Изобретение относится к декоративному многослойному материалу, в частности, к структурированному декоративному многослойному материалу, включающему находящийся на стороне подложки декоративный слой, который, кроме других вариантов использования, находит особенно полезное применение в качестве настила пола, облицовки стен или мебельной пленки. Кроме того, изобретение относится к таким настилам пола, облицовкам стен или мебельным пленкам, а также к способу изготовления соответствующего изобретению декоративного многослойного материала.
Благоприятные затраты на изготовление и материалы, простая обрабатываемость, химическая стойкость, высокая прозрачность, хорошая износостойкость и высокая эластичность позволили поливинилхлориду (PVC, ПВХ) в прошлом стать преобладающим искусственным основным материалом для настилов пола, облицовок стен или мебельных пленок.
Например, ПВХ-пленки нашли многообразное применение для изготовления недорогих пленок для поверхностей мебели, облицовок стен или настилов пола, в которых имитируются поверхности дерева или камня, частично с использованием древесины, отчасти с применением напечатанных под фактуры дерева или камня бумажными или пленочными слоями.
Достоинствам противостоят недостатки в недостаточном соответствии требованиям защиты здоровья и экологической совместимости ПВХ, а также в пожарных характеристиках, которые стимулируют поиски альтернативных материала как замены для ПВХ.
В качестве заменяющих материалов неоднократно предлагались такие полимеры, как полиолефины, полиамиды, полиуретаны, полистирол, сложные полиэфиры, а также их сополимеры и производные, которые подобным образом являются благоприятными и простыми в обработке, правда, в отношении их механических свойств и износостойкости уступали характеристикам ПВХ. Зачастую лицевые стороны традиционных настилов пола, облицовок стен, мебельных пленок и подобных композитных материалов упрочнялись слоями лака или смолы, например, меламиновой смолы. Это повышало стоимость комбинированных пленок вследствие увеличения затрат на сырьевые материалы и обработку, и ухудшало их экобаланс. Также были описаны композитные материалы, в которых делались попытки объединить преимущества экономически выгодных полиолефинов в качестве материала подложки с превосходящими механическими характеристиками полярных полимеров. При этом усилия до сих наталкивались на затруднения в обеспечении надежного, прочного связывания слоев, по возможности без применения клея и растворителя, в создании эффективного непрерывного способа изготовления композитных материалов и в разработке способа изготовления, чтобы внешний вид многослойной пленки удовлетворял наивысшим эстетическим требованиям, и мог служить заменой натуральным материалам, например, таким как поверхности дерева, камня или пробки. Патентный документ WO 95/08593 A1 описывает устойчивые к истиранию настилы пола в качестве альтернативы настилам пола из ПВХ, которые имеют прозрачный покровный слой из иономера, который наслоен на декоративный слой ламинированием с использованием клеевого слоя. Патентный документ DE 41 07 150 A1 описывает многослойную пленку для настила пола, причем верхняя пленка, которая содержит имеющий полярные группы синтетический материал, посредством адгезивного слоя, липкой пленки, слоя реактанта или слоя промотора адгезии размещается на нижней пленке. Патентный документ DE 10 2012 103 016 A1 описывает ламинированный пленкой композитный материал по меньшей мере с двумя синтетическими пленками, содержащий несущую пленку и функциональную пленку, причем функциональная пленка размещена на одной стороне несущей пленки и может быть пропечатана, несущая пленка предпочтительно представляет собой пигментированную полиолефиновую пленку, и функциональная пленка состоит из термопластичного полиуретана. Эти ламинированные композитные материалы изготовлены определенно без применения декоративной бумаги при клеевом или термическом ламинировании, и рекомендуются для использования в промышленности, производящей материалы для покрытия полов, мебель, предметы интерьера и/или наружной отделки. Тиснения и связанные с этим проблемы в этих публикациях не рассматриваются.
Традиционно тиснения на лицевой стороне соответствующих данному типу пленок, например, для имитации поверхностей указанных природных материалов, в исполняемом в периодическом режиме способе создаются горячим тиснением или тиснением охлажденных пленок с помощью наклеивания на пропечатанный декоративный слой либо периодически, либо непрерывно, перед соединением с декоративным слоем. При этом, например, полимерный слой с лицевой стороны после экструзии профиля охлаждается примерно до 140°С, промазывается клеем и снабжается декоративным слоем с обратной стороны. Затем проводится тиснение вытисненного узора. Этот способ имеет тот недостаток, что вследствие релаксации подвергнутого тиснению синтетического материала, с одной стороны, глубина тиснения на лицевой стороне является явно меньшей, чем изначально обеспечивается тиснильным штампом, вытисненный узор нарушается воздушными включениями, и, с другой стороны, происходит сквозное тиснение на стороне, противоположной относительно лицевой стороны, стороне подложки. Вследствие этого затрудняется нанесение клея на обращенную к подложке сторону, и, соответственно, возрастает расход клея, чтобы создать удовлетворительное соединение с подложкой. Дополнительную проблему составляет незначительная теплостойкость стандартного вытисненного профиля.
Патентный документ WO 2012/001109 A1 описывает способ изготовления элементов пола, в которых на полимерный композитный слой, как правило, слой древесно-полимерного композита (WPC), путем каширования расплава сначала наносится несущий декоративный рисунок слой, и он после пропечатывания, при необходимости последовательно, покрывается слоем промотора адгезии и слоем иономера, причем способ может завершаться заключительным тиснением. Согласно патентному документу WO 2012/001109 A1, в порядке альтернативы также может быть предварительно изготовлен слоистый композитный материал из иономерного слоя и полимерного слоя, и при наслоении на подложку, такую как WPC, подвергнут тиснению в непрерывном или периодическом режиме. Кроме того, эти способы ставят вопросы относительно оптимального соотношения тиснения и сквозного тиснения, экономически эффективного непрерывного технологического режима, которым избегается второе нагревание или дополнительный процесс нагревания, и который пригоден для изготовления универсально применяемых многослойных композитных пленок.
Кроме того, желательны настилы, например, настилы пола, которые имеют повышенную износостойкость. Для настилов пола в учреждениях, вариантов применения в промышленных и нежилых помещениях требуется настил с высокой износостойкостью, что сводит к минимуму проблему образования блестящих участков на прежде сделанных матовыми поверхностях. Такие блестящие участки часто возникают при механическом воздействии, например, роликов кресел. Значения износостойкости, которые соблюдаются для настила пола при применении в промышленности или также для мебельной пленки, приводятся по результатам испытания на истирание согласно стандарту DIN 13329:2013-12.
Проблема создания декоративного многослойного материала с очень хорошим сцеплением слоев друг с другом, который по существу не содержит вредных для здоровья веществ, в частности, не содержит винилхлоридные мономеры, и обходится минимумом клея и растворителя, в идеальном случае вообще не содержит клей и растворитель, и, сверх того, имеет превосходную эксплуатационную прочность, до сих пор еще не нашла удовлетворительно решения. Более того, задачей изобретения является дополнительная минимизация проблемы сквозного тиснения при изготовлении структурированного декоративного многослойного материала.
К особенным требованиям к материалам покрытий пола также относится защита от статической электризации. Соблюдение норматива для напряжения в местах прохода согласно стандарту DIN EN 1815:2016-12 гарантирует, что предотвращаются неприятные разряды через кожу, или может обеспечиваться обеспыливание. Напольные покрытия в помещениях для изготовления деталей электронных устройств предусматривают особые стандарты антистатической эффективности. При изготовлении, например, многослойных материалов для настила пола проблему могут создавать также статически заряженные декоративные пленки. Чтобы проявлять свое действие, предусматриваются традиционные антистатики в самом верхнем на лицевой стороне термопластичном полимерном слое многослойных материалов для настила пола и слоистых изделий. Для защиты от истирания таких антистатических многослойных материалов традиционно предусматривается защитный лак. При этом лакирование в принципе представляет собой нежелательную, дорогостоящую в плане оборудования дополнительную технологическую стадию, которая может обусловливать излишние затраты и выделения паров растворителей.
Поэтому дополнительная задача изобретения состоит в создании износостойких и/или по возможности долговременно соответствующих нормативам антистатических декоративных многослойных материалов, которые обходятся без лакового слоя и могут быть изготовлены в единственной технологической стадии в непрерывном режиме.
