Область техники
Настоящее изобретение относится к производству декоративных панелей с применением струйной технологии.
Уровень техники
В производстве декоративных панелей, например ламината для настила полов, глубокая печать все чаще и чаще заменяется струйной (чернильно-струйной от англ. «inkjet») технологией в целях некоторого снижения стоимости материалов. Глубокая печать перед началом собственно процесса печати требует трудоемких усилий по предварительной наладке. Это приводит к тому, что изготовитель ламината вынужден заказывать в типографии некоторое минимальное количество отпечатанных рулонов отделочной бумаги, если он не готов платить более высокую цену за меньшее количество рулонов отделочной бумаги.
В результате перехода от глубокой печати (14) к струйной печати (15) на фиг. 1 эта трудозатратная подготовка к глубокой печати может быть исключена, вследствие чего изготовитель ламината может заказывать любое желаемое количество рулонов отделочной бумаги. Это дает изготовителю ламината выгоду от снижения себестоимости благодаря уменьшению складских запасов отделочной бумаги и, соответственно, вследствие снижения запасов готового ламината. При этом, если какой-то декоративный узор окажется непопулярным, часть этого запаса пропадет впустую. Было бы очень желательным дальнейшее снижение запасов или даже производство «по требованию» (от англ. Just-In-Time или JIT).
Кроме того, до настоящего времени не используются все возможности струйной печати, поскольку пользователь не может экономически оправданным способом заказать индивидуализированный ламинат для настила пола из-за сложности производственного процесса изготовления декоративных панелей.
Один подход к решению вышеуказанных проблем рассматривается в EP 2865527 A (AGFA GRAPHICS), где раскрыт способ получения декоративной поверхности, включающий этапы: a) пропитки бумажной подложки термоотверждающейся смолой; b) напыления на пропитанную термоотверждающейся смолой бумагу декоративного рисунка с применением одной или нескольких красок для струйной печати на водной основе, включающих полимерное латексное связующее; c) высушивания одной или нескольких красок для струйной печати на водной основе; и d) переноса несущей декоративный рисунок термоотверждающейся бумаги на отделочную поверхность с помощью термопресса. Благодаря тому, что сначала выполняется пропитка исходного рулона бумаги и разрезание его на листы, печать желаемого декоративного рисунка может быть отложена до самой последней стадии в производственной цепочке, что приводит к уменьшению складских запасов и облегчению производства персонифицированного ламината для настила пола. Однако было обнаружено, что работа с довольно хрупкой бумагой, пропитанной смолой, в струйном принтере приводит к дополнительным потерям вследствие поломок бумажного листа и к перерывам в производстве декоративных панелей.
Таким образом, сохраняется потребность в методе производства декоративных панелей, который в большей степени соответствовал бы принципу «по требованию» и которой обеспечивал бы возможность экономичного изготовления декоративных поверхностей с персонифицированным дизайном, которые своевременно поставляются соответствующему заказчику.
Краткое описание существа изобретения
С целью преодоления описанных выше проблем были осуществлены предпочтительные воплощения настоящего изобретения, подразумевающие применение способа производства декоративных панелей с помощью струйной печати, определенного в пункте 1 формулы изобретения.
Длина полосы отделочной бумаги в рулоне может составлять более 5 000 метров, что сильно затрудняет безошибочную идентификацию на этом бумажном рулоне конкретного сделанного потребителем заказа, не говоря уже о конечном продукте в виде декоративных панелей. Путем использования идентификационного кода, создаваемого при размещении заказа, и нанесения этого кода с использованием струйной печати на рулон отделочной бумаги заказ потребителя может отслеживаться на протяжении всей производственной и логистической цепочки. После изготовления декоративных панелей такой идентификационный код может применяться для доставки данных декоративных панелей заказчику.
Дальнейшие преимущества и варианты осуществления настоящего изобретения станут понятны из следующего далее описания.
Краткое описание чертежей
Фиг. 1 иллюстрирует способ производства декоративных панелей известного уровня техники, при котором производитель (11) бумаги поставляет бумажный рулон (12) к отделочному принтеру (13), использующему глубокую печать (14) или струйную печать (15), с целью поставки рулона (16) отделочной бумаги на склад (17) отделочной бумаги изготовителя (20) ламината для полов. В зависимости от спроса на рынке изготовитель (20) ламината для полов выбирает один из различных декоративных рулонов на своем складе (17) с тем, чтобы выполнить его пропитку (18) и нарезку по размеру (19) для термопереноса (21) с помощью пресса и получения готового к использованию ламината (24) для полов, который запасается на складе (22) для ламината перед быстрой доставкой (23) заказчику (1).
Фиг. 2 иллюстрирует один вариант осуществления способа производства декоративных ламинированных панелей согласно данному изобретению, включающий отделочный принтер и изготовителя ламината. На устройстве (3) ввода, цифровом способом соединенном (4) с компьютером (5), заказчик (1) определяет заказ (2) ламината, которому присваивается идентификационный код. Затем посредством компьютера (5) через цифровое соединение (6) обеспечивается задание на печать для отделочного принтера (13) по выполнению заказа (2) ламината, который с помощью струйного принтера (15) печатает на бумажном рулоне (12), полученном от изготовителя (11) бумаги, что приводит к получению рулона (16) отделочной бумаги с одним или несколькими декоративными рисунками из заказа (2) ламината и присвоенным идентификационным кодом. Данный рулон (16) отделочной бумаги затем направляется изготовителю (20) ламината, который пропитывает (18) его термоотверждающейся смолой и нарезает по размеру (19) для выполнения термопереноса с помощью пресса (21) и получения готового к использованию ламината (24) для настила полов. Идентификационный код применяется для доставки (23) заказанного ламината (24) заказчику (1).
Фиг. 3 иллюстрирует другой вариант осуществления способа производства декоративных ламинированных панелей согласно изобретению без использования отделочного принтера, так как струйная печать осуществляется у изготовителя ламината. На устройстве (3) ввода, цифровом способом соединенном (4) с компьютером (5), заказчик (1) определяет заказ (2) ламината, которому присваивается идентификационный код. Затем посредством компьютера (5) через цифровое соединение (7) обеспечивается задание на печать для отделочного принтера (20) по выполнению заказа (2) ламината, который с помощью струйного принтера (15) печатает на бумажном рулоне (12), полученном от изготовителя (11) бумаги, что приводит к получению рулона (16) отделочной бумаги с одним или несколькими декоративными рисунками из заказа (2) ламината и присвоенным идентификационным кодом. Данный рулон (16) отделочной бумаги затем пропитывается (18) термоотверждающейся смолой и нарезается по размеру (19) для выполнения термопереноса с помощью пресса (21) и получения готового к использованию ламината (24) для настила полов. Затем для доставки (23) заказанного ламината (24) заказчику (1) применяется идентификационный код.
Фиг. 4 представляет поперечное сечение декоративной панели (30), включающей внутренний слой (31) с канавкой (32) и язычком (33), которая по верхней стороне ламинируется декоративным слоем (34) и защитным слоем (35), а на задней стороне обеспечивается компенсационным слоем (36).
Фиг. 5 представляет поперечное сечение декоративной панели (30), имеющей язычок (33) и канавку (32) для механического соединения посредством защелкивания вместо использования клея.
Фиг. 6 демонстрирует часть рулона (40) отделочной бумаги, включающую декоративные рисунки (41, 42, 43, 44), при том, что декоративный рисунок (42) включает участок с логотипом (47) компании и без него. Идентификационный код (46) показан на увеличенном изображении (45) участка декоративного рисунка (41).
Фиг. 7 представляет поперечное сечение декоративной панели (50), включающей основной слой (55) с язычком (51) и канавкой (52), ламинированный по верхней стороне прозрачной или непрозрачной термопластичной пленкой (54) и прозрачной термопластичной пленкой (53).
Описание вариантов осуществления
Определения
Термин «алкил» подразумевает все варианты, возможные для любого количества атомов углерода в алкильной группе, то есть метил, этил, для трех атомов углерода: н-пропил и изопропил; для четырех атомов углерода: н-бутил, изобутил и трет-бутил; для пяти атомов углерода: н-пентил, 1,1-диметилпропил, 2,2-диметилпропил и 2-метилбутил, и т.д.
Если не указано иное, замещенная или незамещенная алкильная группа предпочтительно является C1-C6 алкильной группой.
Если не указано иное, замещенная или незамещенная алкенильная группа предпочтительно является C2-C6 алкенильной группой.
Если не указано иное, замещенная или незамещенная алкинильная группа предпочтительно является C2-C6 алкинильной группой.
Если не указано иное, замещенная или незамещенная аралкильная группа предпочтительно является фенильной или нафтильной группой, включающей одну, две, три или более C1-C6 алкильных групп.
Если не указано иное, замещенная или незамещенная алкиларильная группа предпочтительно является C7-C20 алкильной группой, включающей фенильную группу или нафтильную группу.
Если не указано иное, замещенная или незамещенная арильная группа предпочтительно является фенильной или нафтильной группой.
Если не указано иное, замещенная или незамещенная гетероарильная группа предпочтительно является пяти- или шестичленным кольцом, замещенным одним, двумя или тремя атомами кислорода, атомами азота, атомами серы, атомами селена или их комбинациями.
Термин «замещенный», применяемый в отношении, например, замещенной алкильной группы, означает, что данная алкильная группа может быть замещена другими атомами, помимо тех, которые обычно представлены в такой группе, то есть атомов углерода и водорода. Например, замещенная алкильная группа может включать атом галогена или тиольную группу. Незамещенная алкильная группа содержит только углеродные и водородные атомы.
Если не указано иное, замещенная алкильная группа, замещенная алкенильная группа, замещенная алкинильная группа, замещенная аралкильная группа, замещенная группа алкиларила, замещенный арил и замещенная гетероарильная группа предпочтительно замещаются одним или несколькими элементами, выбранными из группы, состоящей из метила, этила, н-пропила, изопропила, н-бутила, изобутила и трет-бутила, сложного эфира, амида, простого эфира, тиоэфира, кетона, альдегида, сульфоксида, сульфона, эфира сульфокислоты, сульфамида, –Cl, –Br, –I, –О, –SH, –CN и –NO2.
Способы струйной печати
Способ производства заказываемых потребителем декоративных ламинированных панелей с применением струйной печати согласно одному предпочтительному варианту осуществления настоящего изобретения включает этапы: i) обеспечение устройства для струйной печати заданием печати, включающим один или несколько декоративных рисунков и идентификационный код, присваиваемый одному или нескольким декоративным рисункам; и ii) печати одного или нескольких декоративных рисунков с применением одной или нескольких красок для струйной печати и нанесением идентификационного кода на полотно основы, где полотно основы является бумажной подложкой, а одна или несколько красок для струйной печати являются цветными красками для струйной печати на водной основе и печатаются на полотне основы перед выполнением импрегнирования термоотверждающейся смолой, или где одна или несколько красок для струйной печати являются отверждаемыми под действием ультрафиолетового излучения красками для струйной печати, а полотно основы является термопластичной подложкой на основе материала, выбираемого из группы, состоящей из поливинилхлорида (PVC), полипропилена (PP), полиэтилена (PE), полиэтилентерефталата (PET) и термопластичного полиуретана (TPU).
В одном предпочтительном варианте осуществления способа струйной печати идентификационный код включает буквенно-цифровые данные. Преимущество заключается в том, что персонал, занятый в изготовлении ламината и работающий на отделочном принтере, оказывается способен непосредственно считывать идентификационный код без каких-либо электронных инструментальных средств.
В другом предпочтительном варианте осуществления способа струйной печати идентификационный код является по меньшей мере отчасти машиночитаемым. Преимущество наличия машиночитаемого идентификационного кода заключается в том, что струйная печать и процесс производства ламината могут быть автоматизированы. Под «отчасти машиночитаемым» имеется в виду, что часть идентификационного кода может считываться человеком, так чтобы в ходе производственного процесса для персонала, занятого в изготовлении ламината и работающего на отделочном принтере, оставалась возможность выполнения периодических проверок.
Идентификационный код предпочтительно используется для того, чтобы определять соответствие декоративных ламинированных панелей и заказчика. В последнем случае идентификационный код непосредственно или косвенно связан с заказчиком или его адресом доставки. «Непосредственно связанный» означает, что никакие промежуточные коды или связи не применяются, и что идентификационный код в базе данных напрямую соответствует данному заказчику. «Косвенно связанный» означает, что применяется такой ряд кодов, который лишь будучи взятым вместе устанавливает соответствие между отпечатанным идентификационным кодом и заказчиком. Например, ряд кодов может включать код печати, задаваемый отделочным принтером, и технологический код, устанавливаемый изготовителем ламината. При использовании этого ряда кодов, возможно, в нескольких базах данных, могут быть восстановлены заказчик и его адрес доставки.
В одном предпочтительном варианте осуществления идентификационный код непосредственно связан с заказчиком или его адресом доставки. При непосредственной связи происходит меньше ошибок, тем самым предотвращается доставка заказа несоответствующему заказчику или не происходит потерь актуальной информации о заказчике. Идентификационный код, который представляет собой наиболее прямую связь, обеспечивается, когда в качестве идентификационного кода на полотне основы печатаются имя и адрес заказчика. Однако последнее требует больше места на декоративном ламинате чем, например, штрих-код, и приводит к большему количеству декоративного ламината, который не подходит для использования по эстетическим соображениям.
Идентификационный код наносится на полотно основы с использованием струйной печати.
Преимущество этого заключается в том, что способ струйной печати является настолько упрощенным, что не требует никаких дополнительных действий или оборудования. Например, если бы применялась лазерная маркировка, то потребовалась синхронизация между устройством струйной печати, печатающим декоративный рисунок, и оборудованием для лазерной маркировки, наносящим идентификационный код. Это также необходимо для использования клейких ярлыков, и, кроме того, некоторые ярлыки могут отделяться во время осуществления способа (например, в ходе процесса импрегнирования полотна бумажной основы с нанесенной на нее печатью), что приводит к нарушаю связи с заказчиком.
До настоящего времени производство декоративных ламинатов приводило к массовому продукту, который давал возможность лишь для ограниченной кастомизации и не допускал никакой индивидуализации. Настоящий способ струйной печати позволяет адаптировать декоративные рисунки к требованиям пользователя и даже выполнять индивидуальные заказы. Персонализация может быть осуществлена, например, посредством струйной печати любимого ребенком мультипликационного персонажа на ламинатном покрытии пола в его спальне.
Струйная печать выполняется либо на бумажном полотне основы, либо на термопластичном полотне основы.
Для большинства областей применения декоративные панели используют декоративный слой, содержащий бумагу на основном слое из MDF (древесноволокнистая плита средней плотности) или HDF (древесноволокнистая плита высокой плотности). В таком случае полотно основы является бумажной подложкой, предпочтительно имеющей один или несколько принимающих печатную краску слоев, на которые наносятся одна или несколько цветных красок для струйной печати на водной основе. Для улучшения качества изображения используют один или несколько принимающих печатную краску слоев.
Однако в случае некоторых областей применения, таких как полы в ванной или в рыбном магазине, где возможно наличие чрезмерных количеств воды, такая вода имеет тенденцию к повреждению декоративных панелей. В таких случаях предпочтительно применяется термопластичное полотно основы. В наиболее предпочтительном варианте осуществления в качестве полотна основы применяется PVC – из-за его химической стойкости, долговечности и огнезадерживающих свойств. Эти свойства делают PVC весьма подходящим с точки зрения техники безопасности для применения в продуктах, с которыми люди тесно соприкасаются в повседневной жизни. Эти термопластичные полотна основы в целом являются непоглощающими. Поэтому предпочтительно для улучшения качества изображения применяют краски для струйной печати, отверждаемые под действием ультрафиолетового излучения, поскольку сразу после попадания на термопластичную подложку набрызгиваемые капли могут быть зафиксированы в ходе отверждения под действием ультрафиолетового излучения.
Струйный принтер обеспечивается заданием на печать, включающим печать идентификационного кода, присваиваемого одному или нескольким декоративным рисункам. Если необходимо покрытие лишь небольшой поверхности, достаточным может быть нанесение единственного декоративного рисунка. Поверхность, которая может быть впрессована в ламинат, зависит от размера термопресса. Большинство термопрессов могут работать с размером 2,8 м на 2,1 м, что соответствует площади почти 6м2. Обычно декоративными панелями необходимо покрыть достаточно большие поверхности, или же часть поверхности должна содержать специфические изображения, например логотип компании с декоративным рисунком на заднем плане. В таком случае необходимо последовательное нанесение множества декоративных рисунков с использованием термопресса. Множество декоративных рисунков, входящих в задание на печать, могут также состоять, например, из очень длинного, непрерывного рисунка древесной текстуры, отпечатываемого на полотне основы вместо отдельных рисунков, имитирующих текстуру древесины.
