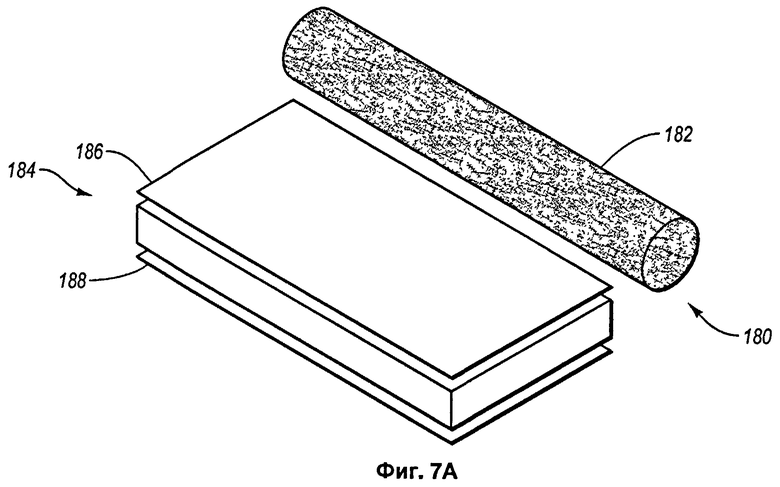
На фиг.7А показан узел панели, который содержит цветную пленку на каждой стороне основы, а также показан текстурированный валик, который используют для нанесения текстуры на узел панели.
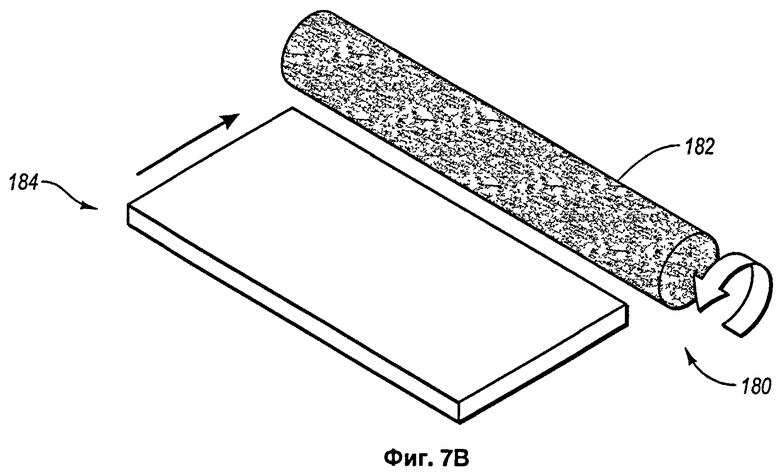
На фиг.7В показан узел панели, показанный на фиг.7А, с цветной пленкой, связанной с основой, и ранее нанесения текстуры на узел панели при помощи текстурированного валика.
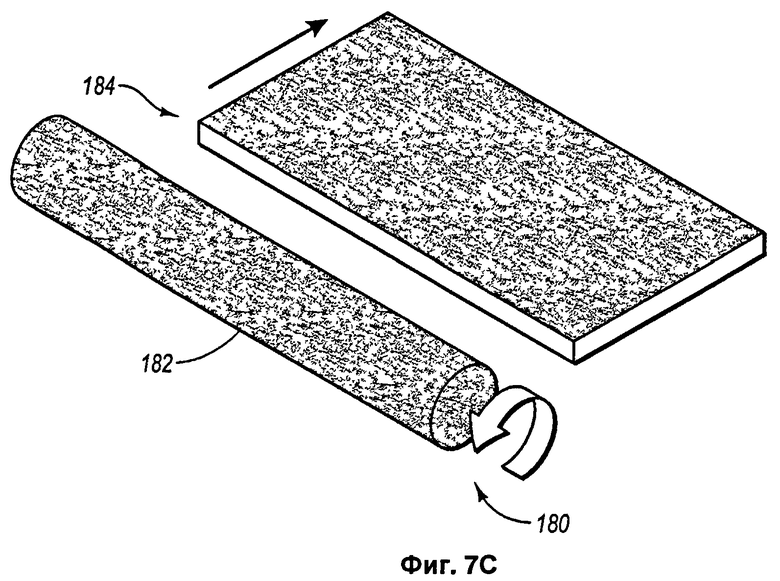
На фиг.7С показан узел панели, показанный на фиг.7В, после нанесения текстуры на узел панели при помощи текстурированного валика.
Подробное описание изобретения
В соответствии с настоящим изобретением предлагаются системы, способы и устройства, связанные с изготовлением полупрозрачной и/или прозрачной системы панели на базе полимера, которая содержит множество цветных слоев. Множество цветных слоев, в свою очередь, позволяют изменять цвет, прозрачность или пропускание света готовой системы панели. В соответствии с настоящим изобретением предлагается также способ конструирования таких панелей, позволяющий исключить захват и удержание воздуха внутри панелей за счет использования текстурированной поверхности у поверхностей ламинирования. Кроме того, в соответствии с настоящим изобретением предлагается нанесение главным образом однородной текстуры на панель, сконструированную в соответствии с настоящим изобретением.
Таким образом, варианты осуществления настоящего изобретения позволяют дизайнерам (например, архитекторам, изготовителям, сборщикам и т.п.) создавать высококачественные, эстетически приятные цветные узлы панели без множества сложных операций процесса изготовления. В частности, узлы панели в соответствии с настоящим изобретением имеют мало, если они вообще есть, карманов захваченного воздуха, которые могли бы приводить к неприглядным пятнам и снижению конструктивной целостности готового узла панели. Кроме того, за счет выбора числа и цвета слоев пленки, использованных для создания узла панели в соответствии с настоящим изобретением, цвет, пропускание света и стойкость цвета узла панели могут быть легко подогнаны, чтобы создать цветной узел панели, сделанный на заказ для специфического применения или проекта продукта. Более того, могут быть образованы узлы панели главным образом с однородной текстурой поверхности, которая не вызывает образования цветных полос в узле панели. В приведенных далее примерах описаны некоторые примерные варианты осуществления настоящего изобретения, позволяющие создать такие высококачественные, эстетически приятные цветные узлы панели.
Пример 1: Сравнение текстурированных и нетекстурированных пленок
При производстве сплавленных слоистых панелей в процессах ламинирования на открытом воздухе могут быть получены панели, которые имеют карманы захваченного воздуха или воздушные пузыри, возникающие особенно в ходе процесса сплавления, когда только начинают сплавлять сопряженные слои панели. Ограничение движения воздуха происходит тогда, когда любые поверхности раздела слоев сплавляют вместе, что затем блокирует движение воздуха от внутренней поверхности панели к наружным периметрам. Ограничение движения воздуха особенно часто происходит во время ламинирования на открытом воздухе, когда используют гладкие или полированные поверхности. Если увеличить шероховатость поверхности одной или обеих сплавляемых поверхностей раздела в слоистом узле панели, то количество воздуха, захваченного в готовой панели, может быть резко снижено, если не полностью исключено. Захваченный воздух не только создает неприглядные пятна в эстетической панели, но также может создавать междоузлия, которые действуют как зарубки внутри структуры панели. Такие зарубки создают места потенциального разрушения и могут снижать физические характеристики панелей, которые используют в строительстве.
Типичное ламинирование на открытом воздухе осуществляют с использованием одиночных слоев тонких пленок без использования усиливающих ламинирование слоев (слоев, усиливающих слоистую структуру) или без содействия вакуума. Тонкопленочные слои типично имеют значения средней шероховатости (Ra) поверхности на первой и/или второй поверхности, измеренные при помощи измерителя Pocket surf portable surface roughness gauge фирмы MAHR FEDERAL INC., в диапазоне 15-20 мкдм (микро дюймов) или меньше. Такое ламинирование часто приводит к получению готовых листов с существенным захватом воздуха.