Настоящее изобретение решает по меньшей мере одну, предпочтительно несколько, вплоть до всех, рассматриваемых проблем, и впервые соединяет эстетические достоинства природных материалов, экологические преимущества нетоксичности заменяющих ПВХ полимеров, и преимущества экономичности, обрабатываемости и механических свойств ПВХ-пленок. Согласно изобретению, задача решается посредством декоративного многослойного материала, в частности, структурированного декоративного многослойного материала, включающего по меньшей мере следующие непосредственно размещенные друг за другом, прочно соединенные между собой слои A-B-C-D:
А: функциональный слой лицевой стороны, включающий один или несколько иономеров и, необязательно, один или несколько диспергированных в слое наполнителей и/или функциональных добавок;
В: полимерный промежуточный слой, включающий смесь от 5 до 95 вес.% экструдируемого иономера, экструдируемой смеси иономеров или экструдируемого иономерного компаунда, и от 95 до 5 вес.% полиолефина;
С: промежуточный адгезионный слой, включающий один или несколько модифицированных синтетических материалов для адгезивного связывания;
D: несущий декоративный рисунок слой на стороне подложки;
отличающегося тем, что слоистый композитный материал из слоев А, В и С соэкструдируется, и при температуре выше температуры плавления слоистого композитного материала подвергается ламинированию с расплавлением несущим декоративный рисунок слоем на стороне подложки.
При этом в идеальном случае во время ламинирования с расплавлением одновременно в той же технологической стадии проводится объемное тиснение декоративного многослойного материала на лицевой стороне с нанесением одного или нескольких рисунков, благодаря чему получается соответствующий изобретению структурированный декоративный многослойный материал. Это в особенности может быть обеспечено, когда тиснение объемного или объемных (трехмерных рельефных) рисунка(-ков) выполняется теми же валиками, что и ламинирование с расплавлением. Благодаря одновременному ламинированию с расплавлением и тиснению в одной и той же стадии, например, максимизируется эффективность использования энергии, так как избегается дополнительная стадия нагревания, и одновременно достигается максимальная глубина тиснения, то есть, максимальное отношение в оттиске достигнутой высоты RZ неровностей профиля к глубине RZ шероховатости тиснильного валика. Например, согласно изобретению достигаются отношения в оттиске свыше 75%, в частности, более 80%, предпочтительно более 90%, или даже более 95%, вплоть до по меньшей мере 97%.
Содержащийся в функциональном слое А полимер может быть составлен одним иономером или смесью двух или нескольких иономеров, или иономерным компаундом. В одном варианте исполнения функциональный слой А состоит по существу из одного иономера. В предпочтительном варианте исполнения содержание полимера в функциональном слое варьирует в диапазоне от 75 до 99 вес.%, в частности, от 80 до 98 вес.%, более предпочтительно от 90 до 97 вес.%, и наиболее предпочтительно от 94 до 96 вес.%. Содержание наполнителей и функциональных добавок в функциональном слое тем самым в общем составляет между 0 и 25 вес.%, предпочтительно в диапазоне от 1 до 25 вес.%, в частности, от 2 до 20 вес.%, более предпочтительно от 3 до 10 вес.%, и наиболее предпочтительно от 4 до 6 вес.%.
Иономеры для функционального слоя А могут быть благоприятным образом выбраны независимо друг от друга из тех же полимеров, как для полимерного промежуточного слоя В. Особенно предпочтительными иономерами для применения в функциональном слое А и промежуточном слое В являются иономерные компаунды, например, смеси иономера(-ров) с полиамидом(-ами), или иономеры, которые имеют плотность (согласно стандарту DIN EN ISO 1183-1:2013-04) в диапазоне от 0,8 до 1,2 г/см3, в частности, от 0,9 до 1,0 г/см3, наиболее предпочтительно от около 0,94 до 0,96 г/см3. Предпочтительными являются иономеры, которые имеют индекс расплава (показатель текучести расплава, MFI, при температуре 190°С и нагрузке 2,16 кг, согласно стандарту DIN EN ISO 1183-1:2013-04) в диапазоне от 0,4 до 7,0 г/10 минут, в частности, от 0,5 до 5,7 г/10 минут, наиболее предпочтительно от 0,6 до 0,9 г/10 минут, или также от 5,3 до 5,6 г/10 минут. Температура плавления (согласно стандарту DIN EN ISO 3146:2002-06) используемого иономера предпочтительно находится в диапазоне от 85 до 98°C, в частности, от 88 до 97°С, наиболее предпочтительно от 89 до 92°С, или также от 94 до 96°С. Температура размягчения (температура размягчения по Вика, согласно стандарту DIN EN ISO 306:2012-01) используемого иономера предпочтительно находится в диапазоне от 60 до 70°С, в частности, от 62 до 68°С, наиболее предпочтительно при около 65°С. Например, согласно изобретению применяется иономер Surlyn или смесь иономеров Surlyn. Оказывается благоприятным, когда полимер или смесь полимеров являются прозрачными или полупрозрачными. В смысле изобретения предпочтительно, когда декор несущего декоративный рисунок слоя D виден сквозь слои А, В и С.
Применяемые иономеры, смеси иономеров, а также иономерный компаунд, в слоях А и В могут частично или полностью, или только по данному в каждом случае содержанию, отличаться друг от друга. Однако особенно предпочтителен вариант исполнения, в котором для функционального слоя А используются такие же иономеры, смесь иономеров или иономерный компаунд, как в промежуточном слое В. В этом случае оказывается наиболее высокой адгезия слоев А и В, что благоприятно влияет на сопротивление расслаиванию. Особенно предпочтительны идентичные используемые в каждом случае иономеры.
Упомянутые наполнители функционального слоя А согласно изобретению могут быть предпочтительно выбраны из группы, состоящей из корунда, диоксида титана, песка, талька, мела, кремниевой кислоты, стеклянных бусинок, а также их смесей. Функциональные добавки, которые согласно изобретению могут быть компонентом функционального слоя А, включают УФ-стабилизаторы, УФ-поглотитель, цветные пигменты, воски, средства для улучшения скольжения, противоскользящие средства, антистатики, противомикробные, а также антиадгезивно действующие добавки, и огнезащитные средства, а также их смеси. В особенно предпочтительном варианте исполнения функциональные добавки функционального слоя включают один или несколько антистатиков, в частности, в количестве между 0 и 25 вес.%, предпочтительно в диапазоне от 1 до 25 вес.%, в частности, от 2 до 20 вес.%, более предпочтительно от 3 до 10 вес.%, и наиболее предпочтительно от 4 до 6 вес.%.
В принципе, согласно изобретению могут применяться мигрирующие и немигрирующие (постоянные) антистатики. Однако предпочтительны немигрирующие антистатики. Мигрирующими антистатиками называются такие антистатики, которые вследствие маленьких размеров своих молекул могут концентрироваться на поверхности слоя. Благодаря этим поверхностно-активным веществам могут накапливаться молекулы воды из воздуха, вследствие чего образуется проводящая поверхностная пленка, посредством которой заряды могут равномерно распределяться и отводиться. В качестве примера мигрирующих антистатиков следует привести: GMS (моностеарат глицерина), алкилсульфонаты, этоксилированные алкиламины. Немигрирующими антистатиками называются такие антистатики, которые образуют проводящую сетчатую структуру внутри матрицы синтетического материала. В качестве примера немигрирующих антистатиков следует привести: графит, сажу, металлы, или проводящие по своей природе полимеры.
Когда функциональный слой А содержит антистатики, функциональный слой А предпочтительно не содержит другие функциональные добавки, в частности, предпочтительно никакие наполнители.
Размер зерен диспергированных в функциональном слое А частиц наполнителя типично составляет по меньшей мере на 90%, предпочтительно по меньшей мере на 95%, величину в диапазоне от 0,5 до 100, предпочтительно от 2 до 10 мкм. Форма диспергированных зерен не имеет существенного значения. В идеальном случае зерна находятся в сферической форме. Размер зерен диспергированных частиц наполнителя при этом предпочтительно имеет срединное значение D50 до 10 мкм, предпочтительно от 2 до 6 мкм, в особенности предпочтительно от 3 до 5 мкм.