Идентификационный код печатается вместе с одним или несколькими декоративными рисунками. Идентификационный код может быть представлен вне декоративного рисунка, например между декоративными рисунками двух заданий на печать или же вблизи от границы полотна основы, на которую печать не наносится. При этом предпочтительно идентификационный код присутствует в самом декоративном рисунке. Это минимизирует ошибки, поскольку нет необходимости в каких-либо дополнительных мерах для поддержания соответствия с реальным заказчиком. Присутствие идентификационного кода непосредственно в декоративном рисунке просто обеспечивает прохождение по всей производственной цепочке, которая в конечном счете заканчивается на декоративной панели. По эстетическим причинам такая декоративная панель может использоваться лишь частично, с отрезанием части с идентификационным кодом. Отрезанная часть, тем не менее, может быть применена с пользой, например, при размещении дополнительного заказа того же самого типа декоративных панелей.
Если в ламинат в ходе теплопереноса необходимо впрессовать множество декоративных рисунков, идентификационный код также можно включать в каждый из декоративных рисунков, однако это приводит к менее полному использованию декоративных панелей.
Когда идентификационный код не печатают на декоративном рисунке, его можно предпочтительно наносить на полотно основы между двумя заданиями на печать для различных заказчиков, более предпочтительно в начале выполнения задания на печать, например в не предназначенной для печати зоне, предпочтительно составляющей не более 30 см в направлении длины полотна основы. Если бы использовались более обширные не предназначенные для печати зоны, значительно увеличилось бы количество отходов, поскольку рулон отделочной бумаги на 5000 может включать 300 или более заданий печати.
Вместо применения термопресса, требующего использования ламината с фиксированными габаритами, также возможно применение так называемого непрерывного термопресса. В частности, для непрерывного термопереноса с помощью пресса подходят термопластичные полотна основы, поскольку они обычно требуют более коротких периодов времени прессования. Когда применяется непрерывный термоперенос, задание на печать может включать декоративный рисунок, имеющий длину, например, в несколько десятков или сотен метров. Последнее упрощает последующее нарезание на декоративные панели.
Декоративный рисунок для внутренней отделки часто включает рисунки в виде текстуры дерева. Было обнаружено, что стандартный CMYK-набор красок для струйной печати непригоден для воспроизведения всех различных цветовых оттенков дерева. Эту проблему можно было бы преодолеть включением дополнительной коричневой краски для струйной печати, однако это делает струйную печать более дорогостоящей и более сложной (например, в том, что касается управления цветами). Было найдено, что при замене краски для струйной печати цвета маджента на красную краску для струйной печати можно сохранить интенсивность цветовой гаммы с одновременным обеспечением возможности печати всех желаемых оттенков коричневого цвета, присутствующих в рисунках древесной текстуры. Это, в частности, оказалось правдой и в случае, когда красная краска для струйной печати содержала красный пигмент, выбранный из группы, состоящей из C.I. Pigment Red 254, C.I. Pigment Red 176 и C.I. Pigment Red 122, или из смеси их кристаллов.
Особенно предпочтительный набор красок для струйной печати включал черную краску для струйной печати, содержащую пигмент на основе углеродной сажи, желтую краску для струйной печати, содержащую желтый пигмент, выбранный из группы, состоящей из C.I. Pigment Yellow 150 и C.I. Pigment Yellow 151 или смеси их кристаллов, и красную краску для струйной печати, содержащую красный пигмент, выбранный из группы, состоящей из C.I. Pigment Red 254, CI. Pigment Red 176 и C.I. Pigment Red 122 или смеси их кристаллов, предпочтительно дополненный краской для струйной печати цвета циан, содержащей медный фталоцианиновый пигмент в бета-форме. Было обнаружено, что для печати декоративных рисунков, воспроизводящих текстуру дерева, не требуется или почти не требуется краски для струйной печати цвета циан, что делает такую струйную печать менее дорогостоящей, поскольку, например, появляется возможность применения более простого струйного принтера. Однако, если должны печататься иные декоративные рисунки, помимо текстуры дерева, то краска для струйной печати цвета циан предпочтительно должна присутствовать.
Применение пигмента C.I. Pigment Yellow 150 в желтой краске для струйной печати и медного фталоцианинового пигмента в бета-форме, такого как C.I. Pigment Blue 15:3 или C.I. Pigment Blue 15:4, обеспечивает получение пластин ламината, демонстрирующих превосходную светоустойчивость.
В наиболее предпочтительном варианте осуществления используют CRYK-набор красок для струйной печати, включающий черную краску для струйной печати, содержащую пигмент на основе углеродной сажи, желтую краску для струйной печати, содержащую желтый пигмент, выбранный из группы, состоящей из C.I. Pigment Yellow 150 и C.I. Pigment Yellow 151 или смеси их кристаллов, и красную краску для струйной печати, содержащую красный пигмент, выбранный из группы, состоящей из C.I. Pigment Red 254, C.I. Pigment Red 176 или смеси их кристаллов, и краску для струйной печати цвета циан, содержащую медный фталоцианиновый пигмент в бета-форме.
Способы производства декоративных ламинированных панелей
В одном варианте осуществления способ производства декоративных ламинированных панелей включает струйную печать на бумажном полотне основы и, кроме того, содержит этапы: a) пропитки термоотверждающейся смолой полотна бумажной основы с нанесенной струйной печатью; b) нарезки импрегнированного полотна бумажной основы на декоративные бумажные листы; и c) горячего прессования декоративных бумажных листов между внутренним слоем и защитным слоем с использованием термопресса с получением декоративных ламинированных панелей.
В другом варианте осуществления способ производства декоративных ламинированных панелей включает струйную печать на полотне термопластичной основы и, кроме того, содержит этапы: a) горячего прессования полотна термопластичной основы с нанесенным на него методом струйной печати изображением и защитного слоя с использованием термопресса с получением декоративного ламината; и b) нарезания декоративного ламината на отделочные ламинированные панели.
Идентификационные коды
Никаких существенных ограничений на характер идентификационного кода, который наносят на полотно основы, не накладывается. Идентификационный код может включать буквенно-цифренные данные или состоять из них. Например, идентификационный код, наносимый на полотно основы, может включать наименование заказчика и адрес доставки. Идентификационный код может быть удобочитаемым для человека, машиночитаемым или их комбинацией.
В одном предпочтительном варианте осуществления идентификационный код является по меньшей мере отчасти машиночитаемым. Последнее позволяет ускорять логистику и производственный процесс. Например, идентификационный код может быть штрих-кодом, который может быть легко считан в ходе производственного процесса ручным сканером штрих-кодов. Никаких ограничений на тип машиночитаемого идентификационного кода не накладывается. Это может быть простой штриховой код, но также он может быть так называемым 2D кодом. Предпочтительные 2D коды включают QR-код, DataMatrix код, Cool-Data-Matrix код, Aztec код, Upcode, Trillcode, Quickmark код, Shot код, Mcode, Beetagg и т.п.
В другом предпочтительном варианте осуществления идентификационный код является машиночитаемым, но не удобочитаемым для человека, поскольку он создается с применением стеганографии. Стеганография охватывает методы скрытия одного изображения внутри другого изображения, здесь, например, это может быть скрытием идентификационного кода в одном или нескольких декоративных рисунках. Скрытый идентификационный код печатается не невидимой печатной краской, а теми же самыми одной или несколькими печатными красками для струйной печати, которые используются для струйной печати одного или нескольких декоративных рисунков. Невидимая печатная краска могла бы стать видимой, например, в результате флюоресценции, возникающей под воздействием ультрафиолетовой лампы. Такой эффект также может быть получен, когда декоративные слоистые пластики устанавливаются в качестве полов в домах со специальными условиями освещения и в таких случаях являются крайне нежелательными. Печать идентификационного кода струйным способом с использованием одной или нескольких из тех же самых красок для струйной печати, которые применяются для струйной печати одного или нескольких декоративных рисунков, позволяет избежать последнего нежелательного эффекта невидимой печатной краски. Это также не требует повышения стоимости и сложности струйного принтера, поскольку не предусматривает использования каких-либо дополнительных печатающих головок и систем циркуляции краски. Маскировка идентификационного кода, печатаемого с помощью одной или нескольких красок для струйной печати, используемых для струйной печати одного или нескольких декоративных рисунков, может быть достигнута методами, известными специалистам в области стеганографии цифровых изображений, иногда также называемой созданием невидимых цифровых водяных знаков. Например, идентификационный код может быть скрыт в самых младших битах зашумленных изображений. Подходящие методы для стеганографии и создания цифровых водяных знаков раскрыты в руководстве “Information hiding techniques for steganography and digital watermarking”. Под редакцией Stefan KATZENBEISSER и др., Лондон: Artech House, 2000. ISBN 1580530354. Идентификационный код может быть сосканирован с помощью смартфона. Имеющееся на смартфоне приложение затем может показать наименование или адрес доставки заказчика, например посредством соединения с вебсайтом изготовителя декоративного ламината.
Идентификационный код может быть изменен во время заказа и в ходе производственного процесса и, таким образом, он не обязательно должен быть идентичен созданному, как показано на фиг. 3 и фиг. 4, когда заказчик (1) определяет заказ (2) ламината через устройство (3) ввода, в цифровой форме соединенное (4) с компьютером (5). Например, идентификационный код может обновляться в целях отслеживания по всей производственной цепочке, так, чтобы можно было установить, на какую стадию производственного процесса или способа доставки поступил заказ ламината. При изменениях идентификационного кода должна поддерживаться связь с заказчиком, например с помощью базы данных компьютера (5). Такая база данных может содержать ряд кодов, связанных с данным заказом ламината. Например, тип кодов, используемых в отделочном принтере (13), может отличаться от используемых изготовителем (20) ламината, в связи с использованием различных типов сканеров или различного программного обеспечения.
Идентификационный код на полотне основы, на декоративном ламинате или на отделочной ламинированной панели может использоваться для широкого спектра целей. Неисчерпывающий перечень таких целей приводится ниже.
Во-первых, идентификационный код может применяться для того, чтобы идентифицировать комплект декоративных ламинированных панелей, предназначенных для изготовления для данного заказчика. Этот случай изображен на фиг. 3 и фиг. 4, где заказчик (1) определяет заказ (2) ламината на устройстве (3) ввода, в цифровой форме связанном (4) с компьютером (5). Определение заказа ламината включает не только марку, рисунок отделки и необходимое количество панелей, но может включать пункты, связанные с окончательной обработкой, такие как наличие или отсутствие V-канавки, показатель качества (AC3-AC4-AC5), толщина панели, загрузка файлов персонифицированных изображений (например, логотипа компании, мультипликационного персонажа для пола в спальне ребенка...) и т.д.
Идентификационный код может применяться для идентификации изготовителя декоративного полотна основы (отделочный принтер), поскольку различные бренды (изготовители ламината) могут работать с различными отделочными принтерами.
Идентификационный код может применяться, чтобы идентифицировать декоративный рисунок для его нанесения с помощью струйного отделочного принтера (фиг. 3) или изготовителем декоративного ламината (фиг. 4). Идентификация декоративного рисунка может включать загрузку файлов персонифицированных изображений в случае их наличия.
Идентификационный код может применяться для идентификации изготовителя декоративного ламината, поскольку он может использовать для импрегнирования бумажные рулоны с различной шириной. Также это может быть обусловлено простыми логистическими причинами, такими как доставка отделочного полотна основы с нанесенной на него печатью производителю декоративного ламината после его изготовления.
Поскольку заказ ламината может поступать из различных мест и в разное время, идентификационный код может применяться для объединения изготовителем декоративного полотна заданий на печать заказов ламината в одно агрегированное задание на печать, которое будет печататься для изготовителя декоративного ламината на одном и том же полотне основы. Преимущество состоит в том, что рулоны отделочной бумаги не надо разрезать на различные куски для различных изготовителей ламината, что приводит к избыточным отходам.
Идентификационный код может применяться для того, чтобы позволить изготовителю декоративного ламината отслеживать процесс доставки полотна основы с нанесенной на него струйной печатью изготовителем декоративного полотна основы. Благодаря этому изготовитель ламината может планировать свое производство эффективным и экономичным образом.
Если наименование заказчика и адрес доставки не были нанесены на полотно основы с использованием струйной печати, идентификационный код может применяться для идентификации заказчика данного комплекта декоративных ламинированных панелей с тем, чтобы они могли быть отправлены заказчику. При этом оказывается возможной проверка того, выполнен ли данный заказ ламината. Одна упаковка декоративных панелей обычно содержит достаточно пластин для того, чтобы покрыть площадь около одного квадратного метра. Если заказчик заказывал 24,5 м2 декоративных панелей, можно будет проверить, имеются ли в наличии 25 упаковок.
Если никакого адреса доставки не указано, идентификационный код может быть использован не только для того, чтобы восстановить адрес доставки, но также и для того, чтобы в автоматическом режиме отпечатать транспортные этикетки для доставки данного комплекта декоративных ламинированных панелей заказчику.
Во время транспортировки идентификационный код может применяться для доставки данного комплекта декоративных ламинированных панелей заказчику. машиночитаемый идентификационный код может сканироваться в процессе транспортировки для того, чтобы дать возможность заказчику отслеживать ход доставки данного комплекта декоративных ламинированных панелей. Если заказчиком является склад ламината, то такой склад может использовать идентификационный код для того, чтобы сообщать конечному заказчику о готовности декоративных панелей или их нахождении в транспорте.
Идентификационный код может применяться для аутентификации данного комплекта декоративных ламинированных панелей. Он особенно полезно в случаях, когда заказчик заказывает декоративные панели определенной фирмы через Интернет и хочет получить подтверждение через вебсайт этой фирмы, что полученные декоративные панели не изготовлены каким-либо альтернативным изготовителем ламината, поставляющим декоративные панели более низкого качества.
Идентификационный код может также служить для маркетинговых целей, таких как привлечение клиентов. Привлечение клиентов – это деловая коммуникационная связь между внешним партнером (заказчик) и организацией (компания или бренд). Такая связь может происходить в режиме онлайн или оффлайн. Предпочтительно связь осуществляется онлайн, например, когда заказчик сканирует идентификационный код с помощью своего смартфона и подключается к вебсайту изготовителя или бренда ламината с тем, чтобы улучшить общий потребительский опыт.
Идентификационный код может использоваться в ходе производства для того, чтобы получать информацию для производственных операций, то есть для автоматизации производства. Например, может извлекаться информация, касающаяся размера листов, которые будут вырезаться из полотна основы. Ламинатные доски могут нарезаться с длиной, составляющей, например, 1,24 м или 2,48 м. Связывая эту информацию с информационным кодом, можно обеспечить автоматизацию процесса резки полотна основы.
Ламинированные декоративные панели
Идентификационный код на ламинированных декоративных панелях согласно одному предпочтительному варианту осуществления настоящего изобретения располагается в декоративном рисунке, покрытом защитным слоем, при этом декоративная ламинированная панель выбирается из группы, состоящей из панелей для покрытия пола, мебельных панелей, потолочных панелей и стенных панелей.
Для покрытия поверхности требуется большое количество декоративных панелей. Поэтому декоративные панели часто продаются в упаковках, покрывающих поверхность около одного квадратного метра. В одном предпочтительном варианте осуществления комплект декоративных ламинированных панелей включает одну или несколько таких декоративных ламинированных панелей, как описанная выше декоративная ламинированная панель, имеющая идентификационный код, располагающийся в декоративном рисунке, покрытом защитным слоем. Для уменьшения количества отходов наиболее предпочтительно комплект декоративных ламинированных панелей включает только одну декоративную ламинированную панель, имеющую идентификационный код, располагающийся в декоративном рисунке, покрытом защитным слоем. Эта декоративная ламинированная панель предпочтительно размещается наверху упаковки из декоративных панелей, так, чтобы она могла быть легко идентифицирована, например, на складе ламината.
Как уже указывалось выше, декоративные ламинированные панели могут иметь две формы. Как правило, декоративные панели для многоцелевых областей применения включают бумажную подложку, предпочтительно имеющую один или несколько предполагающих нанесение печатной краски слоев, на которых осуществляется струйная печать водными цветными красками перед выполнением импрегнирования термоотверждающейся смолой. Такие панели будут здесь упоминаться как «ламинатные панели на древесной основе».
В альтернативном варианте декоративные ламинированные панели включают термопластичную подложку, печать на которую осуществляется с использованием одной или нескольких красок для струйной печати, отверждаемых под действием ультрафиолетового излучения. Такие панели будут здесь упоминаться как «термопластичные ламинатные панели».
Ламинатные панели на древесной основе.
Ламинатная панель на древесной основе содержит по меньшей мере внутренний слой, декоративный слой и защитный слой, и предпочтительно содержит также компенсационный слой. Поперечное сечение такой декоративной панели показано на фиг. 4.