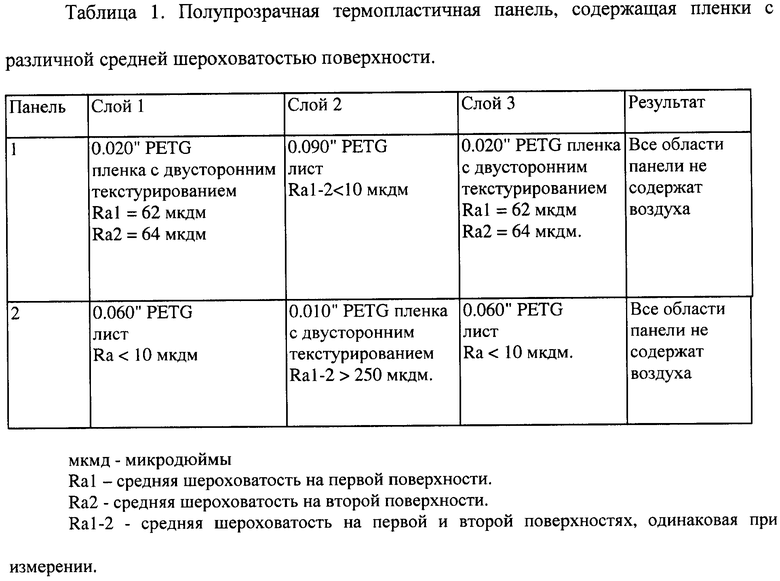
В случае повышения шероховатости поверхности первой и/или второй поверхности тонкопленочного слоя (или множества тонкопленочных слоев) в слоистой структуре панели, изготовленной прессованием на открытом воздухе, было обнаружено, что захват воздуха существенно снижается по сравнению со слоистыми структурами панели, которые содержат тонкопленочные слои, имеющие значения Ra шероховатости поверхности в диапазоне 15-20 мкдм или меньше. В качестве примера можно указать, что многослойные пленочные панели размерами 4”×8” были приготовлены на открытом воздухе с использованием пресса для ламинирования с нагретой плитой без использования усиливающих ламинирование слоев или вакуума. Были образованы структуры за счет соединения пленки толщиной в диапазоне от 10 до 20 мил с основами различной толщины. Все пленки имеют значения Ra больше чем 50 мкдм на обеих поверхностях. Эти структуры были закреплены на месте при помощи стальных пластин и подвергнуты воздействию теплоты и давления, которые достаточны для сплавления пленок с основами.
На фиг.1 показан вид сбоку с пространственным разделением деталей узла 110 панели, который содержит основу и пленку, имеющую указанные здесь выше значения Ra. В частности, узел 110 панели содержит основу 112 и пленку 114. Пленка 114 имеет поверхность 116, имеющую значение Ra больше чем 50 мкдм. В показанном варианте основа 112 имеет поверхность 118 со значением Ra меньше чем 10 мкдм. Таким образом, по меньшей мере один примерный узел 110 панели содержит одну или несколько пленок 114, имеющих шероховатость поверхности больше чем 20 мкдм, и одну или несколько основ 112 с шероховатостью поверхности меньше чем 20 мкдм.
Для пояснения можно указать, как это описано далее более подробно, что любой или все полимерные компоненты в термопластичной основе могут содержать любое число различных полимеров и/или их комбинаций. В соответствии с одним из вариантов осуществления настоящего изобретения, например, пленка (пленки) 114 и основа (основы) 112 могут содержать один или несколько материалов, выбранных из группы, в которую входят поликарбонаты, сложные полиэфиры (в том числе сополиэфиры), акриловые смолы и/или их комбинации. В описании настоящего изобретения и в формуле изобретения сложным полиэфиром называют материал, который содержит один или несколько материалов в виде РВТ (полибензтиазол), PET (полиэтилентерефталат), PETG (модифицированный гликолем полиэтилентерефталат) или PCTG (модифицированный гликолем поли-циклогексилен-диметилен терефталат), и их комбинации. Кроме того, "акриловой смолой" называют материал, который содержит РММА (полиметилметакрилат) или другой аналогичный материал в экструдированном виде или полученный за счет процессов непрерывного литья или формования и который дополнительно содержит ударно модифицированную акриловую смолу.
На фиг.2 и 3 показаны пакеты слоев многослойных пленочных узлов панели, сконструированных в соответствии по меньшей мере с одним вариантом осуществления настоящего изобретения. В частности, на фиг.2 показан узел 120 панели, который содержит лист (например, из PETG) основы 122 с PETG пленками 124 и 126, расположенными на противоположных сторонах PETG листа основы 122, для сплавления с ним. Несмотря на то что это и не показано на фиг.2, каждая из пленок 124 и 126 имеет противоположные поверхности со значениями Ra больше чем 50 мкдм, а основа 122 имеет противоположные поверхности со значениями Ra меньше чем 10 мкдм.
Несмотря на то что на фиг.2 показаны две пленки, расположенные на противоположных сторонах основы, следует иметь в виду, что панели могут быть сконструированы с различными конфигурациями. Например, может быть образован узел 130 панели с множеством пленок 132, 134 и 136, сплавленных с одной или двумя сторонами основы 138, как это показано на фиг.3. Альтернативно или дополнительно, одна или несколько пленок могут быть вплавлены между одной или несколькими основами.
Например, на фиг.4 показан узел 140 панели, который содержит два PETG листа 142 и 144 основы с пленкой 146, расположенной между ними. Более конкретно, пленка 146 лежит между первой стороной поверхности листа 142 основы и первой стороной поверхности листа 144 основы. Таким образом, пленка 146 может быть вплавлена между противоположными поверхностями листов 142 и 144 основы. Несмотря на то что это не показано на фиг.4, пленка 146 типично имеет значения Ra больше чем 50 мкдм на противоположных поверхностях, а каждый из листов 142 и 144 основы имеет по меньшей мере одну поверхность со значением Ra меньше чем 10 мкдм.
Аналогично, на фиг.5 показан узел 150 панели с двумя пленками 156 и 158, расположенными рядом друг с другом и расположенными между двумя противоположными основами 152 и 154.
В приведенной ниже Таблице 1 указаны дополнительные детали относительно конструкций узла панели, показанных на фиг.2 и 4, и относительно результирующего качества и эстетического внешнего вида после ламинирования.
Пример 2: Неоднородные пакеты слоев
Ключевым преимуществом настоящего изобретения является способность комбинировать множество материалов термопластичных пленок и основ вместе, чтобы получить готовую и эстетически приятную структуру. Любая комбинация листа основы и цветной пленки, в которой соединяемые слои обладают достаточной смешиваемостью при объединении за счет сплавления при повышенных температурах, может быть использована для создания системы панели, имеющей множество цветов. Такое эффективное ламинирование может быть осуществлено без усиливающего ламинирование слоя или без содействия вакуума при условии превышения самой высокой температуры стеклования (Tg) разнородных материалов во время процесса ламинирования, причем материалы являются достаточно смешиваемыми, чтобы не получать матовость или недостаточное сцепление.
Например, в соответствии с одним из вариантов осуществления множество структур панели были созданы за счет ламинирования одного или нескольких PETG листов одной или несколькими ПВХ (поливинилхлорид) пленками, чтобы получить 12"×12" узлы панели при помощи механического пресса для ламинирования на открытом воздухе. Во время процесса ламинирования пресс работает при средней температуре 265°F с давлением 40 psi (фунт на квадратный дюйм), с временем выдержки при температуре 11 минут. Специфическая комбинация PETG листов и ПВХ пленок была использована для создания трех структур в соответствии с этим вариантом осуществления, обозначенных соответственно как структуры А, В и С, детализированных здесь ниже.
Структура А была образована с использованием первого слоя ПВХ пленки и второго слоя PETG листа. Первый слой ПВХ пленки образован с использованием полупрозрачной нетекстурированной оранжевой ПВХ пленки, имеющей толщину 0.010". Второй слой представляет собой нетекстурированный PETG лист толщиной 0.118". Два слоя структуры А были ламинированы (соединены) вместе в соответствии с этим вариантом осуществления настоящего изобретения.