Полимерный промежуточный слой В включает смесь, содержащую от 5 до 95 вес.%, в частности, от 50 до 94 вес.%, наиболее предпочтительно от 70 до 92 вес.%, особенно предпочтительно от 80 до 90 вес.%, например, 85 вес.%, экструдируемого иономера, экструдируемой смеси иономеров или экструдируемого иономерного компаунда. Кроме этого, полимерный промежуточный слой В включает от 95 до 5 вес.%, в частности, от 50 до 6 вес.%, наиболее предпочтительно от 30 до 18 вес.%, в особенности предпочтительно от 20 до 10 вес.%, например, 15 вес.%, полиолефина. По обстоятельствам, полимерный промежуточный слой В может содержать до 10 вес.% одного или нескольких дополнительных полимерных материалов, добавок в качестве наполнителей, действующих веществ и/или функциональных добавок, при условии, что сумма не превышает 100 вес.%.
В качестве полиолефинов предпочтительны, в частности, образованные с использованием металлоценовых катализаторов полиолефины, такие как полипропилен, и по большей части металлоценовый полиэтилен.
Благодаря применяемым синтетическим материалам в соответствующей изобретению слоистой структуре, а также в соответствующем изобретению способе, можно полностью или в значительной мере отказаться от присутствия пластификаторов в синтетических материалах. Также исключается наличие возможных канцерогенных остаточных мономеров, какие, например, встречаются в ПВХ. Тем не менее, достигаются указанные вначале высокие характеристики износостойкости, гибкость, простота и экономичность в изготовлении, оптические и тактильные свойства изделия, так что настоящее изобретение представляет по меньшей мере равноценную замену для ПВХ-пленок - без проявления связанных с этим недостатков.
Промежуточный адгезионный слой С включает один или несколько модифицированных синтетических материалов для усиления сцепления. Согласно изобретению, один или несколько модифицированный(-ных) синтетический(-ких) материал(-лов) для адгезивного связывания благоприятным образом может(-гут) включать предпочтительно один или несколько модифицированный(-ных) ангидридом малеиновой кислоты, алкилированным ангидридом малеиновой кислоты и/или карбоновой кислотой полимер(-ры). Модифицированный(-ные) синтетический(-кие) материал(-лы) для адгезивного связывания предпочтительно может/могут включать один или несколько сополимер(-ров) или привитый(-тых) (со)полимер(-ров) из содержащих функциональную группу карбоновой кислоты мономеров, в частности, ангидрида малеиновой кислоты и/или алкилированного ангидридом малеиновой кислоты, с полипропиленом, полиэтиленом (например, LDPE или LLDPE), этиленвинилацетатом (EVA), этиленбутилакрилатом (EBA), этиленэтилакрилатом (EEA), сополимером этилена и акриловой кислоты (EAA), сополимером этилена и метакриловой кислоты (EMAA), модифицированным малеиновой кислотой ацетатом (MAA), и/или полиакрилатным каучуком (ACM).
При этом промежуточный адгезионный слой С может представлять собой однородный слой. В альтернативном варианте, он может включать много, например, два, три или более слоев, которые в каждом случае содержат те же или отличающиеся от вышеуказанных модифицированные синтетические материалы для адгезивного связывания. В некоторых вариантах исполнения чередованием различных усиливающих адгезию модифицированных синтетических материалов достигается лучшее сцепление слоев В и D.
Слоистый композитный материал из слоев А, В и С, и, при необходимости, присоединенных к слою А слоев, формируется соэкструзией при температурах, при которых полимеры расплавляются. Соэкструзия предпочтительно проводится при температурах в диапазоне от 100 до 400°С, в особенности предпочтительно в диапазоне от 200 до 300°С. Следующая стадия тиснения и ламинирования с расплавлением выполняется, пока соэкструдированный слоистый композитный материал находится при температуре выше температуры плавления. Как правило, тиснение и ламинирование с расплавлением производятся при температурах свыше 200°С, в частности, выше 230°С, например, по меньшей мере 250°С, но предпочтительно ниже 280°С или 260°С. Ламинирование с расплавлением предпочтительно выполняется в той же установке по времени и пространственно непосредственно по завершении соэкструзии.
Благодаря соэкструзии избегается одна или несколько дополнительных стадий ламинирования, а также связанные с этим дополнительные затраты на оборудование и применение клеевых материалов и растворителей. Наряду с улучшением экономических показателей способа и сокращением выбросов содержащихся растворителей, соэкструзия к тому же позволяет обеспечить особенно хорошее сцепление слоев друг с другом. Предполагается, что это также обусловливается усиленным взаимным проникновением соседних слоев в процессе экструзии.
Преимущество изобретения состоит в том, что слоистый композитный материал ABCD может быть сформирован практически без растворителей и/или без клея. В идеальном случае, композитный материал не содержит никаких органических растворителей и/или клеевых материалов.
Одновременность тиснения и ламинирования с расплавлением содействует тому, что может достигаться фактическая глубина тиснения на лицевой стороне многослойной композитной пленке, тогда как может полностью или по существу устраняться проблема «сквозного тиснения» на стороне подложки. Благодаря тому, что соэкструдированный слоистый композит А-В-С еще не охлажден, и тиснение практически производится в расплаве, не возникает заметная или только минимальная релаксация после тиснения. Согласно изобретению неожиданно оказалось возможным по существу избегать «сквозного тиснения», и одновременно достигать высокой степени износостойкости и незначительного образования пятен.
Дополнительное преимущество состоит в том, что тиснение является более устойчивым к влияниям температуры, и одновременно тисненая многослойная пленка является термоформуемой, без нарушения тиснения. Это имеет особенно большое значение для применения в качестве 3D-пленки, например, в качестве мебельной пленки или как декоративной пленки для дверей. Без намерения вдаваться в теорию, авторы настоящего изобретения объясняют это тем, что тиснение является объемным и выполняется с минимальными эластичными компонентами или вообще без эластичных компонентов.
К тому же способ является в высокой степени экономичным, так как не требуется дополнительный процесс нагревания для ламинирования. Кроме того, соответствующий изобретению способ обеспечивает надежное соединение между подложкой, несущим декоративный рисунок слоем, полимерным промежуточным слоем и полимерным слоем лицевой стороны, содержащим термопластичный иономер. Напротив, традиционное ламинирование мягкого материала полимерных слоев лицевой стороны несущим декоративный рисунок слоем связано с такими недостатками, как, например, необходимость нанесения клея, применение растворителей, худшее сцепление, дополнительные технологические стадии.
Степень «сквозного тиснения», которая достигается с помощью выбранного тиснильного валика (рисунка, глубины RZ шероховатости гравированного штампа), представляет безразмерный показатель Ip глубины тиснения. Он рассчитывается из отношения глубины тиснения на лицевой стороне к сквозному тиснению на стороне подложки, в каждом случае измеряемому как усредненная глубина RZ шероховатости (стандарт (DIN EN ISO 4287:2010-07), деленному на толщину структурированного декоративного многослойного материала, с умножением на 1000, все значения в мкм:
Ip=Rz(лицевая сторона)×1000/(Rz(сторона подложки)×толщина (декоративного многослойного материала))
То есть, когда декоративный многослойный материал соответствует слоистому композиту A-B-C-D:
IP=Rz (лицевая сторона)×1000/(Rz(сторона подложки)×Dicke (A-B-C-D))
После охлаждения согласно изобретению предпочтительно достигается показатель глубины тиснения по меньшей мере 7,0. Для некоторых вариантов применения показатель глубины тиснения может достигать по меньшей мере 8,0 или по меньшей мере 9,5, или от 10 до 20, предпочтительно по меньшей мере 13, или еще более предпочтительно по меньшей мере 14 или по меньшей мере 16. Показатели глубины тиснения согласно изобретению могут достигать величины до 30 или выше, например, от 7,0 до 30; от 8,0 до 30; от 6,0 до 20; от 9,5 до 30; от 9,5 до 20; от 10 до 30; или особенно предпочтительно от 13 или 16 до 30.
Еще яснее проявляется разница между тиснеными декоративными пленками согласно изобретению и традиционно тиснеными декоративными пленками, когда указанный показатель Ip глубины тиснения умножается на данное в каждом случае соотношение величин шероховатости, и тем самым учитывается точность воспроизведения объемного вытисненного рисунка. Соответствующее значение IP*RZ(пленка)/RZ(валик) далее обозначается как «модифицированный показатель глубины тиснения».