Декоративная панель, такая как панель пола, имеет декоративный слой на одной стороне внутреннего слоя и компенсационный слой на другой стороне внутреннего слоя. Однако декоративный слой может быть нанесен и с обеих сторон внутреннего слоя. Последнее особенно желательно в случае ламинатных панелей для мебели. В таком случае защитный слой также предпочтительно наносится на оба декоративных слоя, присутствующих с обеих сторон внутреннего слоя.
Декоративные панели предпочтительно выбираются из группы, состоящей из панелей настила пола, мебельных панелей, потолочных панелей и стеновых панелей, более предпочтительно декоративные панели являются панелями настила пола.
Для защиты декоративного рисунка декоративного слоя от износа поверх декоративного слоя наносится защитный слой. Компенсационный слой может быть нанесен на противоположную сторону внутреннего слоя для ограничения или предотвращения возможного изгибания декоративной панели. Сборка компенсационного слоя, внутреннего слоя, декоративного слоя и защитного слоя в декоративную панель предпочтительно осуществляется с использованием обработки, аналогичной способу получения DPL (Direct Pressure Laminate – ламинат прямого давления).
В одном предпочтительном варианте осуществления декоративных панелей (см. фиг. 4), в боковинах индивидуальных декоративных панелей выфрезерованы профили язычка и канавки (33 и, соответственно, 32 на фигуре), которые позволяют им вдвигаться друг в друга, предпочтительно после нанесения на них клея. Соединение язычка и канавки гарантирует в случае панелей настила пола жесткую структуру пола и защищает пол, препятствуя проникновению сырости или влаги.
В более предпочтительном варианте осуществления декоративные панели включают язычок и канавку специальной формы (например, 33 и, соответственно, 32 на фиг. 5), которая позволяет им защелкиваться друг в друге. Преимуществом этого является легкая сборка, не требующая применения какого-либо клея. Форма язычка и канавки, необходимая для получения хорошего механического соединения, известна в области ламинатных полов, что также иллюстрируется документами EP 2280130 A (FLOORING IND), WO 2004/053258 (FLOORING IND), US 2008010937 (VALINGE) и US 6418683 (PERSTORP FLOORING).
Профили язычка и канавки особенно предпочтительны для панелей настила пола и стеновых панелей, но в случае мебельных панелей такой профиль язычка и канавки предпочтительно не применяется с учетом эстетических представлений о виде лицевых поверхностей мебельных дверец и ящичков. Однако профиль язычка и канавки может применяться для защелкивания между собой других видов мебельных панелей, как это иллюстрируется в патенте US 2013071172 (UNILIN).
Декоративные панели могут, кроме того, включать звукопоглощающий слой, как это раскрывается в патенте US 8196366 (UNILIN).
В одном предпочтительном варианте осуществления декоративная панель является панелью с нанесенным антистатическим слоем. Методики придания декоративным панелям антистатических свойств известны в области декоративных ламинатов, что иллюстрируется патентом EP 1567334 A (FLOORING IND).
Верхняя поверхность ламинированной декоративной панели, то есть по меньшей мере защитный слой, предпочтительно снабжается рельефом, соответствующим данному декоративному рисунку, таким как, например, текстура древесины, трещины и сучки на изображении дерева. Методики тиснения, подходящие для получения такого рельефа, известны и раскрываются, например, в патентных документах EP 1290290 A (FLOORING IND), US 2006144004 (UNILIN), EP 1711353 A (FLOORING IND) и US 2010192793 (FLOORING IND).
Наиболее предпочтительно рельеф образуется прижатием штампа для цифрового тиснения к верхнему слою декоративной заготовки или к сцепленной многослойной декоративной заготовке. Штамп для цифрового тиснения может быть изготовлен струйной технологией с ультрафиолетовым отверждением, так, чтобы рельеф соответствовал декоративному рисунку, печатаемому на полотне основы. Одно преимущество струйной печати перед глубокой печатью состоит в том, что декоративный рисунок, например рисунок структуры дерева, может изменяться безгранично, вследствие чего ни одна декоративная ламинированная панель в помещении не повторяет другую. При использовании цифрового штампа для тиснения изменения в печатаемом струйной печатью декоративном рисунке могут находиться в постоянном соответствии с изменениями в рельефе.
Штамп для цифрового тиснения представляет собой пластину, на которой имеются выпуклости, которые могут использоваться для образования рельефа на декоративной заготовке, в результате прижатия штампа для цифрового тиснения к верхнему слою декоративной заготовки или к сцепленной многослойной декоративной заготовке. Такие выпуклости могут быть отвержденными напыленными капельками, выбрасываемыми устройством для струйной печати, и наиболее предпочтительно напыленными капельками, отвержденными под действием ультрафиолетового излучения. Выпуклости предпочтительно образуются при печати и отверждении капелек, напыляемых поверх уже отвержденных или закрепленных предварительной засветкой капелек струи. Предпочтительно такая пластина является жесткой, что достигается посредством использования металла или твердой пластмассы.
Альтернативой для штампа для цифрового тиснения может быть гравированный цилиндр для цифрового тиснения, который представляет собой цилиндр, имеющий выпуклости для получения рельефа на декоративном слоистом пластике, который образуется в ходе прижимания и вращения цилиндра для цифрового тиснения к верхнему слою декоративного ламината или к сцепленному декоративному слоистому пластику. Такие выпуклости на цилиндре для цифрового тиснения предпочтительно представляют собой отвержденные капельки, выбрасываемыми устройством для струйной печати, и наиболее предпочтительно напыленными капельками, отвержденными под действием ультрафиолетового излучения. Выпуклости предпочтительно образуются при печати и отверждении капелек, напыляемых поверх уже отвержденных или закрепленных предварительной засветкой капелек струи.
В одном предпочтительном варианте осуществления декоративные панели изготавливаются в форме вытянутых прямоугольных полос. Их размеры могут варьироваться в значительной степени. Предпочтительно панели имеют длину, превышающую 1 метр, и ширину, превышающую 0,1 метра, например панели могут быть длиной около 1,3 метра и шириной около 0,15 метра. Согласно одному конкретному варианту осуществления длина панелей превышает 2 метра при ширине предпочтительно составляющей около 0,2 метра или более. Печать таких панелей предпочтительно не содержит повторов.
Декоративные слои
Декоративный слой включает пропитанную термоотверждающейся смолой бумагу и декоративный рисунок, наносимый на нее струйной печатью. Он готовится, как описано выше, с применением струйной печати на полотне бумажной основы, что сопровождается импрегнированием термоотверждающейся смолой.
Внутренние слои
Внутренний слой предпочтительно изготавливается из материалов на основе древесины, таких как древесностружечная плита, MDF или HDF (древесноволокнистые плиты средней или высокой плотности), ориентированно-стружечная плита (OSB) или других подобных. Кроме того, возможно применение досок из синтетических материалов или досок, отвержденных с помощью воды, таких как цементно-стружечные плиты. В одном особенно предпочтительном варианте осуществления внутренний слой представлен листом MDF или HDF.
Внутренний слой также может быть собран по меньшей мере из множества бумажных листов, или других листов носителя, пропитанных термоотверждающейся смолой, как раскрыто в WO 2013/050910 (UNILIN). Предпочтительные бумажные листы включают так называемую крафт-бумагу, получаемую методом химической варки целлюлозы, также известным как крафт-процесс, например, как это описано в патенте US 4952277 (BET PAPERCHEM).
В другом предпочтительном варианте осуществления внутренний слой состоит из листового материала, состоящего по существу из древесных волокон, которые сцеплены с помощью поликонденсационного клея, при этом такой поликонденсационный клей составляет от 5 до 20 мас.% листового материала и древесные волокна по меньшей мере на 40 мас.% получены из вторичной (рециклированной) древесины. Подходящие примеры раскрываются в EP 2374588 A (UNILIN).
Вместо внутреннего слоя на основе древесины также можно применять синтетический внутренний слой, такой, как раскрываемый в патенте US 2013062006 (FLOORING IND). В одном предпочтительном варианте осуществления внутренний слой содержит вспененный синтетический материал, такой как вспененный полиэтилен или вспененный поливинилхлорид.
Другие предпочтительные внутренние слои и их получение раскрываются в документах US 2011311806 (UNILIN) и US 6773799 (DECORATIVE SURFACES).
Толщина внутреннего слоя предпочтительно составляет от 2 до 12 мм, более предпочтительно от 5 до 10 мм.
Бумажные подложки
Декоративный слой и предпочтительно также защитный слой включают в качестве подложки бумагу. Компенсационный слой, в случае его присутствия, также предпочтительно включает в качестве подложки бумагу.
Такая бумага предпочтительно имеет массу менее 150 г/м2, поскольку более тяжелые бумажные листы плохо пропитываются термоотверждающейся смолой по всей их толщине. Предпочтительно указанный бумажный слой имеет массу бумаги, то есть без учета наносимой на нее смолы, от 50 до 130 г/м2 и предпочтительно от 70 до 130 г/м2. Масса бумаги не может быть слишком высокой, поскольку тогда количество смолы, необходимое для достаточной пропитки такой бумаги, оказывается слишком велико и дальнейшая обработка бумаги с нанесенной на нее печатью в ходе операции прессования наверняка становится трудновыполнимой.
Предпочтительно бумажные листы имеют пористость по методу Gurley (DIN 53120) от 8 до 25 секунд. Такая пористость позволяет легко выполнять пропитку относительно большим количеством смолы даже в случае тяжелого листа с плотностью более 150 г/м2.
Подходящие бумажные листы, имеющие высокую пористость, и их получение также раскрыты в патенте US 6709764 (ARJO WIGGINS).
Бумага для декоративного слоя предпочтительно является белой бумагой и может включать один или несколько осветляющих агентов, таких как диоксид титана, карбонат кальция и т.п. Присутствие осветляющего агента помогает маскировать различия в цвете на внутреннем слое, которые способны вызывать нежелательные цветовые эффекты, воздействующие на декоративный рисунок.
В альтернативном варианте бумага для декоративного слоя может быть объемно окрашенной бумагой, включающей один или несколько цветных красителей и/или цветных пигментов. Помимо маскировки различий в цвете на внутреннем слое, применение цветной бумаги уменьшает количество краски для струйной печати, требующейся для того, чтобы отпечатать декоративный рисунок. Например, светло-коричневая или серая бумага может быть использована для печати в качестве декоративного рисунка древесного узора с тем, чтобы уменьшить количество необходимой краски для струйной печати.
В одном предпочтительном варианте осуществления в качестве коричневатой цветной бумаги в декоративном слое применяется неотбеленная крафт-бумага. Крафт-бумага имеет низкое содержание лигнина, что приводит к высокой прочности при растяжении. Предпочтительным типом крафт-бумаги является абсорбирующая крафт-бумага, имеющая плотность от 40 до 135 г/м2 и высокую пористость, которая изготавливается из чистой древесины с низким показателем каппа и обладает высокой однородностью.
Если защитный слой включает бумагу, то применяется бумага, которая становится прозрачной или просвечивающей после пропитки смолой и обработки термопрессом, так чтобы мог просматриваться декоративный рисунок декоративного слоя.
Термоотверждающиеся смолы
Термоотверждающаяся смола предпочтительно выбирается из группы, состоящей из смол на меламинформальдегидной основе, смол на карбамидоформальдегидной основе и смол на фенолформальдегидной основе. Другие смолы, подходящие для пропитки бумаги, перечислены в абзаце [0028] из EP 2274485 A (HUELSTA).
Наиболее предпочтительно термоотверждающаяся смола является смолой на меламинформальдегидной основе, часто упоминаемой в данной области техники просто как «меламиновая смола» или «смола на основе меламина».
Такая меламинформальдегидная смола предпочтительно имеет отношение формальдегида к меламину 1,4 к 2. Такая смола на основе меламина представляет собой смолу, которая поликонденсируется, когда она подвергается тепловому воздействию в ходе операции прессования. Реакция поликонденсации в качестве побочного продукта дает воду. Предметом интереса для настоящего изобретения являются, в особенности, данные виды термоотверждающихся смол, а именно те, которые дают воду в качестве побочного продукта. Образующаяся вода, так же, как и любые остатки воды в термоотверждающейся смоле, перед прессованием должны в значительной степени покинуть слой отверждающейся смолы до того, как они окажутся захвачены в нем, поскольку это ведет к утрате прозрачности отвержденного слоя. Имеющийся слой печатной краски может препятствовать диффузии пузырьков пара к поверхности, однако настоящее изобретение обеспечивает меры для того, чтобы ослабить влияние таких затруднений.
Бумага предпочтительно обеспечивается термоотверждающейся смолой в количестве, составляющем от 40 до 250% сухой массы смолы относительно массы бумаги. Эксперименты показали, что такой диапазон количеств наносимой смолы обеспечивает пропитку бумаги, достаточную для того, чтобы в значительной мере избежать расщепления, и чтобы в высокой степени стабилизировать размер бумаги.
Бумага предпочтительно снабжается таким количеством термоотверждающейся смолы, чтобы по меньшей мере бумага внутреннего слоя была насыщена смолой. Такое насыщение может быть достигнуто, когда смола наносится в таком количестве, чтобы оно соответствовало по меньшей мере полуторной или по меньшей мере удвоенной массе бумаги. Предпочтительно бумага, во-первых, пропитывается или насыщается, а затем по меньшей мере на той ее стороне, которая предназначена для печати, смола частично удаляется.
Предпочтительно смола, обеспечиваемая на указанной бумаге, находится при печати в B-стадии. Такая B-стадия имеет место, когда термоотверждающаяся смола еще не достигла полной сшивки.
Предпочтительно обеспечиваемая на указанной бумаге смола имеет при выполнении печати относительную влажность менее 15 мас.%, а еще лучше 10 мас.% или ниже.
Предпочтительно этап обеспечения указанной бумаги термоотверждающейся смолой включает нанесение на бумагу смеси воды и смолы. Такое нанесение смеси может включать погружение бумаги в ванну со смесью. Предпочтительно смола обеспечивается дозированным образом, например с помощью одного или нескольких отжимных вальцов и/или ножевого устройства, с тем чтобы задать количество смолы, добавляемой к бумажному слою.
Способы пропитки бумажной подложки смолой известны в данной области техники, что иллюстрируется документами WO 2012/126816 (VITS) и EP 966641 A (VITS).
Сухое содержание смолы в смеси для импрегнирования из воды и смолы зависит от типа смолы. Водный раствор, содержащий фенолформальдегидную смолу, предпочтительно имеет сухое содержание смолы около 30 мас.%, в то время как водный раствор, содержащий меламинформальдегидную смолу предпочтительно имеет сухое содержание смолы около 60 мас.%. Способы импрегнирования с помощью таких растворов раскрыты, например, в патенте US 6773799 (DECORATIVE SURFACES).
Бумага предпочтительно пропитывается смесями, известными из патента US 4109043 (FORMICA CORP) и патента US 4112169 (FORMICA CORP), и, соответственно, предпочтительно содержит, наряду с меламинформальдегидной смолой, также полиуретановую и/или акриловую смолу.
Включающая термоотверждающуюся смолу смесь может, кроме того, содержать добавки, такие как окрашивающие вещества, поверхностно-активные ингредиенты, биоцидные вещества, антистатики, твердые частицы для повышения износостойкости, эластомеры, поглотители ультрафиолетового света, органические растворители, кислоты, основания и другие подобные.
Преимущество добавления окрашивающего вещества к содержащей термоотверждающуюся смолу смеси состоит в том, что для получения декоративного слоя может применяться один тип белой бумаги с уменьшением, таким образом, складских запасов бумаги у изготовителя декоративного ламината. Описанное выше использование цветной бумаги в целях снижения количества печатной краски, требуемой для печати рисунка древесного узора, здесь достигается с использованием белой бумагой, окрашенной при импрегнировании коричневатой термоотверждающейся смолой. Последнее делает возможным более эффективный контроль количества коричневого красителя, требующегося для изображения некоторых древесных узоров.
В термоотверждающейся смоле могут использоваться антистатики. Однако предпочтительно антистатики, такие как NaCl и KCl, частицы углерода и металлические частицы, отсутствуют в смоле, поскольку они часто дают нежелательные побочные эффекты, такие как более низкая водостойкость или более низкая прозрачность. Другие подходящие антистатики раскрыты в EP 1567334 A (FLOORING IND).
Предпочтительно улучшающие износостойкость твердые частицы включаются в состав защитного слоя.
Слои, принимающие печатную краску
Для приготовления декоративного слоя водные цветные краски для струйной печати предпочтительно наносят методом струйной печати на один или несколько принимающих печатную краску слоев, присутствующих на полотне бумажной основы. Также возможно исключение одного или нескольких принимающих печатную краску слоев при использовании в водных цветных красках для струйной печати полимерного латексного связующего. Однако наиболее предпочтительно используют один или несколько принимающих печатную краску слоев для максимизации качества изображения. Затем бумажное полотно основы с нанесенной на него струйной печатью пропитывается термоотверждающейся смолой.
Принимающий печатную краску слой может состоять из единственного слоя или из двух, трех или более слоев, при этом каждый из них может иметь собственный состав.