Структура В была образована за счет ламинирования в соответствии с вариантом осуществления настоящего изобретения с использованием пяти слоев термопластичной пленки и основы. Первый слой содержит прозрачный нетекстурированный PETG лист толщиной 0.060. Второй слой содержит полупрозрачную нетекстурированную красную ПВХ пленку толщиной 0.010". Третий слой содержит другой прозрачный нетекстурированный PETG лист толщиной 0.060". Четвертый слой содержит другую полупрозрачную нетекстурированную красную ПВХ пленку толщиной 0.010". Наконец, пятый слой содержит еще один прозрачный нетекстурированный PETG лист толщиной 0.060". Другими словами, структура В содержит три прозрачных нетекстурированных PETG листа, разделенных двумя полупрозрачными нетекстурированными красными пленками толщиной 0.010".
Аналогично структура С была образована за счет ламинирования в соответствии с вариантом осуществления настоящего изобретения с использованием пяти слоев термопластичной пленки и основы. Первый слой содержит прозрачный нетекстурированный PETG лист толщиной 0.060". Второй слой содержит полупрозрачную нетекстурированную красную ПВХ пленку толщиной 0.010". Третий слой содержит прозрачный нетекстурированный PETG лист толщиной 0.118". Четвертый слой содержит полупрозрачную нетекстурированную оранжевую ПВХ пленку толщиной 0.010". Наконец, пятый слой содержит прозрачный нетекстурированный PETG лист толщиной 0.060"
Для всех трех структур А-С ни одна из панелей не имеет областей тени (темных участков) или воздушных пузырей внутри панели, которые свидетельствуют об отслаивании (расслоении) или о недостаточном сцеплении. Более того, каждая из структур А-С была изготовлена с использованием двух разнородных, но относительно смешиваемых материалов, ПВХ и PETG, которые были соответствующим образом сплавлены вместе при повышенных температурах, превышающих соответствующие температуры Tg (Tg ПВХ пленки составляет около 185°F и Tg PETG листа составляет около 176°F) без использования усиливающих ламинирование слоев или без содействия вакуума.
Во втором примере было проведено ламинирование с использованием разнородных материалов, чтобы образовать единую структуру панели, причем лист поликарбоната сплавляли с PETG пленкой, чтобы получить 12"×12" панель с использованием механического пресса для ламинирования на открытом воздухе. Пресс работает при средней температуре 330°F с давлением 40 psi (фунт на квадратный дюйм) с временем выдержки при температуре 15 минут. Специфическая комбинация листа из поликарбоната и PETG пленки была использована для создания двух структур в соответствии с этим вариантом осуществления настоящего изобретения, таких как структуры D и Е, которые описаны далее более подробно.
Структура D была образована с использованием первого слоя PETG пленки и второго слоя листа из поликарбоната. PETG пленка представляет собой полупрозрачную имеющую двустороннее текстурирование голубую (синюю) PETG пленку толщиной 0.010". Второй слой листа из поликарбоната представляет собой прозрачный нетекстурированный лист из поликарбоната толщиной 0.236". Структура D была создана за счет ламинирования (соединения) двух слоев вместе в соответствии с вариантом осуществления настоящего изобретения.
Аналогично структура Е была образована с использованием первого слоя PETG пленки и второго слоя листа из поликарбоната. PETG пленка представляет собой полупрозрачную имеющую двустороннее текстурирование голубую PETG пленку толщиной 0.010". Второй слой листа из поликарбоната представляет собой прозрачный нетекстурированный лист из поликарбоната толщиной 0.118". Структура Е была создана за счет ламинирования (соединения) двух слоев вместе в соответствии с вариантом осуществления настоящего изобретения.
Несмотря на то что поликарбонат и PETG не считаются "термически совместимыми" по причине большого различия их температур Tg (Tg PETG пленки составляет около 176°F, a Tg поликарбоната составляет около 300°F), слой из поликарбоната и PETG слой каждой из структур D и Е удалось за счет ламинирования объединить с образованием эстетически приятных узлов панели с хорошим сцеплением, без следов недостаточного сцепления или деформации.
Наконец, в последнем, третьем, примере было проведено ламинирование с использованием трех разнородных материалов, чтобы получить единую структуру панели, обозначенную как структура F. Структура F была образована с использованием PETG листа (Tg ~176°F), ламинированного тремя PCTG пленками (то есть пленками из модифицированного гликолем поли-циклогексилен-диметилен терефталата) (Tg ~187°F), чтобы получить 12"×12" узлы панели с использованием механического пресса для ламинирования на открытом воздухе. Пресс работает при средней температуре 265°F с давлением 40 psi (фунт на квадратный дюйм), с временем выдержки при температуре 10 минут. PETG лист, который используют для создания структуры F, представляет собой прозрачный нетекстурированный PETG лист толщиной 0.500". Каждая из трех PCTG пленок, которую используют для создания структуры F, представляет собой полупрозрачную белую PCTG пленку с односторонним текстурированием толщиной 0.010". При образовании структуры F три слоя PCTG пленки были ламинированы на одной стороне PETG листа.
Как и в предыдущих примерах, структура F, несмотря на то что она была создана с использованием нескольких PCTG пленок и PETG листа, имеет достаточное сцепление и не имеет признаков отслаивания PCTG пленок от PETG листа.
Пример 3: Узлы панели с множеством цветов
Различные цветные пленки, с толщиной в диапазоне от 0.001" до 0.030", преимущественно с толщиной в диапазоне от 0.005" до 0.020", а предпочтительнее с толщиной в диапазоне от 0.010" до 0.015", могут быть объединены за счет приложения теплоты, чтобы получить единый, однородно окрашенный (имеющий одинаковый цвет) узел панели. Слои термопластичной пленки могут быть расположены отдельно на самой внешней поверхности любой прозрачной термопластичной основы, которая является смешиваемой с термопластичной пленкой любой толщины, при условии что основа является чистой, прозрачной, и имеет чистый или нейтральный цвет; или же термопластичные пленки могут быть расположены вместе на одной поверхности этой же основы без существенного изменения цвета всей поверхности узла панели.
Комбинация, полученная за счет ламинирования или сцепления таких слоев пленки различных цветов, создает однородно окрашенный узел панели, цвет которого является составным цветом, полученным за счет цветов индивидуальных пленок, использованных для создания узла панели. Более того, порядок расположения двух или больше цветных пленок не имеет значения, так как цвет и цветовой тон панели остается таким же для всей готовой панели вне зависимости от направления взгляда и порядка расположения пленок на основе или внутри основы. Например, на фиг.6 показан узел 160 панели, который содержит основу 162 и множеств пленок 164, 166, 168, 170, и 172, сплавляемых с ней. В показанном на фиг.6 примере множество пленок 164, 166, 168, 170, и 172 сплавляют с одной и той же поверхностью основы 162, причем указанные пленки включают в себя три цветные пленки 164, 168 и 172 и две прозрачные пленки 166 и 170, расположенные между цветными пленками 164, 168 и 172. Однако, как уже было указано здесь выше, множество пленок и/или основ могут быть расположены в любом порядке или полностью исключены, чтобы по желанию изменить цвет, цветовой тон, стойкость цвета или другие характеристики узла панели.
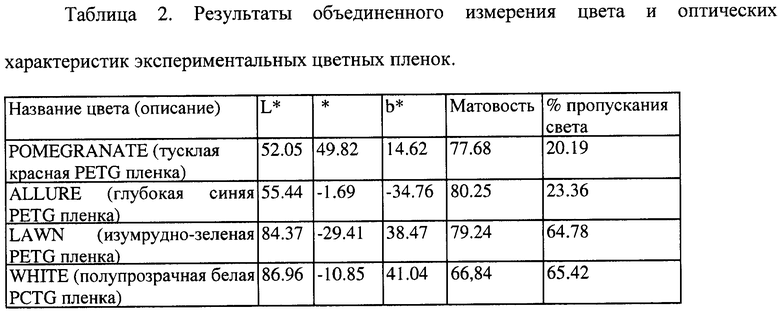
В соответствии с одним из вариантов осуществления настоящего изобретения слоистые термопластичные панели были изготовлены с использованием цветных PETG и PCTG пленок, имеющих полную толщину 0.010”. Все пленки были текстурированы на передней и задней поверхностях со значением Ra 65 мкдм, измеренным при помощи измерителя Pocket surf portable surface roughness gauge фирмы MAHR FEDERAL INC. Оптические свойства этих пленок были измерены с использованием спектрофотометра Hunterlab colorquest XE с использованием способа сканирования TTRANS. Цвет каждой базовой пленки был измерен и количественно оценен с использованием соответствующих значений L*, а*, b*, матовости и процента пропускания света, которые получают при измерении на спектрофотометре. В Таблице 2 указаны результаты измерения цвета и оптических характеристик и приведено описание каждого слоя пленки, использованного в этих Примерах.