Преимущество высокого показателя глубины тиснения и, соответственно, модифицированного показателя глубины тиснения, состоит в том, что на лицевой стороне может быть выполнена теплая, мягкая, гасящая шум шагов объемная структура, которая, например, реалистично создает тактильное и оптически-эстетичное впечатление, копирующее грубую древесину, грубый природный камень или кожу, в то время как поверхность слоя на стороне подложки может выдерживаться настолько гладкой и ровной, насколько возможно. Благодаря этому облегчается соединение с подложкой Е. Например, сводится к минимуму необходимое количество клея для связывания с подложкой Е. Дополнительно настоящее изобретение впервые представляет в распоряжение структурированные пленки без дополнительной защиты лицевой стороны слоем(-ями) лака или смолы, которые тем не менее пригодны для удовлетворения требований к износостойкости, химической устойчивости, стойкости к царапанию, незначительной склонности к образованию пятен, высокой вязкости, хорошим характеристикам упругого последействия. Соответствующая изобретению многослойная композитная пленка благоприятным образом не содержит ПВХ и/или меламиновую смолу.
Несущий декоративный рисунок слой в одном варианте исполнения согласно изобретению может включать пропечатанную бумагу и/или пропечатанную пленку синтетического материала. При этом синтетическая пленка может быть моноаксиально или биаксиально растянутой. В одном предпочтительном варианте исполнения несущий декоративный рисунок слой включает пропитанную синтетическим материалом или запрессованную в синтетический материал бумагу. В другом предпочтительном варианте исполнения несущий декоративный рисунок слой не содержит бумагу. Вследствие повышенного блеска согласно изобретению может быть особенно предпочтительным печать на фольге. Особенно предпочтительны соответствующие изобретению печатные краски на основе казеина (казеиновые краски) и/или основанные на полиуретане краски. Декор может быть бесцветным, белым, одноцветным или также окрашенным по-другому. Предпочтительна краска для декора, копирующая натуральный цвет имитируемой поверхности, например, древесины, природного камня или кожи.
В одном варианте исполнения несущий декоративный рисунок слой D имеет грунтовку.
В некоторых случаях может быть целесообразным нанесение грунтовки на несущий декоративный рисунок слой, например, с помощью каландра. Благодаря этому может быть улучшено связывание со слоистым композитом А-В-С, например, предпочтительно в случае применения казеиновых печатных красок. Изобретению равным образом относится к соответствующим изобретению слоистым композитным материалам, в которых несущий декоративный рисунок слой на стороне подложки не имеет грунтовку.
Соответствующие изобретению вытисненные рисунки по глубине тиснения и сюжету в принципе не являются ограниченными, однако максимальная глубина тиснения задается толщиной слоя. При этом сюжеты могут представлять собой имитации природных материалов, таких как древесина, камень, кожа, текстиль, структура штукатурки, или быть всяким сюжетом, который может быть представлен на бесконечном валике. Соответствующий изобретению способ при этом благодаря высокой степени вдавливания позволяет обеспечить по возможности большое соответствие и точность воспроизведения вытисненной поверхности природному образцу. В особенно предпочтительном варианте вытисненный согласно изобретению рисунок может быть синхронизирован с пропечатанным рисунком так, что, например, при имитации дерева текстура по тактильному ощущению согласуется с оптическим восприятием. Исполнение данного в каждом случае рисунка в виде бесконечного и беспрерывного повторения еще больше усиливает впечатление природной идентичности. Поэтому в одном предпочтительном варианте осуществления изобретения вытисненный профиль или рисунок синхронизирован с декором.
В одном варианте осуществления изобретения несущий декоративный рисунок слой D содержит экструдируемый термопластичный полимер, выбранный из группы, состоящей из полиэтиленов, полипропиленов и полибутиленов, полистирола, полиамида, сложных полиэфиров, таких как полиэтилентерефталат (PET), а также их смесей. Преимуществом таких содержащих синтетическую пленку несущих декоративный рисунок слоев являются их хорошая пригодность к печати, хорошая обрабатываемость, их водостойкость, а также их химическая устойчивость.
Не обязательно, но как правило, функциональный слой А имеет толщину в диапазоне от 1 до 200 мкм, предпочтительно от 5 до 100 мкм, в частности, от 20 до 80 мкм, в особенности предпочтительно от 40 до 60 мкм. Полимерный промежуточный слой В не обязательно, но как правило, имеет толщину в диапазоне от 10 до 500 мкм, предпочтительно от 40 до 300 мкм, в частности, от 100 до 280 мкм, в особенности предпочтительно от 200 до 250 мкм. Не обязательно, но как правило, промежуточный адгезионный слой С имеет толщину в диапазоне от 1 до 100 мкм, предпочтительно от 5 до 30 мкм, в частности, от 10 до 25 мкм, в особенности предпочтительно около 20 мкм. Не обязательно, но как правило, несущий декоративный рисунок слой D на стороне подложки имеет толщину в диапазоне от 10 до 500 мкм, предпочтительно от 50 до 150 мкм, в частности, от 100 до 140 мкм, например, около 120 мкм. Все данные в отношении толщин слоев в вытисненных областях относятся к среднему арифметическому значению и, соответственно, к толщинам слоев без тиснения.
Предпочтительно, чтобы промежуточный слой В был более толстым, в частности, по меньшей мере на 50, в особенности предпочтительно по меньшей мере на 100, или наиболее предпочтительно по меньшей мере на 150, или по меньшей мере 200 мкм толще, чем функциональный слой А.
Кроме того, декоративный многослойный материал согласно настоящему изобретению предпочтительно формируется так, что он включает по меньшей мере следующие друг с другом, прочно соединенные между собой слои F-A-B-C-D, причем слой F подразумевает один или несколько прочно соединенных друг с другом слоев. Слой F может быть соединен со слоем А непосредственно, через адгезионный или клеевой слой, путем ламинирования или с помощью механических соединительных элементов. Слой F или два, или более слоев, которые здесь обобщенно обозначаются как «F», предпочтительно соединяется со слоями А, В и С путем соэкструзии в одном рабочем проходе. При этом слой F и, соответственно, слои F, например, могут в совокупности иметь толщину от 1 до 200 мкм, предпочтительно от 10 до 100 мкм. Каждый отдельный из слоев F предпочтительно может иметь толщину от 1 до 40 мкм, наиболее предпочтительно от 10 до 20 мкм. Безразмерный показатель Ip глубины тиснения в этом случае определяет дополнительный слой F следующим образом (все значения в мкм):
IP=RZ (лицевая сторона)×1000/(RZ(сторона подложки)×толщина (F-A-B-C-D))
и составляет по меньшей мере 7,0. Для некоторых вариантов применения может достигаться показатель глубины тиснения по меньшей мере 8,0 или по меньшей мере 9,5, или от 10 до 20, предпочтительно по меньшей мере 13, или еще более предпочтительно по меньшей мере 14 или по меньшей мере 16. Согласно изобретению, могут достигаться показатели глубины тиснения до 30 или выше, например, от 6,0 до 30; от 8,0 до 30; от 6,0 до 20; от 9,5 до 30; от 9,5 до 20; от 10 до 30; или особенно предпочтительно от 13 или 16 до 30.
При этом слой F предпочтительно может включать один или несколько следующих слоев: дополнительный(-ные) слой(слои) иономера, покровный слой, УФ-защитный слой, лаковый слой, предотвращающий образование пятен слой, влагозащитный слой, слой для механической защиты, антистатический слой, предотвращающий сползание слой, или слой (термо)клея, причем каждый из слоев F может исполнять одну или несколько указанных функций и соответственно этому иметь функциональные добавки. Слой F и, соответственно, слои F может/могут быть прозрачными и/или иметь профилированную поверхность. Особенно предпочтителен согласно изобретению по меньшей мере один содержащий иономер слой F, который предпочтительно содержит от 60 до 100 вес.% иономера, по обстоятельствам к тому же наполнители. В частности, слой F может содержать 80-98 или от 90 до 95, однако наиболее предпочтительно по меньшей мере 97 вес.% иономера, по обстоятельствам к тому же наполнители. В идеале могут содержаться 100 вес.% иономера.