Может использоваться единственный принимающий печатную краску слой, но предпочтительно используют по меньшей мере два принимающих печатную краску слоя. Принимающий печатную краску слой предпочтительно включает полимерное связующее и, для быстрого высыхания краски, наносимой методом струйной печати, предпочтительно также неорганический пигмент.
Особенно предпочтительный принимающий печатную краску слой содержит поливиниловый спирт и неорганический пигмент, предпочтительно пигмент на основе диоксида кремния.
В одном предпочтительном варианте осуществления один или несколько из принимающих печатную краску слоев содержит неорганический пигмент и полимерное связующее, имея величину массового отношения P/B неорганического пигмента P к полимерному вяжущему B более 1,5, предпочтительно более 3,0. Неорганический пигмент может быть неорганическим пигментом одного типа или множеством различных неорганических пигментов. Полимерное связующее может быть полимерным связующим одного типа или множеством различных полимерных связующих.
В случае большого массового соотношения P/B иногда в производственном процессе могут возникать проблемы с пылью, вызываемой неорганическим пигментом. Во время струйной печати это особенно критично, поскольку может привести к повреждению струйных печатающих головок. Для предупреждения этого предпочтительно, чтобы на бумажной подложке присутствовало по меньшей мере два слоя, принимающих наносимую струйным методом краску, при этом внешний принимающий печатную краску слой вообще не содержит неорганического пигмента или содержит меньше неорганического пигмента, чем принимающий печатную краску слой, находящийся между полотном бумажной основы и внешним принимающим печатную краску слоем.
В одном предпочтительном варианте осуществления один или несколько принимающих печатную краску слоев имеют общую сухую массу от 2,0 г/м2 до 10,0 г/м2, более предпочтительно от 3,0 до 6,0 г/м2.
В одном предпочтительном варианте осуществления принимающий печатную краску слой включает полимерное связующее, выбираемое из группы, состоящей из гидроксиэтилцеллюлозы; гидроксипропилцеллюлозы; гидроксиэтилметилцеллюлозы; гидроксипропилметилцеллюлозы; гидроксибутилметилцеллюлозы; метилцеллюлозы, натриевой соли карбоксиметилцеллюлозы; натриевой соли карбоксиметилгидроксиэтилцеллюлозы; растворимой в воде этилгидроксиэтилцеллюлозы; сульфата целлюлозы; поливинилового спирта; сополимеров винилового спирта; поливинилацетата; поливинилацеталя; поливинилпирролидона; полиакриламида; сополимера акриламида/акриловой кислоты; полистирола, сополимеров стирола; акриловых или метакриловых полимеров; стирол/акриловых сополимеров; этилен-винилацетатного сополимера; сополимера винилметилового эфира/малеиновой кислоты; поли(2-акриламидо-2-метилпропансульфоновой кислоты); поли(диэтилентриамин-ко-адипиновой кислоты); поливинилпиридина; поливинилимидазола; модифицированного эпихлоргидрином полиэтиленимина; этоксилированного полиэтиленимина; содержащих эфирные связи полимеров, такие как полиэтиленоксид (PEO), полипропиленоксид (PPO), полиэтиленгликоль (PEG) и поливиниловый эфир (PVE); полиуретана; меламиновых смол; желатина; каррагенана; декстрана; аравийской камеди; казеина; пектина; альбумина; хитинов; хитозана; крахмала; производных коллагена; коллодия и агар-агара.
В одном особенно предпочтительном варианте осуществления принимающий печатную краску слой включает полимерное связующее, предпочтительно растворимое в воде (>1 г/л воды) полимерное связующее, которое содержит гидроксильную группу в качестве гидрофильной структурной единицы, например поливиниловый спирт.
Одним предпочтительным полимером для принимающего печатную краску слоя является поливиниловый спирт (PVA), сополимер винилового спирта или модифицированный поливиниловый спирт. Модифицированный поливиниловый спирт может быть поливиниловым спиртом катионного типа, таким как катионный поливиниловый спирт из ассортимента Kuraray, таким как POVAL C506, POVAL C118 от Nippon Goshei.
Пигмент в принимающем печатную краску слое является неорганическим пигментом, который может быть выбран из пигмента нейтрального, анионного и катионного типа. Подходящие для применения пигменты включают, например, диоксид кремния, тальк, глину, гидроталькит, каолин, кизельгур, карбонат кальция, углекислый магний, основной карбонат магния, алюмосиликат, тригидроксид алюминия, оксид алюминия (глинозем), оксид титана, оксид цинка, барит, гипс, сульфид цинка, сатинит, гидрат оксида алюминия, такой как бемит, оксид циркония или смешанные оксиды.
Неорганический пигмент предпочтительно выбирается из группы, состоящей из гидратов оксида алюминия, оксидов алюминия, гидроксидов алюминия, силикатов алюминия и диоксидов кремния.
Особенно предпочтительными неорганическими пигментами являются частицы диоксида кремния, коллоидный оксид кремния, частицы глинозема и псевдобемит, поскольку они образуют структуры с более высокой пористостью. Если они используются, частицы могут быть первичными частицами, используемыми непосредственно в том виде, в каком они находятся, или же они могут образовывать вторичные частицы. Предпочтительно частицы имеют средний диаметр первичной частицы 2 мкм или менее и более предпочтительно 200 нм или менее.
Предпочтительным видом гидрата оксида алюминия является кристаллический бемит, или γ–AlO(ОH). Подходящие виды бемита включают DISPERAL HP14, DISPERAL 40, DISPAL 23N4-20, DISPAL 14N-25 и DISPERAL AL25 от Sasol; а также MARTOXIN VPP2000-2 и GL-3 от Martinswerk GmbH.
Подходящие виды катионного оксида алюминия (глинозема) включает виды α-Al2O3, такие как NORTON E700, предлагаемый Saint-Gobain Ceramics and Plastics, Inc, и виды γ-Al2O3, например ALUMINUM OXID C от Degussa.
Другие подходящие неорганические пигменты включают тригидроксиды алюминия, например байерит, или α–Al(OH)3, такой как PLURAL BT, предлагаемый Sasol и Gibbsite, или γ–Al(OH)3, такой как сорта MARTINAL и сорта MARTIFIN от Martinswerk GmbH, сорта MICRAL от компании JM Huber; сорта HIGILITE от Showa Denka K.K.
Другим предпочтительным типом неорганического пигмента является диоксид кремния, который может применяться как таковой в его анионной форме или же после катионной модификации. Диоксид кремния может быть выбран из различных его типов, таких как кристаллический диоксид кремния, аморфный диоксид кремния, осажденный диоксид кремния, пирогенный кремнезем, силикагель, сферический и несферический диоксид кремния. Диоксид кремния может содержать незначительные количества оксидов металлов из группы Al, Zr, Ti. Подходящие типы включают AEROSIL OX50 (удельная поверхность по методу БЭТ 50±15 м2/г, средний размер первичной частицы 40 нм, содержание SiO2 >99,8%, содержание Al2O3 <0,08%), AEROSIL MOX170 (удельная поверхность по БЭТ 170 г/м2, средний размер первичной частицы 15 нм, содержание SiO2 >98,3%, содержание Al2O3 0,3-1,3%), AEROSIL MOX80 (удельная поверхность по методу БЭТ 80±20 г/м2, средний размер первичной частицы 30 нм, содержание SiO2 >98,3%, содержание Al2O3 0,3-1,3%), или другие гидрофильные сорта AEROSIL, доступные от Degussa-Hüls AG, которые могут давать водные дисперсии с малым средним размером частиц (<500 нм).
В целом, в зависимости от способа их получения частицы диоксида кремния группируются по двум типам: частицы, получаемые влажным способом и частицы, получаемые сухим способом (парофазный способ или пирогенный способ).
При влажном способе через ацидолиз силикатов образуется активный диоксид кремния, он полимеризуется до подходящей степени полимеризации и флоккулирует с получением водного диоксида кремния.
Парофазный процесс включает два типа: один включает высокотемпературный парофазный гидролиз галогенида кремния с тем, чтобы получить безводный диоксид кремния (гидролиз в пламени), а другой включает термическое восстановление при испарении кварцевого песка и кокса в электропечи, сопровождаемое его окислением на воздухе, чтобы также получить безводный диоксид кремния (дуговой способ). «Пирогенный диоксид кремния» указывает на безводные частицы диоксида кремния, полученные в парофазном процессе.
Что касается частиц диоксида кремния, применяемых в данном изобретении, то особенно предпочтительными являются частицы пирогенного диоксида кремния. Пирогенный диоксид кремния отличается от водного диоксида кремния плотностью размещения на поверхности силанольных групп и присутствием или отсутствием в ней пор, эти два различных типа диоксида кремния имеют различные свойства. Пирогенный диоксид кремния подходит для образования пространственной структуры высокой пористости. Так как пирогенный диоксид кремния имеет особенно большую удельную поверхность, его способность к поглощению и удержанию печатной краски очень высока. Парофазный диоксид кремния предпочтительно имеет средний диаметр первичной частицы 30 нм или менее, более предпочтительно 20 нм или менее, еще более предпочтительно 10 нм или менее и наиболее предпочтительно от 3 до 10 нм. Частицы пирогенного диоксида кремния легко агрегируются благодаря образованию водородных связей по их силанольным группам. Поэтому, когда средний размер первичных частиц не превышает 30 нм, частицы диоксида кремния могут образовывать структуру высокой пористости.
В следующем предпочтительном варианте осуществления принимающий печатную краску слой может быть подвергнут сшивке. Возможно применение любого подходящего сшивающего агента, соответствующего известному уровню техники. Особенно предпочтительной в качестве сшивающего агента для принимающего печатную краску слоя согласно настоящему изобретению является борная кислота.
Принимающий печатную краску слой может включать другие добавки, такие как окрашивающие вещества, поверхностно-активные вещества, биоциды, антистатики, твердые частицы для износостойкости, эластомеры, поглотители ультрафиолетового излучения, органические растворители, пластификаторы, светостабилизаторы, регуляторы pH, антистатики, осветляющие агенты, матирующие вещества и т.п.
Принимающий печатную краску слой(-и) может быть нанесен на подложку с применением любой стандартной методики нанесения покрытий, такой как нанесение покрытия методом окунания, нанесение покрытия ножевым способом, экструзионное покрытие, нанесение покрытия методом центрифугирования, нанесение покрытия с помощью скользящего бункера и нанесение покрытия наливом.
В альтернативном варианте принимающий печатную краску слой(-и) также может быть нанесен с помощью методов печати, таких как флексографическая печать или клапанно-струйная печать.
Декоративные рисунки
Представленные здесь абзацы, касающиеся декоративного рисунка, действительны и для ламинатных панелей на древесной основе, и для термопластичных ламинатных панелей. Для древесной основы декоративный рисунок получают набрызгиванием водных цветных красок для струйной печати на бумажную подложку перед импрегнированием термоотверждающейся смолой. Для термопластичных ламинатных панелей декоративный рисунок получают набрызгиванием на термопластичную подложку красок для струйной печати, отверждаемых под действием ультрафиолетового излучения.
Никаких существенных ограничений на содержание такого декоративного рисунка не накладывается. Декоративный рисунок может быть изображением текстуры дерева, но также может содержать информацию, такую как текст, стрелки, эмблемы и т.п.
В одном предпочтительном варианте осуществления декоративный рисунок является изображением дерева или камня, но также он может быть фантазийным или творческим рисунком, таким как старинная карта мира, или же геометрическим рисунком, или даже одноцветным для изготовления, например, пола, состоящего из черных и красных плиток, или одноцветной мебельной дверцы.
Преимущество печатания древесного декоративного рисунка состоит в том, что таким образом может быть изготовлен пол, имитирующий помимо дуба, сосны и бука, также очень дорогую древесину, такую как черный орех, который обычно недоступен для отделки дома.
Преимущество печатания декоративного рисунка, воспроизводящего текстуру камня, состоит в том, что таким образом может быть получен пол, который является точной копией каменного пола, но без ощущения холода при хождении по нему босыми ногами и с возможностью его легкой замены с течением времени в соответствии с модой.
Защитные слои
Предпочтительно защитный слой наносится поверх декоративного рисунка посредством наложения верхнего слоя, то есть обеспечения содержащего смолу носителя или жидкого покрытия, предпочтительно в то время, когда декоративный слой лежит на внутреннем слое – свободно или уже в связанном или приклеенном к нему состоянии.
В одном предпочтительном варианте осуществления носителем такого верхнего слоя является бумага, пропитанная термоотверждающейся смолой, которая становится прозрачной или просвечивающей после воздействия термопресса в процессе DPL.
Предпочтительный способ получения такого верхнего слоя описан в документе US 2009208646 (DEKOR KUNSTSTOFFE).
Жидкое покрытие предпочтительно включает термоотверждающуюся смолу, но также может быть и другим типом жидкости, таким как отверждаемый под действием ультрафиолетового излучения или электронного пучка лак.
В одном особенно предпочтительном варианте осуществления жидкое покрытие включает меламиновую смолу и твердые частицы, такие как корунд.
Защитный слой предпочтительно является внешним слоем, но в другом варианте осуществления на защитный слой может быть нанесен термопластичный или эластомерный поверхностный слой, предпочтительно из чистого термопластичного или эластомерного материала. В последнем случае слой на основе термопластичного или эластомерного материала предпочтительно наносится также и с другой стороны внутреннего слоя.
Жидкие меламиновые покрытия иллюстрируются в документах DE 19725829 C (LS INDUSTRIELACKE) и US 3173804 (RENKL PAIDIWERK).
Жидкое покрытие может содержать твердые частицы, предпочтительно прозрачные твердые частицы. Подходящие жидкие покрытия, содержащие для защиты от износа твердые частицы, а также способы получения таких защитных слоев раскрываются в документах US 2011300372 (CT FOR ABRASIVES AND REFRACTORIES) и US 8410209 (CT FOR ABRASIVES AND REFRACTORIES).
Прозрачностью, а также цветом защитного слоя можно управлять с помощью твердых частиц, когда они содержат один или множество оксидов, оксинитридов или смешанных оксидов элементов из группы Li, Na, K, Ca, Mg, Ba, Sr, Zn, Al, Si, Ti, Nb, La, Y, Ce или B.
Общее количество твердых частиц и частиц прозрачных твердых материалов в типичном случае составляет от 5 до 70 об.% по отношению к общему объему жидкого покрытия. Общее количество твердых частиц составляет от 1 г/м2 до 100 г/м2, предпочтительно от 2 г/м2 до 50 г/м2.
Если защитный слой включает бумагу в качестве листа носителя для термоотверждающейся смолы, то предпочтительно включение в или на бумагу твердых частиц, таких как частицы оксида алюминия. Предпочтительными твердыми частицами являются керамические или минеральные частицы, выбранные из группы оксида алюминия, карбида кремния, оксида кремния, нитрида кремния, карбида вольфрама, карбида бора и диоксида титана, или же из любого другого оксида металла, карбида металла, нитрида металла или карбонитрида металла. Наиболее предпочтительными твердыми частицами являются корунд и так называемая керамика Sialon. В принципе, возможно использование множества различных частиц. Разумеется, также может быть применена любая смесь вышеупомянутых твердых частиц.
Количество твердых частиц в защитном слое может быть определено в зависимости от желаемой износостойкости, предпочтительно с помощью так называемого теста Табер, как указывается в EN 13329 и также раскрыто в WO 2013/050910 (UNILIN) и US 8410209 (CT FOR ABRASIVES AND REFRACTOR).
Предпочтительны твердые частицы, имеющие средний размер от 1 до 200 мкм. Предпочтительно такие частицы наносятся на отпечатанный рисунок в количестве от 1 до 40 г/м2. Для более низких категорий качества достаточным может быть количество менее 20 г/м2.
Если защитный слой включает бумагу, то предпочтительно он имеет массу бумаги от 10 до 50 г/м2. Такая бумага часто также упоминается как так называемый «оверлей» и широко используется в панелях ламината. Предпочтительные способы получения такого оверлея раскрываются в WO 2007/144718 (FLOORING IND).
Предпочтительно этап обеспечения защитного слоя из термоотверждающейся смолы поверх отпечатанного рисунка включает обработку прессом. Предпочтительно в ходе такой обработки прессом применяется температура более 150°C, более предпочтительно от 180 до 220°C и под давлением более 20 бар, более предпочтительно от 35 до 40 бар.