Слоистые структуры двух различных толщин были получены с использованием пленок, обозначенных в соответствии с названиями цветов в Таблице 2, чтобы оценить эстетический эффект воздействия ориентации пленок на всю панель. В Таблице 3 приведены детальные пакеты слоев с различными комбинациями цвета, толщины и расположения слоев цветной пленки в панелях.
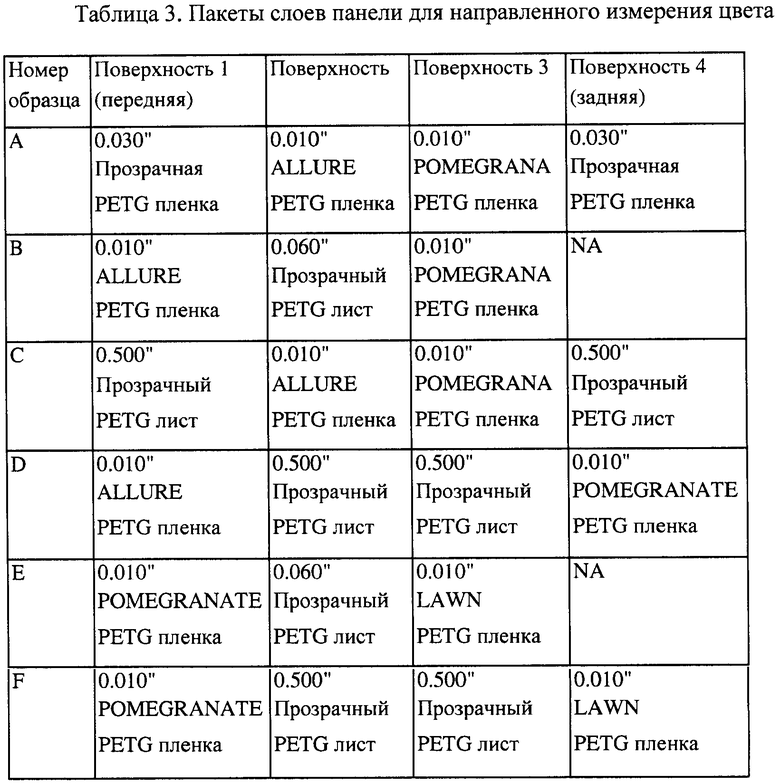
Узлы панели, указанные выше в Таблице 3, были получены в виде пластин 4"×4" за счет ламинирования в механическом горячем прессе, и их цвет измеряли при помощи спектрофотометра HUNTERLAB COLORQUEST ХЕ (способ TTRANS). Каждый образец измеряли с поворотом его передней и задней поверхностей в направлении источника света спектрофотометра, чтобы сравнить различия при изменении направления. Полученные результаты приведены в Таблице 4.
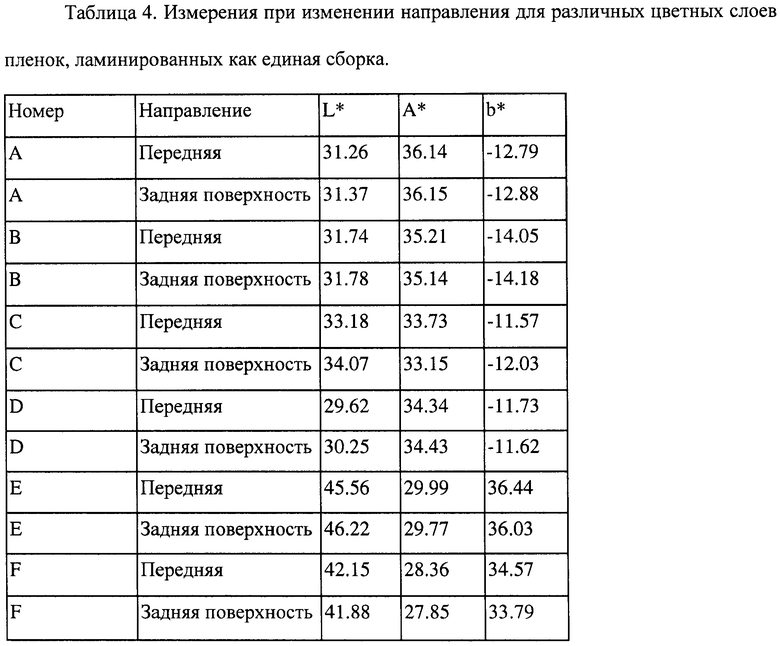
Как это показано в Таблице 4, все измерения цвета образцов вне зависимости от цвета, толщины или расположения пленки в образце дают главным образом одинаковые значения L*, а* и b* цвета при измерении с передней и задней поверхностей образца. Эти измерения подтверждают, что цвет является однородным для всего объема панели, несмотря на то что имеются противоположные цвета на противоположных поверхностях данного узла панели.
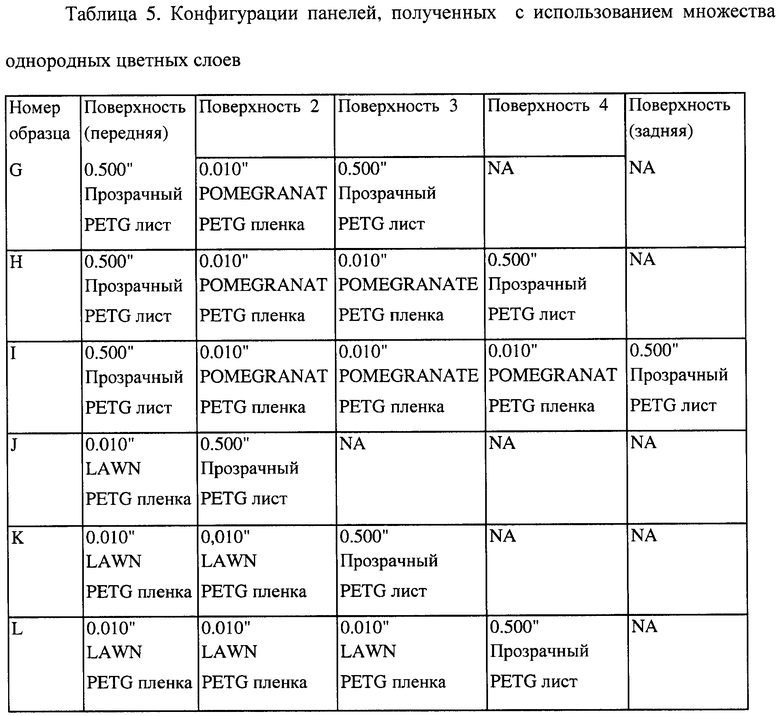
Пример 4: Изменение интенсивности цвета за счет множества слоев
Варианты осуществления настоящего изобретения дополнительно предусматривают регулирование интенсивности цвета узла панели за счет добавки множества слоев пленки одного и того же цвета. Чтобы показать изменение относительной интенсивности, которое может быть достигнуто за счет добавки множества слоев цветной пленки в слоистой панели, были получены образцы с цветными пленками, такие как показанные в Таблице 2. Такое введение слоев позволяет конечным пользователям регулировать интенсивность цвета готовых панелей за счет простой добавки слоев такого же цвета. В соответствии с этим примером структуры образцов были получены из PETG пленок и листов на прессе с ламинированием на открытом воздухе при режимах, достаточных для сцепления материалов вместе без использования усиливающего ламинирование слоя (при температуре около 250°F и под давлением 40 psi (фунт на квадратный дюйм) в течение 10 минут). Конфигурации цветных пленок и листов, использованных для получения примерных структур, приведены ниже в Таблице 5. Данные, представленные в Таблице 6, отображают результирующий цвет структур, измеренный при помощи спектрофотометра HUNTERLAB COLORQUEST ХЕ.