Иономеры для слоя F предпочтительно могут быть выбраны независимо друг от друга из тех же полимеров, как для функционального слоя А и полимерного промежуточного слоя В. Для применения в слое особенно благоприятными иономерами являются иономерные компаунды, например, смеси иономера(-ов) с полиамидом(-ами), или иономеры, которые имеют плотность (согласно стандарту DIN EN ISO 1183-1:2013-04) в диапазоне от 0,8 до 1,2 г/см3, в частности, от 0,9 до 1,0 г/см3, наиболее предпочтительно от около 0,94 до 0,96 г/см3. Предпочтительными являются иономеры, которые имеют индекс расплава (показатель текучести расплава, MFI, при температуре 190°С и нагрузке 2,16 кг, согласно стандарту DIN EN ISO 1183-1:2013-04) в диапазоне от 0,4 до 7,0 г/10 минут, в частности, от 0,5 до 5,7 г/10 минут, наиболее предпочтительно от 0,6 до 0,9 г/10 минут, или также от 5,3 до 5,6 г/10 минут. Температура плавления (согласно стандарту DIN EN ISO 3146:2002-06) используемого иономера предпочтительно находится в диапазоне от 85 до 98°C, в частности, от 88 до 97°С, наиболее предпочтительно от 89 до 92°С, или также от 94 до 96°С. Температура размягчения (температура размягчения по Вика, согласно стандарту DIN EN ISO 306:2012-01) используемого иономера предпочтительно находится в диапазоне от 60 до 70°С, в частности, от 62 до 68°С, наиболее предпочтительно при около 65°С. Например, согласно изобретению применяется иономер Surlyn или смесь иономеров Surlyn. Является благоприятным, когда полимер или смесь полимеров являются прозрачными или полупрозрачными. В смысле изобретения предпочтительно, когда декор несущего декоративный рисунок слоя D виден сквозь слои F, А, В и С.
При этом иономер или иономеры слоя F могут быть идентичны одному или нескольким иономерам слоев А и/или В, или отличаться от них. Предпочтительной является идентичность всех или части применяемых иономеров в сопряженных в каждом случае слоях F и А и/или А и В, в особенности также в слоях F, А и В.
В одном особенно предпочтительном варианте осуществления изобретения декоративный многослойный материал включает по меньшей мере следующие друг за другом, прочно соединенные между собой слои F-А-В-С-D, причем слой F подразумевает один или несколько прочно соединенных друг с другом слоев, содержит от 60 до 100 вес.% термопластичного экструдируемого иономера, при необходимости к тому же наполнители, и тем самым функциональный слой А содержит от 5 до 40 вес.% одного или нескольких немигрирующих антистатиков. Функциональный слой А предпочтительно состоит из иономера, соответственно, из смеси иономеров, и одного или нескольких антистатиков, в частности, одного или нескольких немигрирующих антистатиков. Декоративный многослойный материал предпочтительно в этом варианте исполнения не содержит лаковый слой.
А именно, тогда как традиционно желательная антистатическая функция достигается применением антистатика в самом наружном термопластичном слое лицевой стороны, согласно изобретению антистатики вводятся в функциональный слой А под вышележащим, содержащим термопластичные иономеры или сугубо термопластичным и не содержащим антистатики иономерным слоем F. Предпочтительная толщина покрытия слоя F на лицевой стороне варьирует в диапазоне от 10 до 100 мкм, в частности, от 20 до 80 мкм, или еще более предпочтительно от 30 до 50 мкм. Подверженность износу традиционных антистатических декоративных многослойных материалов, которые без защитного дополнительного лакового слоя при использовании скоро утрачивают свой антистатический эффект, тем самым согласно изобретению может быть неожиданно преодолена даже без применения лакового слоя, без того, чтобы при этом должна была ухудшиться эффективность антистатического эффекта, и/или характеристики противодействия образованию пятен или износостойкости. Поэтому согласно изобретению предпочтительно, чтобы дополнительный слой F представлял собой самый верхний слой на лицевой стороне, не содержал лаковый слой и никакое состоящее из отверждаемых и, соответственно, сшиваемых или сшитых мономеров покрытие, и наиболее предпочтительно состоял из единственного термопластичного иономерного слоя, который по обстоятельствам содержит от 1 до 10 вес.% наполнителей.
Этим путем, то есть, благодаря отсутствию, в частности, антистатиков в самом верхнем слое F на лицевой стороне, к тому же обеспечивается то, что поверхностная микроструктура иономера остается настолько плотной и регулярной, насколько возможно, и даже при механическом воздействии еще достигаются оптимальные характеристики противодействия образованию пятен.
В одном наиболее предпочтительном варианте осуществления изобретения декоративный многослойный материал имеет слоистую структуру F-А-В-С-D, причем функциональный слой А, наряду с иономером, соответственно, смесью иономеров, содержит немигрирующие (постоянные) антистатики, в частности, в количестве от 10 до 30 вес.%, дополнительный слой F на лицевой стороне представляет самый верхний слой и содержит от 90 вес.% до 100 вес.% одного или нескольких иономеров и, по обстоятельствам, до 10 вес.% наполнителей, в частности, от 95 до 100 вес.% иономеров и при необходимости от 3 до 5 вес.% наполнителей. Под наиболее предпочтительными антистатиками подразумеваются сложные полиэфиры, полиамиды или термопластичные сополимерные полиамиды, например, такие как простой полиэфирамид. Как уже разъяснялось, соответствующий изобретение декоративный многослойный материал предпочтительно не содержит лакирование или покрытие. Этим путем может быть обеспечено, что слои F и А, как и слои В и С, являются полностью или почти полностью прозрачными и нейтральными по цвету, и тем самым обзорность несущего декоративный рисунок слоя остается свободной и ясной. Например, это оказывается невозможным при применении обычных постоянных антистатиков, таких как графит, антрацит, металлические частицы, сажа, технический углерод, проводящие наночастицы, или также проводящие волокна, например, углеродные волокна или плетеные изделия и их композиты. Кроме того, выбор совместимых между собой непосредственно следующих друг за другом слоев F-А-В-С обеспечивает возможность соэкструзии согласно соответствующему изобретению способу и оптимальное сцепление при минимальном применении промоторов адгезии, и без введения клеевых материалов со связанными с этим недостатками. Кроме того, согласно изобретению можно отказаться от введения добавок с антистатическим действием в несущий декоративный рисунок слой D. Благодаря этому могут быть достигнуты высокое качество печати и изображений, и по обстоятельствам избегнуты возникающие недостатки в сцеплении несущего декоративный рисунок слоя с примыкающими слоями С или Е.
Декоративный многослойный материал согласно настоящему изобретению может быть использован и идеально подходит, например, в качестве настила пола или для изготовления материала для покрытий пола, настила пола, в качестве стеновых и потолочных панелей или для изготовления стеновых и потолочных панелей, в качестве мебельной пленки, пленки для дверей, 3D-пленки, в особенности для изготовления фанерных или древесностружечных плит, и/или в качестве пленки с графическим изображением, в частности, печатной пленки.
Поэтому изобретение относится также к настилу пола, материалу для покрытия полов, стеновым и потолочным панелям, мебельной пленке, пленке для дверей, 3D-пленке, фанерным или древесностружечным плитам и пленке с графическим изображением, в частности, печатной пленке, включающим соответствующий изобретению декоративный многослойный материал. Слоистые изделия согласно настоящему изобретению, включающие соответствующий изобретению декоративный многослойный материал, в частности, структурированный декоративный многослойный материал, представляют собой, в частности, материал для покрытий пола, мебельную пленку или 3D-пленку.
При этом соответствующий изобретению материал для покрытий пола предпочтительно имеет дополнительный, примыкающий к слою D подслой Е, который непосредственно соединен со слоем D адгезивным или клеевым слоем, путем ламинирования или с помощью механических соединительных элементов. Подслой Е в рамках настоящего изобретения не рассматривается как компонент декоративного многослойного материала.
При этом подслой Е предпочтительно включает следующие слои: предотвращающий сползание слой, теплоизолирующий слой, звукоизоляционный, в частности, гасящий шум шагов слой, теплопроводный слой, клеевой слой, фанерный или древесностружечный слой, слой древесно-полимерного композита (WPC), слой армированного волокнами бетона.