В другом предпочтительном варианте осуществления декоративный ламинат изготавливают с использованием двух этапов обработки прессом, поскольку это позволяет достичь чрезвычайно высокого сопротивления истиранию. Действительно, во время первой обработки с помощью пресса предпочтительно по существу или полностью отверждаются слои, лежащие непосредственно под износостойким защитным слоем. Таким образом предотвращается выталкивание твердых частиц, заключенных в износостойком защитном слое, из верхней поверхности панели пола в декоративный рисунок или под него, и эти частицы остаются в зоне, где они являются наиболее эффективными, а именно, по существу над декоративным рисунком. Это позволяет, как определено в EN 13329, достичь точки начальной фазы износа в тесте Табера за более чем 10000 оборотов, притом, что при однократном прессовании слоев с такой же композицией удалось добиться показателя лишь немногим более 4000 оборотов. Понятно, что применение двух упомянутых выше обработок прессом приводит к более эффективному использованию имеющихся твердых частиц. Еще одно преимущество применения по меньшей мере двух обработок прессом состоит в том, что такая скорость износа, которая достигается при использовании единственной обработки прессом, может быть получена с меньшим количеством твердых частиц, если продукт подвергается прессованию дважды. Снижение количества твердых частиц интересно с той точки зрения, что твердые частицы имеют тенденцию ухудшать прозрачность износостойкого защитного слоя, что является нежелательным. Также появляется возможность работать с твердыми частицами меньшего диаметра, например частицами, имеющими средний диаметр 15 мкм или менее, или даже 5 мкм или менее.
Компенсационные слои
Основная цель компенсационного слоя(-ев) состоит в том, чтобы компенсировать деформирующие усилия слоями на противоположной стороне внутреннего слоя, так чтобы была получена по существу плоская декоративная панель. Такой компенсационный слой предпочтительно является слоем термоотверждающейся смолы, который может содержать один или несколько слоев носителя, таких как бумажные листы.
Как уже объяснялось выше в отношении мебельных панелей, компенсационный слой(-и) может быть декоративным слоем, необязательно дополненным защитным слоем.
Вместо одного или нескольких прозрачных компенсационных слоев также может использоваться непрозрачный компенсационный слой, который придает декоративной панели более привлекательный вид, маскируя поверхностные дефекты. Помимо этого, он может содержать текст или графическую информацию, такую как логотип компании или текстовая информация.
Термопластичные ламинированные панели
Декоративная панель, относящаяся к типу термопластичного ламината, включает наносимый струйный печатью декоративный рисунок между двумя слоями термопластичной пленки при том, что по меньшей мере один из двух слоев такой термопластичной пленки является прозрачной пленкой. Прозрачная пленка необходима для того, чтобы сделать нанесенный струйной печатью декоративный рисунок видимым, поскольку он располагается с внутренней стороны декоративного ламината.
Термопластичные ламинатные панели были разработаны гораздо позже, чем ламинатные панели на древесной основе, для целей решения проблемы водостойкости.
Термопластичные ламинатные панели получают термопрессованием в декоративный ламинат полотна термопластичной основы с нанесенным струйной печатью рисунком и защитного слоя; и нарезанием такого декоративного ламината на декоративные ламинированные панели. Подходящие способы производства раскрываются в EP 3095614 A (AGFA GRAPHICS) и EP 3119614 A (UNILIN).
В одном особенно предпочтительном варианте осуществления способ производства декоративных панелей типа термопластичных ламинатных панелей включает этапы: a) обеспечения струйного принтера заданием на печать, включающим печать идентификационного кода, присваиваемого одному или нескольким декоративным рисункам; b) печати одного или нескольких декоративных рисунков и идентификационного кода на первой термопластичной пленке при помощи одной или нескольких цветных красок для струйной печати ультрафиолетового отверждения; c) нанесения второй термопластичной пленки в качестве защитного слоя на отпечатанном с помощью струйного принтера изображении; d) термопрессования первой и второй термопластичных пленок в декоративный ламинат; и e) нарезания декоративного ламината на отделочные ламинированные панели.
В одном предпочтительном варианте осуществления первая и вторая термопластичные пленки являются пленками из поливинилхлорида. На вторую термопластичную пленку или на декоративный рисунок может быть нанесен слой, содержащий сополимер винилхлорида, винилацетата и винилового спирта. Последний улучшает прочность адгезии между первой и второй термопластичными пленками, когда декоративный рисунок обращен к кроющему слою в ходе термопрессования.
Поливинилхлоридные пленки предпочтительно являются пленками жесткого типа, включающими менее 10 мас.% пластификатора, более предпочтительно эти пленки PVC содержат от 0 до 5 мас.% пластификатора. Пластификатор может быть фталатным пластификатором, но предпочтительно по причинам охраны здоровья он является нефталатным пластификатором. Пленки PVC чрезвычайно хорошо подходят для обеспечения водостойкости, вследствие чего такие декоративные поверхности могут применяться в ванных и кухнях.
Предпочтительные нефталатные пластификаторы включают диизононилциклогексан-1,2-дикарбоксилат (DINCH), дибензоат дипропиленгликоля (DGD), дибензоат диэтиленгликоля (DEGD), дибензоат триэтиленгликоля (TEGD), ацетилированные моноглицериды полностью гидрогенизированного касторового масла (COMGHA) изосорбитные сложные эфиры, бис(2-этилгексил)терефталат, пластификаторы на основе растительных масел, такие как EcolibriumTM от DOW, и их смеси.
В результате нанесения слоя, содержащего винилхлорид-винилацетат-виниловый спирт, на первую термопластичную пленку, несущую по меньшей мере частично отвержденный с помощью ультрафиолетового излучения декоративный рисунок и не полностью высушенный слой так, чтобы он оставался липким, вторая термопластичная фольга скрепляется с ним под действием одного лишь давления. Однако, если предполагаемое применение является не отделкой стен, а декоративными панелями для пола, то предпочтительно пленки сплавляются друг с другом с помощью термического прессования.
Такие пленки являются термопластичными, так чтобы они могли быть сплавлены друг с другом. В одном предпочтительном варианте осуществления первая и вторая термопластичные пленки являются термически спрессованными (20) в декоративный ламинат, предпочтительно при температурах, превышающих 130°C или даже 150°C. Термическое прессование предпочтительно выполняется с предварительным нагревом первой и второй термопластичных пленок, предпочтительно до температуры выше 130°C, более предпочтительно между 140 и 200°C, и предпочтительно с применением затем холодного пресса для сплавления их в декоративный ламинат. В качестве варианта, пресс с помещенными в него первой и второй термопластичными пленками может быть нагрет до температуры более 130°C, что сопровождается охлаждением пресса для сплавления первой и второй термопластичных пленок в декоративный ламинат. Давление, применяемое при обоих способах, предпочтительно составляет более 10 бар, более предпочтительно от 15 до 40 бар.
В одном варианте осуществления декоративная панель включает декоративный рисунок, выполненный струйной печатью на первой термопластичной пленке, которая предпочтительно является непрозрачной белой термопластичной пленкой, в то время как вторая термопластичная пленка прозрачна и несет слой, содержащий сополимер винилхлорид-винилацетат-виниловый спирт.
В одном альтернативном предпочтительном варианте осуществления декоративная панель включает декоративный рисунок, выполненный струйной печатью на первой белой и непрозрачной термопластичной пленке, а слой, содержащий сополимер винилхлорид-винилацетат-виниловый спирт, наносится непосредственно на нанесенный струйный печатью декоративный рисунок. Тогда никакого слоя, содержащего сополимер винилхлорид-винилацетат-виниловый спирт, для второй термопластичной пленки не требуется. Этот подход приводит к преимуществу длительной сохранности второй термопластичной пленки, поскольку позволяет избежать склеивания из-за слоя, содержащего сополимер винилхлорид-винилацетат-виниловый спирт и находящегося в контакте с непокрытой поверхностью второй термопластичной пленки на рулоне.
Преимущество присутствия белой непрозрачной термопластичной пленки состоит в том, что улучшается достоверность цветопередачи получаемого струйной печатью декоративного рисунка и в том, что любые дефекты и неравномерности в необязательно используемом основном слое скрываются и таким образом не могут влиять на качество изображения. Непрозрачная термопластичная пленка предпочтительно является белой непрозрачной термопластичной пленкой, но также может быть желтоватой или коричневатой непрозрачной термопластичной пленкой с тем, чтобы снизить расход печатной краски в ходе выполнения струйной печати.
В одном предпочтительном варианте осуществления декоративная панель включает язычок и канавку для бесклеевого сцепления с другими декоративными панелями, имеющими аналогичные язычок и канавку. В более предпочтительном варианте осуществления язычок и канавка являются частью основного слоя.
Декоративные панели, включающие язычок и канавку специальной формы (см. фиг. 7), могут защелкиваться одна в другой. Преимущество этого состоит в быстрой и несложной сборке пола или стенки, не требующей использования клея. Форма язычка и канавки, необходимая для получения хорошего механического соединения, известна в области ламинатных полов на древесной основе, что иллюстрируется документами EP 2280130 A (FLOORING IND), WO 2004/053258 (FLOORING IND), US 2008010937 (VALINGE) и US 6418683 (PERSTORP FLOORING).
Данные профили язычка и канавки особенно предпочтительны для панелей настила пола и стеновых панелей, но в случае мебельных панелей такой профиль язычка и канавки предпочтительно не используется с учетом эстетических представлений о виде лицевых поверхностей мебельных дверец и ящичков. Однако профиль язычка и канавки может применяться для защелкивания между собой других видов мебельных панелей, как это иллюстрируется в документе US 2013071172 (UNILIN).
Такая декоративная панель, как панель покрытия пола, имеет единственное наносимое струйной печатью изображение на термопластичной пленке. Однако получаемое струйной печатью изображение может также присутствовать и на обеих сторонах основного слоя. Последнее особенно желательно в случае декоративных панелей для мебели. В данном случае наносимые струйной печатью изображения предпочтительно располагаются между двумя термопластичными пленками с обеих сторон основного слоя.
Декоративные панели могут иметь любую желаемую форму, такую как квадрат, прямоугольник или восьмиугольник. Декоративные панели для настила пола предпочтительно имеют прямоугольную форму, например, 18 см x 140 см, и толщину от 2 до 6 мм. При толщине не более 6 мм декоративными панелями с довольно ограниченной общей массой может быть покрыта достаточно большая поверхность пола. Небольшая масса повышает удобство установки декоративных панелей и позволяет получить финансовый выигрыш в транспортировке и складировании по сравнению с более тяжелыми декоративными панелями на древесной основе.
В одном предпочтительном варианте осуществления декоративные панели изготавливаются в форме вытянутых прямоугольных полос. Их размеры могут варьироваться в значительной степени. Предпочтительно панели имеют длину, превышающую 1 метр, и ширину, превышающую 0,1 метра, например панели могут быть длиной около 1,3 метра и шириной около 0,15 метра. Согласно одному конкретному воплощению длина панелей превышает 2 метра при ширине, предпочтительно составляющей около 0,2 метра или более. Печать таких панелей предпочтительно не содержит повторов.
Декоративные панели могут, кроме того, включать звукопоглощающий слой. Пример такого звукопоглощающего слоя раскрывается в патенте US 8196366 (UNILIN).
Первая термопластичная пленка
Первая термопластичная пленка включает термопластичную пленку и декоративную пленку с нанесенными на нее струйной печатью декоративным рисунком и идентификационным кодом.
Никаких существенных ограничений на содержание такого декоративного рисунка не накладывается. Декоративный рисунок может также содержать информацию, такую как текст, стрелки, эмблемы и т.п.
Первая термопластичная пленка предпочтительно имеет толщину по меньшей мере 80 мкм. Когда наносимое струйной печатью изображение печатается на прозрачной термопластичной пленке, применяемой в качестве защитного слоя декоративного ламината, то она предпочтительно имеет толщину более 100 мкм, более предпочтительно от 200 до 700 мкм и наиболее предпочтительно от 300 до 500 мкм.
Если первая термопластичная пленка применяется в качестве наружного защитного слоя декоративного ламината, то возможно включение дополнительного отделочного слоя на его поверхности, как это описано ниже в отношении второй термопластичной пленки.
Вторая термопластичная пленка
Вторая термопластичная пленка может нести слой, содержащий сополимер винилхлорид-винилацетат-виниловый спирт. Такой слой обеспечивает оптимальную адгезию к наносимому струйной печатью декоративному рисунку, в то время как гибкость можно максимизировать с использованием цветных красок для струйной печати ультрафиолетового отверждения, содержащих большие количества полимеризующихся соединений с одной этиленненасыщенной полимеризующейся группой в полимеризующейся композиции красок для струйной печати. Такой слой предпочтительно включает сополимер винилхлорид-винилацетат-виниловый спирт, содержащий более 80 мас.% винилхлорида и от 1 до 15 мас.% винилового спирта по отношению к общей массе сополимера. Если вторая термопластичная пленка не несет никакого слоя, содержащего сополимер винилхлорид-винилацетат-виниловый спирт, то такой слой предпочтительно наносится на наносимый струйной печатью декоративный рисунок первой термопластичной пленки. Другое преимущество включения винилового спирта в данный винилхлорид-винилацетатный сополимер состоит в том, что слой становится нелипким и вторая термопластичная пленка может храниться в виде рулона без проблем, связанных с ее слипанием.
Нанесение слоя, содержащего сополимер винилхлорид-винилацетат-виниловый спирт, предпочтительно выполняется с помощью методики, выбираемой из методики нанесения покрытия распылением, способом окунания, нанесения покрытия ножевым способом, экструзионного нанесения, нанесения покрытия способом центрифугирования, нанесения покрытия с помощью скользящего бункера и нанесения покрытия наливом.
Слой, содержащий сополимер винилхлорид-винилацетат-виниловый спирт, наносится так, чтобы он предпочтительно имел сухую массу от 1 до 10 г/м2, более предпочтительно от 2 до 7 г/м2 и наиболее предпочтительно от 3 до 6 г/м2. В случае показателя менее 1 г/м2 не обеспечивалась хорошая адгезия, в то время как при величинах более 10 г/м2 вновь могли наблюдаться проблемы липкости и склеивания. Очень стабильное качество было получено при нанесения покрытия с сухой массой от 2 до 6 г/м2.
Раствор для нанесения покрытия из сополимера винилхлорид-винилацетат-виниловый спирт предпочтительно готовят с использованием органического растворителя, имеющего температуру кипения при нормальном давлении не выше 95°C. Это делает возможным быстрое высыхание, которое особенно важно в устройстве для выполнения струйной печати однопроходным способом. Органический растворитель для сополимера винилхлорид-винилацетат-виниловый спирт для того, чтобы минимизировать риск взрыва, предпочтительно выбирается из метилэтилкетона или этилацетата.
Вторая термопластичная пленка предпочтительно используется в декоративном ламинате в качестве наружного слоя, тем самым образуя прозрачный защитный слой для имеющегося видимого изображения, наносимого струйной печатью. Однако на этот защитный слой могут быть нанесены дополнительные финишные слои.
В одном предпочтительном варианте осуществления на защитный слой наносится антистатический слой. Методики придания декоративным панелям антистатических свойств известны в области декоративных слоистых пластиков, что иллюстрируется документом EP 1567334 A (FLOORING IND).
В одном особенно предпочтительном варианте осуществления декоративная панель имеет на защитном слое полиуретановый финишный слой.
Верхняя сторона декоративной поверхности, то есть по меньшей мере защитный слой, предпочтительно снабжается рельефом, соответствующим данному декоративному рисунку, таким как, например, текстура древесины, трещины и сучки на изображении дерева. Методики тиснения, подходящие для получения такого рельефа, известны в области производства покрытий для пола и раскрываются, например, в документах EP 1290290 A (FLOORING IND), US 2006144004 (UNILIN), EP 1711353 A (FLOORING IND) и US 2010192793 (FLOORING IND).
Наиболее предпочтительно рельеф создается прижатием штампа для цифрового тиснения, цилиндра или ленты к термопластичной пленке, образующей защитный слой в ходе термопрессования.
Штамп для цифрового тиснения представляет собой пластину, на которой имеются выпуклости, которые могут использоваться для образования рельефа на декоративной панели, в результате прижатия штампа для цифрового тиснения к защитному слою декоративной панели или сцепленных декоративных панелей. Такие выпуклости могут являться отвержденными напыленными капельками, выбрасываемыми устройством для струйной печати, и наиболее предпочтительно напыленными капельками, отвержденными под действием ультрафиолетового излучения. Выпуклости предпочтительно образуются при печати и отверждении капелек, напыляемых поверх уже отвержденных или закрепленных предварительной засветкой капелек струи. Предпочтительно такая пластина является жесткой, что достигается использованием металла или твердой пластмассы.
Альтернативой для штампа для цифрового тиснения может быть гравированный цилиндр для цифрового тиснения, который представляет собой цилиндр, имеющий выпуклости для получения рельефа на декоративных панелях, образующегося в ходе прижимания и вращения цилиндра для цифрового тиснения к защитному слою декоративных панелей.
Финишный слой, предпочтительно полиуретановый финишный слой, может включать твердые частицы, такие как корунд, для того чтобы предотвратить образование царапин на верхней поверхности. Общее количество твердых частиц предпочтительно составляет от 1 г/м2 до 100 г/м2, предпочтительно от 2 г/м2 до 50 г/м2.