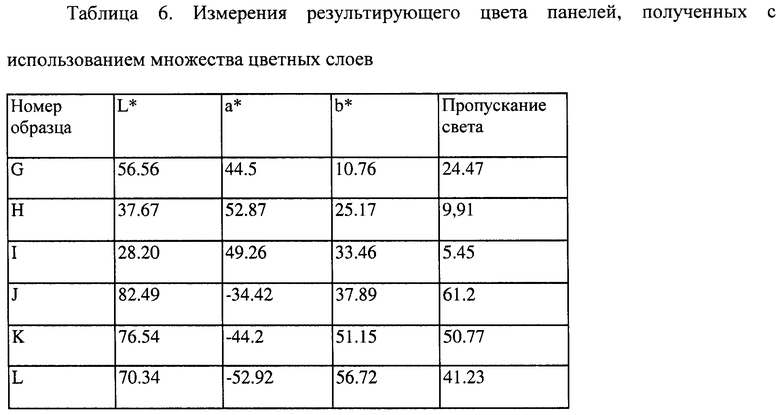
Как это показано в Таблице 6, увеличение числа слоев пленки оказывает предсказуемое влияние на L* и пропускание света, а именно при увеличении числа слоев пленки соответствующим образом возрастает кажущаяся "темнота" (характеризующаяся уменьшением L* и уменьшением пропускания света) панели. Несмотря на то что имеются перемещения в значениях а* (от красной к зеленой оси) и b* (от синей к желтой оси) образцов, относительный цветовой тон при визуальном наблюдении остается неизменным, причем имеется повышение интенсивности цветов при снижении пропускания света.
Пример 5: Изменение пропускания света и рассеяния света
Варианты осуществления настоящего изобретения дополнительно предусматривают регулирование оптических свойств панели за счет добавки полупрозрачных слоев пленки "WHITE" (белой пленки). Такое регулирование свойств пропускания света и рассеяния света часто является важным при проектировании систем дневного света, чтобы рассеивать свет в панели и создавать желательный эффект освещения.
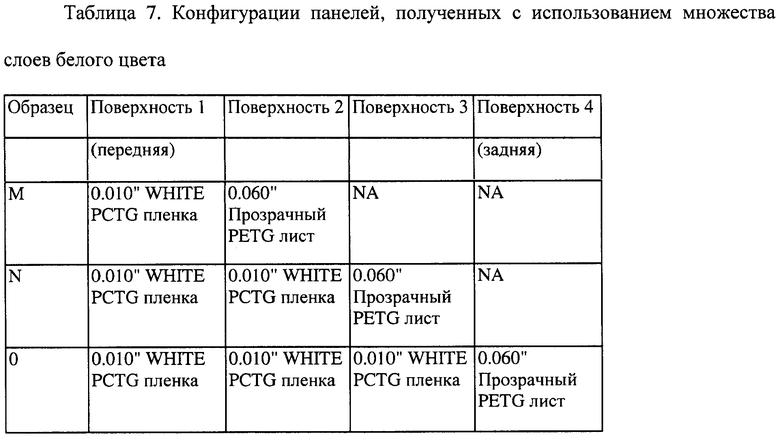
Для демонстрации эффектов различного пропускания света были собраны и сплавлены образцы 4"×4" панелей, имеющие конфигурации, показанные в Таблице 7. Ламинирование проводили в прессе с ламинированием на открытом воздухе при температуре около 265°F под давлением 40 psi в течение 10 минут, что позволяет создать соответствующие условия сцепления одной или нескольких PCTG пленок с PETG листом. Базовая "WHITE" пленка была изготовлена из PCTG, и ее характеристики приведены в Таблице 2.
Характеристики цвета, пропускания света и матовости (помутнения), измеренные при помощи спектрофотометра HUNTERLAB COLORQUEST ХЕ (уставки TTRANS), образцов, показанных в Таблице 7, приведены в Таблице 8.
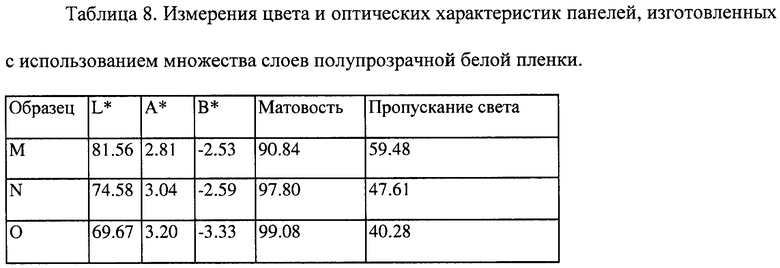
Аналогично возможности повышения интенсивности цвета панели за счет добавки множества слоев цветных пленок увеличением числа слоев полупрозрачных "WHITE" пленок оказывает существенное влияние на характеристики полного пропускания света и рассеяния (характеризуемого помутнением) для полупрозрачной слоистой панели. Кроме того, в дополнение к результатам, приведенным в Таблице 8, необходимо отметить, что цветовой тон характеризуется небольшими различиями в измеренных значениях а* и b* образцов, полученных с использованием одного, двух и трех слоев полупрозрачной "WHITE" пленки.
Результаты настоящего изобретения могут быть использованы в качестве инструмента дизайнерами и специалистами по внутреннему освещению и системам панелей. Наличие возможности изменения характеристик пропускания света и рассеяния света (помутнения, матовости) панели позволяют регулировать количество рассеянного света и конечный эстетический эффект освещения (подсветки), возникающий на поверхности панели. Повышение значения матовости за счет увеличения числа полупрозрачных "WHITE" слоев позволяет дизайнерам изменять прозрачность системы панели, чтобы обеспечивать желательные визуальные эффекты при освещении, вне зависимости от того, использованы ли источники искусственного света (лампы накаливания, люминесцентные лампы, светодиоды, галогеновые лампы и т.п.) или естественное освещение (дневной свет).
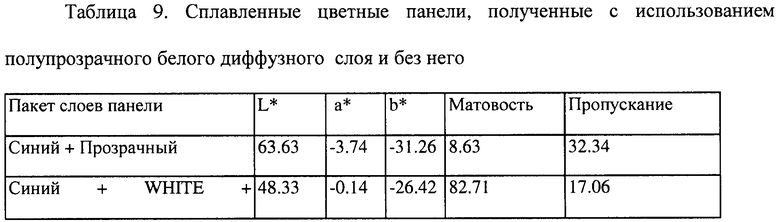
Дополнительные характеристики могут быть получены за счет ламинирования одного или множества слоев полупрозрачных "WHITE" пленок совместно со слоями цветной пленки. В Таблице 9 показано, что изменение характеристик пропускания света и рассеяния света, созданное за счет использования слоев полупрозрачных "WHITE" пленок в слоистой панели, может быть использовано совместно с панелями, которые содержат слои цветной пленки. Когда слои полупрозрачных "WHITE" пленок комбинируют со слоями цветной пленки, возникает возможность изменения характеристик пропускания света и рассеяния света панели при малом влиянии на общий цвет панели.
В примере, приведенном в Таблице 9, первая панель с номинальной толщиной 1/32" была получена с использованием пресса с ламинированием на открытом воздухе, с первым поверхностным слоем толщиной 0.010" синей пленки "ALLURE" (показанной в Таблице 2), ламинированным слоем прозрачного PETG листа толщиной 0,060". Вторая панель содержит тот же самый первый поверхностный слой толщиной 0.010" синей пленки "ALLURE" и второй слой пленки WHITE" PCTG (показанной в Таблице 2) толщиной 0.010", сцепленный с прозрачным PETG листом толщиной 0.060". Приведенные в Таблице 9 данные показывают, что введение слоя "WHITE" полупрозрачной пленки, даже при наличии цвета, оказывает резкое влияние на матовость и пропускание света панели. Несмотря на большое изменение значений пропускания света и матовости, слой "WHITE" полупрозрачной пленки оказывает только незначительное влияние на полный цветовой тон (отображаемый значениями а* и b*) образца, содержащего цветной слой и "WHITE" диффузный слой, по сравнению с образцом, имеющим только цветной слой.