Слои А, В, С, D, E и F согласно изобретению могут не содержать функциональные добавки, действующие вещества и/или пигменты, причем альтернативно или дополнительно слои В, С, D, E и F также не содержат наполнители. С другой стороны, в дополнительном варианте осуществления изобретения один или несколько из этих слоев, например, слои D и/или Е, или слои D и/или в особенности В, имеют функциональные добавки, наполнители, действующие вещества и, соответственно, пигменты, в количестве, независимо друг от друга, в каждом случае от 1 до 25 вес.%, предпочтительно от 2 до 20 вес.% или от 3 до 10 вес.%, причем, разумеется, общее содержание функциональных добавок, наполнителей, действующих веществ и, соответственно, пигментов относительно полимерного материала не превышает 25 вес.%, предпочтительно 20 вес.%, в частности, 10 вес.% для каждого слоя. В одном варианте исполнения слоистый композит А-В-С-D или в особенности слой D не содержит неорганические наполнители, действующие вещества и/или органические или неорганические пигменты. В другом варианте исполнения именно присутствие таких пигментов или наполнителей в одном или нескольких слоях А-В-С-D, особенно в слое А, может обеспечивать особенные эффекты.
Как описано выше, изобретение равным образом относится к способу изготовления соответствующего изобретению декоративного многослойного материала, отличающемуся тем, что в первой стадии проводится соэкструзия слоистого композита из слоев А-В-С, при необходимости F-А-В-С, и этот слоистый композитный материал во второй стадии при температуре выше температуры плавления слоистого композитного материала подвергается ламинированию с расплавлением несущим декоративный рисунок слоем. Как описано выше, слой F здесь может толковаться как один или несколько из описанных дополнительных слоев F. Одновременно в той же стадии во время ламинирования с расплавлением декоративного многослойного материала на лицевой стороне предпочтительно производится тиснение одного или нескольких объемных рисунков, причем температура слоистого композитного материала между первой и второй технологическими стадиями не опускается ниже температуры плавления слоистого композитного материала А-В-С, соответственно F-А-В-С. Этим путем получается соответствующий изобретению структурированный декоративный многослойный материал.
При этом вторая технологическая стадия предпочтительно проводится при температуре 250-300°С. Как уже разъяснялось, соответствующий изобретению способ предпочтительно выполняется в непрерывном режиме. Тиснение на лицевой стороне предпочтительно синхронизируется с напечатанным декором несущего декоративный рисунок слоя.
При этом соэкструзия проводится в непрерывном режиме при привычных для специалиста условиях. В особенности предпочтительные свойства соответствующих изобретению многослойных композитных пленок могут быть достигнуты тем, что сами по себе известные технологические стадии ламинирования с расплавлением и тиснения в предпочтительном варианте осуществления изобретения проводятся одновременно и без повторного процесса нагревания в непрерывном режиме.
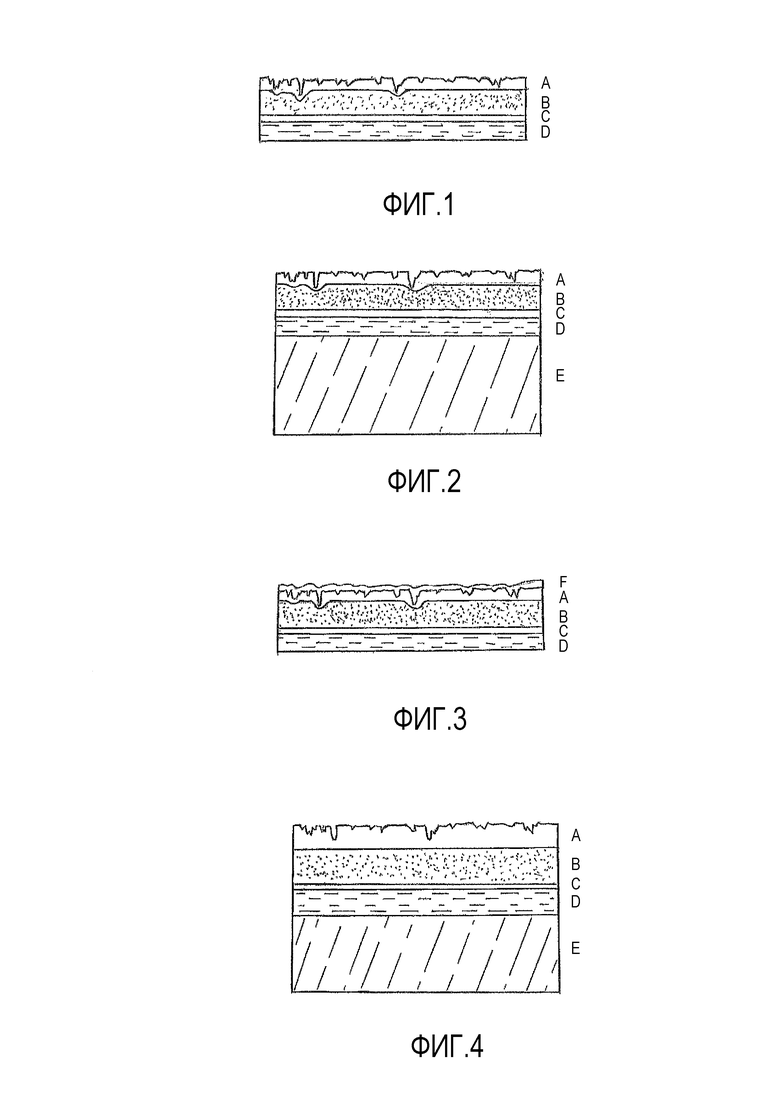
Фиг. 1 показывает в разрезе декоративный многослойный материал в одном варианте осуществления изобретения со слоистой структурой А-В-С-D. Слои в этом примере выполнены из:
слой А (50 мкм) из 93 вес.% иономера Surlyn и 7 вес.% кремниевой кислоты в качестве наполнителя
слой В (230 мкм) из 80 вес.% иономера Surlyn и 20 вес.% металлоценового полиэтилена (металлоценового PE)
слой С (20 мкм) модифицированного ангидридом малеиновой кислоты полиэтилена в качестве модифицированного синтетического материала для адгезивного связывания;
слой D (300 мкм) пропечатанной казеиновой краской и покрытой грунтовкой (10 мкм) бумаги или синтетической пленки.
Фиг. 2 показывает в разрезе декоративный многослойный материал в дополнительном варианте исполнения, например, в качестве материала для покрытий пола, со слоистой структурой А-В-С-D-Е. Слои в этом примере выполнены из:
слой А (50 мкм) из 94 вес.% иономера Surlyn и 6 вес.% кремниевой кислоты в качестве наполнителя
слой В (230 мкм) из 87 вес.% иономера Surlyn и 13 вес.% металлоценового полиэтилена
слой С (20 мкм) модифицированного ангидридом малеиновой кислоты полиэтилена в качестве модифицированного синтетического материала для адгезивного связывания;
слой D (300 мкм) пропечатанный казеиновой краской и покрытой грунтовкой (10 мкм) бумаги или синтетической пленки.
Слой Е (2000 мкм) WPC.
Фиг. 3 показывает в разрезе соответствующий изобретению декоративный многослойный материал в дополнительном варианте исполнения, например, в качестве мебельной пленки, со слоистой структурой F-А-В-С-D. Слои в этом примере выполнены из:
слой F (50 мкм) лака
слой А (80 мкм) из 100 вес.% экструдируемого иономера
слой В (150 мкм) из 91 вес.% такого же иономера, как в слое А, и 9 вес.% металлоценового полиэтилена
слой С (5 мкм) модифицированного ангидридом малеиновой кислоты полиэтилена в качестве модифицированного синтетического материала для адгезивного связывания;
слой D (100 мкм) пропечатанного казеиновой краской и покрытого грунтовкой (10 мкм) PET.
В порядке вариации в слое D вместе PET был использован BOPP (биаксиально ориентированный полипропилен).
Фиг. 4 показывает в разрезе соответствующий изобретению декоративный многослойный материал в дополнительном варианте исполнения, например, в качестве мебельной пленки, со слоистой структурой А-В-С-D-Е. Слои в этом примере выполнены из:
слой А (80 мкм) из 100 вес.% иономера Surlyn
слой В (120 мкм) из 95 вес.% такого же иономера Surlyn, как в слое А, и 5 вес.% металлоценового полиэтилена;
слой С (10 мкм) модифицированного ангидридом малеиновой кислоты полиэтилена в качестве модифицированного синтетического материала для адгезивного связывания;
слой D (90 мкм) пропечатанного казеиновой краской и покрытого грунтовкой (10 мкм) бумаги;
слой Е (1500 мкм) в виде слоя фанеры, древесины.