Предпочтительными твердыми частицами являются керамические или минеральные частицы, выбранные из группы оксида алюминия, карбида кремния, оксида кремния, нитрида кремния, карбида вольфрама, карбида бора и диоксида титана, или же из любого другого оксида металла, карбида металла, нитрида металла или карбонитрида металла. Наиболее предпочтительными твердыми частицами являются корунд и так называемая керамика Sialon. В принципе, возможно использование множества различных частиц. Разумеется, также может быть применена любая смесь вышеупомянутых твердых частиц.
Количество твердых частиц может определено в зависимости от желаемой стойкости к царапанию.
Предпочтительны твердые частицы, имеющие средний размер между 1 и 200 мкм. Предпочтительно такие частицы наносятся на отпечатанный рисунок в количестве между 1 и 40 г/м2. Для более низких категорий качества достаточным может быть количество менее 20 г/м2.
Вторая термопластичная пленка предпочтительно имеет толщину по меньшей мере 80 мкм. Когда вторая термопластичная пленка применяется в качестве защитного наружного слоя на декоративном ламинате, она предпочтительно имеет толщину более 100 мкм, более предпочтительно от 200 до 700 мкм и наиболее предпочтительно от 300 до 500 мкм.
Основные слои
Декоративная панель в случае ламината термопластичного типа предпочтительно включает основной слой. Основной слой обеспечивает достаточную жесткость декоративной панели, например, чтобы при изгибании длинной прямоугольной декоративной панели под ее собственной массой панель не ломалась. Поэтому основной слой предпочтительно армируется волокнами.
В декоративной панели основной слой соединен со стороной непрозрачной термопластичной пленки в случае первой и второй термопластичных пленок или соединен со стороной прозрачной термопластичной пленки, если и первая, и вторая термопластичные пленки являются прозрачными термопластичными пленками.
В одном предпочтительном варианте осуществления основной слой включает по существу поливинилхлорид и армирующие материалы. Более предпочтительно основной слой включает по существу поливинилхлорид и стекловолокно.
Основной слой может быть составленным из двух пленок, предпочтительно пленок из поливинилхлорида с внедренным в них ворсом из стекловолокна.
Основной слой может содержать минеральные материалы. Особенно подходящими здесь являются тальк или карбонат кальция (мел), оксид алюминия, диоксид кремния. Основной слой может включать огнестойкую добавку.
Основной слой также может быть так называемым древопластиком – древесно-пластиковым композитным материалом (woodplastic composite, WPC), предпочтительно содержащим один или несколько полимеров или сополимеров, выбранных из группы, состоящей из полипропилена, полиэтилена и поливинилхлорида.
Краски для струйной печати
Краски для струйной печати предпочтительно являются пигментными красками для струйной печати, поскольку цветные пигменты обеспечивает более высокую устойчивость против выцветания декоративных ламинированных панелей, чем красители. Краски для струйной печати, используемые для изготовления ламинатных панелей на древесной основе, окрашиваются водными красками для струйной печати, в то время как краски для струйной печати, используемые для производства термопластичных ламинатных панелей, представлены красками для струйной печати, отверждаемыми под действием ультрафиолетового излучения.
Водная краска для струйной печати предпочтительно включает по меньшей мере цветной пигмент и воду, более предпочтительно дополненную одним или несколькими органическими растворителями, такими как смачиватели, а также диспергирующим агентом, если данный цветной пигмент не является самодиспергирующимся цветным пигментом.
Краска для струйной печати ультрафиолетового отверждения предпочтительно включает по меньшей мере цветной пигмент, полимерный диспергирующий агент, фотоинициатор и полимеризующееся соединение, такое как мономер или олигомер.
Краски для струйной печати составляются в комплекты красок для струйной печати, содержащие краски для струйной печати различного цвета. Такой комплект красок для струйной печати может быть стандартным набором печатных красок CMYK, но предпочтительно представляет собой набор печатных красок CRYK, в котором печатная краска цвета маджента (M) заменена красной (R) краской для струйной печати. Применение красной краски для струйной печати улучшает цветовую гамму для цветных изображений древесной основы, которая представлена в большинстве декоративных ламинатов, применяемых в качестве ламината для настила пола.
Такой комплект краски для струйной печати может быть расширен дополнительными печатными красками, такими как белая, коричневая, красная, зеленая, голубая и/или оранжевая, для целей дополнительного расширения цветовой гаммы изображения. Комплект краски для струйной печати также может быть расширен комбинацией красок для струйной печати максимальной плотности с красками для струйной печати невысокой плотности. Комбинация цветных печатных красок темных и светлых тонов и/или черных и серых печатных красок улучшает качество изображения благодаря снижению зернистости. Однако предпочтительно комплект краски для струйной печати состоит не более, чем из 3 или 4 красок для струйной печати, делая возможной конструкцию многопроходных или однопроходных струйных принтеров высокой производительности с приемлемой стоимостью.
Окрашивающие вещества
Окрашивающее вещество в краске для струйной печати может включать краситель, но предпочтительным является цветной пигмент. Пигментная краска для струйной печати предпочтительно содержит диспергирующий агент, более предпочтительно полимерный диспергирующий агент, предназначаемый для диспергирования пигмента. Помимо полимерного диспергирующего агента пигментная краска для струйной печати может содержать синергист диспергирования, предназначаемый для дополнительного улучшения качества дисперсии и стабильности печатной краски.
В случае водной пигментной краски для струйной печати водная краска для струйной печати может содержать так называемый «самодиспергирующийся» цветной пигмент. Самодиспергирующийся цветной пигмент не требует никакого диспергирующего агента, поскольку поверхность пигмента имеет ионные группы, которые осуществляют электростатическую стабилизацию дисперсии пигмента. В случае самодиспергирующихся цветных пигментов пространственная стабилизация, обеспечиваемая с помощью полимерного диспергирующего агента, становится необязательной. Приготовление самодиспергирующихся цветных пигментов известно в данной области и может быть проиллюстрировано документом EP 904327 A (CABOT).
Цветные пигменты могут быть черным, белым, цвета циан, цвета маджента, желтым, красным, оранжевым, фиолетовым, голубым, зеленым, коричневым, их смесями и другими подобными. Цветной пигмент может быть выбран из описываемых HERBST, Willy, и др. Industrial Organic Pigments, Production, Properties, Applications. 3-я редакция. Wiley - VCH, 2004. ISBN 3527305769.
Особенно предпочтительным пигментом для краски для струйной печати цвета циан является медный фталоцианиновый пигмент, более предпочтительно C.I. Pigment Blue 15:3 или C.I. Pigment Blue 15:4.
Особенно предпочтительные пигменты для красной краски для струйной печати – C.I Pigment Red 254, C.I. Pigment Red 176 и C.I. Pigment Red 122 их смеси.
Особенно предпочтительными пигментами для желтой краски для струйной печати являются C.I. Pigment Yellow 150, C.I. Pigment Yellow 151, C.I. Pigment Yellow 180 и C.I. Pigment Yellow 74, а также их смеси.
Пигментные материалы, подходящие для черной краски, включают сажу, такую как RegalTM 400R, MogulTM L, ElftexTM 320 от Cabot Co. или Carbon Black FW18, Special BlackTM 250, Special BlackTM 350, Special BlackTM 550, PrintexTM 25, PrintexTM 35, PrintexTM 55, PrintexTM 90, PrintexTM 150T производства DEGUSSA Co., MA8 от MITSUBISHI CHEMICAL Co. и C.I. Pigment Black 7, а также C.I. Pigment Black 11.
Также могут применяться и смеси кристаллов. Смешанные кристаллы также упоминаются как твердые растворы. Например, различные хинакридоны в некоторых условиях смешиваются друг с другом с образованием твердых растворов, которые весьма отличаются и от физических смесей соединений и от самих соединений. В твердом растворе молекулы компонентов входят в ту же самую кристаллическую решетку, обычно решетку одного из этих компонентов. Рентгеновская дифрактограмма получаемого твердого кристаллического вещества демонстрирует признаки того, что оно является твердым, и явно отличается от профиля физической смеси тех же самых компонентов, взятых в тех же самых долях. В таких физических смесях рентгенограммы каждого из компонентов различаются и исчезновение многих из этих линий – один из критериев образования твердых растворов. Коммерчески доступным примером является CinquasiaTM Magenta RT-355-D, выпускаемый Ciba Specialty Chemicals.
Также возможно использование смесей пигментов. Например, краска для струйной печати включает сажевый пигмент и по меньшей мере один пигмент, выбранный из группы, состоящей из голубого пигмента, пигмента цвета циан, пигмента цвета маджента и красного пигмента. Было найдено, что такая черная краска для струйной печати обеспечила возможность более легкого и лучшего управления цветом для передающей цвет древесины палитры.
Частицы пигмента в пигментной краске для струйной печати должны быть достаточно мелкими для того, чтобы обеспечивать свободное течение печатной краски через устройство струйной печати, в частности в эжекционных форсунках. Также использование мелких частиц желательно для максимальной насыщенности цвета и замедления седиментации.
Средний размер частиц пигмента в пигментной краске для струйной печати должен составлять между 0,005 мкм и 15 мкм. Предпочтительно средний размер частиц пигмента составляет между 0,005 и 5 мкм, более предпочтительно между 0,005 и 1 мкм, особенно предпочтительно между 0,005 и 0,3 мкм и наиболее предпочтительно между 0,040 и 0,150 мкм.
Пигмент используется в пигментной краске для струйной печати в количестве от 0,1 до 20 мас.%, предпочтительно от 1 до 10 мас.% и наиболее предпочтительно от 2 до 5 мас.% по отношению к общей массе пигментной краски для струйной печати. Для уменьшения количества краски для струйной печати, необходимой для получения данного цветного рисунка, предпочтительна концентрация пигмента по меньшей мере в 2 мас.%, в то время как концентрация пигмента, превышающая 5 мас.%, сужает цветовую гамму для печати цветных рисунков с помощью печатающих головок, имеющих диаметр форсунки 20 - 50 мкм.
Диспергирующие агенты
Пигментная краска для струйной печати может содержать диспергирующий агент, предпочтительно полимерный диспергирующий агент, предназначаемый для диспергирования пигмента.
Подходящие полимерные диспергирующие агенты являются сополимерами двух мономеров, но они могут также содержать три, четыре, пять или более мономеров. Свойства полимерных диспергирующих агентов зависят и от природы мономеров, и от их распределения в полимере. Сополимерные диспергирующие агенты предпочтительно имеют следующие полимерные композиции:
статистически полимеризуемые мономеры (например, мономеры A и B, полимеризованные в ABBAABAB);
полимеризуемые с регулярным чередованием мономерных единиц (например, мономеры A и B, полимеризованные в ABABABAB);
градиентно полимеризуемые мономеры (например, мономеры A и B, полимеризованные в AAABAABBABBB);
блок-сополимеры (например, мономеры A и B, полимеризованные в AAAAABBBBBB), в которых размер каждого из блоков (2, 3, 4, 5 или более) важен для дисперсионной способности полимерного диспергирующего агента;
привитые сополимеры (привитые сополимеры состоят из главной полимерной цепи с полимерными боковыми цепями, присоединенными к главной цепи); и
смешанные формы этих полимеров, например, блочно-градиентные сополимеры.
Подходящими диспергирующими агентами являются диспергирующие агенты DISPERBYKTM, предлагаемые BYK CHEMIE, диспергирующие агенты JONCRYLTM, выпускаемые JOHNSON POLYMERS, и диспергирующие агенты SOLSPERSETM, представленные ZENECA. Детализированный список неполимерных а также некоторых полимерных диспергирующих агентов раскрыт MC CUTCHEON. Functional Materials, North American Edition. Glen Rock,N.J.: Manufacturing Confectioner Publishing Co., 1990. стр. 110-129.
Полимерный диспергирующий агент предпочтительно имеет среднечисленную молекулярную массу Mn от 500 до 30000, более предпочтительно от 1500 до 10000.
Полимерный диспергирующий агент предпочтительно имеет среднюю молекулярную массу Mw менее 100 000, более предпочтительно менее 50 000 и наиболее предпочтительно менее 30 000.
В одном предпочтительном варианте осуществления полимерный диспергирующий агент, применяемый в водной пигментной краске для струйной печати, является сополимером, содержащим от 3 до 11 мол.% длинной алифатической цепи (мет)акрилата, при том, что такая длинная алифатическая цепь содержит по меньшей мере 10 атомов углерода. Длинная алифатическая цепь (мет)акрилата предпочтительно содержит 10 - 18 атомов углерода. Длинная алифатическая цепь (мет)акрилата предпочтительно является децил(мет)акрилатом. Полимерный диспергирующий агент может быть приготовлен посредством легко контролируемой полимеризации смеси мономеров и/или олигомеров, включающей от 3 до 11 мол.% длинной алифатической цепи (мет)акрилата, при том, что длинная алифатическая цепь содержит по меньшей мере 10 атомов углерода. Один коммерчески доступный полимерный диспергирующий агент, являющийся сополимером, содержащим от 3 до 11 мол.% длинной алифатической цепи (мет)акрилата, представляет собой EdaplanTM 482, полимерный диспергирующий агент от MUNZING.
Особенно предпочтительные полимерные диспергирующие агенты для красок для струйной печати ультрафиолетового отверждения включают диспергирующие агенты SolsperseTM от NOVEON, диспергирующие агенты EfkaTM от CIBA SPECIALTY CHEMICALS INC и DisperbykTM – диспергирующие агенты от BYK CHEMIE GMBH. Особенно предпочтительны диспергирующие агенты SolsperseTM 32000, 35000 и 39000 – дисперсанты от NOVEON.
Латексные полимерные вяжущие
Водные краски для струйной печати могут содержать полимерное латексное связующее. При использовании такого латекса один или несколько принимающих печатную краску слоев на бумажном полотне основы может быть исключен лишь с незначительной потерей в качестве изображения.
Полимерный латекс специальным образом не ограничивается при условии, что он имеет стойкую способность к диспергированию в композиции печатной краски. Нет никакого ограничений в отношении структуры главной цепи нерастворимого в воде полимера. Примеры таких полимеров включают виниловый полимер и конденсированный полимер (например, эпоксидную смолу, полиэфир, полиуретан, полиамид, целлюлозу, полиэфир, полимочевину, полиимид и поликарбонат). Среди вышеприведенных, благодаря легко контролируемому синтезу, наиболее предпочтителен виниловый полимер.
В одном особенно предпочтительном варианте осуществления полимерный латекс является полиуретановым латексом, более предпочтительно самодиспергирующимся полиуретановым латексом. Полимерное латексное связующее в одной или нескольких водных красках для струйной печати по причинам совместимости с термоотверждающейся смолой предпочтительно является латексным вяжущим на полиуретановой основе.
С точки зрения стабильности эжекции и стабильности жидкости (в частности, устойчивости дисперсии) при использовании цветного пигмента полимерный латекс в данном изобретении предпочтительно является самодиспергирующимся полимерным латексом и более предпочтительно самодиспергирующимся полимерным латексом, имеющим карбоксильную группу. Самодиспергирующийся полимерный латекс подразумевает латекс из нерастворимого в воде полимера, который не содержит свободного эмульгатора и, благодаря наличию в нем определенной функциональной группы (в частности, кислотной группы или ее соли), может переходить в диспергированное в водной среде состояние даже в отсутствие других поверхностно-активных веществ.
Для приготовления самодиспергирующегося полимерного латекса предпочтительно применяется мономер, выбранный из группы, состоящей из мономера ненасыщенной карбоновой кислоты, мономера ненасыщенной сульфокислоты и мономера ненасыщенной фосфорной кислоты.
Конкретные примеры мономера ненасыщенной карбоновой кислоты включают акриловую кислоту, метакриловую кислоту, кротоновую кислоту, итаконовую кислоту, малеиновую кислоту, фумаровую кислоту, цитраконовую кислоту и 2-метакрилоилоксиметилянтарную кислоту. Конкретные примеры мономера ненасыщенной сульфокислоты включают стиролсульфокислоту, 2-акриламидо-2-метилпропансульфокислоту, 3-сульфопропил(мет)акрилат и бис(3-сульфопропил)итаконат. Конкретные примеры мономера ненасыщенной фосфорной кислоты включают винилфосфорную кислоту, винилфосфат, бис(метакрилоксиэтил)фосфат, дифенил-2-акрилоилоксиэтилфосфат, дифенил-2-метакрилоилоксиэтилфосфат и дибутил-2-акрилоилоксиэтилфосфат.
Частицы полимерного латексного связующего предпочтительно имеют температуру стеклования (Tg) 30°C или более.
Минимальная температура пленкообразования (MFT) полимерного латекса предпочтительно составляет от -25 до 150°C и более предпочтительно от 35 до 130°C.
Биоциды
Водная краска для струйной печати предпочтительно включает биоцид для предотвращения порчи печатной краски во время хранения вследствие присутствия в воде краски для струйной печати микроорганизмов.