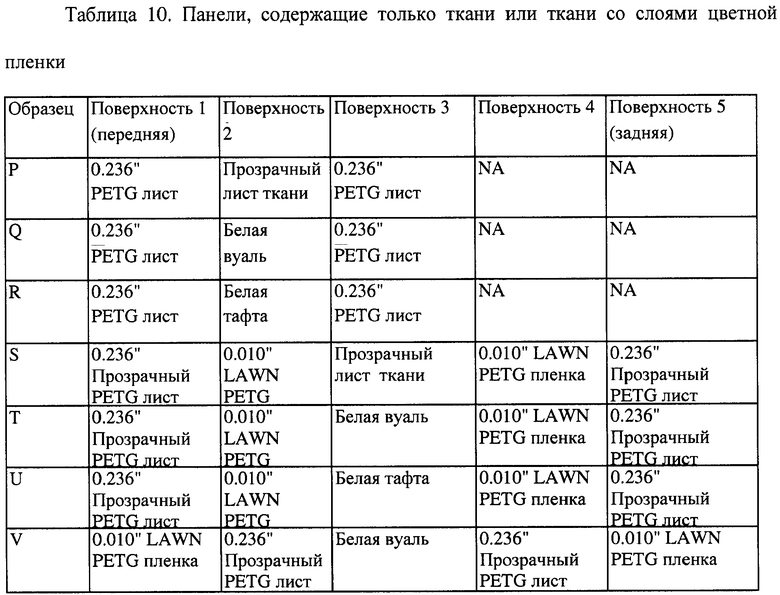
Пример 6. Слоистые панели с цветными пленками, использованными в комбинации с нейтральными тканями
Варианты осуществления настоящего изобретения дополнительно предусматривают возможность добавления цвета к нейтральным (прозрачным или белым) вставкам из ткани за счет сплавления слоев цветной пленки со слоями ткани, Для демонстрации этого эффекта были приготовлены образцы (4"×4") панелей с использованием тканей, причем цветные пленки были объединены с тканями на прессе с ламинированием на открытом воздухе. Конфигурации полученных образцов приведены в Таблице 10. Слоистые панели, имеющие только вставки из ткани, были приведены для сравнения со слоистыми панелями, которые содержат как ткани, так и слои цветной пленки. Указанный в Таблице 10 цвет "LAWN" соответствует цвету материала, описанного ранее в Таблице 2.
Цвет и оптические характеристики полученных панелей измеряли на спектрофотометре HUNTERLAB COLORQUEST ХЕ (уставки TTRANS). Результаты измерения приведены в Таблице 11.
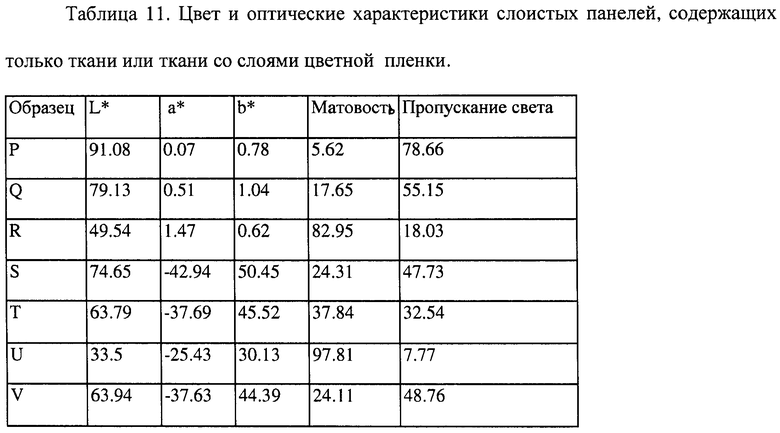
Приведенные в Таблице 11 данные позволяют оценить эстетические различия между панелями, которые содержат лист, вуаль или тафту, по цвету, матовости и пропусканию света. Эти различия создают уникальные эстетические и световые эффекты панели, которая может быть использована для освещения или в качестве светорассеивающего средства для естественного или искусственного освещения. Сравнение образцов P c S, Q c T и S c V показывает воздействие, которое слои цветной пленки оказывают на слой ткани и на структуру в целом, образующую единую слоистую панель.
Можно произвести сравнение образца S из Таблицы 11, который содержит два слоя цветной пленки "LAWN" в контакте с белой вуалью (ткань), с образцом К из Таблицы 6, который имеет такую же полную толщину и также содержит два слоя этой же цветной пленки "LAWN". Результирующие цвета панели, характеризуемые измеренными значениями L*, а* и b*, фактически являются одинаковыми, с небольшим уменьшением пропускания света образца S, которое связано с характеристиками ткани. Такой результат показывает, что цвет пленки передается ткани и создает эффект предварительно окрашенной ткани.
Образцы Т и V в Таблице 11 дополнительно показывают, что размещение слоя или слоев цветной пленки относительно ткани в структуре слоистой панели не оказывает влияния на значения полного измеренного цвета слоистой панели. Этот результат показывает, что слои цветной пленки не обязательно должны быть в прямом контакте со слоем ткани, чтобы придать ткани стойкую цветовую окраску.
Кроме создания цветной панели, как уже было описано здесь выше, изготовитель может наносить текстуру на одну или несколько пленок, основ и/или комбинаций пленка/основа, для различного предназначения. В соответствии по меньшей мере с одним вариантом осуществления настоящего изобретения, как уже было указано здесь выше, изготовитель может наносить текстуру на одну или несколько пленок и/или на одну или несколько основ ранее ламинирования, для того чтобы обеспечивать соответствующее удаление воздуха между пленками и основами во время ламинирования. Кроме того, изготовитель может наносить текстуру на комбинацию основа/пленка для решения различных эстетических задач (например, для улучшения диффузии, исключения цветных полос и т.п.)
В обычных случаях изготовитель типично создает текстуру на панели за счет включения текстурной бумаги в качестве одного из слоев в процессе ламинирования. Например, в добавление к слоям, показанным на фиг.4, изготовитель может предусмотреть дополнительный слой текстурной бумаги на поверхности основы 142 и/или 144, или же, в добавление к слоям, показанным на фиг.1, изготовитель может предусмотреть дополнительный слой текстурной бумаги сверху на пленочном слое 114, который наложен сверху на основу. Однако в некоторых случаях в зависимости от наличия одного или нескольких слоев пленки и зернистости текстурной бумаги такое наложение текстурной бумаги может приводить к неравномерному удалению воздуха в функциональном смысле или к появлению цветных полос в эстетическом смысле. Это особенно проявляется в том случае, когда изготовитель затем ламинирует панель еще одним слоем цветной пленки.
Что касается эстетического аспекта появления цветных полос, то одной из причин этого может быть то, что гранулы текстуры на текстурной бумаге иногда могут случайно совмещаться так, что впадины и пики образуют каналы для краски, образующие полосы во время ламинирования. Этот же эффект может наблюдаться при использовании текстурирования, для того чтобы удалять воздух, находящийся между слоями пленки и/или основы. Таким образом, случайное или далекое от идеального размещение гранул текстуры может приводить к текстурированию пленки и/или полимерной основы с захватом воздуха в готовой панели, что приводит к снижению эстетических качеств готовой панели.