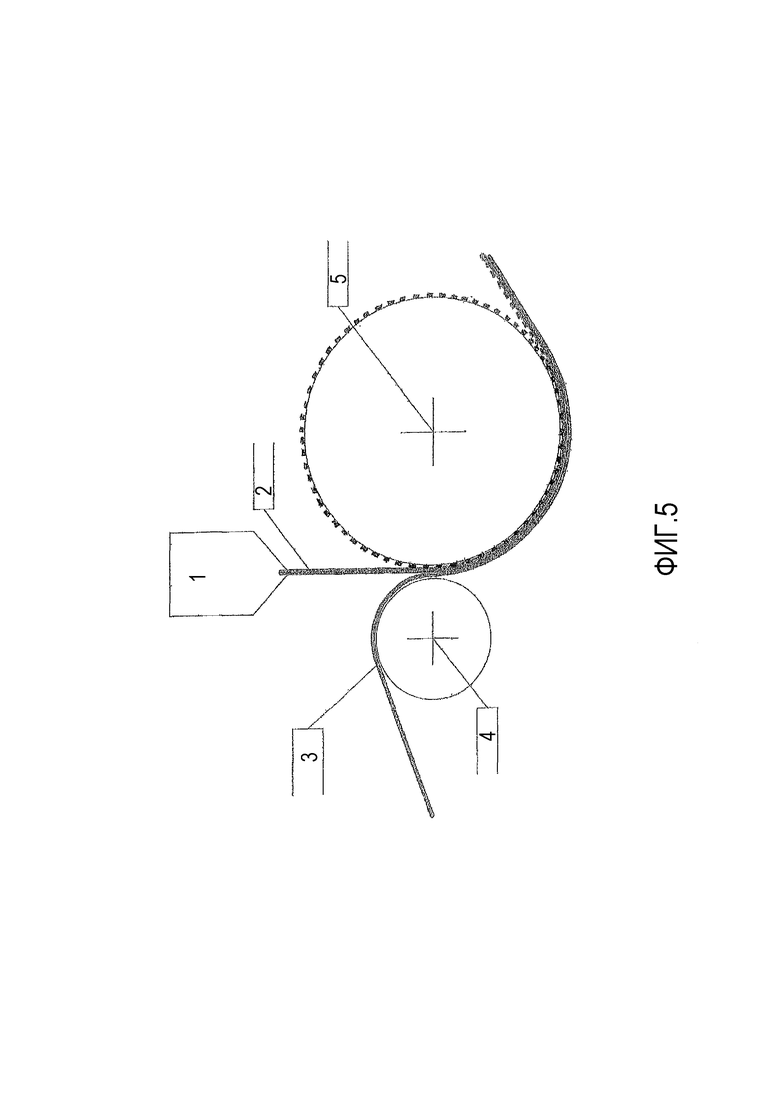
Фиг. 5 показывает схематическую и типичную конфигурацию соответствующего изобретению способа. При этом из сопла (1) соэкструдируется композит из, например, содержащего наполнители состоящего из иономера слоя А, содержащего иономер и содержащего полиэтилен полимерного промежуточного слоя В и (на стороне подложки) промежуточного адгезионного слоя С в виде расплава (2) при температуре от 200 до 280°С, и непосредственно к нему при той же температуре со стороны подложки присоединяется пропечатанный бумажный слой D (3), который пропускается через валик (4), например, резиновый валик. Слой D и слоистый композит А-В-С одновременно и непосредственно после объединения при температурах, например, в диапазоне от 150 до 300°С, подвергаются ламинированию с расплавлением между тиснильным валиком (5) и валиком (4), и в этом варианте исполнения одновременно получают тиснение на лицевой стороне.
Примеры:
Пример 1
Структурированный декоративный многослойный материал со следующей последовательностью слоев был изготовлен соответствующим изобретению способом. Соэкструзия слоев А, В и С при этом проводилась при температуре 250°С, ламинирование с расплавлением полипропиленовым слоем D (с пропечатанным казеиновой краской рисунком древесных волокон и снабженным грунтовкой) выполнялось непосредственно после этого, еще при температуре 230°С и линейной нагрузке 14,5 кН/м (145 Н/см). При этом на лицевой стороне проводилось тиснение с образованием объемного рисунка древесной текстуры (глубина RZ шероховатости гравированной поверхности тиснильного валика составляла 120 мкм), и тем самым был получен соответствующий изобретению структурированный декоративный многослойный материал.
Слой А (50 мкм) из 95 вес.% иономера (Surlyn® 1706 от фирмы Dupont), 5 вес.% кремниевой кислоты с размером зерен 2-50 мкм (95%);
слой B (230 мкм) из 85 вес.% иономера (Surlyn® 1706 от фирмы Dupont) и 15 вес.% металлоценового полиэтилена
слой C (20 мкм) модифицированного ангидридом малеиновой кислоты полиэтилена в качестве модифицированного синтетического материала для адгезивного связывания;
слой D (120 мкм, в том числе максимально 10 мкм грунтовки) пропечатанной казеиновой краской и покрытой грунтовкой полипропиленовой пленки.
Таблица 1 перечисляет некоторые параметры для охарактеризования многослойных композитных пленок Примера 1 и Сравнительного Примера 2.
Толщина слоев и, соответственно, декоративного многослойного материала или слоистого композита в Примерах регулировалась и контролировалась как арифметическое среднее значение привычным в технологии способом регулирования пропускной способности экструдера.
Сравнительный Пример 2
Структурированный декоративный многослойный материал со следующей последовательностью слоев был изготовлен аналогично Примеру 1. В отличие от Примера 1, промежуточный слой В не содержал полиолефин.
Слой А (50 мкм) из 95 вес.% иономера (Surlyn® 1706 от фирмы Dupont), 5 вес.% кремниевой кислоты с размером зерен 2-50 мкм (95%);
слой B (230 мкм) из 100 вес.% иономера (Surlyn® 1706 от фирмы Dupont)
слой C (20 мкм) модифицированного ангидридом малеиновой кислоты полиэтилена в качестве модифицированного синтетического материала для адгезивного связывания;
слой D (120 мкм, в том числе максимально 10 мкм грунтовки) пропечатанной казеиновой краской и покрытой грунтовкой полипропиленовой пленки.
Слоистые композитные пленки Примера 1 и Сравнительного Примера 2 были ламинированы с древесностружечной плитой/термоплавким клеем и испытаны на стойкость к царапанию (стандарт DIN 438-2), стойкость к истиранию, износостойкость (стандарт DIN EN 13329), а также на нечувствительность к загрязнению (стандарт DIN 438-2).
Степень износа согласно стандарту DIN 13329:2013/12 измерялась по SH4/с чередованием после каждых 200 оборотов.
Таблица 1 Сравнение между Примером 1 и Сравнительным Примером 2
Таблица 1:
(DIN EN ISO 527-3/1B/200) Усредненная глубина RZ шероховатости была определена с использованием прибора MAHR Perthometer.
Пример 3
В Примере 3 при температуре 250°С была соэкструдирована такая же последовательность АВС слоев, как в Примере 1, и сразу же подвергнута ламинированию с расплавлением, еще при 230°С и линейной нагрузке 14,5 кН/м (145 Н/см), таким же полипропиленовым слоем D (с пропечатанным казеиновой краской рисунком древесных волокон и снабженным грунтовкой), с использованием гладкого валика. Полученный декоративный многослойный материал был охлажден до комнатной температуры и опять нагрет в последующей стадии до 125°С, и при этой температуре с использованием такого же тиснильного валика, как в Примере 1, с такой же линейной нагрузкой, было проведено тиснение объемного рисунка древесных волокон, чтобы получить структурированный декоративный многослойный материал.
После охлаждения был определен показатель Ip глубины тиснения. Для этого были измерены данные в каждом случае величины шероховатости соответствующего изобретению Примера 1 с ламинированием с расплавлением и вытисненного позднее Примера 3 на пяти в каждом случае согласованных друг с другом местах вытисненного оттиска. Уже перед выдерживанием при температуре возникли явные различия в шероховатости, и измеримые по показателю Ip глубины тиснения (Таблица 2).
Структурированные декоративные многослойные материалы после этого были помещены в нагревательную печь при 135°С в течение 30 минут, и затем подвергнуты оптической экспертизе, и вновь был измерен показатель глубины тиснения. В то время как для полученного ламинированием с расплавлением образца (Пример 1) вытисненная структура еще была заметной, в подвергнутом более позднему тиснению образце тиснение уже более не различалось. Опять же, для определения показателя Ip глубины тиснения была измерена шероховатость на пяти в каждом случае согласованных друг с другом местах вытисненного оттиска (Таблица 2).