Подходящие для водных красок для струйной печати биоциды включают дегидроацетат натрия, 2-феноксиэтанол, бензоат натрия, пиридинтион-1-оксид натрия, этил-п-гидроксибензоат и 1,2-бензизотиазолин-3-он и их соли.
Предпочтительными биоцидами являются ProxelTM GXL и ProxelTM Ultra 5, предлагаемые ARCH UK BIOCIDES, и BronidoxTM от COGNIS.
Биоцид предпочтительно добавляется в количестве от 0,001 до 3,0 мас.%, более предпочтительно от 0,01 до 1,0 мас.% по отношению к общей массе водной краски для струйной печати.
Смачивающие вещества
Смачиватель применяется в водной краске для струйной печати для того, чтобы препятствовать испарению воды из форсунки в головке для струйной печати, что может привести к выходу форсунки из строя из-за забивки.
Подходящие смачиватели включают триацетин, N-метил-2-пирролидон, 2-пирролидон, глицерин, мочевину, тиомочевину, этиленмочевину, алкилмочевину, алкилтиомочевину, диалкилмочевину и диалкилтиомочевину, диолы, включая этандиолы, пропандиолы, пропантриолы, бутандиолы, пентандиолы и гександиолы; гликоли, включая пропиленгликоль, полипропиленгликоль, этиленгликоль, полиэтиленгликоль, диэтиленгликоль, тетраэтиленгликоль и их смеси и производные. Предпочтительными смачивателями являются 2-пирролидон, глицерин и 1,2-гександиол, так как было найдено, что последние наиболее эффективны в отношении улучшения надежности струйной печати в производственных условиях.
Смачиватель предпочтительно добавляется к составу краски для струйной печати в количестве от 0,1 до 35 мас.% от массы состава, более предпочтительно от 1 до 30 мас.% от массы состава и наиболее предпочтительно от 3 до 25 мас.% от массы состава.
Регуляторы pH
Водные краски для струйной печати могут содержать по меньшей мере один регулятор pH. Подходящие pH-регуляторы включают NaOH, KOH, NEt3, NH3, HCl, HNO3, H2SO4 и (поли)алифатические аминоспирты, такие как триэтаноламин и 2-амино-2-метил-1-пропандиол. Предпочтительными регуляторами pH являются триэтаноламин, NaOH и H2SO4.
Для обеспечения устойчивости дисперсии водная краска для струйной печати предпочтительно имеет pH по меньшей мере 7.
Поверхностно-активные вещества
Краски для струйной печати могут содержать по меньшей мере одно поверхностно-активное вещество. Поверхностно-активное вещество(-а) может быть анионным, катионным, неионогенным или цвиттер-ионным и обычно добавляется в суммарном количестве менее 5 мас.% по отношению к общей массе краски для струйной печати и, в частности, в суммарном количестве менее 2 мас.% по отношению к общей массе краски для струйной печати.
Краски для струйной печати предпочтительно имеют поверхностное натяжение при 25°C от 18,0 до 45,0 мН/м, более предпочтительно поверхностное натяжение при 25°C от 21,0 до 39,0 мН/м.
Предпочтительные поверхностно-активные вещества выбираются из фторсодержащих поверхностно-активных веществ (таких как фторированные углеводороды) и/или кремнийорганических поверхностно-активных веществ.
Кремнийорганические поверхностно-активные вещества предпочтительно представлены силоксанами и могут быть алкоксилированными, простыми полиэфир-модифицированными, сложными полиэфир-модифицированными, простыми полиэфир-модифицированными гидроксифункциональными, амино-модифицированными, эпокси-модифицированными и другими модификациями или их комбинациями. Предпочтительные силоксаны являются полимерными, например полидиметилсилоксанами. Предпочтительные коммерчески доступные кремнийорганические поверхностно-активные вещества включают BYKTM 333 и BYKTM UV3510 от BYK Chemie.
Предпочтительные поверхностно-активные вещества для водных красок для струйной печати включают соли жирных кислот, соли эфиров высших спиртов, соли алкилбензолсульфоната, соли сульфосукцинатных эфиров и соли фосфатных эфиров высших спиртов (например, додецилбензолсульфонат натрия и диоктилсульфосукцинат натрия), аддукты этиленоксида высших спиртов, аддукты этиленоксида алкилфенола, аддукты этиленоксида сложного эфира жирной кислоты и многоатомного спирта, а также ацетиленгликоль и его этиленоксидные аддукты (например, полиэтиленоксиднонилфенильный эфир и SURFYNOLTM 104, 104, 104H, 440, 465 и TG, доступные в AIR PRODUCTS и CHEMICALS INC).
Кремнийорганические поверхностно-активные вещества часто предпочтительны в красках для струйной печати ультрафиолетового отверждения, особенно реакционно-активные кремнийорганические поверхностно-активные вещества, которые способны полимеризоваться вместе с полимеризующимися соединениями во время этапа отверждения.
Примерами подходящих для применения коммерческих кремнийорганических поверхностно-активных веществ являются продукты, поставляемые компанией BYK CHEMIE GMBH (включая BykTM-302, 307, 310, 331, 333, 341, 345, 346, 347, 348, UV3500, UV3510 и UV3530), поставляемые TEGO CHEMIE SERVICE (включая Tego RadTM 2100, 2200N, 2250, 2300, 2500, 2600 и 2700), EbecrylTM 1360 – гексаакрилат полисиликсона от CYTEC INDUSTRIES BV и линейку EfkaTM-3000 (включая EfkaTM-3232 и EfkaTM-3883) от EFKA CHEMICALS B.V.
Полимеризующиеся соединения
Отверждаемая под действием ультрафиолетового излучения краска для струйной печати включает один или несколько мономеров и/или олигомеров. Отверждаемая под действием ультрафиолетового излучения краска для струйной печати предпочтительно является краской для струйной печати, отверждаемой под действием ультрафиолетового излучения по свободно-радикальному механизму.
Любой мономер и олигомер, способный к свободно-радикальной полимеризации, может быть использован в краске для струйной печати, отверждаемой под действием ультрафиолетового излучения по свободно-радикальному механизму. Мономеры и олигомеры могут иметь различную степень полимеризационной функциональности, и возможно применение смеси, включающей комбинации мономеров с моно-, ди-, три- и более высокой полимеризационной функциональностью. Вязкость краски для струйной печати ультрафиолетового отверждения может быть отрегулирована посредством варьирования соотношения между мономерами и олигомерами.
Особенно предпочтительными для применения в качестве полимеризующегося соединения в краске для струйной печати ультрафиолетового отверждения являются монофункциональные и/или полифункциональные (мет)акрилатные мономеры, олигомеры или форполимеры.
В одном особенно предпочтительном варианте осуществления краска для струйной печати ультрафиолетового отверждения является краской для струйной печати, отверждаемой под действием ультрафиолетового излучения по свободно-радикальному механизму, поскольку было найдено, что в промышленной атмосфере такие печатные краски более надежны, чем краски для струйной печати, отверждаемые под действием ультрафиолетового излучения по катионному механизму.
Краска для струйной печати ультрафиолетового отверждения предпочтительно содержит полимеризующуюся композицию, содержащую: от 30 до 90 мас.% одного или нескольких соединений с одной этиленненасыщенной полимеризующейся группой; от 10 до 70 мас.% одного или нескольких соединений с двумя этиленненасыщенными полимеризующимися группами; и от 0 до 10 мас.% одного или нескольких соединений с тремя или более этиленненасыщенными полимеризующимися группами, при этом все массовые процентные доли относятся к общей массе полимеризующейся композиции.
В одном особенно предпочтительном варианте осуществления одна или несколько пигментных красок для струйной печати ультрафиолетового отверждения включают по меньшей мере один мономер, выбранный из N-виниллактама и моноакрилата ациклического углеводорода. Последняя комбинация помимо прочего улучшает адгезию и гибкость.
Фотоинициаторы
Отверждаемые под действием ультрафиолетового излучения пигментные краски для струйной печати предпочтительно содержат фотоинициатор. В типичном случае такой инициатор инициирует реакцию полимеризации. Фотоинициатор может быть инициатором типа Norrish I, инициатором типа Norrish II или фотокислотным генератором, но предпочтительно он является инициатором типа Norrish I, инициатором типа Norrish II или их комбинацией.
Предпочтительный инициатор типа Norrish I выбирается из группы, состоящей из бензойных эфиров, бензилкеталей, α,α-диалкоксиацетофенонов, α-гидроксиалкилфенонов, α-аминоалкилфенонов, ацилфосфиноксидов, ацилфосфинсульфидов, α-галогенокетонов, α-галосульфонов и α-галофенилглиоксалатов.
Предпочтительный инициатор типа Norrish II выбирается из группы, состоящей из бензофенонов, тиоксантонов, 1,2-дикетонов и антрахинонов.
Подходящие фотоинициаторы раскрыты в CRIVELLO, J.V., и др. Том III: Photoinitiators for Free Radical Cationic & Anionic Photopolymerization. 2-е издание. Под редакцией by BRADLEY, G. London, UK: John Wiley and Sons Ltd, 1998. стр. 287-294.
Предпочтительное количество фотоинициатора составляет от 0,3 до 20 мас.% от общей массы краски для струйной печати ультрафиолетового отверждения, более предпочтительно от 1 до 15 мас.% от общей массы краски для струйной печати ультрафиолетового отверждения.
Для дополнительного повышения фоточувствительности краска для струйной печати, отверждаемая ультрафиолетовым излучением по свободно-радикальному механизму, может, помимо этого, содержать cо-инициаторы.
Предпочтительный cо-инициатор выбирается из группы, состоящей из алифатического амина, ароматического амина и тиола. Особенно предпочтительны в качестве cо-инициатора третичные амины, гетероциклические тиолы и 4-диалкиламинобензойная кислота. Наиболее предпочтительными cо-инициаторами с точки зрения стабильности сохраняемости краски для струйной печати являются аминобензоаты.
Количество cо-инициатора или cо-инициаторов предпочтительно составляет от 0,01 до 20 мас.%, более предпочтительно от 0,05 до 10 мас.% по отношению к общей массе краски для струйной печати ультрафиолетового отверждения.
Ингибиторы полимеризации
Для улучшения срока хранения краски для струйной печати такая отверждаемая под действием ультрафиолетового излучения краска для струйной печати может содержать ингибитор полимеризации. Подходящие ингибиторы полимеризации включают антиоксиданты фенольного типа, светостабилизаторы на основе пространственно затрудненных аминов, антиоксиданты фосфорного типа, монометиловый эфир гидрохинона, обычно используемый в (мет)акрилатных мономерах, и гидрохинон, также могут примениться трет-бутилкатехин, пирогаллол.
Подходящими коммерческими ингибиторами являются, например, SumilizerTM GA-80, SumilizerTM GM and SumilizerTM GS производства Sumitomo Chemical Co. Ltd.; GenoradTM 16, GenoradTM 18 и GenoradTM 20 из Rahn AG; IrgastabTM UV10 и IrgastabTM UV22, TinuvinTM 460 и CGS20 из Ciba Specialty Chemicals; FloorstabTM UV range (UV-1, UV-2, UV-5 and UV-8) из Kromachem Ltd, AdditolTM S range (S100, S110, S120 and S130) производства Cytec Surface Specialties.
Так как чрезмерное добавление этих ингибиторов полимеризации снижает восприимчивость печатной краски к отверждению, предпочтительно, чтобы пригодное для предупреждения полимеризации количество было определено до смешивания. Количество ингибитора полимеризации предпочтительно составляет менее 2 мас.% от общей массы (струйной) печатной краски.
Приготовление красок для струйной печати
Краски для струйной печати могут быть приготовлены осаждением или измельчением цветного пигмента в дисперсионной среде в присутствии полимерного диспергирующего агента, или же просто смешиванием самодиспергирующегося цветного пигмента в печатной краске.
Смесители могут включать червячный пластикар, открытый книдер, планетарную мешалку, растворитель и устройство типа Dalton Universal Mixer. Подходящими измельчающими и диспергирующими устройствами являются шаровая мельница, крупношлифовальная машина, коллоидная мельница, высокоскоростной диспергатор, двуфланцевый ролик, бисерная мельница, разбавитель для краски и тройные вальцы. Дисперсия также может быть приготовлена с использованием ультразвуковой энергии.
Если краска для струйной печати содержит более одного пигмента, цветная печатная краска может быть приготовлена с использованием отдельной дисперсии для каждого пигмента или, в качестве варианта, во время приготовления дисперсии могут быть смешаны и совместно измельчены несколько пигментов.
Дисперсионный способ может быть реализован в непрерывном, пакетном или полунепрерывном режиме. Отверждаемые под действием ультрафиолетового излучения краски для струйной печати предпочтительно готовятся под условиями, исключающими любое попадание ультрафиолетового света.
Предпочтительные количества и соотношения ингредиентов в продукте размола будут варьироваться в широких пределах в зависимости от конкретных материалов и их предполагаемых применений. Композиция размалываемой смеси содержит продукт размола и среду размола. Продукт размола содержит пигмент, диспергирующий агент и жидкий носитель, такой как вода или мономер. В случае красок для струйной печати пигмент обычно присутствует в продукте размола в количестве от 1 до 50 мас.% без учета среды размола. Массовое соотношение пигмента и диспергирующего агента составляет от 20:1 до 1:2.
Время размола может варьироваться в широких пределах и зависит от выбранного пигмента, механических средств и условий нахождения, от исходного и желаемого конечного размера частиц и т.д. В настоящем изобретении может быть приготовлена дисперсия со средним размером частиц менее 100 нм.
После завершения размалывания среда размола отделяется от размолотого дисперсного продукта (либо в сухой, либо в жидкой дисперсной форме) с применением стандартных методик разделения, таких как фильтрация, просеивание через сито и другие подобные. Часто сито встроено в мельницу, например в случае бисерной мельницы. Размолотый концентрат пигмента предпочтительно отделяется от среды размола фильтрацией.
Вообще желательно придать цветной краске форму концентрированного продукта размола, который впоследствии разбавляется до концентрации, подходящей для применения в системе струйной печати. Эта методика делает возможным приготовление на данном оборудовании большего количества пигментной печатной краски. Если продукт размола был получен в растворителе, то он разбавляется водой и, необязательно, другими растворителями до подходящей концентрации. Если он готовился в воде, то разбавляется дополнительными количествами воды или смешивающимися с водой растворителями, чтобы довести продукт размола до желаемой концентрации. Посредством разбавления регулируются желаемая вязкость печатной краски, ее цвет, оттенок, плотность насыщения и площадь покрытия печатью для данного конкретного применения.
Устройства струйной печати
Краска для струйной печати может выбрасываться с помощью одной или нескольких печатающих головок, через форсунки, выталкивающие мелкие капельки контролируемым образом на подложку, которая перемещается относительно печатающей головки(-ок).
Предпочтительной печатающей головкой для системы струйной печати является пьезоэлектрическая головка. Пьезоэлектрическая струйная печать основана на движении пьезоэлектрического керамического преобразователя при прикладывании к нему напряжения. Приложение напряжения изменяет форму пьезоэлектрического керамического преобразователя в печатающей головке, создавая пустоту, которая затем заполняется печатной краской. Когда напряжение снимается, керамика вновь расширяется до своей исходной формы, выбрасывая каплю печатной краски из печатающей головки. Однако способ струйной печати согласно настоящему изобретению не ограничивается пьезоэлектрической струйной печатью. Могут применяться и другие головки для струйной печати, включая такие различные их типы, как головка печати непрерывного типа, термоголовка и тип головки для клапанно-струйной печати.
Головка струйной печати обычно осуществляет сканирование назад и вперед в поперечном направлении относительно поверхности перемещающегося получателя печатной краски. Часто струйная печатающая головка при своем движении назад не выполняет печать. Для достижения высокой производительности предпочтительна двунаправленная печать, также известная как многопроходная печать. Другим предпочтительным способом печати является «однопроходный способ печати», который может выполняться с использованием головок для широкостраничной струйной печати или множества ступенчато расположенных струйных печатающих головок, которые покрывают всю ширину поверхности получателя печатной краски. При однопроходном способе печати струйные печатающие головки обычно остаются неподвижными, а под этими струйными печатающими головками продвигается поверхность подложки.
Устройство для струйной печати, печатающее водными пигментными красками для струйной печати, включает по меньшей мере одну струйную печатающую головку и осушающее устройство, предназначаемое для испарения воды и, необязательно, органических растворителей из напыленной печатной краски.
Устройство для струйной печати, печатающее красками для струйной печати ультрафиолетового отверждения, содержит по меньшей мере одну струйную печатающую головку и устройство закрепления ультрафиолетовым излучением, предназначаемое для отверждения напыленной печатной краски под действием ультрафиолетового излучения. Устройство для закрепления ультрафиолетовым излучением предпочтительно включает ультрафиолетовые светодиоды.
Устройство для струйной печати может быть введено в линию производства ламината или же оно может размещаться иным образом, например в виде отделочного принтера.