В связи с изложенным один из вариантов осуществления настоящего изобретения дополнительно предусматривает использование одного или нескольких устройств и способов для нанесения текстуры на пленки, основы и/или завершенные панели с минимальным потенциальным захватом воздуха или с его полным исключением, чтобы исключить образование цветных полос на таких панелях. Это может быть осуществлено, по меньшей мере частично, за счет намного более однородного распределения гранул текстуры в аппликаторе текстуры. В соответствии по меньшей мере с одним из вариантов осуществления настоящего изобретения такое однородное распределение может быть осуществлено, по меньшей мере частично, за счет использования текстурированного валика, чтобы наносить текстуру на цветную пленку, основу и/или завершенную панель, причем текстурированный валик создает текстуру с высокой степенью однородности. Изготовитель затем может наложить текстурированную пленку на основу (которая также может быть текстурирована с использованием аналогичных или идентичных механизмов). Во время ламинирования, как уже было указано здесь выше, однородно нанесенная текстура на одной или на всех заданных поверхностях позволяет обеспечивать, с одной стороны, достаточное удаление воздуха, захваченного между поверхности, и/или позволяет избежать образования любых цветных полос, с другой стороны.
На фиг.7А-7С показаны различные схемы нанесения текстуры с использованием текстурированного валика в соответствии с дополнительным или альтернативным вариантом осуществления настоящего изобретения. На фиг.7А-7С показаны компоненты, которые используют в способе получения готового слоистого изделия, имеющего высокие эстетические качества. Следует иметь в виду, что здесь используют главным образом такой же механизм ламинирования, как и в случае создания текстуры на индивидуальной пленке или на индивидуальной основе ранее ламинирования, чтобы обеспечивать улучшенное удаление захваченного воздуха.
В любом случае, валик 180 для нанесения текстуры (или текстурированный валик) может быть выполнен в виде цилиндра, имеющего двустенную спиральную отражательную конструкцию из мягкой стали. Этот валик может дополнительно иметь внешнюю оболочку 182 из нержавеющей стали марки 4140, упрочненной до значения 52-54 Re ("твердость по Роквеллу"). По меньшей мере в одном из вариантов осуществления настоящего изобретения валик имеет диаметр около 16" с наружной поверхностью 66" и может быть снабжен множеством различных текстур. По меньшей мере в одном из вариантов осуществления настоящего изобретения валик, например, снабжен (например, за счет пескоструйной обработки или гравировки) текстурой, имеющей значение Ra 150 мкдм, а в другом варианте осуществления настоящего изобретения валик снабжен (например, за счет пескоструйной обработки или гравировки) текстурой, имеющей значение Ra 250 мкдм.
Таким образом, по меньшей мере один способ нанесения текстуры предусматривает сначала использование изделия, подлежащего текстурированию (например, цветной пленки, полимерной основы или завершенной панели). Если производят текстурирование завершенной панели, такой как показанная на фиг.7А, то изготовитель сначала приготавливает цветную панель 184 с использованием одной или нескольких цветных пленок 186 и 188. В частности, как уже было указано здесь выше, изготовитель может нанести одну или несколько цветных пленок на одну или несколько поверхностей полимерной основы (например, из поликарбоната, акриловой смолы, сополиэфира и т.п.). Само собой разумеется, что специалисты легко поймут, как уже было указано здесь выше, что изделия (то есть основа и одна или несколько цветных пленок) могут быть по меньшей мере частично полупрозрачными. Тем не менее, на фиг.7А для удобства показаны основа и пленки, которые не являются полупрозрачными или прозрачными.
Однако, как это показано на фиг.7В, нанесение одной или нескольких цветных пленок на основу изделия приводит к получению по меньшей мере частично полупрозрачного изделия (например, панели 184), которая имеет цвет (или цветную комбинацию), соответствующий нанесенным слоям цветной пленки. Однако, если подлежащее текстурированию изделие является просто одной цветной пленкой, то изображение на фиг.7В аналогично можно трактовать как изображение цветной пленки или базовой полимерной основы до ламинирования. В частности, на фиг.7В показана полупрозрачность любого данного изделия (например, слоистой цветной панели 184) до нанесения текстуры.
В любом случае процесс текстурирования начинают с нагрева поверхности панели до температуры выше температуры Tg стеклования материала. Изготовитель затем пропускает изделие (например, слоистую цветную панель 184 или только пленку 186 и/или 188) через один или несколько текстурированных валиков 180, которые выбраны с учетом текстуры или шероховатости поверхности данного валика 180 (или набора валиков). Как это показано на фиг.7С, пропускание данного изделия (например, панели 184 или же пленок 186 и/или 188) через один или несколько текстурированных валиков 180 приводит к нанесению текстуры (в инверсном виде) от валика 180 на панель 184 и/или на пленки 186/188. После переноса текстуры валика на изделие создают условия для охлаждения текстурированного изделия ниже температуры Tg, чтобы завершить процесс текстурирования. Если пленки 186/188 текстурируют отдельно, то можно затем ламинировать уже текстурированными пленками 186/188 полимерную основу 184 изделия, как уже было указано здесь выше.
С одной стороны, если изготовитель текстурирует только открытую сторону цветной пленки (или слоистой панели), то готовое изделие представляет собой термопластичную панель, такую как показанная на фиг.7С, причем полимерная термопластичная панель содержит текстурированную пленку, которой ламинирована базовая полимерная основа 184. С другой стороны, если изготовитель текстурирует только внутреннюю поверхность пленки, которую наносят непосредственно на поверхность полимерной основы, то текстурирование на фиг.7С видно плохо (или потенциально не видно). Специалисты легко поймут, что так как валик 180 тщательно подготовлен и имеет однородное распределение гранул текстуры и так как валик 180 обеспечивает непрерывное и повторное нанесение текстуры, то в конечном счете получают слоистое готовое изделие, имеющее фактически однородное распределение текстуры по его поверхности. Это, в свою очередь, может сводить к минимуму или полностью исключать любой захват воздуха и/или исключать образование цветных полос в процессе нанесения цветных пленок (в особенности дополнительных цветных пленок, наносимых поверх текстурированных поверхностей).
Следует иметь в виду, что изготовитель может использовать множество валиков для нанесения текстуры на данное изделие. Например, в случае отдельной цветной пленки (или неламинированной основы) изготовитель может стремиться обеспечить удаление воздуха за счет текстурирования на одной стороне цветной пленки, а также достичь исключения цветных полос на другой стороне этой пленки. В случае слоистого изделия в виде панели изготовитель может стремиться обеспечить указанные эстетические преимущества на обеих сторонах законченной панели.
Кроме того, могут быть и другие причины, по которым изготовитель может желать использовать множество различных валиков на одной стороне изделия, чтобы получить другие эстетические преимущества или эксплуатационные качества. Более того, изготовитель может наносить текстуру на противоположные стороны данного изделия при помощи расположенных напротив друг друга валиков или может просто повернуть изделие после нанесения текстуры на одной стороне и затем может нанести текстуру на другую сторону изделия. Таким образом, изображение единственного текстурированного валика на единственной стороне данного изделия приведено только для упрощения понимания сути изобретения и не имеет ограничительного характера. В любом случае, как уже было указано здесь выше, изготовитель может даже наложить дополнительные цветные пленки поверх текстурированной поверхности (поверхностей) и дополнительно пропустить изделие через процесс текстурирования (поверх новых цветных пленок).