Слоистые композитные пленки были ламинированы с древесностружечной плитой/термоплавким клеем и испытаны. Соответствующие изобретению слоистые композиты показали результаты от хороших до очень хороших также везде в отношении стойкости к царапанию (стандарт DIN 438-2), стойкости к истиранию, а также нечувствительности к загрязнению (стандарт DIN 438-2).
Таблица 2:
Пример 4:
Были соотнесены глубины RZ шероховатости декоративных пленок с конфигурацией слоев Примеров 1 и 3, которые, с одной стороны, были получены одинаковыми тиснильными валиками тиснением расплава аналогично соответствующему изобретению Примеру 1, или аналогично Примеру 3 с более поздним тиснением, с глубинами RZ шероховатости использованных тиснильных валиков с рисунком древесных волокон (Древесина) и, соответственно, текстурой кожи (Кожа). Таблица 3 приводит полученные соотношения величин шероховатости. При более позднем тиснении всегда достигалось значение менее 75%, тогда как при тиснении расплава достигалось значение свыше 80%.
Таблица 3:
Изобретение относится к декоративному многослойному материалу, в частности к структурированному декоративному многослойному материалу, включающему следующие непосредственно размещенные друг за другом, прочно соединенные между собой слои A-B-C-D: А: функциональный слой лицевой стороны, включающий один или несколько иономеров и, необязательно, один или несколько диспергированных в слое наполнителей и/или функциональных добавок; В: полимерный промежуточный слой, включающий смесь от 5 до 95 вес.% экструдируемого иономера, экструдируемой смеси иономеров или экструдируемого иономерного компаунда, и от 95 до 5 вес.% полиолефина; С: промежуточный адгезионный слой, включающий один или несколько модифицированных синтетических материалов для адгезивного связывания; D: несущий декоративный рисунок слой на стороне подложки, согласно изобретению слоистый композитный материал из слоев А, В и С соэкструдируется и при температуре выше температуры плавления слоистого композитного материала подвергается ламинированию с расплавлением с несущим декоративный рисунок слоем на стороне подложки. Кроме того, изобретение относится к применению соответствующего изобретению декоративного многослойного материала в качестве настила пола, облицовки стен или мебельной пленки, к таким настилам пола, облицовкам стен, мебельным пленкам, а также к способу изготовления соответствующего изобретению декоративного многослойного материала. 5 н. и 9 з.п. ф-лы, 5 ил., 3 табл.
1. Декоративный многослойный материал, включающий по меньшей мере следующие непосредственно размещенные друг за другом, прочно соединенные между собой слои A-B-C-D:
А: функциональный слой лицевой стороны, включающий один или несколько иономеров и, необязательно, один или несколько диспергированных в слое наполнителей и/или функциональных добавок;
В: полимерный промежуточный слой, включающий смесь от 5 до 95 вес.% экструдируемого иономера, экструдируемой смеси иономеров или экструдируемого иономерного компаунда, и от 95 до 5 вес.% полиолефина;
С: промежуточный адгезионный слой, включающий один или несколько модифицированных синтетических материалов для адгезивного связывания;
D: несущий декоративный рисунок слой на стороне подложки;
отличающийся тем, что слоистый композитный материал из слоев А, В и С соэкструдируется и при температуре выше температуры плавления слоистого композитного материала подвергается ламинированию с расплавлением несущим декоративный рисунок слоем на стороне подложки.
2. Декоративный многослойный материал по п. 1, отличающийся тем, что во время ламинирования с расплавлением одновременно в той же стадии декоративный многослойный материал подвергается объемному тиснению на лицевой стороне одним или несколькими рисунками.
3. Декоративный многослойный материал по п. 1 или 2, отличающийся тем, что он не содержит ПВХ и/или меламиновую смолу.
4. Декоративный многослойный материал по одному из пп. 1-3, отличающийся тем, что функциональный слой А и промежуточный слой В включают одинаковый иономер или смесь иономеров.
5. Декоративный многослойный материал по одному из пп. 1-4, отличающийся тем, что полиолефин полимерного промежуточного слоя В выбран из полиэтилена и полипропилена, а также из их смесей.
6. Декоративный многослойный материал по одному из пп. 1-5, отличающийся тем, что модифицированный(-ные) синтетический(-кие) материал(-лы) для адгезивного связывания включает/включают один или несколько модифицированный(-ных) ангидридом малеиновой кислоты и/или карбоновой кислотой полимер(-ры), в частности один или несколько сополимер(-ров) или привитые (со)полимеры содержащих функциональную группу карбоновой кислоты мономеров, в частности ангидрида малеиновой кислоты и/или алкилированного ангидрида малеиновой кислоты, с полипропиленом, полиэтиленом, этиленвинилацетатом (EVA), этиленбутилакрилатом (EBA), сополимером этилена и акриловой кислоты (EAA), сополимером этилена и метакриловой кислоты (EMAA), модифицированным малеиновой кислотой ацетатом (MAH), и/или полиакрилатным каучуком (ACM).
7. Декоративный многослойный материал по одному из пп. 1-6, отличающийся тем, что несущий декоративный рисунок слой D содержит экструдируемый термопластичный полимер, выбранный из группы, состоящей из полиэтиленов, полипропиленов и полибутиленов, полистирола, полиамида, сложных полиэфиров, а также их смесей.
8. Декоративный многослойный материал по одному из пп. 1-7, отличающийся тем, что функциональный слой А имеет толщину в диапазоне от 1 до 200 мкм, предпочтительно от 5 до 100 мкм; и/или
полимерный промежуточный слой В имеет толщину в диапазоне от 10 до 500 мкм, предпочтительно от 40 до 300 мкм, в частности от 100 до 280 мкм; и/или
промежуточный адгезионный слой С имеет толщину в диапазоне от 1 до 100 мкм, предпочтительно от 5 до 30 мкм, в частности от 10 до 25 мкм; и/или
несущий декоративный рисунок слой D на стороне подложки имеет толщину от 10 до 500 мкм, предпочтительно от 50 до 150 мкм.
9. Применение декоративного многослойного материала по одному из пп. 1-8 в качестве настила пола или при изготовлении настила пола, в качестве стеновых или потолочных панелей или при изготовлении стеновых или потолочных панелей, в качестве мебельной пленки, в частности, при изготовлении фанерных или древесностружечных плит, в качестве 3D-пленки, в частности, при изготовлении дверей и мебели, и/или в качестве пленки с графическим изображением, в частности печатной пленки.
10. Слоистое изделие, включающее декоративный многослойный материал по одному из пп. 1-8, в качестве материала для покрытия полов, мебельной пленки или 3D-пленки.
11. Материал для покрытия полов по п. 10, отличающийся тем, что он имеет по меньшей мере один дополнительный, примыкающий к слою D подслой Е, который непосредственно соединен со слоем D адгезивным или клеевым слоем, путем ламинирования или с помощью механических соединительных элементов, причем подслой Е предпочтительно включает следующие слои: предотвращающий сползание слой, теплоизолирующий слой, звукоизоляционный, в частности, гасящий шум шагов слой, теплопроводный слой, клеевой слой, фанерный или древесностружечный слой, слой древесно-полимерного композита (WPC), слой армированного волокнами бетона.
12. Способ изготовления декоративного многослойного материала по одному из пп. 1-8, отличающийся тем, что в первой стадии слоистый композитный материал соэкструдируют по меньшей мере из слоев А, В и С и этот слоистый композитный материал во второй стадии при температуре выше температуры плавления слоистого композитного материала подвергают ламинированию с расплавлением несущим декоративный рисунок слоем D.
13. Способ по п. 12, отличающийся тем, что во время ламинирования с расплавлением одновременно в той же стадии производят тиснение декоративного многослойного материала на лицевой стороне с образованием одного или нескольких объемных рисунков, причем температура слоистого композитного материала между первой и второй технологическими стадиями не опускается ниже температуры плавления слоистого композитного материала А-В-С.
14. Способ по п. 13, отличающийся тем, что вторую технологическую стадию проводят при температуре 150-300°С.
| 0 |
|
SU178981A1 | |
| CN 204566850 U, 19.08.2015 | |||
| CN 204566851 U, 19.08.2015 | |||
| EP 1274571 B1, 06.07.2005 | |||
| EP 1274571 B2, 14.03.2012. | |||