В одном предпочтительном варианте осуществления устройство для струйной печати введено в линию производства декоративных ламинатов. Преимущество этого состоит в том, что в таком варианте могут быть достигнуты более короткие сроки поставки заказчику.
Сушильные устройства
Сушильное устройство может быть включено в устройство для струйной печати для того, чтобы удалять по меньшей мере часть водной среды из водных красок для струйной печати. Подходящие сушильные устройства включают устройства, обеспечивающие циркуляцию горячего воздуха, сушильные шкафы и устройства, использующие всасывание воздуха.
Сушильное устройство может включать устройство переноса тепла, такое как нагревательная плитка или греющий барабан. Предпочтительный греющий барабан является барабаном индукционного нагрева.
Сушильное устройство может включать источник инфракрасного излучения. Эффективный источник инфракрасного излучения имеет эмиссионный максимум между 0,8 и 1,5 мкм. Такой источник инфракрасного излучения иногда называют источником излучения NIR (излучение ближней инфракрасной области) или сушильным устройством NIR.
Лучистая энергия NIR быстро поступает в глубину слоя краски для струйной печати и удаляет воду и растворители из всей толщи слоя, в то время как обычная инфракрасная или энергия нагретого воздуха преимущественно поглощается поверхностью и медленно проходит в слой печатной краски, что обычно приводит к более медленному удалению воды и растворителей.
В одном предпочтительном варианте осуществления источник излучения NIR находится в форме светодиодов NIR, которые могут быть легко установлены в системе возвратно-поступательного продвижения множества струйных печатающих головок в многопроходном устройстве струйной печати.
Другое предпочтительное сушильное устройство использует углеродное инфракрасное излучение (CIR).
Устройства ультрафиолетового отверждения
Устройства для отверждения под действием ультрафиолетового излучения испускают УФ-излучение, которое поглощается фотоинициатором или фотоинициирующей системой для осуществления реакции полимеризации полимеризующихся соединений внутреннего слоя.
Устройство ультрафиолетового отверждения может включать ртутную лампу высокого или низкого давления, но предпочтительно включает или состоит из ультрафиолетовых светодиодов.
Устройство ультрафиолетового отверждения может быть установлено в комбинации с печатающей головкой струйного принтера, перемещающейся вместе с ним так, чтобы отверждающее излучение могло воздействовать почти сразу же после напыления. Предпочтительно такое устройство для отверждения состоит из одного или нескольких ультрафиолетовых светодиодов, поскольку при такой конструкции было бы сложно обеспечить отверждающие устройства иного типа, которые были бы достаточно малыми для того, чтобы быть соединенными с печатающей головкой с перемещаться вместе с ней. В альтернативном варианте может быть использован стационарный неподвижный источник излучения, например источник отверждающего ультрафиолетового излучения, соединенный с источником излучения посредством гибкого, проводящего излучение средства, такого как пучок оптических волокон, или гибкая труба с внутренним отражением, или конструкция из зеркал, включающая зеркало при печатающей головке.
Однако нет необходимости использовать источник ультрафиолетового света, связанный с печатающей головкой. Источник УФ-излучения также может быть, например, удлиненным источником излучения, расположенным поперек подложки, предназначаемой для отверждающей обработки. Он может быть расположен смежным образом по отношению к поперечному пути прохождения печатающей головки так, чтобы образуемые печатающей головкой последовательные ряды декоративного рисунка проходили, пошагово или непрерывно, под этим источником излучения.
В качестве источника излучения может быть использован любой источник ультрафиолетового света, при условии, что часть излучаемого им света может быть поглощена фотоинициатором или фотоинициирующей системой; им может быть, например, ртутная лампа высокого или низкого давления, трубка с холодным катодом, черный свет, светодиод ультрафиолетового излучения, лазер ультрафиолетового диапазона и свет вспышки.
Предпочтительными источниками являются демонстрирующие относительно длинноволновую составляющую ультрафиолетового излучения с преобладающей длиной волны в 300-400 нм. Более конкретно, предпочтителен источник ультрафиолетового излучения типа A из-за сниженного показателя рассеяния света, приводящий, к тому же, к более эффективному внутреннему отверждению.
УФ-излучение вообще классифицируется как УФ-A, УФ-B и УФ-C следующим образом:
УФ-A: от 400 нм до 320 нм;
УФ-B: от 320 нм до 290 нм;
УФ-C: от 290 нм до 100 нм.
В одном предпочтительном варианте осуществления устройство для струйной печати содержит один или несколько ультрафиолетовых светодиодов с длиной волны, превышающей 360 нм, предпочтительно один или несколько ультрафиолетовых светодиодов с длиной волны более 380 нм и наиболее предпочтительно – ультрафиолетовые светодиоды с длиной волны около 395 нм.
Кроме того, изображение можно отверждать при помощи последовательного или одновременного применения двух источников света с различающейся длиной волны или освещенностью. Например, первый УФ-источник может выбираться так, чтобы его излучение было обогащено ультрафиолетовым светом типа C, в частности, в диапазоне 260 - 200 нм. Второй ультрафиолетовый источник может содержать значительную компоненту УФ-A, являясь, например, легированной галлием лампой, или другой лампой, имеющей высокое содержание как УФ-A, так и УФ-B. Было найдено, что применение двух ультрафиолетовых источников имеет преимущества, например высокую скорость отверждения и высокую степень отверждения.
Для того чтобы способствовать отверждению, устройство струйной печати часто включает одну или несколько установок снижения содержания кислорода. Установки кислородного истощения обеспечивают слой азота или другого относительно инертного газа (например, CO2) с регулируемым местонахождением и регулируемой концентрацией инертного газа для снижения концентрации кислорода в среде, где протекает отверждение. Остаточные уровни кислорода обычно поддерживаются на низком уровне в 200 ч./млн, но вообще находятся в диапазоне от 200 ч./млн до 1200 ч./млн.
Перечень ссылочных позиций
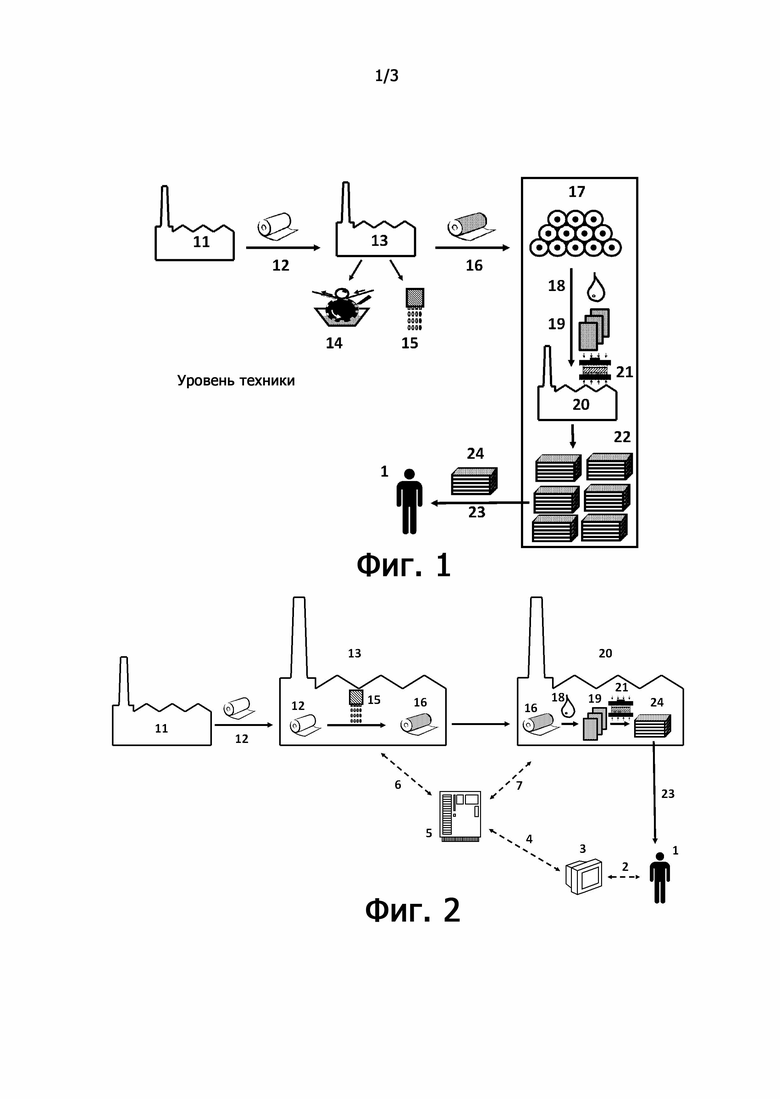
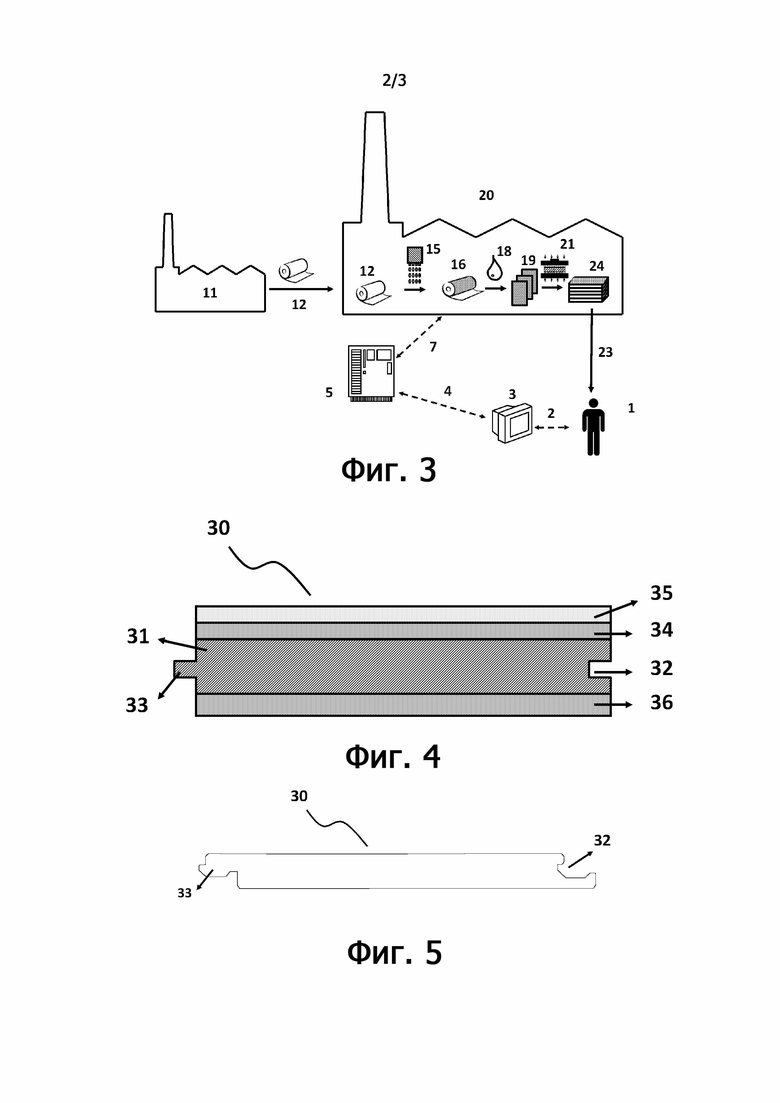

Способ производства декоративных ламинированных панелей методом струйной печати по заказу заказчика, включающий этапы: i) обеспечения устройства для струйной печати заданием печати, включающим один или несколько декоративных рисунков и идентификационный код, присваиваемый одному или нескольким декоративным рисункам; и ii) печатанья одного или нескольких декоративных рисунков с применением одной или нескольких красок для струйной печати и нанесением идентификационного кода на полотно основы, где полотно основы является бумажной основой, а одна или несколько красок для струйной печати являются цветными красками для струйной печати на водной основе и печатаются на полотне основы перед выполнением импрегнирования термоотверждающейся смолой; или где одна или несколько красок для струйной печати являются отверждаемыми под действием ультрафиолетового излучения красками для струйной печати, а полотно основы является полотном термопластичной основы, базирующейся на материале, выбираемом из группы, состоящей из поливинилхлорида (PVC), полипропилена (PP), полиэтилена (PE), полиэтилентерефталата (PET) и термопластичного полиуретана (TPU). 4 н. и 8 з.п. ф-лы, 7 ил.
1. Способ производства декоративных ламинированных панелей по заказу заказчика с применением струйной печати, включающий этапы:
i) обеспечения устройства струйной печати заданием на печать, включающим один или несколько декоративных рисунков и идентификационный код, присвоенным одному или нескольким декоративным рисункам, где идентификационный код прямо или косвенно связан с заказчиком или его адресом доставки; и
ii) печати одного или нескольких декоративных рисунков и идентификационного кода с применением одной или нескольких красок для струйной печати с цветными пигментами на полотне основы,
где идентификационный код скрыт в одном или нескольких декоративных рисунках с помощью методов стеганографии,
где полотно основы является бумажной подложкой, а одна или несколько красок для струйной печати с цветными пигментами – водными пигментными красками для струйной печати, которые печатаются на полотне основы перед импрегнированием термоотверждающейся смолой; или
где одна или несколько красок для струйной печати с цветными пигментами являются отверждаемыми под действием ультрафиолетового излучения красками для струйной печати, а полотно основы является термопластичным полотном основы, базирующимся на материале, выбранном из группы, состоящей из поливинилхлорида (PVC), полипропилена (PP), полиэтилена (PE), полиэтилентерефталата (PET) и термопластичного полиуретана (TPU).
2. Способ струйной печати по п. 1, в котором один или несколько декоративных рисунков кастомизируются или персонифицируются заказчиком.
3. Способ струйной печати по п. 1 или 2, в котором краски для струйной печати с цветными пигментами формируют набор красок CRYK.
4. Способ струйной печати по п. 3, в котором набор красок для струйной печати CRYK включает черную краску для струйной печати, содержащую пигмент на основе углеродной сажи, желтую краску для струйной печати, содержащую желтый пигмент, выбранный из группы, состоящей из C.I. Pigment Yellow 150 или его смешанных кристаллов, красную краску для струйной печати, содержащую красный пигмент, выбранный из группы, состоящей из C.I. Pigment Red 254, CI. Pigment Red 176 или смеси их кристаллов, и краску для струйной печати цвета циан, содержащую медный фталоцианиновый пигмент в бета-форме.
5. Способ струйной печати по п. 3 или 4, в котором набор красок для струйной печати CRYK расширен за счет комбинирования красок для струйной печати максимальной плотности с красками для струйной печати невысокой плотности.
6. Способ струйной печати по п. 1, в котором идентификационный код может быть сосканирован с помощью смартфона.
7. Способ струйной печати по п. 6, в котором приложение на смартфоне показывает наименование или адрес доставки заказчика.
8. Способ струйной печати по п. 6, в котором сканирование идентификационного кода приводит к направлению на вебсайт изготовителя или бренда ламината.
9. Способ струйной печати по п. 2, который дополнительно включает загрузку файла персонифицированного изображения, такого как логотип или мультипликационный персонаж для пола в спальне ребенка.
10. Способ производства декоративных ламинированных панелей, включающий способ струйной печати по любому из пп. 1-9, а кроме того, следующие этапы:
a) пропитки термоотверждающейся смолой полотна бумажной основы с нанесенной струйной печатью;
b) нарезки импрегнированного полотна бумажной основы на декоративные бумажные листы; и
c) термопрессования декоративных бумажных листов между внутренним слоем и защитным слоем с получением декоративных ламинированных панелей.
11. Способ производства декоративных ламинированных панелей, включающий способ струйной печати по любому из пп. 1-9, а кроме того, следующие этапы:
a) термопрессования полотна термопластичной основы с нанесенным на него методом струйной печати изображением и защитного слоя с получением декоративного ламината; и
b) нарезания декоративного ламината на декоративные ламинированные панели.
12. Комплект декоративных ламинированных панелей, включающий декоративную ламинированную панель, имеющую идентификационный код, размещенный в декоративном рисунке, покрытом защитным слоем,
где идентификационный код скрыт в декоративном рисунке с помощью методов стеганографии;
где декоративный рисунок и идентификационный код печатают одними и теми же печатными красками для струйной печати с цветными пигментами;
где идентификационный код прямо или косвенно связан с заказчиком или его адресом доставки; и
где декоративная ламинированная панель выбрана из группы, состоящей из панелей для настила пола, мебельных панелей, потолочных панелей и стенных панелей.
| WO2013141706 A1, 26.09.2013 | |||
| СПОСОБ ЛЕЧЕНИЯ ХРОНИЧЕСКОГО ОПИСТОРХОЗА У БОЛЬНЫХ С РОЗАЦЕА | 2014 |
|
RU2556962C1 |
| EP 3095614 A1, 23.11.2016 | |||
| EP3219503 A1, 20.09.2017. | |||