Несмотря на то что был описан предпочтительный вариант осуществления изобретения, который во всех отношениях является только пояснительным и неограничительным, совершенно ясно, что настоящее изобретение может быть выполнено и в других специфических вариантах, причем в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят за рамки формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЦВЕТНОГО СЛОИСТОГО ПОЛИМЕРНОГО МАТЕРИАЛА С ОПТИЧЕСКИМИ ЭФФЕКТАМИ | 2013 |
|
RU2548396C2 |
| МЯГКАЯ НА ОЩУПЬ, МНОГОСЛОЙНАЯ ЛАКОКРАСОЧНАЯ ПЛЕНКА С НИЗКИМ УРОВНЕМ БЛЕСКА, ПОЛУЧАЕМАЯ ТЕРМОФОРМОВАНИЕМ | 2013 |
|
RU2617479C2 |
| СФОРМИРОВАННЫЙ ЛАМИНИРОВАНИЕМ С РАСПЛАВЛЕНИЕМ ДЕКОРАТИВНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 2017 |
|
RU2684366C1 |
| ПАНЕЛИ ДЛЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЗДАНИЙ | 2011 |
|
RU2585807C2 |
| КОМПОЗИЦИОННЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2588537C2 |
| СПОСОБЫ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ СТРУЙНОЙ ПЕЧАТИ | 2018 |
|
RU2753963C1 |
| Витраж из композиционного материала | 2024 |
|
RU2829292C1 |
| КОМПОЗИТ С ЦИФРОВЫМ КОНСТРУИРОВАНИЕМ ЦВЕТА ДЛЯ ИСПОЛЬЗОВАНИЯ В ЛАМИНИРОВАННОМ СТЕКЛЕ | 2003 |
|
RU2297330C2 |
| СВЕТЯЩЕЕСЯ МНОГОСЛОЙНОЕ СТЕКЛО В КРЫШЕ ТРАНСПОРТНОГО СРЕДСТВА, ТРАНСПОРТНОЕ СРЕДСТВО, СОДЕРЖАЩЕЕ ЕГО, И СПОСОБ ПОЛУЧЕНИЯ | 2017 |
|
RU2730781C2 |
| ПРОЗРАЧНЫЙ СЛОИСТЫЙ ЭЛЕМЕНТ, ВКЛЮЧАЮЩИЙ В СЕБЯ ЗОНУ ОТОБРАЖЕНИЯ | 2017 |
|
RU2757015C2 |
Изобретение относится к декоративным термопластичным структурам и к сборке из слоистого материала. Декоративная термопластичная структура имеет единый цвет. Полупрозрачная полимерная основа имеет противоположные переднюю и заднюю поверхности, имеющие шероховатость. Слой цветной пленки имеет шероховатую поверхность соединения, которая сплавляется с поверхностью основы. Шероховатость поверхности соединения цветной пленки отличается от шероховатости поверхности основы. Шероховатость поверхности по меньшей мере одной из поверхностей полимерной основы или цветной пленки имеет равномерное распределение текстурных гранул. Сплавляющиеся слои цветной пленки придают цвет всей термопластичной структуре. Цвет остается неизменным по всей термопластичной структуре вне зависимости от направления взгляда. Основа толще, чем один или несколько слоев цветной пленки. Изобретение позволяет повысить качество выпускаемой продукции, а также снизить затраты на ее производство. 3 н. и 17 з.п. ф-лы, 9 ил., 11 табл., 6 пр.
1. Декоративная термопластичная структура, имеющая единый цвет, содержащая:
полупрозрачную полимерную основу, имеющую противоположные переднюю и заднюю поверхности, имеющие шероховатость; и слой цветной пленки, имеющий шероховатую поверхность соединения, которая сплавляется с поверхностью основы, при этом шероховатость поверхности соединения цветной пленки отличается от шероховатости поверхности основы; и
шероховатость поверхности по меньшей мере одной из поверхностей полимерной основы или цветной пленки имеет равномерное распределение текстурных гранул;
сплавляющиеся слои цветной пленки придают цвет всей термопластичной структуре, и
цвет остается неизменным по всей термопластичной структуре вне зависимости от направления взгляда; и
при этом основа толще, чем один или несколько слоев цветной пленки.
2. Термопластичная структура по п.1, у которой основа и цветные пленки изготовлены из одинакового полимера.
3. Термопластичная структура по п.1, у которой основа и цветные пленки изготовлены из различных материалов, выбранных из группы, в которую входят поликарбонат, сложный полиэфир, поливинилхлорид, акриловая смола и их комбинации.
4. Термопластичная структура по п.1, у которой разница в шероховатости поверхности между пленками и основой облегчает удаление воздуха во время сплавления, в то время как равномерное распределение гранул сохраняет ровную интенсивность цвета в термопластичной структуре.
5. Термопластичная структура по п.1, у которой цветная пленка изготовлена из материала, выбранного из группы, в которую входят поливинилхлорид, сложный полиэфир, акриловая смола и поликарбонат.
6. Термопластичная структура по п.1, в которой полимерная основа изготовлена из материала, выбранного из группы, в которую входят поливинилхлорид, сложный полиэфир, акриловая смола и поликарбонат.
7. Термопластичная структура по п.1, которая дополнительно содержит один или несколько слоев ткани, ламинирующих полимерную основу.
8. Сборка из слоистого материала, имеющая единый цвет во всей ее композиции после процесса ламинирования, содержащая:
одну или несколько прозрачных полимерных основ, причем одна или каждая из нескольких прозрачных полимерных основ имеет противоположные переднюю и заднюю поверхности; и
один или несколько слоев пленки, которые выполнены с возможностью сплавления по меньшей мере с одной или с возможностью ламинирования по меньшей мере одной из передней и задней поверхностей одной или нескольких основ;
причем один или каждый из нескольких слоев пленки имеет шероховатость поверхности, которая больше, чем шероховатость поверхности передней и задней поверхностей одной или нескольких основ, за счет чего снижается вероятность захвата воздуха между одним или несколькими слоями пленки и одной или несколькими основами во время изготовления структуры.
9. Сборка из слоистого материала по п.8, в которой шероховатость поверхности одного или каждого из нескольких слоев пленки составляет больше чем 20 мкдм.
10. Сборка из слоистого материала по п.8, в которой шероховатость поверхности передней и задней поверхностей одной или нескольких основ составляет меньше чем 20 мкдм.
11. Сборка из слоистого материала по п.8, в которой по меньшей мере один или несколько слоев пленки имеют напечатанные на них изображения.
12. Сборка из слоистого материала по п.8, в которой одна или несколько основ и один или несколько слоев пленки сплавлены вместе за счет приложения теплоты и давления.
13. Сборка из слоистого материала по п.12, в которой теплота, приложенная в ходе процесса сплавления, создает температуру, превышающую температуру стеклования (Tg) одной или каждой из нескольких основ и одного или каждого из нескольких слоев пленки.
14. Сборка из слоистого материала по п.8, в которой одна или несколько основ и один или несколько слоев пленки соединены вместе за счет нанесения адгезивов.
15. Декоративная термопластичная структура, имеющая единый цвет, содержащая:
- полупрозрачную первую цветную пленку, имеющую первый цвет;
- полупрозрачную вторую цветную пленку, имеющую второй цвет;
- полупрозрачную полимерную основу, сплавленную с одной или обеими первой или второй цветными пленками таким образом, что полупрозрачная полимерная основа по меньшей мере частично смешивается с соответствующим одним или обоими цветами первой и второй пленок;
причем поверхность между одной или более первой цветной пленкой, второй цветной пленкой и полупрозрачной полимерной основой имеет шероховатость с равномерным распределением текстурных гранул;
полимерная основа отображает третий цвет равномерно на противоположных передней и задней поверхностях независимо от направления взгляда; и
третий цвет представляет собой сочетание по меньшей мере первого и второго цвета первой и второй цветной пленок.
16. Декоративная термопластичная структура по п.15, в которой полупрозрачная полимерная основа содержит единичную полимерную экструзию материала, выбранного из группы, в которую входят поликарбонат, сложный полиэфир, поливинилхлорид, акриловая смола и их комбинации.
17. Декоративная термопластичная структура по п.15, в которой каждая из первой цветной пленки, второй цветной пленки и полимерной основы содержит поверхность соединения, которая сплавляется с противоположной поверхностью соединения первой цветной пленки, второй цветной пленки или полимерной основы.
18. Декоративная термопластичная структура по п.17, в которой до сплавления противоположных поверхностей соединения противоположные поверхности соединения имеют другую шероховатость поверхности по отношению друг к другу.
19. Декоративная термопластичная структура по п.17, в которой до сплавления противоположных поверхностей соединения шероховатость поверхности первой цветной пленки больше, чем шероховатость поверхности противоположной поверхности соединения полимерной основы.
20. Декоративная термопластичная структура по п.17, в которой до сплавления противоположных поверхностей соединения одна или более противоположные поверхности соединения имеют шероховатость поверхности с равномерным распределением текстурных гранул.
| JP 2007055822 А, 08.03.2007 | |||
| JP 2007045067 A, 22.02.2007 | |||
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
| RU 2052301 C1, 20.01.1996 | |||
| US 6531230 B, 11.03.2003 | |||
| Емкость для стирки | 1990 |
|
SU1772261A1 |

